

Описание услуги: ремонт двигателя LADA Niva Legend 1.7 L 83 л.с. (1977–н.в.). Перечень операций: диагностика, оценка состояния, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, колец, вкладышей, ГБЦ, обкатка, настройка.

Область применения
Предметом применения служит комплекс технических операций, направленных на восстановление работоспособности и эксплуатационных характеристик силового агрегата автомобиля LADA Niva Legend 1.7 L 83 л.с. (1977–н.в.). Описываемый комплекс охватывает полный цикл работ от первичной диагностики до финишной регулировки после капитального вмешательства.
Использование регламентированных процедур допускается для двигателей с признаками снижения компрессии, повышенного расхода масла, посторонних шумов в опорах и узлах, нестабильной работы на холостом ходу, наличия масляных подтекающих элементов, заметного износа поршневой группы и вкладышей коленвала, а также при дефектах головки блока цилиндров, влияющих на герметичность камеры сгорания.
К работам применяються стенды и измерительные приборы, обеспечивающие контроль параметров давления масла и компрессии, а также инструменты и оснастка для демонтажа силового агрегата и его разборки. Материалы и запасные части подбираются в соответствии с каталожными номерами и технологическими требованиями изготовителя двигателя.
Исполнение операций допускается в условиях специализированного ремонтного бокса с подъемным оборудованием, вытяжной вентиляцией и организацией рабочих зон для шлифовальных и расточных работ. Оформление результатов работ производится протоколами измерений и актами дефектовки с фиксацией величин и принятых решений.
Технические требования и стандарты
Идентификация двигателя должна выполняться по маркировке на блоке и паспорту модели. Применение материалов и деталей ограничивается заводскими допусками по диаметрам, радиальным и осевым зазорам, шероховатости и металловым характеристикам. Классификация износа проводится по нормативам производителя и общепринятым методикам измерений. Контроль геометрии блока цилиндров производится измерением биения плоскости и цилиндровых гильз; предельные значения отклонений фиксируются в сопроводительной документации. Пределы износа поршней, колец и вкладышей указываются в спецификациях на заменяемые элементы. Материалы уплотнений и прокладок подбираются по температурной и химической стойкости; применение несовместимых материалов исключается. Смазочные свойства моторного масла должны соответствовать вязкостным классам и допускам API и ACEA, а также спецификациям автопроизводителя. Контроль давления масла проводится с применением калиброванных манометров; допустимые отклонения фиксируются отдельно для холостого хода и рабочих режимов. Применение измерительных приборов допускается при наличии аттестатов калибровки. Точность измерений компрессии обеспечивается применением манометров со шкалой и точностью не ниже указанной в методиках; учет температурного коэффициента производится по установленной схеме. Допуски на шлифовку и расточку блока цилиндров задаются в миллиметрах; максимальная сумма изъятого металла не должна превышать величин, указанных в техническом описании двигателя. Балансирование коленчатого вала и шатунов проводится на динамическом стенде с протоколом результатов. Контроль клапанного механизма и ГБЦ включает измерение прочности затяжки болтов, герметичности камер сгорания и плоскостности рабочей поверхности головки; методы и величины усилий соответствуют заводским регламентам. Монтажные моменты фиксируются метрологически. Применение резьбовых соединений допускается с резьбовой фиксацией и герметизацией, соответствующей классам прочности. Промывка каналов выполняется растворителями, совместимыми с материалами, с последующей сушкой под осушенным воздухом; Испытания после сборки включают холостой ход, набор оборотов и контроль параметров под нагрузкой. Протокол испытаний оформляется с указанием измеренных величин, примененных приборов и калибровочных данных; отклонения, превышающие допустимые пределы, подлежат документированному устранению.
Подготовительные мероприятия
Освободить рабочую зону от посторонних предметов. Инструментальная оснастка подготовлена: набор ключей, динамометрический ключ, съемники, подъемное оборудование, стенд для снятия двигателя. Запасные узлы и расходные материалы инвентаризированы: фильтры, прокладки, уплотнения, болты с контролируемым ресурсом.
Электросеть лаборатории проверена на соответствие нагрузке. Источник освещения организован таким образом, чтобы обеспечить равномерную подсветку всех рабочих мест. Средства индивидуальной защиты подготовлены и размещены в доступной зоне.
Техническая документация по двигателю LADA Niva Legend 1.7 L 83 л.с. (1977–н.в.) получена и сверена по номеру агрегата. Таблицы моментов затяжки, допуски на износ и схематические материалы выведены в печатном и электронном виде. Программное обеспечение для диагностики обновлено и активировано.
Топливная система демонтирована частично для снижения риска возгорания. Системы охлаждения и смазки подключены к сливной емкости с контролем уровня. Аккумуляторная батарея отключена, клеммы защищены. Маркировка элементов и фиксация проводки произведена для исключения ошибок при сборке.
Протокол приемки двигателя составлен. В протоколе зафиксированы внешние дефекты, уровень загрязнения, наличие посторонних материалов внутри агрегата. Протокол служит основанием для последующих операций и контроля качества.
Оценка состояния двигателя по внешним признакам
Визуальный осмотр проводился для выявления утечек рабочей жидкости, деформаций навесных деталей и состояния крепежных элементов. Наличие масляных следов на наружных поверхностях блока цилиндров и пробках указывало на возможное нарушение герметичности уплотнений. Образование копоти вокруг выпускного коллектора считалось признаком неполного сгорания топливной смеси или подсоса воздуха во впускной тракт.
Состояние масляного фильтра и пробки слива масляного поддона оценивалось по цвету и структуре отложений. Наличие металлической стружки или крупного абразива в отложениях трактовалось как признак износа вращающихся и опорных пар. Изменение цвета и запаха охлаждающей жидкости фиксировалось как показатель возможной коррозии или прорыва газов из камеры сгорания.
Оценка пробега по состоянию наружных деталей включала проверку износа муфт, шкивов и приводных ремней. Наличие трещин и расслоений на резинотканевых элементах трактовалось как естественный износ, влияющий на синхронизацию работы агрегата. Состояние свечей зажигания анализировалось по цвету электрода и износу изолятора для выявления перегрева, обогащения смеси или признаков детонации.
Фиксация результатов выполнялась в форме отчета с фотофиксацией мест дефектов и перечнем обнаруженных признаков для последующей сопоставительной диагностики и составления перечня работ.

Измерение компрессии — процедура
Подготовка объекта: двигатель доведен до рабочей температуры. Отключение системы зажигания и подачи топлива. Демонтаж свечей зажигания выполняется для получения доступа к цилиндрам. Применение компрессометра, адаптированного к свечным отверстиям. Установка измерительного оборудования производится с обеспечением плотного соединения.
Порядок выполнения замера: поршень переводится в ВМТ по очереди для каждого цилиндра. Подача крутящего момента на коленчатый вал производится стартером или испытательным приводом. Фиксация показаний производится на максимуме давления при не менее трех оборотах коленчатого вала. Повторение замера осуществляется для подтверждения воспроизводимости результатов.
Учет рабочих параметров: давление фиксируется в барах или кгс/см2. Температура двигателя указывается при записи результатов. Разряжение в цилиндре исключается перед началом процедуры путем продувки. Параллельное измерение давления в соседних цилиндрах исключается ради точности.
Интерпретация исходных данных подлежит сравнению с нормативными значениями для двигателя LADA Niva Legend 1.7 L 83 л.с. Отклонение более чем на 15% от среднего значения рассматривается как признак износа колец или прогорания клапанов. Установление локализации дефекта производится дополнительными процедурами, включая компрессометрическое испытание со снятой свечой и подсосом масла.
Документирование результатов производится с указанием цилиндра, зафиксированного давления, температуры и примененного оборудования. Запись подписи специалиста исключается; запись оператора может быть заменена кодом исполнителя.
Интерпретация результатов измерения компрессии
Результаты измерения компрессии интерпретируются в соответствии с нормативными значениями для двигателя LADA Niva Legend 1.7 L 83 л.с. (1977–н.в.). Стандартное рабочее давление для цилиндров в холодном состоянии указывается в технической документации. Отклонение от указанного диапазона рассматривается как признак износа или повреждения компонентов цилиндропоршневой группы.
При фиксировании разницы между показателями цилиндров более чем на 10% от среднего значения производится дальнейшая проверка. Контрольное измерение с добавлением масла в цилиндр выполняется для дифференциации износа поршневых колец и повреждения клапанного механизма. Повышение показаний после заливки масла указывает на изношенные кольца. Отсутствие изменения показаний после заливки масла указывает на дефект клапанов или повреждение прокладки головки блока цилиндров.
Параметры давления сравниваются с паспортными значениями по каждому цилиндру. Фиксируются минимальные и максимальные значения, а также среднее арифметическое. Фиксация данных производится в протоколе диагностики с указанием температуры и способа измерения. При показателях ниже допустимых выполняется рекомендация на дальнейшие ремонтные операции: расточка, шлифовка, замена поршней или колец, ремонт ГБЦ. Ремонтная стратегия формируется на основании сопоставления результатов измерений и данных дефектовки.
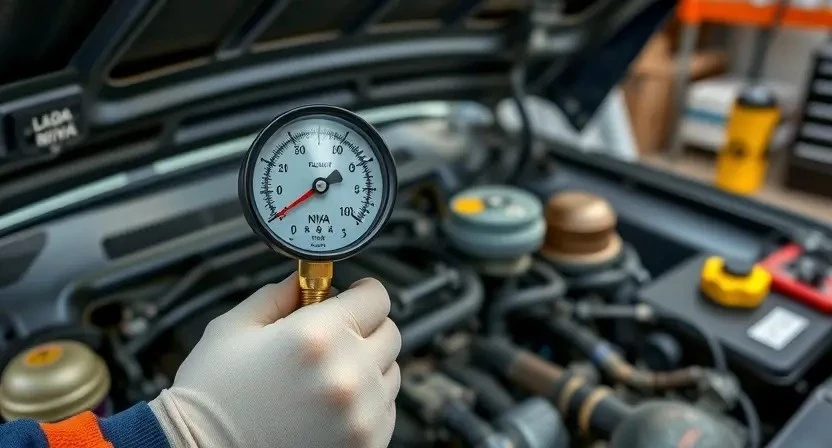
Измерение давления масла — процедура
Подготовка оборудования производится к исполнению работ: манометр с соответствующим диапазоном 0-10 бар, переходники, герметичные соединения, групповая емкость для слива масла; Двигатель устанавливается в рабочее положение на ровной поверхности. Слив отработанного масла выполняется при холодном двигателе через сливной патрубок с последующей утилизацией.
Доступ к масляному фильтру и штуцеру давления обеспечивается путем демонтажа защитных кожухов и воздушного фильтра при необходимости. Место подключения манометра определяется по заводской схеме: подключение в отверстие датчика давления или в резьбовой канал в масляном мосту. Переходник монтируется с использованием уплотнительной резьбовой смазки на основе меди или подходящей пасты.
Запуск двигателя производится после установки манометра. Измерение давления масла проводится при холодном и прогретом моторе. Регистрация значений выполняется при холостом ходе, при 2000 об/мин и при максимальной частоте вращения, установленной заводом-изготовителем. Время стабилизации показаний фиксируется на интервале 30-60 секунд для каждой частоты вращения.
Сравнение результатов выполняется с нормативными значениями завода. Отклонение давления в меньшую сторону указывает на износ масляного насоса, уменьшение диаметра масляных каналов, износ вкладышей или повышенную вязкость масла. Избыточное давление указывает на забитый или неисправный предохранительный клапан. Протечка через соединения указывает на дефект уплотнений.
Документирование результатов осуществляется в форме таблицы с указанием режима работы, температуры масла, показаний манометра и расхождений с нормативом. Протокол измерений включает дату, примененное оборудование и идентификацию двигателя.
Интерпретация показателей давления масла
Показатели давления масла анализируются по установленным нормам для двигателя LADA Niva Legend 1.7 L 83 л.с. Давление на холостом ходу и под нагрузкой сопоставляется с паспортными значениями. Отклонение в сторону понижения указывает на износ насосной группы, избыточный люфт шеек коленвала или уменьшение зазоров в масляных каналах. Повышенное давление фиксируется при закупорке масляных каналов, залипании клапана перепуска или применении масла с повышенной вязкостью.
Снятие показаний производится манометром с точностью не менее 0,1 бар. Измерение выполняется на холодном и прогретом двигателе при установленной частоте вращения коленвала. Для исключения погрешностей производится сравнение показаний с эталонными кривыми и проводится повторный замер после удаления временных факторов. Для каждого цилиндра данные не требуется, так как давление определяется системой смазки в целом.
При выявлении постоянного понижения давления назначается дефектовка масляного насоса, оценка состояния распределительных каналов и подшипников. При подтверждении износа подшипников определяется необходимость замены вкладышей и шлифовки коленчатого вала. В случае закупорки каналов предусматривается промывка системы и замена масляного фильтра. Фиксация результатов выполняется в отчетной форме с указанием измерительных приборов, температуры масла и частоты вращения двигателя.

Снятие двигателя, последовательность операций
Подготовка места выполнения работ выполнена в соответствии с действующими требованиями безопасности и организации рабочего пространства. Инструментарий и приспособления подготовлены: домкрат, траверса для подъёма двигателя, набор ключей, ёмкости для слива жидкостей, комплект маркировочных бирок. Обесточивание электрической сети автомобиля произведено. Отсоединение аккумуляторной батареи выполнено во избежание коротких замыканий.
Слив эксплуатационных жидкостей произведён в заранее подготовленные ёмкости. Масло двигателя слито через маслосливную пробку. Охлаждающая жидкость слита через нижний патрубок радиатора при открытой пробке расширительного бачка. Топливо из магистрали исключено путем перекрытия запорной арматуры или демонтирования топливного насоса для снижения риска возгорания.
Снятие дополнительных агрегатов и коммуникаций выполнено по этапам. Воздушный фильтр демонтирован. Системы выхлопа и приёмная труба отсоединены от фланцевых соединений. Электропроводка снята с клемм, при этом каждая ветвь промаркирована биркой. Топливные трубопроводы и шланги охлаждения отключены и заглушены.
Кронштейны крепления мотора к раме освобождены. Подвеска двигателя ослаблена, двигатель зафиксирован траверсой. Трансмиссия отсоединена от маховика путем демонтирования болтов крепления коробки передач. Подъём двигателя выполнен плавно до полного отсоединения от опор и рамных элементов.
Демонстрация снятого агрегата произведена: двигатель размещён на подставке с опорами под картер. Маркировочные бирки сохранены. Протокол снятия оформлен, включающий перечень отключённых коммуникаций, слива жидкостей и использованных приспособлений.
Разборка двигателя — методика
Подготовка к разборке: обезвредить электроцепи, слить эксплуатационные жидкости, маркировать соединения и крепежные элементы для исключения ошибок при сборке. Демонтаж агрегатов производится по этапам с фиксацией состояния сборочных поверхностей и шлицев. Присоединения к системе выпуска, впуска и охлаждения отсоединяются с применением герметиков и уплотнителей при обратной установке.
Крепежные детали подлежат сортировке по классам прочности и нанесению меток. Корпус двигателя закрепляется на стенде для обеспечения доступа к нижней части. Снятие навесных узлов выполняется первым. Съём сцепления и маховика производится последовательным ослаблением болтов по диагонали для исключения деформации. Масляный поддон демонтируется после удаления остаточной жидкости и очистки прилегающих зон.
Разборка блока цилиндров начинается с удаления ГБЦ при концевой фазе коленвала, обеспечивающей доступ к поршневой группе. Поршни извлекаются посредством компрессии колец и аккуратного вывинчивания шатунных крышек. Шатунные вкладыши маркируются по посадочным местам. Коленчатый вал извлекается после удаления креплений и подшипниковых крышек.
Детали подвергаются промывке обезжиривающими составами и инспекции на трещины с использованием неразрушающих методов контроля. Измерения геометрии выполняются калиброванными инструментами: микрометры, нутромеры, индикаторы часового типа. Изношенные элементы выделяются для дефектовки и принятия решения о восстановлении или замене. Протокол разборки формируется с указанием выявленных дефектов, измерений и рекомендованных операций по дальнейшему восстановлению.
Дефектовка компонентов, контрольные операции
Определение объема дефектовки производится после разборки двигателя. Визуальный осмотр деталей выполняется при освещении не менее 1000 лк. Поверхности цилиндров обследуются на наличие задиров, задиров по окружности и раковин. Измерение износа внутренних и наружных диаметров проводится микрометром и нутромером с погрешностью не более 0,02 мм. Контроль биения шейки коленчатого вала осуществляется индикатором часового типа; предельное отклонение крутильного биения устанавливается в пределах 0,03 мм.
Проверка поршней включает измерение диаметра у юбки, замер овальности и конусности. Контроль зазоров поршневых колец выполняется путем установки кольца в цилиндр и замера фаски щупом; допустимый зазор указывается в справочной документации двигателя. Измерение зазора шатунных вкладышей проводится щупом в комплекте с калиброванными пластинами; значения сравниваються с техническими требованиями.
Головка блока цилиндров подвергается проверке плоскостности на плите с индикатором; отклонение от плоскости фиксируеться и сравнивается с предельными значениями. Проницаемость каналов охлаждения и масляных каналов оценивается продувкой сжатым воздухом и визуальным контролем наличия отложений; Контроль седел клапанов производится с применением микроскопа или увеличительного прибора; величина износа фиксируется протоколом.
Измерение компрессии в цилиндрах фиксации используется для сопоставления с результатами дефектовки. Давление масла после сборки и до обкатки регистрируется манометром со шкалой до 10 бар. Результаты дефектовки оформляются в ведомость с указанием выявленных дефектов, измеренных величин, предложенных мероприятий по восстановлению или замене и классификации по степени пригодности к восстановлению.
Шлифовка и расточка блока цилиндров
Подготовка блока к обработке производится после разборки и дефектовки. Контроль геометрии цилиндров выполняется измерением биения и выработки. Расточка назначается при износе, превышающем допуски завода-изготовителя. Выбор ремонтного размера фиксируется в технологическом задании. Шлифовка поверхности призводится для восстановления совместимости с новыми поршнями и кольцами. Применение абразивных инструментов согласуется с паспортными параметрами. Ориентир на соосность обрабатываемых гильз и плоскостей обеспечивается установкой оправок. Оправочные операции выполняются с применением центровочных приспособлений и контрольно-замерных устройств.
Питание станка и режим резания указываются в карте процесса. Охлаждение и смазка применяются непрерывно. Набор измерений после каждой стадии включает внутренний диаметр, конусность и шероховатость. Измерения фиксируются в протоколе контроля с указанием отклонений и допускаемых пределов. При обнаружении трещин или дефектов металла выполняется маркировка и отправка блока на восстановление или списание.
Контроль чистоты поверхности производится микрометром и профилометром. Обработка считается завершенной при достижении требуемой шероховатости и геометрии. Заполнение технологической карты производится после окончательной приемки параметров. Выдача блока на дальнейшую сборку осуществляется при наличии положительного заключения контроля.
Восстановление коленчатого вала и шатунов
Определение объёма работ производится на основании дефектовки коленчатого вала и шатунов. Визуальная оценка поверхности шеек и проточек выполняется для выявления задиров, выработки, трещин и коррозии. Геометрическая проверка выполняется посредством высокоточного микрометра и щупов для контроля базовых диаметров и овальности. Контроль торцевого биения производится на плоской шлифовальной плите с индикатором часового типа. Замеры частичных отклонений базовых размеров фиксируются в отчётной документации.
Измерение твердости выполняется по методу Роквелла или Виккерса с фиксацией значений в документах. Нахождение дефектов выше допустимых пределов обеспечивает направление на расходные операции. Шлифовка шеек производится на специализированных станках с применением абразивных кругов, со снятием припуска, обеспечивающим восстановление цилиндричности. Восстановление рабочей поверхности предполагает достижение заводских допусков по диаметру и шероховатости.
Расточка коренных и шатунных шеек предусматривает использование оправок и центров для исключения перекоса при обработке. Применение стандартных ремонтных размеров допускается при наличии измерений и подборе вкладышей с соответствующими посадочными размерами. Параметры центральных отверстий проверяются нутромером. Балансировка коленвала проводиться статическим и динамическим методами с фиксацией дисбаланса и подбором грузов.
Шатунные бегунки и шейки подвергаются восстановительной шлифовке при сохранении технологической прочности материала. Испытание на вибрации и контроль контактной поверхности выполняются после механической обработки. Сборка производится с применением новых уплотнений и фиксацией моментных значений при затяжке креплений согласно регламенту. Контроль смазочных каналов осуществляется продувкой и визуальным осмотром после сборки.
Испытание на стенде осуществляеться при имитации рабочих режимов с фиксацией давления масла, температур и виброхарактеристик. Протяжённость испытания определяется технологическим регламентом и отражается в акте выполненных работ. Гарантийные сроки предоставляются на выполненные восстановительные операции с указанием ограничений по эксплуатации и пробегу, прописанных в документации.
Замена поршней, колец и вкладышей
Описание операции: выполнение замены поршней, поршневых колец и коренных и шатунных вкладышей двигателя LADA Niva Legend 1.7 L 83 л.с. (1977–н.в.). Работы включают снятие коленчатого вала, демонтаж шатунно-поршневой группы, измерение размеров деталей, подбор ремонтного комплекта и контроль за допусками.
Подготовка к операции: очистка сборочных поверхностей, подготовка места для хранения деталей, подготовка измерительного инструмента ౼ микрометра, нутромера, индикатора часового типа, плоскогубцев для колец, выпрессовщика вкладышей. Зафиксировать каталожные номера заменяемых позиций и маркировку ремонтного комплекта.
Последовательность работ: демонтаж поршней и шатунов производится согласно технологической карте; вкладыши вынимаются после ослабления шатунных крышек; очистка маслосборников и маслопроводов проводится перед установкой новых деталей. Контроль за износом цилиндров и шатунных шейки производится измерением диаметра и биения.
Контрольные операции: измерение диаметра цилиндра до и после расточки; определение зазоров поршневых колец в канавках и межкольцевых зазоров; проверка радиального зазора вкладышей на чистой поверхности коленвала; фиксация результатов в форме с указанием допусков производителя.
Установка новых деталей: подбор поршней и вкладышей по размерам; установка колец с учётом ориентации стыков; смазка поверхности маслом моторным перед сборкой; установка шатунных крышек с моментом затяжки, указанным в нормативной документации. Проверка проворачиваемости коленвала после сборки.
Контроль качества: проведение измерения компрессии после сборки; проверка давления масла на холостом ходу и при нагрузке; фиксация результатов в акте выполненных работ. Гарантийные условия указывать отдельно в документации.

Ремонт или замена головки блока цилиндров (ГБЦ)
Описание операции: выполнение ремонта или замены головки блока цилиндров двигателя LADA Niva Legend 1.7 L 83 л.с. (1977–н.в.). Объем работ определяется результатом дефектовки головки после разборки. Включение в перечень: контроль плоскостности, выявление трещин, проверка направляющих втулок клапанов, оценка состояния седел клапанов, проверка каналов охлаждения и масляных каналов.
Методы восстановления: шлифовка плоскости привалочной поверхности с установлением допустимого съема металла по техническим условиям; сварка трещин с последующей термообработкой и шлифовкой; ревизия направляющих втулок с заменой при износе выше нормативных величин; реставрация седел методом наплавки с последующей притиркой или мехобработкой.
Контрольные операции: измерение плоскостности плиты головки с использованием щупа и индикатора; проверка герметичности камер сгорания методом опрессовки с применением рабочего давления, превышающего рабочее на 10-15 процентов; измерение зазоров направляющих втулок микрометром; проверка зон разрушения при помощи магнитопорошковой дефектоскопии или ультразвукового контроля.
Комплектующие и допуски: замена седел и направляющих производится на запасные части, соответствующие заводским размерам; подбор уплотнений производится согласно номерам деталей; контроль момента затяжки болтов крепления головки производится динамометрическим ключом с протяжкой по установленной последовательности и угловой подзаводкой.
Результат работ оформляется актом дефектовки с указанием проведенных операций, примененных материалов и измеренных параметров. Гарантийные сроки указываются в сопроводительной документации.
Сборка двигателя — порядок и контроль
Подготовка узлов к сборке производиться в чистой зоне с контролем микроклимата. Установочные поверхности обезжирены. Контроль размера компонентов производится измерительными инструментами с калибровкой. Применение новых уплотнительных деталей документируется.
Последовательность сборки определяется спецификацией производителя. Установка вкладышей и шатунных подшипников производится с применением поверочных шаблонов. Моменты затяжки болтов задаются таблицей и фиксируются протоколом. Проверка биения коленчатого вала проводится на стойке контроля.
Монтаж поршневых групп осуществляется в соответствии с метками компоновки. Кольца ориентируются по монтажным инструкциям, зазоры измеряются щупами по номограмме. Смазка рабочей поверхности осуществляется маслом рекомендованной вязкости. Контроль взаимного расположения колец и компрессионных канавок обязателен.
ГБЦ устанавливается на ровную плоскость с применением динамометрического ключа. Очистка и промер седел клапанов производится до установки. Регулировка зазоров клапанов осуществляется после начальной пробной прокрутки коленвала. Уплотняющие поверхности ГБЦ и блока промерываются на плоскостность.
Сборочная партия подвергается статическому и динамическому контролю. Давление масла проверяется при прогазовке на стенде. Ограничение температуры и давление фиксации регистрируются. Протоколы испытаний включают результаты измерений, серийные номера заменённых деталей, моменты затяжки и выявленные отклонения.
Контрольная обкатка производится по регламенту ремонтного цикла. Фиксация параметров производится в отчёте о проведённой сборке и испытаниях.
Обкатка и регулировка после ремонта
Обкатка производится после сборки двигателя и завершения контроля притирочных зазоров и допусков. Первичная обкатка проводится на холостом ходу с постепенным увеличением оборотов. Контроль масляного давления и температуры осуществляется постоянно. Время прогрева и выдержки режимов регламентируется технологической картой. Первая эксплуатация под нагрузкой проводится после достижения рабочей температуры и стабильных показателей давления масла.
Регулировка выполняется по этапам: регулировка зазоров клапанов по такту, установка угла опережения зажигания, синхронизация подачи топлива. После каждой регулировки проводится повторная проверка компрессии и давления масла. Фиксация результатов ведется в журнале работ с указанием измеренных величин, допусков и применённых деталей. При превышении допустимых значений проводится повторная дефектовка компонентов и, при необходимости, корректировка сборки.
Мониторинг состояния осуществляется в течение контрольного пробега не менее 200 км с регистрацией показателей оборотов, расхода масла и динамики температур. Выявленные утечки герметичности и посторонние шумы документируются. Ремонтные операции, проведённые по результатам мониторинга, подлежат повторной проверке и повторной обкатке до соответствия параметров спецификации завода-изготовителя.
Документация и гарантийные условия
Оформление работ производится в виде акта выполненных работ и приложения с перечнем заменённых деталей и использованных расходных материалов. В акте фиксируются данные автомобиля: VIN, модель, год выпуска, пробег. Перечень работ указывается по позиции; для каждой позиции указывается нормативное время и применённые детали с заводскими номерами.
Гарантийный срок на выполненные работы и установленные детали указывается в документах отдельно. В гарантийном документе приводятся условия начала и окончания гарантийного периода, исключения и ограничения ответственности, порядок предъявления требований по качеству работ и замене дефектных деталей. Гарантийные обязательства распространяются на работы и детали при соблюдении эксплуатационных условий, регламентов смазки и топлива.
Для случаев рекламации предусмотрена процедура подачи претензии с указанием акта, фотографии дефекта и описания состояния при приёмке. Приём рекламаций осуществляется через сервисную документацию с регистрацией в журнале обращений; сроки рассмотрения претензии и порядок проведения экспертизы фиксируются в контракте на выполнение работ.
Снятие и замена узлов документируются отчётом с измерениями и протоколами: компрессия, давление масла, параметры коленвала и блоков. Контрольно-измерительные данные прилагаются к акту. Оригинальные и сертифицированные детали подтверждаются чековой документацией и накладными.
Оплата работ и порядок возврата оформляются согласно счёту и условиям договора. Гарантийные обязательства аннулируются при использовании несертифицированных материалов, самостоятельном вмешательстве или нарушении регламентов эксплуатации. Ответственность за выявленные при эксплуатации дефекты определяется по результатам независимой экспертизы и сопутствующей документации.