
Объект услуги: двигатель Jaguar XF 2.0 Turbo 200 л.с. (2015–н.в.). Описание объёма работ и предельных условий.
Объект услуги
Объект услуги: бензиновый двигатель Jaguar XF 2.0 Turbo 200 л.с. модельного ряда 2015–н.в. Конструкция: четырехцилиндровый рядный блок с турбонаддувом и непосредственным впрыском топлива. Рабочий объем и серийные обозначения фиксируются перед началом операций. Диагностическая область охватывает систему питания, систему смазки, газораспределительный механизм, элементы наддува и системы управления. В комплект документации включаются каталожные номера, допустимые износы и заводские допуски.
Период применения регламента
Период действия регламента определён для двигателей Jaguar XF 2.0 Turbo 200 л.с. (2015–н.в.). Применение регламента распространяется на случаи предъявления требований по диагностике, оценке состояния и комплексному ремонту двигателя. Период охватывает весь срок эксплуатации автомобиля при наличии пробега, гарантийного статуса и послеаварийных ремонтов. Регламент применяется при плановом техобслуживании, при выявлении отклонений рабочих параметров и при подготовке к капитальному ремонту двигателя.

Предварительная диагностика
Визуальный осмотр двигателя проведён. Считывание кодов ошибок выполнено. Параметры сняты для анализа.
Визуальный осмотр внешних элементов двигателя
Осмотр выполнять в освещённом помещении на подъемнике. Корпус осматриваться на трещины, деформации и следы коррозии. Крепления агрегатов проверяться на наличие ослаблений и следов уставшего материала. Ремни и шланги подвергаться проверке на трещины, вздутия и потерю упругости. Турбокомпрессор визуально исследоваться на следы масла и механических повреждений. Электрические разъёмы и проводка осматриваться на изоляционные повреждения. Крепления патрубков охлаждения и впуска фиксироваться в отчёте.
Оценка состояния двигателя
Осмотр внешних дефектов выполнен. Оценка зазоров и износа произведена. Замеры герметичности и утечек зафиксированы.
Составление отчета по внешним признакам износа
Осмотр внешних поверхностей двигателя зафиксировать в документе. Фиксация включает состояние поверхности блока, наличие коррозии, следов механических повреждений и трещин. Оценка герметичности проводиться по следам масла и охлаждающей жидкости на внешних деталях. Отмечать состояние шлангов, соединений, уплотнений и крепежных элементов. Фиксация выявленных дефектов сопровождаться фотографиями с привязкой к узлам. Выявленные данные вносится в таблицу с указанием места, характера дефекта и предполагаемого этапа ремонта.
Оценка масляной системы и утечек
Визуальный осмотр масляной системы выполнен с фиксацией мест подтеков. Осмотр фильтра, крышки клапанов, масляного поддона и сливных проб произведён на предмет деформаций и механических повреждений. Давление масла измерено штатным манометром в диапазоне рабочих частот вращения; результат внесён в протокол. Испарения и следы масла на соприкасающихся деталях зафиксированы фотоматериалами. Герметичность соединений оценена по состоянию уплотнений и моментам затяжки болтов. Утечки классифицированы по происхождению и интенсивности, рекомендации по заменам и уплотнительным работам включены в акт.

Измерение компрессии цилиндров
Подготовка оборудования: манометр, адаптеры. Измерение проводится при отключении подачи топлива и свечей зажигания.
Подготовка к измерению компрессии
Оперативная подготовка к измерению компрессии включает последовательность действий и фиксацию исходных параметров. Обесточивание бортовой сети производится через отключение аккумулятора и отсоединение разъемов управления топливной системой. Система впрыска переводится в состояние, исключающее подачу топлива. Свечи зажигания извлекаются для обеспечения доступа. Привод стартера освобождается от нагрузок путем вывода передачи в нейтральное положение и блокировки запуска. Температура двигателя доводится до рабочей величины перед замером. Фиксация показаний манометра производится по каждому цилиндру с указанием номера и времени замера.
Порядок выполнения измерений и фиксация результатов
Подготовка аппарата к измерению компрессии производится на холодном двигателе с отключённой системой зажигания. Демонтаж свечей и вкрутка манометра в свечные гнёзда выполняется последовательно по цилиндрам. Приведение дросселя в положение полного открытия. Прокрутка коленвала стартером до стабильного показания манометра фиксируеться трижды для каждого цилиндра. Протоколы заполнены: номер цилиндра, пиковое давление, число оборотов при измерении, дата, время, идентификатор оборудования. Анализ разницы давлений проводится по допустимым границам указанным в нормативной документации.
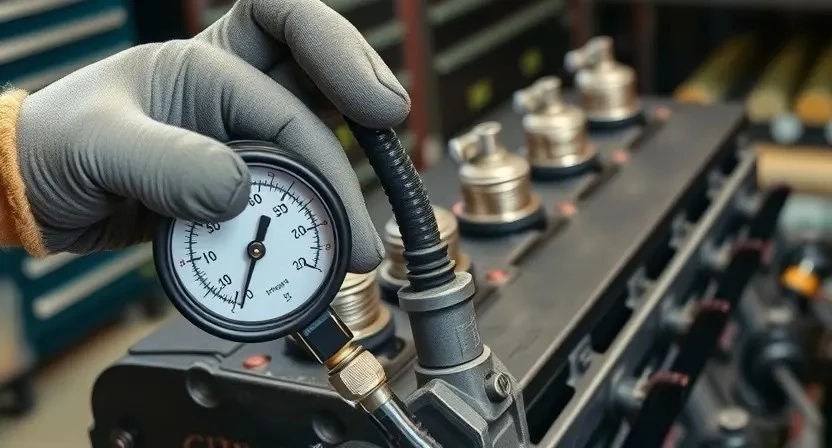
Измерение давления масла
Схема подключения манометра описана. Измерение выполняется при холодном и прогретом двигателе с фиксацией показаний.
Схема подключения манометра и подготовка
Подключение манометра производится через штатный канал измерения давления масла на двигателе. Демонтаж пробки давления не применяется при наличии быстросъёмного переходника. Применение адаптера с обратным клапаном допускается для предотвращения утечки масла при отключении. Визуальная оценка состояния штуцера и резьбы обязательна. Присоединение шланга к манометру выполняется с использованием герметизирующей ленты или фланцевого уплотнения. Подготовка включает слив масла в ёмкость при необходимости и установка ёмкости для отработки. Проверка манометра на нулевой отметке перед началом измерений производится путем калибровки на воздухе.
Порядок замера под нагрузкой и холостом ходе
Подготовка рабочего места и подключение манометра. Манометр подсоединяется к магистрали давления масла через штатный штуцер или адаптер. Запуск двигателя производится с контролем уровня масла и температуры. Замер на холостом ходу выполняется после выхода на рабочую температуру при стабильных оборотах. Фиксация показаний проводится каждые 30 с в течение 3 мин. Замер под нагрузкой выполняется при оборотах 3000 об/мин с постепенным нарастанием нагрузки до номинальной. Показания регистрируются аналогично и сравниваются с паспортными значениями.
Снятие двигателя
Подготовка рабочего места выполнена. Маркировка шлангов и проводки произведена. Электрические разъёмы отключены.
Подготовка рабочего места и маркировка коммуникаций
Рабочее место организовано по защите от загрязнений и механических повреждений. Оборудование размещено для обеспечения доступа к моторному отсеку и подъёмным механизмам. Поверхности очищены от посторонних предметов. Освещение установлено для равномерного освещения зон демонтажа. Инструменты подготовлены и расположены по функциональным группам. Маркировка коммуникаций выполнена цветовой кодировкой и номерной системой. Электропроводка и топливные магистрали зафиксированы с применением маркировочных бирок. Запись соответствия маркировки и схемы произведена в журнале.
Последовательность отключения и демонтажа агрегатов
Отключение аккумуляторной батареи и блокировка питания снижает риск короткого замыкания. Слив рабочей жидкости выполняется в маркированные ёмкости с последующей утилизацией. Отсоединение топливной системы и сброс давления выполняются до демонтажа компонентов. Электрические разъёмы маркируются и фиксируются в контейнерах. Демонтаж выхлопной системы производится после освобождения креплений опор. Снятие воздушного коллектора и интеркулера производится с фиксацией прокладок. Тросы и датчики снимаются последовательно по узлам.

Разборка двигателя
Демонтаж навесных деталей выполняется по схеме. Снятие компонентов производится с маркировкой и упаковкой для контроля.
Порядок демонтажа навесных деталей и агрегатов
Подготовка рабочего места выполнена. Отсоединение аккумуляторной батареи и снятие электрических разъёмов выполняется первым этапом. Демонтаж воздуховода и впускной системы производиться до снятия турбокомпрессора. Охлаждающая система опорожняется, шланги отсоединяются с маркировкой. Топливная магистраль отключается под давлением снижения; топливопроводы промаркированы. Термостат и радиатор выведены из сборки при сохранении герметичных пробок. Генератор и компрессор кондиционирования демонтируются с фиксацией креплений. Тросы и тяги управления сняты с маркировкой положения. Надёжное крепление двигателя обеспечено траверсой перед демонтажем навесных узлов.
Систематизация и маркировка снятых деталей
Классификация снятых компонентов выполняется по группам: навесные устройства, крепёж, детали поршневой группы, элементы системы газораспределения, уплотнения, трубопроводы. Каждой позиции присваивается уникальный код. Нанесение маркировки производится устойчивым методом с указанием позиции, номера детали и номера двигателя. Упаковка комплектов выполняется в отдельных контейнерах с амортизацией. Сопроводительная документация оформляется с указанием состояния и предложенных действий по каждой позиции. Хранение организуется по срокам и условиям влажности.
Дефектовка компонентов
Осмотр блока и поршней выполнен. Замеры износа сняты. Фиксация дефектов произведена в отчётной форме.
Осмотр блока цилиндров и поршневой группы
Визуальный осмотр поверхности блока выполняется при освещении не менее 1000 люкс. Регистрация коррозийных очагов, трещин, рисок и следов перегрева производится в журнале дефектов. Контроль цилиндров осуществляется измерением овальности и конусности микрометром и нутромером. Поршни исследуются на износ по кольцевым канавкам, деформацию и пригар. Фотофиксация дефектов обязательна. Протокол с указанием предельных размеров и предложенных операций формируется.
Проверка коленчатого и распределительного валов
Осмотр поверхности валов на наличие задиров, сколов и износа выполняется при разборке. Геометрические параметры подшипниковых шеек измеряются микрометром и индикатором; результаты фиксируются в техническом журнале. Контроль биения и конусности производится на оправке с индикатором; допуски сравниваются с нормативами производителя. Радиальные зазоры подшипников определяются по пластинчатой щуповой методике; полученные значения документируются. Балансировка коленчатого вала проверяется на стенде; при превышении допустимых величин выполняется шлифовка и повторная балансировка.

Шлифовка коленчатого вала и расточка блока
Контроль размеров выполняется по чертежам. Шлифовка и расточка производятся с фиксацией допусков и таблицей замеров.
Технологические допуски и контроль радиальных зазоров
Установлены допустимые размеры посадочных мест коленчатого вала и коренных вкладышей. Контроль радиальных зазоров производится микрометром и щупами в процессе примерки. Значения зазоров фиксируются в протоколе; превышение предельных размеров влечёт задание на расточку или подбор вкладышей. Применение замеров после шлифовки и притирки шеек включено. Величины допусков соответствуют паспортным данным двигателя. Ведомость измерений прилагается к акту выполненных работ.
Операции по шлифовке и расточке с фиксацией параметров
Подготовка поверхности коленчатого вала производится к шлифовке. Замеры радиальных и торцевых биений выполняются перед обработкой. Фиксация исходных размеров проводится в журнале с указанием номера детали и кода операции. Допуски на диаметр шеек определяются по технической документации. Балансировка по массам выполняется после зачистки.
Расточка блока производится в ступенях с контролем круглости и соосности. Каждый этап измерений фиксируется цифровыми показаниями и фотографиями. Шероховатость поверхности регистрируется по образцам. Применение ремонтных втулок указывается в акте с указанием посадочных размеров и применённого метода закрепления.
Замена поршней, колец и вкладышей
Выбор комплектующих по каталогу. Замена производится с контролем размеров, зазоров и торцевых плоскостей.
Критерии подбора комплектующих и установка
Подбор комплектующих производится по каталожным номерам производителя и допускам на размеры, усталостную прочность, химический состав и ресурс. Подшипники выбираются по внутреннему диаметру и классу точности; Поршни и кольца подбираются по диаметру после расточки, по высоте поршня и коэффициенту сжатия. Вкладыши подбираются по посадочному размеру коленвала и маркировке снимаемых деталей. ГБЦ комплектуется клапанами и сальниками с заводскими параметрами. Установка выполняется с контролем зазоров и моментами затяжки; фиксация параметров в протоколе.
Контроль посадочных размеров и зазоров
Измерение шатунных и коренных вкладышей производится микрометром и щупами. Притирочные поверхности подгоняются по паспорту. Контроль биения посадочных шеек коленвала выполняется индикатором с фиксацией показаний. Замеры поршневых шатунных зазоров фиксируются в протоколе. Измерение посадочных диаметров цилиндров производится нутромером. Отклонения, превышающие допуск, подлежат фиксации и последующей коррекции. Заполнение отчёта производится с указанием измеренных значений и допусков.
Работы с головкой блока цилиндров (ГБЦ)
Демонтаж ГБЦ произведён. Проверка плоскости выполнена. Шлифовка возможна при превышении допустимых деформаций.
Демонтаж, проверка плоскости и шлифовка ГБЦ
Демонтаж головки блока цилиндров выполняется после маркировки и отключения магистралей. Фиксация положения распределительных валов проводится для сохранения фаз ГРМ. Поверхности крепления очищаются от герметика и отложений. Контроль плоскостности выполняется щупом и плитой с индикатором, допуск отклонения установлен по нормативу производителя. Ремонтная шлифовка производится на специализированном оборудовании с фиксацией снятого металла по микрометрам. Финишная плоскость обрабатывается до допустимой шероховатости; проточка седел клапанов не затрагивается в данной операции.
Замена клапанов, направляющих и сальников
Демонтаж головки блока цилиндров выполняется при подготовленном пространстве и маркированных коммуникациях. Клапаны извлекаются после снятия крышки механизма газораспределения и компрессии пружин клапанов с применением фиксирующего приспособления. Направляющие подлежат измерению по внутреннему диаметру и контролю люфта. Сальники заменяются при нарушенной герметичности или уплотнении поверхности седла. Седла подвергаются контрольной шлифовке при необходимости восстановления геометрии. Измеренные параметры фиксируются в акте дефектовки. Заменённые детали маркируются и упаковываются согласно номенклатуре.

Сборка двигателя
Сборка производится в обратной последовательности. Применение специнструмента и контроль моментов затяжки фиксируются.
Сборка в обратной последовательности с применением специнструмента
Сборка двигателя выполняется в обратной последовательности демонтажа. Применение шаблонов и оправок для блока и коленвала обеспечивается. Установка шатунов и вкладышей производится с соблюдением указанных номиналов зазоров. Моменты затяжки болтов фиксируются с шагом и повторной проверкой. Установка поршней с кольцами производится по меткам и ориентации. Фиксация головки блока осуществляется с контролем плоскостности. Прокладки заменяются на новые. Контроль герметичности производится после сборки.
Контроль моментов затяжки и нанесение герметика
Определение последовательности затяжки производится по спецификации производителя двигателя Jaguar XF 2.0 Turbo 200 л.с. (2015–н.в.). Применение динамометрического ключа предусмотрено для обеспечения точности моментов. Значения моментов и этапы крутящего момента фиксируются в протоколе обслуживания. Нанесение герметика выполняется на стыковые поверхности, указанные в регламенте. Выбор марки герметика соответствует температурно-химическим характеристикам, указанным в технической документации. Контроль зачистки поверхностей производится перед нанесением.
Монтаж двигателя на автомобиль
Установка двигателя производится с использованием подъемного оборудования. Подключение коммуникаций производится по схемам.
Последовательность установки и подключение коммуникаций
Установка двигателя производится в строго определенной последовательности. Фиксация силового агрегата на опорах выполняется с контролем совмещения посадочных мест и опорных поверхностей. Подключение топливных магистралей осуществляется по схеме завода-изготовителя с применением новых уплотнений. Электропроводка подключается по идентификационным маркировкам проводов и контактных разъемов. Охладительная система соединяется с учетом направления потока и сливных точек. Вакуумные линии подсоединяются к соответствующим штуцерам. Трубопроводы масла соединяются с применением ключевых моментов затяжки. Воздухозабор и турбокомпрессор монтируются с сохранением геометрии патрубков. Фиксация хомутов производится с контролем усилия. Контроль герметичности коммуникаций выполняется давлением и визуальным осмотром. Документация по монтажу заполняется с указанием примененных деталей и моментов затяжки.
Проверка герметичности систем после монтажа
Проверка герметичности проводится поэтапно. Подключение системы охлаждения выполняется через диагностический разъём и специализированный насос с манометром. Давление поддерживается на номинальном значении; фиксация показателей производится в журнале. Топливная магистраль подаётся под рабочим давлением с имитацией запуска; контроль протечек выполняется с использованием светового и капиллярного метода. Масляная система заполняется свежим маслом, затем производится ручная прокачка. Уплотнения оцениваются по наличию микропотёков и следов образования эмульсии. Результаты заносятся в акт с отметкой времени и идентификаторами узлов.
Обкатка двигателя
Обкатка выполняется поэтапно: постепенное увеличение нагрузки, контроль температуры и давления, фиксация параметров.
Режимы обкатки и контроль рабочих параметров
Обкатка проводится в три этапа. Первый этап предусматривает запуск двигателя и выдержку на холостом ходу до стабилизации температуры охлаждающей жидкости. Второй этап предусматривает переменные обороты в диапазоне 1500-3500 об/мин с плавным изменением нагрузки. Третий этап предусматривает эксплуатацию при рабочих нагрузках с постепенным увеличением длительности. Контроль давления масла, температуры ОЖ и расхода топлива выполняется с периодичностью фиксации показаний через каждые 15 минут.
Фиксация изменений показателей во время обкатки
Фиксация параметров производится в динамике для оценки стабильности работы восстановленного двигателя. Регистрация давления масла выполняется через цифровой манометр с записью каждые 60 с в течение первых 30 мин работы на холостом ходу и каждые 5 мин при ступенчатой нагрузке до рабочей температуры. Фиксация оборотов коленчатого вала и температуры охлаждающей жидкости осуществляется синхронно с замерами давления. Запись расхода топлива и концентрации выхлопных газов ведётся в журнале с указанием времени и режима работы.
Настройка и финальная диагностика
Калибровка датчиков проведена. Адаптация ЭБУ выполнена. Тест-драйв организован. Параметры зафиксированы.
Калибровка датчиков и адаптация ЭБУ
Настройка датчиков положения и давления выполняется после сборки и монтажа электрических соединений. Калибровка дроссельной заслонки и датчика массового расхода воздуха проводится через специализированный диагностический интерфейс. Адаптация топливной карты и угла опережения зажигания производится посредством программного обеспечения, поддерживающего модель ЭБУ автомобиля. Запись новых параметров в энергонезависимую память осуществляется при соблюдении стабильного напряжения. Контроль ошибок и подтверждение успешности адаптации фиксируются в протоколе диагностики.
Проведение тест-драйва и проверка рабочих характеристик
Выполнение контрольного пробега производится по утверждённой программе испытаний. Фиксация данных работы двигателя осуществляется средствами диагностической станции с регистрацией оборотов, температуры, давления масла и расхода топлива. Регистрация аномалий выполняется в журнале технического состояния. Проверка динамики ускорения производится на участках с равномерной дорогой. Замер вибрации двигателя и трансмиссии проводится через установленные точки крепления. Оценка отклонений сравнивается с заводскими допусками. Протокол испытаний прилагается к акту работ.
Контроль качества и отчетность
Составление итогового акта выполненных работ. Фиксация показателей, приложений и подписей ответственных лиц.
Составление итогового акта выполненных работ
Формирование акта производится на основании зафиксированных данных диагностики, измерений и дефектовки. В документе указываются идентификационные данные автомобиля, обозначение двигателя, перечень выполненных операций и использованных запасных частей с заводскими обозначениями. Каждая операция получает код процедуры и ссылку на протоколы измерений компрессии и давления масла. Результаты контроля натяжения и моментов затяжки фиксируются отдельно. Протоколы обкатки и адаптации ЭБУ прилагаются. Указанные значения подлежат заверению подписью ответственного специалиста и прономерованным приложением.
Передача рекомендаций по последующему обслуживанию
Составление перечня процедур обслуживания после ремонта двигателя Jaguar XF 2.0 Turbo 200 л.с. (2015–н.в.). Указание интервалов замены масел и фильтров, регламент измерений рабочих параметров, периодичность контроля после обкатки. Фиксация допусков по показателям компрессии и давления масла для повторной проверки. Описание режимов эксплуатации в период обкатки и контрольных циклов работы мотора. Рекомендация по использованию запасных частей с заводскими допусками и документацией на комплектующие. Формирование акта с графиком последующих проверок и сроков сервисных визитов.