

Документ описывает процедуру ремонта двигателя Kia Sportage 1.6 Hybrid 230 л.с. (2021–н.в.). Перечень операций‚ требования к диагностике и подготовке представлены далее.
Назначение документа
Документ установлен для регламентации последовательности действий при выполнении комплекса работ по ремонту двигателя модели Kia Sportage 1.6 Hybrid 230 л.с. (2021–н.в.). Описание охватывает этапы от первичной диагностики до окончательной настройки после обкатки. Содержание направлено на фиксацию объема операций: считывание кодов неисправностей‚ оценка состояния узлов‚ измерение компрессии‚ измерение давления масла‚ принятие решения о демонтаже. В документе регламентированы методы разборки‚ дефектовки‚ контрольные замеры при шлифовке коленвала и расточке блока‚ критерии замены поршней‚ колец и вкладышей. Приведены требования к документированию дефектов и к оформлению отчетной документации о выполненных операциях. Комплектность работ и последовательность действий установлены для обеспечения воспроизводимости ремонтных процедур и контроля качества результатов.

Область применения
Применение регламентировано для ремонта двигателя Kia Sportage 1.6 Hybrid 230 л.с. (2021–н.в.). Охват операций включает комплекс диагностики и восстановительных работ.
Модель и годы выпуска
Перечень включает двигатель 1.6 Hybrid 230 л.с.‚ устанавливаемый на модель Kia Sportage с 2021 года по настоящее время. Конфигурация силового агрегата предусматривает совместную работу бензиновой установки и электрической системы‚ комплекс датчиков и исполнительных механизмов модификации hybrid. Серийные номера и идентификационные коды двигателя фиксируются при приеме автомобиля для сопоставления с заводской документацией. Варианты исполнения мотора могут отличаться по наличию турбокомпрессора‚ системе впрыска и модулю управления двигателем. Применяемые расходные материалы и запасные части подбираются по коду двигателя. Информация о годе выпуска указывается в сервисной карте.
Перечень выполняемых работ
Диагностика электронных модулей и механики. Измерение компрессии и давления масла. Снятие‚ разборка‚ дефектовка. Обработка и сборка двигателя.
Комплекс услуг
Перечень работ включает диагностику электронных и механических систем двигателя‚ оценку состояния блоков и узлов‚ измерение компрессии по каждому цилиндру и измерение давления масла в рабочем режиме.
Предусматривается демонтаж двигателя с маркировкой компонентов‚ последовательная разборка с фиксацией дефектов‚ дефектовка комплектующих с документированием результатов и фотопротоколом.
В перечень входит шлифовка коленвала с контролем биения и допусков‚ расточка блока с фиксацией размеров‚ подбор вкладышей и поршней по клейму. Замена компрессионных колец и поршневых групп производится с указанием размеров и классов.
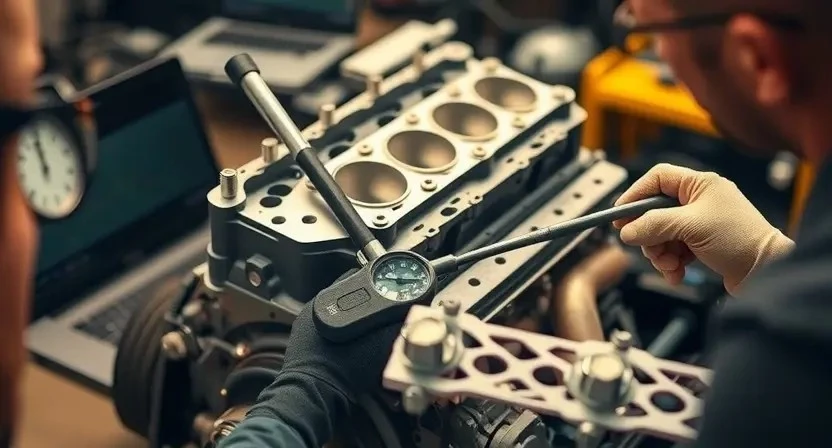
Головка блока подлежит проверке плоскости‚ шлифовке при необходимости‚ замене седел и направляющих клапанов. Сборка производится по регламенту с указанием моментов затяжки и применения динамометрического инструмента.
Обкатка двигателя выполняется в определённых режимах с контролем температуры‚ давления масла и параметров управления двигателем; настройка систем и сброс адаптаций завершают комплекс услуг.

Требования к безопасности и рабочему месту
Использование СИЗ обязательна. Зона работ выделена. Инструменты и подставки закреплены. Электрозащита и вентиляция обеспечены. Огнетушитель доступен.
Средства индивидуальной защиты и организация пространства
Перечень СИЗ: защитные очки‚ защитные перчатки из нитрила‚ защитный комбинезон‚ защитная обувь с антипрокольной подошвой‚ защитная маска класса FFP2 при работе с аэрозолями. Использование звукоизоляционных наушников при работе с шумными станками. Хранение СИЗ организовано в отдельной секции рядом с рабочей зоной. Метки сроков годности и журнал выдачи СИЗ ведутся в электронном регистре. Освещение рабочей зоны обеспечено светильниками класса IP54‚ уровень освещенности не ниже 500 лк в зоне сборки. Пол покрыт антискользящим покрытием‚ предусмотрены дренажные канавки. Планировка стоянки автомобиля выполнена с учетом подъема грузоподъемного оборудования; зона подъема выделена разметкой. Рабочие поверхности защищены от загрязнений сменными подложками; использование впитывающих ковриков для масел. Организация инструментов выполнена на стендах с маркировкой; мелкие детали храниться в закрытых контейнерах с этикетками и идентификационными номерами. Вентиляция ⸺ приточно-вытяжная система с фильтрацией классов G4 и F7; отвод отработанных газов осуществляется в отдельную магистраль. Охрана труда предусматривает инструкции по первой помощи и средства для экстренной нейтрализации разливов масел; наличие комплектов для сбора разливов и огнетушителей класса В.
Подготовка автомобиля к приему
Фиксация VIN‚ пробега и сервисной истории. Слив топлива и обесточивание гибридной части. Обеспечение доступа к моторному отсеку и креплению автомобиля.
Фиксация данных и визуальный осмотр
Регистрация идентификационных данных автомобиля выполняется перед проведением работ. Внесение VIN-номера‚ пробега‚ даты поступления и перечня заявленных симптомов выполняется в журнал. Визуальный осмотр моторного отсека проводится при освещении‚ с использованием увеличительных приборов. Фиксация внешних повреждений двигателя и прилегающих систем производится фотофиксацией с привязкой к узлам. Обнаружение следов утечек обозначается в карточке работ с указанием локализации и характера течи. Оценка состояния навесного оборудования и электрических разъемов проводится по степени коррозии и контактной целостности. Запись уровня моторного масла и цвета производится отдельно. Пломбирование контрольных точек и маркировка агрегатов выполняется перед демонтажем.
Начальная диагностика двигателя
Считывание кодов неисправностей производится сканером. Фиксация параметров работы двигателя в режиме холостого хода. Регистрация шумов и вибраций.
Оценка технического состояния
Анализ параметров двигателя произведён по данным диагностики. Измерены компрессия и давление масла. Состояние узлов сопоставлено с регламентом производителя.
Анализ состояния систем двигателя и узлов
Осмотр систем двигателя производится по контрольному перечню: система смазки‚ система охлаждения‚ система питания‚ система зажигания‚ турбонаддув при наличии‚ электрические цепи гибридного контура. Визуальная оценка включает поиск течей‚ коррозионных повреждений‚ следов перегрева и механических деформаций. Сопротивление и целостность электрокабелей измеряются диагностическим оборудованием. Давление в корпусах измеряется манометром. Утечки воздуха в впускной системе выявляются методом дымовой инспекции. Состояние ремней и цепей привода распределительного механизма фиксируется по износу зубьев‚ натяжению и люфтам. Состояние подшипников и втулок определяется по акустическим сигналам и вибрации при холостом ходе. Топливная система проверяется по давлению в рампе и по качеству форсунок с последующей очисткой или заменой. Рабочие параметры датчиков считываются через диагностический интерфейс и сравниваются с эталонными значениями. Результаты фиксации вносятся в акт с указанием обнаруженных отклонений‚ приоритетов ремонта и предложенных методов устранения неисправностей.

Измерение компрессии
Проведение измерения компрессии производится по цилиндрам с прогревом до рабочей температуры. Результаты фиксируются в протоколе и сравниваются с нормами.
Порядок выполнения и параметры допустимости
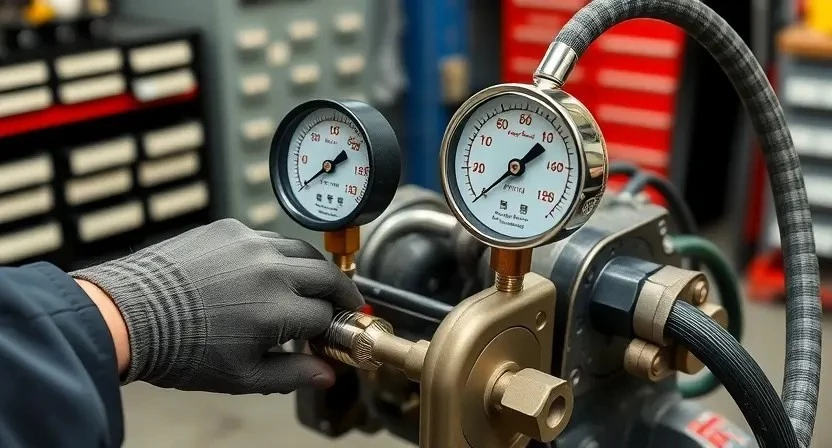
Измерение компрессии производится шинным компрессометром по цилиндрам в холодном и горячем состояниях; фиксирование значений в журнале. Допустимый разброс между цилиндрами устанавливается 10% от среднего значения. Замер давления масла выполняется манометром на масляной магистрали под нагрузкой холостого хода и при повышенных оборотах; нормой считается давление 0‚8-4‚0 бар в зависимости от температуры и режима. При выявлении отклонений выполняется повторный замер с использованием заводских адаптеров.
При оценке износа поршней и колец оформляется протокол с указанием зазоров и износа канавок. Допустимый износ поршневого пальца и шатуна указывается по технической документации. Подбор ремонтного комплекта производится по клеймам и размерным таблицам.
Измерение давления масла
Процедура: подключение манометра к крайнему порту‚ прогрев двигателя до рабочей температуры‚ фиксация показаний при холостых и повышенных оборотах.
Порядок измерения и оценка результатов
Измерение давления масла выполняется манометром‚ подключаемым к измерительному порту масляной магистрали либо вместо датчика давления. Перед подключением обеспечивается прогрев двигателя до рабочей температуры для исключения влияния вязкости масла. Запись показаний проводится при холостом ходу и при повышенных оборотах 2000–3000 об/мин. Порог низкого давления определяется технической документацией производителя; отклонение более 15% от номинала рассматривается как неисправность масляной системы. Следует регистрировать динамику падения давления при отключении подачи топлива для оценки герметичности масляной системы.
Измерение компрессии проводится компрессометром с отключенным зажиганием и демонтированными форсунками. Для исключения влияния компрессии в соседних цилиндрах выполняется блокировка втарачивания. Показания фиксируются в одном цикле на всех цилиндрах. Допустимое расхождение между цилиндрами ограничивается 10% от среднего значения. Значения ниже минимального предела зависят от производителя и моторного варианта; при выявлении пониженных показателей проводится дальнейшая дефектовка ГБЦ‚ поршневой группы и клапанного механизма. Протокол измерений оформляется с указанием температуры‚ использованного оборудования и серийных номеров приборов.
Решение о демонтаже двигателя
Критерии демонтажа сформированы на базе измерений компрессии и давления масла. Демонтаж допускается при превышении допустимых пределов износа узлов.
Критерии для снятия двигателя
Выявление утрат компрессии более допустимого предела по результатам замеров приводит к фиксации необходимости демонтажа. Фиксация показателей давления масла‚ снижающихся ниже нормативных значений при рабочей температуре и давлении системы‚ отражается в акте диагностики и рассматривается как основание для снятия. Обнаружение механических повреждений блока цилиндров‚ трещин в картере или деформации плоскости головки блока цилиндров‚ подтверждённое визуальной проверкой и неустраняемое местной обработкой‚ включает двигатель в перечень на демонтаж. Сопутствующие признаки: интенсивный дым при запуске‚ посторонние металлические звуки при работе‚ сильное потребление масла и попадание охлаждающей жидкости в цилиндры по результатам анализа компрессии и давления‚ документируются как основания. Решение о снятии оформляется протоколом с указанием измеренных значений‚ выявленных дефектов и предложенных операций по восстановлению.
Снятие двигателя
Демонтаж проводится в условиях подъемного оборудования. Отключение систем электропитания и охлаждения. Маркировка и фиксация соединений перед снятием.
Последовательность демонтажа и маркировка деталей
Фиксация исходных данных проводится через заполнение карты работ и фотодокументацию. Элементы электроцепей обесточиваются и изымаются соединители‚ при этом каждая колодка помечается по схеме. Демонтаж навесного оборудования выполняется по очереди от наружных узлов к центральным‚ при этом узлы промаркированы по номерной системе. Слив рабочих жидкостей производится в специализированную тару с указанием типа и объема. Съем агрегатов картерного и газообменного трактов производится с сохранением ориентации для обратной установки. Болты и шпильки группируются по порядковым номерам в прозрачные маркированные пакеты. Крышки и кожухи маркируются с нанесением позиции и направления установки. Шланги и трубопроводы маркируются кольцами с номером посадочного места. Элементы крепежа‚ требующие контроля износа‚ выделяются отдельной упаковкой и регистрируются в дефектной ведомости. Упаковка мелких деталей предусматривает использование пеноматериала и подписанных контейнеров. Все операции фиксируются в электронной базе с указанием времени и исполнителя.
Последовательность разборки и упаковка мелких деталей
Фиксация этапов разборки выполняется по нумерованной схеме. Снятие навесных агрегатов производится по очереди‚ с маркировкой места установки на деталях. Болты и крепеж группируются по пакетам с идентификаторами. Уплотнения и прокладки складываются по типу и по вкладу в узел. Мелкие детали размещаются в прозрачных пакетах с пломбировкой‚ подписываемых маркером для последующей идентификации. Рабочие поверхности подвергаются очистке от загрязнений растворителями со спецификацией. Масляные каналы промываются до удаления продуктов износа. Корпуса и крышки упаковываются отдельно‚ с прокладками из вспененного материала. Соединения с электрическими элементами маркируются цветовыми метками. Крышки подшипников сохраняют ориентацию установки. Пазы и канавки защищаются заглушками для предотвращения загрязнения. Мелкие подшипники и штифты размещаются в лотках с ячеистой разгрузкой. Вкладыши подписываются по стороне установки и состоянию. Контрольная ведомость составляется с указанием номера партии и массы упаковки. Хранение на стеллаже производится в закрытых контейнерах с влагопоглотителем.

Дефектовка комплектующих
Осмотр деталей выполняется по регламенту. Измерения зазоров и износа фиксируются в журнале. Изношенные детали маркируются‚ составляется перечень на замену.
Методика осмотра и документация дефектов
Визуальный осмотр агрегата выполняется по этапам. Фиксация геометрии корпуса‚ трещин и износа выполняется фотографированием с привязкой к маркерам. Поверхности‚ подверженные коррозии‚ отмечаются в акте дефектовки. Измерение зазоров проводится измерительными инструментами с указанием номиналов и пределов допуска. Результаты измерений вносятся в таблицы с указанием единиц и методов измерения. Компоненты с повреждениями маркируются. Маркировка включает код детали‚ положение в сборке‚ тип повреждения и рекомендации по ремонту или замене. Протокол дефектовки подписывается ответственным лицом. Хранение документации производится в электронном архиве с резервированием.
Шлифовка коленвала и расточка блока
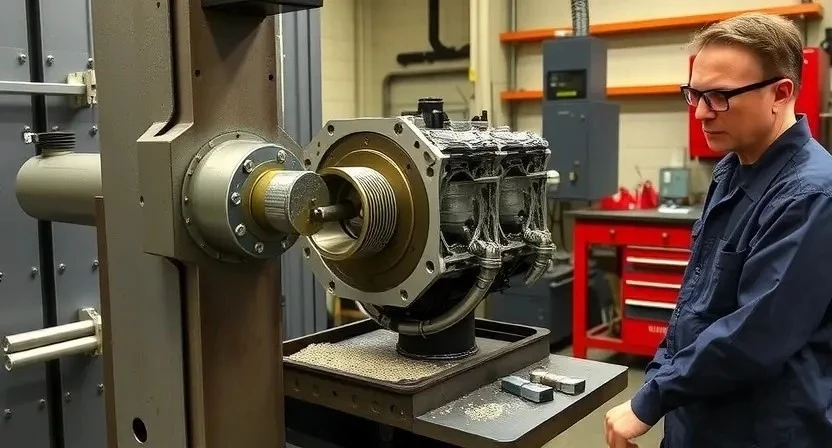
Шлифовка коленвала производится по измеренным радиальным зазорам. Расточка блока выполняется по шаблону‚ допуски и шероховатость фиксируются в протоколе.
Параметры обработки и контроль размеров
Установлены технологические нормативы обработки коленвала и блока цилиндров для двигателя Kia Sportage 1.6 Hybrid 230 л.с. (2021–н.в.). Контроль размера ведется по допускам завода-изготовителя. Шлифовка коленвала производится с обработкой шеек до ремонтных размеров; величины допуска указываются в спецификации. Расточка блока цилиндров осуществляется с удалением износа и восстановлением геометрии гильз; предельный износ фиксируется в отчете.
Контроль проводится микрометром‚ индикатором часового типа и калиброванными шаблонами. Измерение радиальных и осевых зазоров выполняется после термической стабилизации деталей. Измеренные параметры документируются в протоколе с указанием серийных номеров и клейм. Отклонение за пределами допуска оформляется как дефект и предусматривает замену или шлифовку до следующего ремонтного размера.
Подбор комплектующих и установка по клейму
Подбор комплектующих производится на основании результатов дефектовки и паспорта двигателя. Ассортимент включает поршни‚ кольца‚ шатунные и коренные вкладыши‚ сальники‚ направляющие‚ прокладки головки и блока. Оригинальные детали предпочтительны для сохранения соответствия клейму производителя. Подбор по размерам осуществляется на основе измерений радиусов‚ диаметров и зазоров после расточки и шлифовки. Совместимость по клейму подтверждается сверкой номеров и маркировки.
Установка комплектующих выполняется с фиксированием клейма на корпусе и на заменённых деталях. Маркировка наносится термостойкой краской и пробивается контролируемым способом там‚ где предусмотрено технологией. Контроль зазорных величин проводится после установки вкладышей и поршневых колец с применением щупов и микрометров. Записывание результатов производится в ведомость с указанием клейма‚ номера детали‚ размера и величины зазора.
Замена вкладышей главного и шатунных
Подбор вкладышей по клейму. Измерение зазоров микрометром и пластинчатым щупом. Установка вкладышей с контролем радиального биения и натяга.
Контроль зазорных величин и установка концовок
Операция направлена на обеспечение допустимых зазоров в подшипниках и сопряжённых деталях после сборки. Замеры выполняются штангенциркулем‚ микрометром и индикатором часового типа. Контроль зазорных величин производится по калибровочным размерам и табличным значениям производителя. Допуски сравниваются с замерами и фиксируются в отчёте. Величины‚ выходящие за пределы‚ отмечаются как дефект и подвергаются дальнейшей обработке.
Установка концовок производится при обеспечении чистоты сопряжений. Концовки маркируются по номерам цилиндров и месту установки. Применение смазочных материалов оговаривается в спецификации. Фиксация положения выполняется динамометрическим ключом согласно моментам затяжки; Заполнение ведомости об объёмах и зазорах завершается присвоением статуса готовности к испытаниям.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен с измерением плоскости. При износе или трещинах выполнена шлифовка. Замена седел клапанов и направляющих проведена по протоколу.
Проверка плоскости‚ замена сальников и клапанных направляющих
Определение плоскостности поверхности ГБЦ производится путем установки поверочной линейки и щупа с калиброванной толщиной; отклонение фиксируется в протоколе измерений. При обнаружении деформации превышающей допустимые величины производится расточка плоскости с указанием удаляемого слоя и последующей шлифовкой. Контроль посадочных поверхностей сальников выполняется визуально и измерением посадочного отверстия по диаметру и биению. Замена сальников проводится подбором по внутреннему и наружному диаметру с учётом материала и температуры эксплуатации. Направляющие клапанов проверяются на износ посредством индикаторного измерителя люфта и замеряемой конусности; при превышении допусков производится замена комплектом с установкой по клейму и применением запрессовочного оборудования. Смазывание посадочных деталей производится составом‚ совместимым с уплотнителями‚ для предотвращения коррозии и задиров. Финальная проверка плоскостности и герметичности выполняется при сборке с применением испытания под давлением в головке блока.
Сборка двигателя
Сборка производится по штатной последовательности. Контроль размеров и моментов затяжки выполнен. Смазка уплотнений нанесена. Установлены маркированные детали.
Последовательность сборки и момент затяжки крутящих пар
Сборка узлов двигателя выполняется поэтапно. Установить коленчатый вал в опоры с применением новых уплотнений. Устанавливаемые вкладыши должны соответствовать клейму и размерам; посадка обеспечивается контролем зазоров путем микрометрии и щупов. Шатунные крышки маркируются по цилиндрам. Шатунные болты заменяются одноразовыми. Момент затяжки шатунных болтов выполняется в два этапа: предварительная затяжка до указанного усилия‚ затем итоговый угол поворота. Главная коренная крышка затягивается последовательностью от центра к краям при указанном моменте. Применение динамометрического ключа и углового контрольного инструмента обязательно. Контроль радиального биения и осевого люфта выполняется после первичного проворачивания вала. Регистрация измерений в протоколе обязательна.
Обкатка и проверочные процедуры
Обкатка производится при контролируемых режимах: прогрев до рабочей температуры‚ поэтапное увеличение нагрузки‚ фиксация параметров‚ запись измерений и анализ отклонений.
Режимы обкатки и контроль рабочих параметров
Обкатка двигателя выполняется в три этапа: холодный запуск и прогрев на холостых оборотах‚ рабочие прогревочные циклы с переменной нагрузкой‚ финальная калибровка режимов при номинальных оборотах. Начальный этап включает непрерывную работу на холостых оборотах до стабилизации температурного профиля; Второй этап предусматривает чередование нагрузок с удержанием оборотов в диапазоне 1500–3000 об/мин и выдержками для снятия параметров. Финальный этап подразумевает установление номинальных оборотов и фиксацию рабочих значений.
Контроль параметров производится через диагностический разъем и измерительные приборы. Давление масла фиксируется на каждом этапе и сравнивается с паспортными значениями. Температура охлаждающей жидкости и масла регистрируются с целью выявления отклонений. Уровень шума и вибраций измеряется специализированными приборными методиками. Показатели расхода топлива и напряжения бортовой сети фиксируються для оценки потребления энергии.
Фиксация результатов производиться в рабочем журнале. Внесение данных выполняется с указанием этапа‚ времени и измеренных величин. Отклонения от допустимых пределов подлежат документированию с последующим анализом. Решение о дополнительных работах выносится на основании протокола обкатки и сопутствующих измерений.
Настройка и окончательная диагностика
Настройка систем производится после сборки. Калибровка датчиков и сброс адаптаций выполнены. Проверка параметров двигателя и запись результатов.
Калибровка систем‚ сброс адаптаций и проверка параметров
Описание процедуры калибровки систем управления двигателем при завершении капитального вмешательства. Подготовка диагностического оборудования и интерфейса связи с блоком управления. Установка специфицированного программного обеспечения и загрузка актуальных калибровочных файлов. Выполнение последовательности операций по сбросу адаптационных значений топливной системы и датчиков положения коленвала и распредвала. Инициация адаптационных циклов холостого хода и загрузка базовых карт зажигания и подачи топлива. Выполнение и документирование тестовых прогонов на стенде. Кросс-проверка параметров давления масла‚ температуры ОЖ‚ углов опережения впрыска и сигналов датчиков. Фиксация отклонений от заводских границ и внесение исправительных калибровок. Завершающая проверка записывается в отчет о выполненных работах.
Оформление документов и гарантийные обязательства
Акт выполненных работ составляется с перечислением операций; Гарантия оформляется письменно. Срок гарантии указывается для каждой позиции отдельно.
Акт выполненных работ‚ гарантийные условия и рекомендации по обслуживанию
Составление акта выполненных работ производится по завершении всех операций‚ перечисленных в заказ-наряде‚ с указанием применённых комплектующих‚ серийных номеров и пробега транспортного средства. В акт вносится перечень диагностических показателей до ремонта и после него: значения компрессии по цилиндрам‚ давление масла при холодном и рабочем режимах‚ выявленные дефекты и перечень заменённых узлов. Протокол дефектовки прилагается к акту с фотографической фиксацией критических мест и измерительными картами.
Гарантийные условия формируются на основании выполненных операций и использованных деталей. Период гарантии указывается в месяцах и километрах пробега. Ограничения гарантии фиксируются: эксплуатация с пропусками обслуживания‚ использование топлива и масел‚ не соответствующих заводским нормам‚ и признаки некорректной эксплуатации исключают гарантийные обязательства. Ремонтные и восстановительные работы‚ выполненные с применением оригинальных или сертифицированных аналогов‚ отмечаются отдельно.
Рекомендации по обслуживанию включают регламентные интервалы для замены масла и фильтров‚ контролей давления масла и тестов компрессии через регламентные пробеги‚ а также режимы обкатки после сборки: прогрев до рабочей температуры при минимальных нагрузках‚ постепенное увеличение нагрузки в течение заданного километража‚ контроль параметров двигателя с записью показателей в сервисную книжку. Инструкция по эксплуатации передаётся вместе с актом.