
Описание услуги: выполнение комплексной диагностики и ремонта двигателя Hyundai Elantra 2.0 L 147 л.с. (2020–н.в.). Перечень работ и контроль качества.
Область применения услуги
Область применения услуги ограничена двигателем Hyundai Elantra 2.0 L 147 л.с. (2020–н.в.). Обслуживание охватывает полную диагностику узлов и агрегатов, оценку состояния, измерение компрессии цилиндров и измерение давления масла в рабочей системе. Съём и разборка двигателя выполняются в условиях специализированного производственного помещения с применением грузоподъёмного оборудования и стапельной оснастки. Восстановительные операции включают дефектовку деталей, шлифовку, расточку блока цилиндров, замену поршней, колец и вкладышей коленвала, ремонт и шлифовку головки блока цилиндров с последующей проверкой герметичности; Сборочные работы предусматривают установку новых уплотнений и прокладок, контроль зазоров и величин преднатяга болтов крепления коленчатого вала и головки блока. Первичный пуск проводится на стенде с контролем рабочих параметров. Обкатка производится в предусмотренных режимах с фиксированием параметров температуры и давления масла. Настройка систем управления двигателем и окончательная диагностика выполняются после обкатки.

Технические характеристики двигателя
Тип: бензиновый, рядный 4‑цилиндра. Рабочий объём 1999 см3. Мощность 147 л.с. Частота вращения указана в паспортных данных производителя.
Базовые параметры двигателя
Тип двигателя: бензиновый, четырехцилиндровый, рядный. Рабочий объем: 1999 см3. Максимальная мощность: 147 л.с. при заводском значении оборотов. Тип головки блока: алюминиевая с четырьмя клапанами на цилиндр. Система питания: электронный распределенный впрыск топлива. Наддува отсутствует. Система смазки: под давлением с масляным насосом в корпусе, предусмотрен масляный фильтр тонкой очистки. Охлаждение: жидкостное с термостатом и электрическим вентилятором. Ход поршня и диаметр цилиндра соответствуют стандартным ремонтным размерам. Рывковые характеристики коленчатого вала и допустимые биения указываются в заводской документации. Класс напряжения бортовой сети 12 В.
Предварительная документация
Ознакомление с регламентом ремонта, перечнем рабочих карт и спецификаций. Наличие паспортов детали и протоколов проверки. Требование к отчетности.
Необходимые сервисные карты и схемы
Перечень документации, подлежащей использованию при выполнении работ по двигателю Hyundai Elantra 2.0 L 147 л.с. (2020–н.в.). Наличие регламентов обеспечивает соответствие операций установленным технологическим требованиям.
Технические карты по процедурам разборки и сборки блока цилиндров. Карты включают последовательность демонтажных операций, маркировку крепежа и спецификации герметиков. Схемы систем смазки и охлаждения. Схемы содержат точки измерений для контроля давления и температуры, рекомендации по установке датчиков.
Электрические схемы узлов двигателя. Схемы охватывают цепи управления впрыском, датчики фазы и зажигания, исполнительные механизмы. Диагностические карты. Карты содержат алгоритмы проверки ошибок, значения пусковых параметров и допустимые отклонения показаний.
Карта контрольных размеров коленвала и шатунов. Карта содержит допуски зазоров вкладышей и методы измерения конусности и овальности. Карты обработки цилиндров и седел клапанов. Карты фиксируют параметры шлифовки и допустимые снятия металла.
Справочные таблицы по моментам затяжки и последовательности болтов головки блока цилиндров. Таблицы включают типы крепежа и требования к смазке резьбы.
Подготовка рабочего места
Освободить зону обслуживания. Обеспечить освещение и вытяжку. Разметка мест для деталей и крепежа. Подготовка подставок и защитных покрытий.
Инструменты и оснастка
Перечень оборудования и инструмента, предназначенного для выполнения диагностических и ремонтных операций по двигателю Hyundai Elantra 2.0 L 147 л.с. (2020–н.в.).
Для электронного сканирования применяется диагностический интерфейс с поддержкой протоколов OBD-II и протоколов производителя. Для измерения компрессии применяется манометр с адаптерами под резьбы свечных колодцев. Для измерения давления масла применяется манометр с переходником к оригинальному датчику давления.
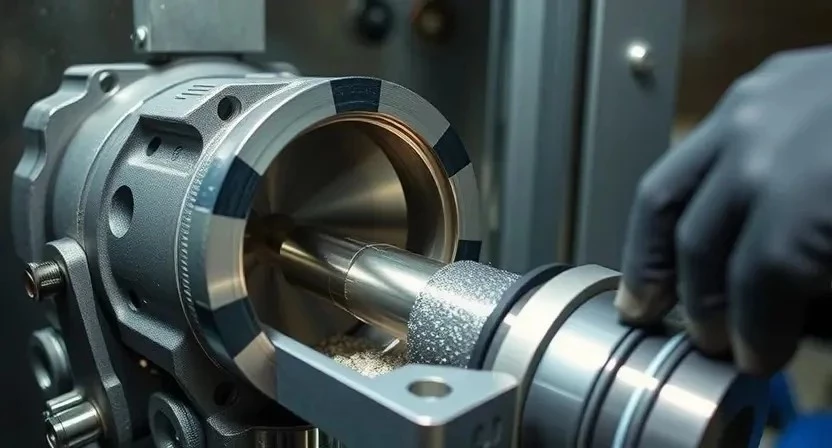
Для демонтажа корпуса и подвески двигателя применяется гидравлический подъёмник с фиксирующей траверсой. Для снятия крепёжных элементов применяется комплект динамометрических ключей с метрическими и имперскими насадками. Для разборки блока цилиндров и головки блока цилиндров применяется пресс для запрессовки направляющих втулок и съемники поршневых колец.
Для определения износа применяется набор микрометров, нутромеров и щупов с метрической шкалой. Для шлифовальных и расточных операций применяется специализированный станочный парк: цилиндрово-шлифовальный станок с регулировкой подачи, расточной станок с системой охлаждения и контрольно-измерительные приборы для контроля формы и круглости отверстий. Для балансировки коленвала применяется балансировочный стенд с плавающей опорой. Для сборочных операций применяется испытательный стенд двигателя с системой регулирования режимов обкатки и контролем давления и температуры.
Проведение диагностики
Выполнение электронной диагностики и функциональных испытаний двигателя. Снятие кодов ошибок. Регистрация параметров работы топливной и системы зажигания.
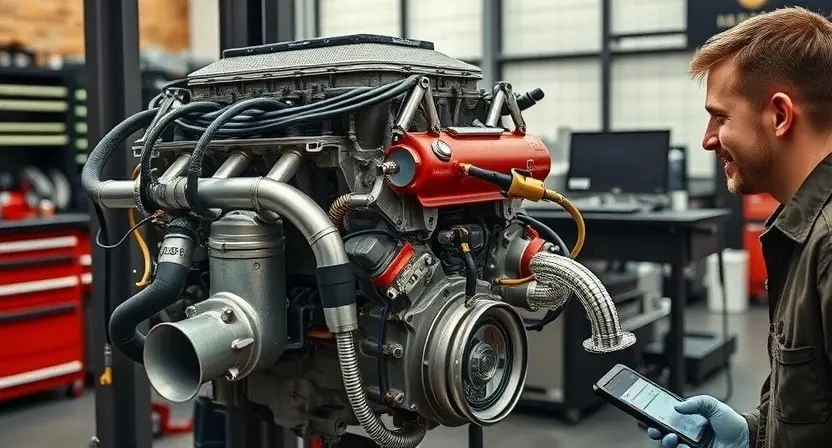
Электронная диагностика узлов двигателя
Подключение диагностического оборудования к разъему OBD производится для считывания кодов неисправностей и параметров в реальном времени. Сканер должен быть совместим с протоколами Hyundai для корректного отображения параметров датчиков и исполнительных механизмов. Снятие ошибок производится после фиксации показаний для последующего анализа. Считывание адаптивных значений и параметров топливной системы выполняется до начала механических работ. Запись исходных параметров производится в исполнительную документацию. Состояние датчиков положения коленвала и распредвала регистрируется отдельно. Анализ цепей питания и массы осуществляется с применением мультиметра в режиме постоянного напряжения. Тестирование форсунок и катушек зажигания проводится через эмуляцию команд управления с использованием диагностического интерфейса. Коррекция базовых установок производится через сервисное меню блока управления. Отчётная документация включает список кодов, графики параметров и предложенные методы устранения выявленных ошибок.
Оценка состояния агрегата
Осмотр выполнен визуально и инструментально. Фиксация повреждений и зазоров. Составление перечня дефектов. Оценка остаточного ресурса компонентов.
Визуальная инспекция компонентов
Осмотр производится с фокусом на внешние признаки повреждений и утечек. Корпус двигателя осматривается на трещины, деформации и следы коррозии. Крышки, соединительные фланцы и уплотнения оцениваются по целостности герметика и состоянию фиксации. Состояние патрубков и шлангов фиксируется с указанием потертостей, растрескиваний и набухания. Крепежные элементы проверяются на наличие ослабления резьбы, износа шляпок и следов перекрута. Ремни и натяжители осматриваются на наличие трещин, расслоений и износа зубьев. Электрические разъемы и проводка оцениваются на повреждения изоляции, коррозию контактов и надежность фиксации. Видимые масляные отложения и следы охлаждающей жидкости документируются с указанием мест и предполагаемых путей протекания. Состояние корпуса масляного поддона и сливной пробки фиксируется. Состояние свечных колодцев и форсунок визуализируется на предмет залегания и отложений. Результаты фиксируются в отчете с фотографиями и привязкой к номерам цилиндров и узлов, с указанием рекомендованных дальнейших измерений и методов дефектовки при выявленных отклонениях.
Измерение компрессии
Измерение компрессии производится цилиндрного ряда через свечные отверстия. Полученные значения фиксируются. Сравнение с паспортными допусками выполняется.
Методика и контрольные значения
Измерение компрессии производится при прогретом двигателе до рабочей температуры 80–90 °C. Для снятия показаний выполняется отключение системы зажигания и впрыска топлива, установка манометра в свечной колодец, прокрутка коленвала стартером до стабилизации показаний. Нормативное значение компрессии на цилиндр: 12,0–14,5 бар; допустимый разброс между цилиндрами не более 1,0 бар; отклонение от нормы рассматриваеться как износ поршневой группы или утечка клапанов.
Измерение давления масла проводится при заведенном двигателе на прогретом агрегате и при холостых оборотах, затем при 3000 об/мин. Для снятия напряжения давления применяется манометр со шкалой до 10 бар. Нормативные значения: холостой ход 0,6–1,2 бар; 3000 об/мин 3,0–4,5 бар. Низкое давление требует оценки состояния масляного насоса, зазоров вкладышей и плотности масляных каналов.
Измерение давления масла
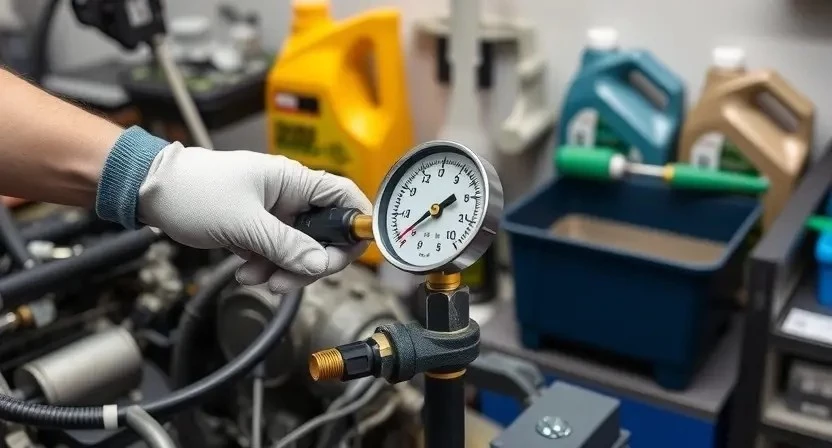
Измерение выполняется манометром в горячем и холодном состоянии. Фиксация показаний производится при разных оборотах. Оценка по нормативным значениям.
Порядок измерений и интерпретация результатов
Подготовка к измерению давления масла производится с обеспечением рабочей температуры согласно спецификации двигателя. Применение манометра допустимо при отключенном электронном контроле давления или при диагностическом интерфейсе, обеспечивающем снятие данных. Фиксация исходного давления производится на холостом ходу и при повышенных оборотах до установленных значений. Сравнение показателей производится с нормативными графиками производителя. Отклонение в сторону понижения давления при прогреве двигателя указывает на износ масляного насоса, повышенные зазоры в подшипниках или засорение масляных каналов. Повышенное давление сигнализирует о нарушении работы предохранительного клапана или повышенной вязкости масла. Регистрация показаний производится построчно для каждого цилиндра при последовательных замерах. Протокол измерений оформляется с указанием температуры, оборотов холостого хода, применённого оборудования и серийных номеров датчиков. Интерпретация результатов основывается на сравнении полученных данных с допустимыми пределами, после чего определяется перечень операций по восстановлению рабочего давления, включая замену масляного фильтра, промывку масляной системы, регулировку зазоров подшипников или замену насоса.
Подготовка к снятию двигателя
Маркировка коммуникаций выполнена. Отсоединение аккумулятора и слив жидкостей произведены. Крепления помечены. Подвес двигателя установлен и зафиксирован.
Маркировка и фиксация коммуникаций
Маркировка изделий выполняется перед демонтажем с целью исключения ошибок при сборке. Присвоение кодов производится на каждой электрической цепи, на каждом топливном и вакуумном шланге, на каждом разъеме управления. Фиксация соединений обеспечивается стяжками с ограничителем усилия, клипсами и защитными гофрами. Маркировка производится стойкими этикетками с указанием номера разъема и направления подключения. Запись соответствий в протокол выполняется в табличной форме с указанием позиции, кода и состояния соединения. Маркировочные ленты должны быть устойчивы к маслам и температуре до 120°C. Крупные жгуты закрепляются хомутами на проемах для предотвращения провисания. Для элементов с опасностью повреждения поверхности применяются мягкие подкладки при фиксации. Электрические контакты обрабатываются средствами противокоррозийной защиты до установки изоляционных защит. Упаковка снятых коммуникаций выполняется отдельными пакетами по группам с креплением идентификаторов. Контрольная проверка целостности маркировки проводится после фиксации на подъемнике; несоответствия отражаются в акте разборки.
Снятие и выемка двигателя
Отключение аккумулятора и слив жидкостей. Маркировка коммуникаций. Подвеска двигателя к подъемнику. Крепления отсоединены, двигатель вынят с использованием лебедки.
Порядок демонтажа и безопасные операции
Фиксация автомобиля и установка на подъемное устройство выполняется перед началом демонтажа. Отключение аккумуляторной батареи производится для предотвращения короткого замыкания. Слив топлива и охлаждающей жидкости выполняется в специализированные емкости с последующей утилизацией. Маркировка и фотодокументация кабельных и топливных соединений обеспечивается для упрощения последующей сборки. Отсоединение проводки и разъемов производится с применением защитных средств для исключения повреждений. Демонтаж воздуховода и впускного коллектора выполняется поэтапно с контролем положения датчиков. Снятие приводных ремней и компонентов навесного оборудования выполняется после освобождения натяжителей. Отсоединение массоса производится через заземляющий контакт. Подвес двигателя к траверсе выполняется с использованием сертифицированного стропа и домкрата с указанием грузоподъемности. Установка защитных подкладок между траверсой и корпусом двигателя обеспечивается для исключения деформации. Ослабление моторных креплений производится поочередно с фиксацией рамы и контролем провеса агрегата. Вывешивание двигателя из моторного отсека выполняется плавно до достижения свободного положения для последующей загрузки на транспортировочную подставку. Транспортировка двигателя к зоне разборки производится на тележке с фиксирующими элементами. Эксплуатация огнетушителя и средств индивидуальной защиты предусмотрена в рабочей зоне. Повреждения фиксируются в акте приемки перед разборкой.
Разборка агрегата
Разборка выполняется по этапам: демонтаж навесных узлов, извлечение ГБЦ, съем поршней с шатунами, удаление коленвала, маркировка деталей и фиксация компонентов.
Последовательность разборочных операций
Предварительная маркировка коммуникаций и присоединений производится перед демонтажем узлов. Электрические разъемы и трубопроводы фиксируются метками с указанием позиции. Слив топлива и охлаждающей жидкости выполняется в подготовленную тару с учетом требований по утилизации. Снятие агрегата производится с использованием грузоподъемного оборудования с контролем осевой нагрузки. Снятие навесного оборудования и вспомогательных устройств производится последовательными операциями с фиксацией момента затяжки на болтах и мест установки. Демонтаж головки блока производится после снятия распределительных валов и привода ГРМ. Выпрессовка поршневых пальцев и шатунов производится после фиксации коленвала. Сборка составных частей маркируется для исключения ошибочной установки. Удаление прокладок и уплотнений производится с применением щадящих методов механической очистки. Контроль размеров сопряжений производится после очистки поверхностей. Установка деталей на хранение маркируется и упаковывается в защитные материалы.
Дефектовка деталей
Оценка износа проводится по замерам; измерения поверхностей и геометрии; фиксирование трещин, задиров, изломов; определение годности по каталожным допускам.
Критерии годности и предельные износы
Определение годности деталей производится по измеренным величинам и техническим допускам изготовителя. Компрессия по цилиндрам должна соответствовать паспорту двигателя; разница между цилиндрами ограничена 10% от среднего значения. Износ стенок цилиндров допускается до овальности 0,05 мм и конусности 0,03 мм. Шероховатость обработанных поверхностей после расточки должна находиться в пределах Rz 10-25 мкм. Поршни подлежат замене при износе по диаметру более 0,1 мм относительно ремонтного размера или при выявлении трещин и задиров. Кольца признаются негодными при потере упругости, задире или износе проточки более 0,15 мм. Вкладыши коренные и шатунные подлежат замене при износе по толщине более 0,03 мм и при обнаружении следов отпила, выработки, термических повреждений. Коленвал признается годным при отсутствии трещин, биения в пределах 0,05 мм и при размере шейки в пределах заводских допусков; при превышении пределов выполняется шлифовка до ремонтного размера. Головка блока признается годной при отсутствии трещин в камерах сгорания, торцах клапанов и седлах; при деформации плоскости более 0,1 мм производится шлифовка. Система масляного насоса допускается к эксплуатации при сохранении давления в пределах паспортных значений; падение давления сверх 15% от номинала признается критическим. Сальники и прокладки заменяются при обнаружении утечек или потери эластичности. Суммарная оценка агрегата фиксируется в отчете по результатам дефектовки, с указанием размеров, предельных значений и принятых решений о ремонте или замене.
Шлифовка и расточка блоков цилиндров
Проведение шлифовки и расточки блоков цилиндров. Контроль круглости, соосности и чистоты поверхности. Фиксация размеров и запись допусков в акт.
Параметры обработки и допуски
Заданная документация содержит точные размерные параметры для операций обработки поверхности блока цилиндров и шлифовки коленчатого вала. Обработка блока цилиндров производится с допуском плоскостности поверхности головки 0,05 мм. Значение снимаемого слоя при шлифовке плоскости не должно превышать 0,4 мм при сохранении рабочей глубины резьбовых втулок. Цилиндры допускаются к расточке по диаметру с шагом восстановления 0,25 мм; допускаемые посадочные диаметры приведены в спецификации производителя. При расточке допуск круглости цилиндра не должен превышать 0,02 мм. Параметры хонингования: шероховатость поверхности Rz до 20 мкм, Ra до 0,8 мкм. Контроль размеров поршней и колец производится с допуском посадочного зазора поршень-цилиндр 0,02-0,06 мм в зависимости от ремонтного размера. Для вкладышей коленвала установлены допуски по радиальному зазору шатунного и коренного подшипников 0,02-0,06 мм; допустимые отклонения по овальности шейки коленвала 0,01 мм. Для клапанных направляющих установлены допуски по внутреннему диаметру 0,02 мм с контролем износа по длине. Параметры торцевой обработки крышки распредвала: плоскостность до 0,03 мм. Контроль моментных характеристик крепежа производится после сборки при заданных усилиях затяжки и проверке углового разворота; значения усилий и углов указаны в регламенте производителя двигателя.

Замена поршней и колец
Демонтаж поршней производится после дефектовки цилиндров. Подбор комплектующих по номинальным размерам и маркировке. Установка колец по распределённой схеме. Контроль зазоров выполнен.
Подбор деталей и посадочные размеры
Подбор компонентов производится на основе табличных значений Hyundai для двигателя 2.0 L 147 л.с. (2020–н.в.). Указаны допуски на поршни, кольца, вкладыши и направляющие клапанов. Применение оригинальных или сертифицированных аналогов определяется техническими картами. Контроль размеров осуществляется измерительными инструментами с поверкой. Сопряжение шатун-прецизионный вкладыш оценивается по зазорам рабочего слоя. Подбор прилегающих прокладок выполняется по номерам и толщине. Посадка коленвала в блок оценивается по диаметру шеек; Выбор поршней производится по калибру цилиндров и рабочему объему. Кольца подбираются по высоте канавок и натягу. Направляющие клапанов подбираются по внутреннему диаметру. Поверхности сопряжения ГБЦ и блока выбираются по плоскостности и шероховатости.

Замена вкладышей коленвала
Замена вкладышей коленвала производится по результатам дефектовки. Контроль радиальных зазоров выполняется микрометром и щупом. Запись параметров в протокол.
Контроль зазоров и этапы установки
Определение зазоров производится при сборке коленчатого вала и шейк деталей. Измерение зазоров вкладышей выполняется микрометром и щупом. Фиксирование размера внутреннего диаметра коренных и шатунных подшипников производится для уточнения посадочного состояния. Параметры пластин и наружных поверхностей подвергаются контролю на соответствие заводским допускам. Зазоры в подшипниках смежных компонентов регистрируются и сравниваются с эталонными значениями.
Этапы установки включают последовательное размещение вкладышей, установку крышек и поверку момента затяжки по таблице. Контроль моментов производится динамометрическим ключом. Регистрация результатов выполняется в сервисном отчете.
Работа с головкой блока цилиндров
Демонтаж головки выполнен. Осмотр седел, направляющих и плоскости. Шлифование поверхности при износе. Прокладки и крепеж заменены согласно допускам.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней, вкладышей, ГБЦ. Затяжка выполняется по моментам. Контроль зазоров и герметичности.
Моментные характеристики крепежа и последовательность операций
Перечень болтов и гаек с указанием номинальных моментов затяжки приведён в таблице документации. Моменты указаны в Н·м. Крепёж разделён по группам: головка блока цилиндров, шатуны, коренные крышки, маховик, опорные элементы навесного оборудования.
Последовательность операций описана шагами. Снятие крепежа выполняется по этапам, чтобы избежать деформации. Затяжка головки блока цилиндров предусматривает поочерёдное выполнение этапов: начальная затяжка мелким шагом, средняя затяжка с увеличением усилия, окончательная угловая доборка. Для шатунных болтов предусмотрена предварительная затяжка и угловая доводка при использовании динамометрического ключа с контролем угла.
Контроль деформации и износа крепёжных элементов проводится до повторного использования. При превышении предельных значений замену крепежа допустить. Применение смазочных составов на резьбу и под шайбы регламентировано для каждого узла отдельно.

Первичный пуск и обкатка
Первичный пуск произведён в контролируемых условиях. Обкатка выполнена по этапам: холостой ход, постепенное увеличение нагрузки, контроль температур и давления масла.
Режимы обкатки и контроль параметров
Обкатка двигателя после капитального ремонта выполняется по этапам с контролем динамики давления масла, температуры охлаждающей жидкости, частоты вращения и утечек. Первичный этап обкатки предусматривает запуск на холостом ходу до прогрева до рабочей температуры с выдержкой стабильного режима в течение заданного времени. Второй этап включает кратковременные интервалы нагрузок с переменными оборотами, без длительной эксплуатации на высокой частоте вращения. Параметры фиксируются через диагностический интерфейс. Контроль давления масла производится манометром на масляной магистрали в диапазоне паспортных значений. Температура охлаждающей жидкости фиксируется термопарой на патрубке радиатора. Частота вращения регистрируется тахометром. Сопротивление системы зажигания и параметры форсунок оцениваются электроизмерениями. Регистрация данных выполняется в журнале сервисных операций с указанием времени, режимов и полученных значений. При отклонениях от допусков предусмотрена остановка и повторная диагностика узлов двигателя.

Настройка и финальная проверка
Настройка ECU выполняется по заводским параметрам. Завершительная проверка выполняется по контрольным картам, параметры фиксируются в отчёте о проведённых работах.
Регулировка систем управления и окончательная диагностика
Настройка систем управления двигателя Hyundai Elantra 2.0 L 147 л.с. производится после сборки и предварительной обкатки. Параметры ЭБУ возвращаются к заводским значениям при необходимости калибровки. Питание и управляющие сигналы коробки подаются для синхронизации; адаптация датчиков положения коленвала и распредвала проводится при обнаружении рассогласования фаз. Управление топливной системой адаптируется посредством корректирующих карт холостого хода и подачи топлива. Контрольные тесты выполняются на диапазонах оборотов и нагрузок. Диагностические ошибки считываются и сохраняются в отчете. Исправность системы зажигания подтверждается путем анализа мгновенной коррекции угла опережения. Проверка системы рециркуляции газов осуществляеться по показаниям давления и температуры. Соответствие параметров фиксируется в итоговой документации, гарантийные отметки проставляются по результатам измерений.