

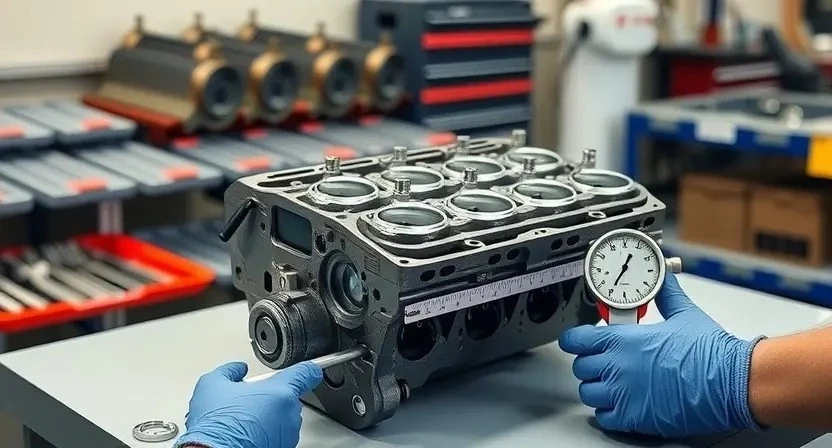
Описание работ: диагностика и оценка состояния агрегатов, измерение компрессии и давления масла, демонтаж для разборки и дефектовки.
Область применения и комплектность работ
Применение услуги ограничено моделями Karma GS6 PHEV с бензиновым двигателем 1.5T и электрической мощностью суммарно 536 л.с., выпуска с 2021 года по настоящее время. Работы включают комплекс операций по восстановлению эксплуатационных характеристик силовой установки: исходная диагностика состояния агрегатов и измерение параметров, механизмов и систем; оценка износа цилиндропоршневой группы и коренных узлов; инструментальная проверка давлений и компрессии.
Комплектность работ предполагает демонтаж двигателя с последующей разборкой, дефектовку деталей, шлифовку и расточку блока цилиндров, замену поршней, колец и шатунных вкладышей, ремонт или замещение головки блока цилиндров с восстановлением направляющих и седел клапанов, окончательная сборка с учётом контроля зазоров и моментов затяжки. Включена проверка и настройка интеграции электромоторов с двигателем, подготовка к обкатке. Документирование выполненных операций и фиксация применённых комплектующих предусмотрены в составе работы.

Предварительная документация и регистрация заказа
Оформление заявки производится с указанием VIN, пробега, комплектации. Формирование наряда-кассовой ведомости с перечнем работ и запчастей.
Формирование технического задания и ведомости работ
Описать объем работ в документе. Указать модель двигателя и модификацию электромоторов 536 л.с. Перечислить виды диагностики: электронная диагностика, замер компрессии, измерение давления масла. Включить операции по демонтажу агрегатов для доступа к блоку. Составить ведомость разборки: нумерация деталей, маркировка узлов, фиксация дефектов. Прописать контрольные размеры для поршневой группы и блока цилиндров. Определить перечень запасных частей: поршни, кольца, вкладыши, прокладки, направляющие. Установить требования к шлифовке и расточке, указать допуски. Описать требования к сборке: моменты затяжки, последовательность опрессовки масляной системы, регистрация параметров. Прописать программу обкатки и этапы адаптации электронных блоков управления.
Приём автомобиля и визуальный осмотр
Фиксация данных приёма, регистрация пробега и VIN. Осмотр кузова и моторного отсека, выявление утечек, состояние креплений и электроразъёмов.
Фиксация внешних дефектов и состояние основных узлов
Визуальная регистрация внешних повреждений проводится при приёме. Фиксация царапин, вмятин, следов коррозии, течей моторного масла и охлаждающей жидкости вносится в акт приёма. Осмотр колёсной арматуры, подвески и тормозной системы выполняется с целью определения наличия механических повреждений, влияющих на монтаж и демонтаж агрегатов. Визуальная оценка электрооборудования и кабельных соединений производится для выявления оплавлений, нарушений изоляции и коррозионных очагов. Состояние электронасосов и инверторов фиксируется через осмотр корпуса и клемм. Кузовные уплотнения и элементы крепления оценены на деформацию. Результаты фиксации вносятся в ведомость дефектов и прикладываются к заказ-наряду.
Диагностика электронных систем и электромоторов
Считывание кодов неисправностей выполняется. Тестирование инверторов и измерение параметров питания проводится. Протоколирование результатов производится.
Снятие и считывание кодов неисправностей, тестирование инверторов
Подключение диагностического оборудования производится к шине CAN и к соответствующим блокам управления. Считывание кодов неисправностей выполняется через заводские протоколы; фиксирование кодов в акте выполняемых работ. Анализ кодов проводится по таблицам производителя; составление перечня ошибок и приоритетов ремонта. Снятие инверторов выполняется по регламенту: обесточивание высоковольтной сети, изоляция, маркировка силовых и управляющих разъёмов, отсоединение охладителя. Тестирование инверторов реализуется на стенде: проверка сопротивлений обмоток, контроль изоляции, проверка выходных сигналов ШИМ под нагрузкой, измерение падения напряжения. Диагностические данные регистрируются в журнале. Испытательные протоколы прилагаются к заказ-наряду.
Диагностика ДВС: инструментальные методы
Измерение компрессии выполняется стендовым прибором. Измерение давления масла производится манометром высокого давления. Запись результатов.
Измерение компрессии цилиндров и функциональные параметры
Измерение компрессии выполняется стендовым компрессометром с манометром класса точности не ниже 1,6. Подготовка включает удаление свечей зажигания, установить стопор коленвала и отключение топлива. Для каждого цилиндра регистрируется максимальное пиковое давление при провороте коленвала стартером на 6–8 оборотов; фиксирование значений выполняется в виде таблицы. Сравнение производится относительно минимального показателя и нормативного эталона двигателя; отклонение более 10% считается критическим. Давление восстанавливается показателем компрессии после наполнения цилиндра маслом для разделения износа колец и клапанов. Регистрация результатов производится в акте диагностики с указанием деталей измерений и условий работы.
Измерение давления масла и оценка масляной системы
Измерение давления масла производится манометром. Оценка фильтрации и подачи масла. Регистрация показаний и сравнение с нормативами.
Порядок измерений, интерпретация показаний и допустимые значения
Определение параметров давления масла производится последовательным измерением на прогретом двигателе при рабочем и повышенном оборотном режимах. Применение манометра с точностью не хуже 0,1 бар допускается. Измерение компрессии выполняется при снятой системе впуска и отключённых форсунках; применяемое оборудование должно обеспечивать фиксацию пикового давления в цилиндре. Фиксация результатов оформляется в ведомости с указанием цилиндра, величины и условия измерения. Интерпретация показаний проводится по нормативам производителя: отклонение от нормы рассматривается как основание для дефектовки. Допустимые значения устанавливаются в соответствии с сервисной документацией и регламентом производителя.

Демонтаж агрегатов и подготовка к разборке
Снятие узлов производится по регламенту; маркировка и упаковывание деталей; составление перечня дефектов для последующей разборки и оценки годности.
Последовательность снятия вспомогательных агрегатов и маркировка деталей
Последовательность снятия вспомогательных агрегатов регламентирована для обеспечения однозначной идентификации компонентов. Элементы электрической сети освобождаются первым. Сопряжённые соединения отсоединяются с фиксацией разъёмов в маркировочных пакетах. Системы охлаждения и отопления слить с сохранением антифриза в ёмкостях с маркировкой. Приводные ремни демонтируются с пометкой направления обмотки. Генератор и компрессор кондиционера сниматься с расположением на промаркированных опорах. Насосы и трубопроводы обозначаются номерными бирками. Колодки и крепёж группироваться в промаркированные контейнеры. Все детали фотографироваться в ходе снятия. Маркировка выполнять с привязкой к схеме сборки и ведомости.
Полная разборка двигателя и учёт деталей
Двигатель полностью демонтируется. Детали маркируются, упаковываются по позициям. Измерения размеров и занос параметров в ведомость выполняются.
Фиксация размеров и визуальная дефектовка деталей
Измерения выполнены с применением поверенных инструментов для установления геометрических параметров поршней, шатунов, втулок и крышек. Радиальные и осевые зазоры зафиксированы в протоколе. Поверхности подвергнуты визуальной дефектовке при двукратном освещении и увеличении, выявлены риски, задиры, пригар и эрозия. Измерение диаметра цилиндров произведено индикатором с микрометровой насадкой, данные записаны по каждому цилиндру. Контроль конусности и биения выполнен шаблоном и индикатором, результаты внесены в ведомость. Измерение биения шатунных шеек проведено на оправке, показания зафиксированы. Износ вкладышей зафиксирован в миллиметрах с точностью до 0,01. Фотодокументация приобщена к делу.
Дефектовка блока цилиндров и поршневой группы
Выполнение дефектовки: измерение износа цилиндров, поршней и шатунов; фиксация трещин; оценка зазоров вкладышей и допусков.
Критерии годности поршней, шатунов и вкладышей
Оценка поршней выполняется по размерным параметрам, наличию трещин, выработки и задирам. Допустимый износ по диаметру цилиндра и поршня определяется по технической документации производителя. Поверхности поршневой юбки подлежат измерению микрометром; отклонение от номинала фиксируется в отчёте. Измерение зазора кольца в канавке регистрируется; превышение предельного значения считается основанием для замены. Шатуны обследуються на изгиб и торсионную деформацию; при отклонении производится списание. Вкладыши проверяются по толщине и следам задиров; разница по диаметру коленвала и внутреннему диаметру вкладыша отражается в ведомости. Годность определяется сопоставлением измерений с допусками и занесением результатов в акт дефектовки.

Шлифовка и расточка блока цилиндров
Подготовка блока производится к шлифовке. Измерение истинного диаметра цилиндров и конусности. Расточка выполняется с контролем круглости и соосности.
Технологические параметры шлифовки и контроль диаметра цилиндров
Определение исходных размеров блока производится перед любой механической обработкой. Измерение диаметра цилиндров выполняется микрометром и внутренним кольцом. Допуск на диаметральное изменение указывается в рабочей документации двигателя. План шлифовки составляется с указанием объёма съёма металла по каждому цилиндру и общего съёма для блока. Скорость резания и подача выбираются по типу используемого абразива и степени износа. Контрольная расточка выполняется после шлифовки для восстановления цилиндрической формы.
После обработки контроль диаметра цилиндров производится в трёх точках по высоте и в двух взаимно перпендикулярных направлениях; Результаты измерений фиксируются в акте; при превышении допустимых значений указывается необходимость замены блока или применяемых ремонтных вкладышей. Балансировка рабочей поверхности завершается удалением задиров и полировкой до требуемой шероховатости.
Замена поршней, колец и шатунных вкладышей
Подбор по номерам и размерам. Замена комплектов. Контроль зазоров промером. Монтаж выполняется с протяжкой по моментам и учётом маркировки.
Подбор комплектующих по размерам и зазорным величинам
Подбор комплектующих производится по измеренным параметрам деталей и техническим допускам завода-изготовителя. Измерения диаметра цилиндров, наружного диаметра поршней, внутреннего диаметра вкладышей и рабочих шейк коленвала фиксируются в отчётной ведомости. Выбор поршней осуществляется по классу посадки, кольца подбираются по профильной ширине и натягам, вкладыши подбираются по толщине для достижения проектных масляных зазоров. Уплотнительные элементы подбираются по внутреннему диаметру и материальной совместимости. Подбор головки блока производится по совпадению направляющих и портов. Подбор коленчатого вала или его ремонтной комплектации определяется по биению и остаточной твердости. Ведомость с размерами прилагается к заказ-наряду, измерения выполнены калиброванными средствами, допуски сопоставлены с нормативами производителя.
Ремонт и замена головки блока цилиндров (ГБЦ)
Демонтаж ГБЦ произведён. Проведение дефектовки плоскостей, замена направляющих клапанов и седел, шлифовка посадочных поверхностей при необходимости.
Проверка плоскостности, замена направляющих и клапанных деталей
Проведение контроля плоскостности поверхности головки блока цилиндров выполняется столом с поверочной плитой и щупом. Измерение производится по сетке точек с шагом, установленным нормативной документацией для данного типа двигателя. Отклонение определяется как максимальная разность между базовой плоскостью и измеренной высотой в контрольных точках. При превышении допуска производится фрезеровка поверхности до восстановления параметров. Направляющие втулки подлежат дефектовке на износ и радиальное биение. Замена направляющих выполняется подбором по посадочному диаметру и натягу, контроль после запрессовки производится измерением люфта клапана в направляющей. Клапанные сёдла оцениваются на износ, образование канавок и утрату геометрии. Применение новых комплектующих производится при выходе за пределы регламента производителя. Регистрация выполненных операций и фиксирование контрольных размеров в акте дефектовки производится в обязательном порядке.
Сборка двигателя: последовательность и контроль зазоров
Сборка производится по этапам: установка коленвала, шатунов, поршней; контроль зазоров вкладышей и колец, фиксация моментов затяжки.
Моменты затяжки, очередность операций и регистрация параметров
Приведение болтовых соединений двигателя к заданным моментам производится в последовательности, установленной заводом-изготовителем. Первичный проход выполняется с применением крутящего момента, указанный в нормативной таблице. Вторичный проход выполняется с контролем углов поворота для соединений с шаговой резьбой. Очередность операций включает предварительную очистку и смазку резьбовых контактов. Регистрация параметров осуществляется в журнале ремонта с указанием серийных номеров деталей, применённых моментов и величин углов. Внесение данных в ведомость производится по каждому этапу сборки. Контроль натяжения фиксируется протоколом.
Монтаж электромоторов и интеграция с ДВС
Выравнивание мотор-редукторов производится, закрепление шпильками по моментам, электрические соединения проверяются на сопротивление и изоляцию.
Выравнивание, закрепление и электрические соединения
Выравнивание корпуса электромоторов и ДВС производить по опорным плоскостям с использованием цифрового нивелира и щупов. Допуск совмещения центровых линий определён в технической документации производителя. Закрепление выполняется болтовыми соединениями с контролируемыми моментами затяжки; последовательность затяжки фиксируется в журнале работ. Электрические соединения оформляются с применением клеммных колодок, силовых шин и средств защиты от коррозии. Контакты подвергаются контролю сопротивления контактного перехода. Изоляция подлежит измерению мегомметром с протоколированием результатов. Соединительные кабели маркируются. Крепёжные элементы маркируются и регистрируются. Контроль базовой геометрии производится после окончательной фиксации.

Обкатка восстановленного агрегата
Обкатка производится на стенде поэтапно: холостой ход, постепенная нагрузка, контроль температуры и давления, фиксация показателей в протоколе.
Программа обкатки, этапы нагрузочного режима и параметры контроля
Обкатка восстановленного агрегата производится по регламенту, включающему постепенное увеличение нагрузок при контролируемых параметрах. Начальный этап предполагает холостые обороты и минимальные нагрузки в течение 30 минут для стабилизации масляной системы и проверки герметичности соединений. Второй этап предусматривает ступенчатое повышение оборотов до рабочих значений с выдержками для термостабилизации. Третий этап включает нагрузочные циклы на стенде с фиксированными интервалами по времени и нагрузке для оценки динамики давления масла и температуры охлаждающей жидкости. Контроль параметров ведётся по компрессии, давлению масла, температуре ОЖ, углу опережения зажигания, показателям инверторов электромоторов. Фиксация результатов производится в техническом журнале с указанием времени, режимов и выявленных отклонений;

Настройка системы управления двигателем и адаптация
Настройка ЭБУ производится. Калибровка датчиков выполняется. Синхронизация блоков управления проводится. Считывание кодов ошибок выполняется.
Калибровка датчиков, синхронизация блоков управления и считывание кодов
Определение состояния датчиков и электронных модулей производится посредством последовательных процедур. Считывание кодов неисправностей выполняется через диагностический интерфейс с фиксацией идентификаторов ошибок и временных меток. Калибровка датчиков давления, положения и температуры выполняется по заводским эталонам с регистрацией отклонений. Синхронизация блоков управления производится посредством обмена параметрическими данными и обновления калибровочных таблиц. Параметры адаптации хранятся в рабочей памяти контроллеров после подтверждения успешной передачи. Запись отчета о результатах калибровки и синхронизации включает перечень кодов, значения до и после регулировки, применённые калибровочные файлы и версии прошивок. Контроль целостности шлейфов и соединений производится напряжением низкого уровня и тестированием сигналов на наличие помех. Регистрация результатов выполняется в журналах с последующей интеграцией в сервисную карту автомобиля.
Финальная проверка и тестирование на стенде
Испытания на стенде проводятся: контроль компрессии, давления масла, крутящего момента электромоторов, регистрация параметров в протоколе.
Контроль компрессии, давления масла и параметров электромоторов под нагрузкой
Измерение компрессии выполняется с использованием манометра высокой точности при заведённом двигателе и отключенных системах, влияющих на показания. Фиксация значений проводится по цилиндрам с протоколированием. Отклонения от нормативов регистрируются как дефект. Измерение давления масла производится манометром с диапазоном до 10 бар на холостых и рабочих оборотах. Результаты сравниваются с паспортными данными; понижение давления считается признаком износа масляной системы или загрязнения магистралей.
Испытание электромоторов проводится на нагрузочном стенде с контролем крутящего момента, тока и температуры обмоток. Снятие векторных характеристик выполняется через диагностический интерфейс. Аномалии в виде перегрева, перекоса фаз или снижения КПД фиксируются и сопровождаются дефектовкой узлов. Протокол испытаний сохраняется в отчёте.

Отчётность и гарантийные условия
Акты выполненных работ оформляются. Перечень заменённых деталей указывается. Гарантийный срок и условия выдаются в документе.
Оформление актов выполненных работ, перечень заменённых деталей и условия гарантии
Оформление актов выполненных работ производится по установленной форме. В акт вносится перечень проведённых операций, коды работ, фактические показания приборов до и после ремонта. Ведомость заменённых деталей формируется отдельно. В неё включаются наименование позиции, артикул, серийный номер при наличии, количество и статус новой или восстановленной детали. Приложением к акту прилагается копия первичных документов на приобретённые комплектующие. Гарантийные условия фиксируются в акте. Гарантийный срок указывается в календарных месяцах и пробеге. Обстоятельства, исключающие гарантийное обслуживание, перечисляются отдельным пунктом. —>