

Предоставление услуги по ремонту двигателя Lancia Delta Integrale 2.0 Turbo 200 л.с. (1987–1994). Описание работ, сроки и гарантийные условия указаны далее.

Описание объекта работ
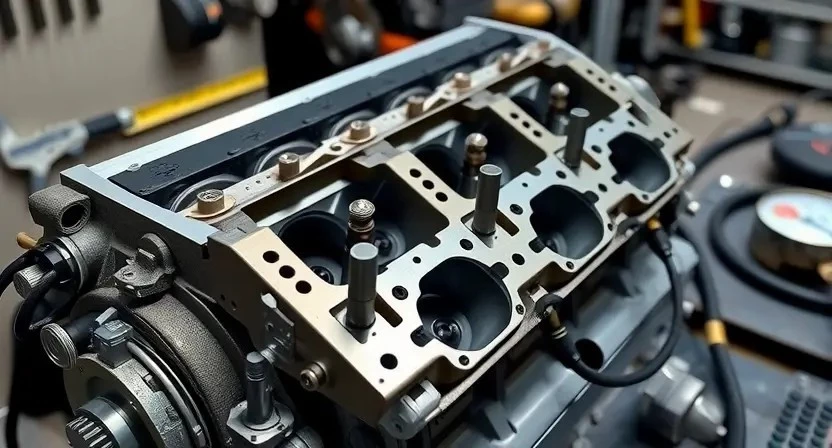
Объект: бензиновый рядный двигатель Lancia Delta Integrale 2.0 Turbo 200 л.с. Механические и тепловые узлы подлежат диагностике и ремонту.
Техническая характеристика двигателя Lancia Delta Integrale 2.0 Turbo 200 л.с. (1987–1994)
Описание силовой установки приведено в техническом формате. Тип агрегата, четырехцилиндровый рядный блок с турбонаддувом и промежуточным охладителем воздуха. Рабочий объем цилиндров указан 1995 см3. Мощность на коленвале зафиксирована 200 л.с. при установленном диапазоне оборотов. Крутящий момент измеряется в Н·м. Система питания бензиновая с впрыском топлива. Система смазки предусматривает принудительную подачу масла через масляный насос с давлением в рабочем режиме. Охлаждение жидкостное с помпой и радиатором. Головка блока алюминиевая с четырьмя клапанами на цилиндр и распределительным валом вверху; привод ГРМ ременной или цепной в зависимости от модификации; камеры сгорания оптимизированы под повышение степени сжатия и турбонаддува; применены усиленные поршни и соединительные шатуны для обеспечения долговечности при повышенных нагрузках.
Объем и цель услуги
Объем работ включает диагностику, оценку состояния и полный цикл ремонта двигателя Lancia Delta Integrale 2.0 Turbo 200 л.с.: замер, разборка, восстановление.
Составные этапы: диагностика, оценка состояния, ремонт, обкатка, настройка
Диагностика производится с целью выявления неисправностей в рабочем цикле, системе смазки и уплотнениях. Измерение компрессии проводится цилиндр за цилиндром для определения утрат давления. Измерение давления масла выполняется в статическом и рабочем режимах с фиксацией показаний по таблице. Оценка состояния оформляется протоколом с указанием предельных значений и дефектов. Снятие двигателя выполняется по схеме маркировки жгутов и трубопроводов. Разборка проводится по узлам с фиксацией дефектов в акте. Дефектовка деталей включает контроль размеров, износных полос и трещин; дефекты классифицируются по степени ремонта. Шлифовка блоков и расточка цилиндров осуществляется по установленным допускам с записью замеров. Замена поршней, колец и вкладышей производится по спецификации с указанием ремонтных размеров. Ремонт головки блока цилиндров включает шлифование плоскости, притирку седел и замену направляющих при отклонениях от норм. Сборка узлов ведётся с применением новых уплотнений и фиксированием моментов затяжки. Обкатка выполняется в несколько этапов с постепенным увеличением нагрузки; параметры фиксируются. Настройка осуществляется по углам опережения впрыска, холостым оборотам и давлению наддува при помощи диагностического оборудования. Отчёт формируется с перечнем выполненных операций, измерений и рекомендаций по эксплуатации.
Подготовка рабочего места и инструментов
Освобождение зоны обслуживания. Разделение инструмента по операциям. Маркировка крепежа. Контроль чистоты и наличия специнструмента перед работой.
Перечень специального инструмента и оснастки
Комплект приспособлений для сервисных операций сформирован с учётом конструктивных особенностей двигателя Lancia Delta Integrale 2.0 Turbo 200 л.с. (1987–1994). Для демонтажа навесных агрегатов предусмотрены наборы головок и торцевых ключей с шаговой сеткой крепёжных элементов. Для снятия двигателя предусмотрена траверса с регулировкой точки подвеса и торсионными стропами. Для разборки блока и ГБЦ выделены стендовые оправки, съёмники колец и втулок. Для измерений представлены манометр для компрессии с переходниками под свечные отверстия, манометр давления масла с термостойким шлангом, цифровой микрометр и нутромер. Для шлифовки и расточки применены станки с опорами, оправки и шаблоны. Для контроля геометрии накоплены индикаторы часового типа и цилиндрические калибры. Для сборки запасены динамометрические ключи и фиксаторы распредвала. Для хранения комплектов деталей предусмотрены маркированные ложементы и упаковочные материалы.
Порядок приемки автомобиля
Фиксация VIN, пробега и видимых повреждений. Составление технологической карты. Протокол приёма с перечнем предполагаемых работ и сроков.
Фиксация исходных параметров в документе приемки
Фиксация исходных параметров производится обязательной процедурой перед началом работ. Состав документа включает идентификационные данные автомобиля, модель двигателя, VIN и пробег. Указать визуальные дефекты кузова и моторного отсека, наличие подтеков технических жидкостей, состояние навесных агрегатов. Зафиксировать показания приборов: напряжение бортовой сети, давление масла на холостых, температура охлаждающей жидкости, уровень масла в картере. Выполнить запись результатов первичной диагностики: ошибки бортовой системы, расшифровка кодов, показания компрессии по каждому цилиндру, зазоры клапанов, состояние свечей зажигания. Приложить фотоматериалы с датой и временем. Указать согласованные сроки работ и перечень заявленных операций. Подписать документ уполномоченным представителем сервиса и распечатать экземпляры для архива и владельца.
Диагностика общего состояния двигателя
Проведение визуального осмотра, функциональное тестирование запуском, оценка утечек, фиксация дефектов в протоколе с указанием приоритетов ремонта.
Методы визуальной и функциональной проверки
Визуальный осмотр выполняется для выявления следов масляных протечек, коррозии, механических повреждений и повреждения изоляции проводки. Осмотр проводится при освещении не менее 1000 люкс. Фиксация обнаруженных дефектов производится в акте с указанием места и характера повреждения. Визуальная оценка состояния уплотнений и патрубков комбинируется с контролем соединений топливной и масляной магистралей.
Функциональная проверка включает запуск двигателя в холодном и прогретом состояниях с регистрацией частоты вращения холостого хода, вибраций и шума. Выполняется измерение давления масла манометром на масляной магистрали и измерение компрессии индикатором. Диагностические параметры фиксируются в протоколе для последующей оценки динамики и принятия решения о демонтаже агрегата.
Измерение компрессии
Проведение измерений компрессии цилиндров с использованием манометра высокого давления. Запись показаний, сопоставление с нормативными значениями двигателя.
Порядок проведения замеров и обработка результатов
Подготовка оборудования к замерам компрессии и давления масла производится согласно нормативной карте. Отбор показаний выполняется при холодном и прогретом состоянии двигателя. Для компрессии: опорожнение топливной системы и отключение зажигания; установка измерительного адаптера в каждое свечное гнездо; проведение не менее трех импульсов на цилиндр с фиксацией максимального значения. Для давления масла: подключение манометра к масляному каналу через штатное отверстие или адаптер; измерение давления в статике при включенном стартере и в рабочем режиме при разных оборотах. Результаты вноситься в протокол с указанием даты, номера двигателя, температуры, числа оборотов и применённого прибора. Обработка показателей производится сравнением с заводскими допусками; отклонения документируются и классифицируются по степени износа. При межцилиндровой разнице, превышающей установленный порог, формируется заключение о необходимости разборки для детальной дефектовки.
Измерение давления масла
Измерение производится манометром у масляного фильтра и на рабочем стенде. Фиксация показаний при холодном и рабочем режимах выполняется в журнал.
Последовательность измерений в статическом и рабочем режимах
Подготовка перед измерениями: двигатель установлен в нейтральное положение; система зажигания отключена; топливная магистраль перекрыта; датчики давления подключены к стандартным штуцерам. В статическом режиме производится прогрев до рабочей температуры, затем глушение; давление масла замеряется на выключенном двигателе с помощью манометра, установленного в маслоотборном отверстии; фиксирование показаний выполняется в протокол. Переход к рабочему режиму включает запуск и удержание оборотов на холостом ходу; изменение нагрузки производится ступенчато; замеры давления фиксируются при каждом режиме. Для исключения погрешности выполняется повторный цикл измерений; средние значения вносятся в акт.
Оценка агрегатного состояния по результатам замеров
Анализ замеров компрессии и давления масла. Принятие решения о разборке по критериям износа, утечек и расхождений технических норм.
Критерии принятия решения о необходимости разборки
Оценка состояния двигателя производится на основании замеров компрессии и давления смазки, результатов визуального осмотра и диагностических данных. Разборка назначается при фиксировании отклонений компрессии свыше 15% между цилиндрами либо при абсолютных значениях ниже 9 бар. Давление масла в рабочем режиме считается критическим при снижении ниже паспортного минуса 25%. При выявлении металлической стружки в фильтре или масле разборочные работы считаются обязательными. Наблюдение за непрогнозируемыми шумами, постукиванием и дымлением приводит к регистрационному протоколу с пометкой о необходимости демонтажа. Утечка охлаждающей жидкости через прокладку головки или деформация плоскости ГБЦ фиксируется как признак разборки. Забивание масляных каналов, износ вкладышей за пределы ремонтных допусков и задиры на цилиндрической поверхности служат основанием для расточки и шлифовки.
Снятие двигателя с автомобиля
Отключение электрооборудования и слив рабочих жидкостей. Маркировка разъёмов. Демонтаж креплений двигателя. Подъём моторной опоры к снятию.
Схема разъединения узлов и маркировка подключений
Операции по разъединению узлов двигателя выполняются поэтапно. Этапы включают отсоединение электропроводки, систем подачи топлива, охлаждения и выпуска. Подключения маркируются кодами по функциональной группе. Для электрических разъёмов присваиваются уникальные номера. Для топливных магистралей указывается направление потока и номинальное давление. Для патрубков охлаждения наносится отметка положения хомутов и ориентации штуцеров. Коллекторы и выпускная труба маркируются по стороне установки и углу поворота. Крепёжные элементы нумеруются в порядке извлечения. Метки выполняются устойчивыми лентами и краской, выдерживающей температуру. Записи переносатся в эксплуатационную ведомость, где фиксируются номер детали, позиция на схеме и состояние соединения. Обозначения стандартизируются по внутреннему регламенту.
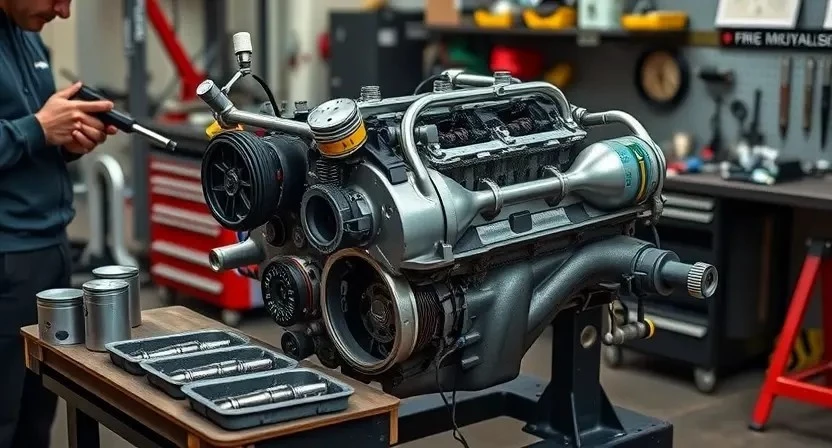
Демонтаж навесного оборудования и систем
Последовательность демонтажа навесных агрегатов описана: снять турбонагнетатель, впуск, выпуск, охлаждение. Маркировка и хранение компонентов обеспечены.
Порядок снятия турбонагнетателя, впуска, выпуска и систем охлаждения
Подготовка рабочей зоны предусматривает обезвоживание и изоляцию электросистем. Слив охладителя выполняется через сливной кран радиатора; сбор жидкости производится в тару с маркировкой. Электропитание отключается посредством отсоединения клемм аккумулятора и блоков предохранителей. Система воздухозабора демонтируется поэтапно: отсоединение патрубков, снятие фильтра, отделение трубопроводов от корпуса дросселя. Выпускная система разъединяется в точках фланцев; крепления болтов маркируются. Турбонагнетатель освобождается после отключения маслопроводов и трубок подачи масла; заглушение отверстий выполняется заглушками. Системы охлаждения отсоединяются с удалением термостата и патрубков; помпа извлекается при условии плановой замены. Маркировка всех соединений производится для обеспечения корректной сборки. Фиксация деталей и фотографирование узлов выполняется до упаковки снятых компонентов.
Разборка блока цилиндров и головки
Разборка блока и ГБЦ производится поэтапно. Фиксация маркировки и учёт деталей выполняются документально. Снятие крышек и корпусов проводится аккуратно.
Фиксация дефектов и учет деталей
Регистрация обнаруженных повреждений производится в журнале дефектов с указанием номера двигателя, номера кузова и даты вскрытия. Описание повреждений включает тип дефекта, измеренные параметры и место обнаружения в сборке. Каждая деталь маркируется металлической биркой с уникальным идентификатором и помещается в контейнер с соответствующей отметкой. Измерения заносятся в таблицу с указанием инструмента и погрешности. Фотофиксация выполняется в формате RAW и JPEG с привязкой к записи в журнале. Детали с признаками микротрещин, задиров, износа и деформации выделяются отдельной категорией. Решения по заменяемым и подлежащим ремонту деталям оформляются актом дефектовки с подписью ответственного лица и датой. Учет расходных материалов производится отдельной строкой с указанием партии и штрих-кода. Сведения о состоянии блоков и узлов вносятся в итоговый протокол приемки деталей.
Дефектовка деталей
Выполнение дефектовки производится по каталоговым размерам. Фиксация износа, трещин, коррозии и деформации. Решение о восстановлении или замене принимается.
Классификация дефектов цилиндров, поршней, шатунов и коленвала
Классификация дефектов производится по типу повреждения и по степени влияния на работоспособность агрегата. Для цилиндров выделены: износ зеркала до предела ремонтных размеров; овальность и конусность, подлежащие расточке; задиры и риски, требующие шлифовки и последующей гильзовки; коррозионные очаги, подлежащие устранению или замене рабочего блока. Поршни классифицируются как: изношенные по диаметру и уступам, с трещинами корпуса, с оплавлением юбки, с нарушением канавок под кольца. Шатуны разделены на: деформированные, с увеличенным люфтом в пальце, с повреждением поверхности шеек, требующие правки или замены. Коленвал классифицируется по: износу шеек, наличию задиров, трещин в коренных и шатунных шейках, биению; допускается ремонт точечной наплавкой и шлифовкой до ремонтных номиналов при соответствии прочностных характеристик. Степень повреждения фиксируется в акте дефектовки с указанием мер по восстановлению и перечнем применяемых ремонтных размеров.
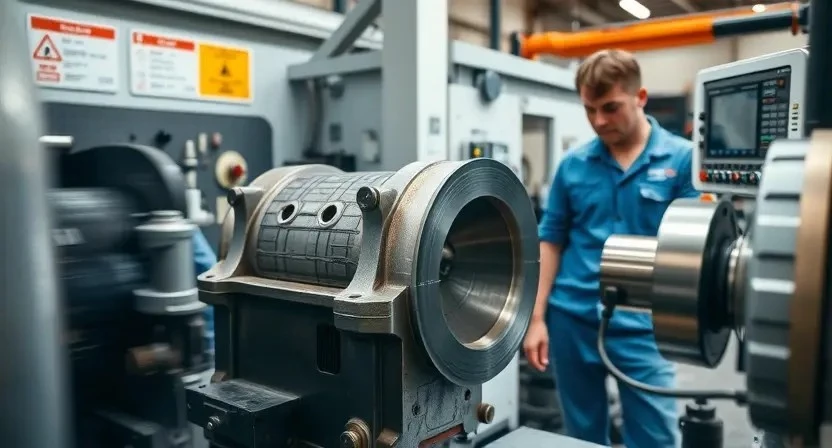
Шлифовка и расточка блока цилиндров
Расточка выполняется по замерам. Шлифовка поверхности производится до допусков. Контроль размеров и чистоты поверхности фиксируется в отчёте.
Технологические допуски и последовательность операций
Задания по шлифовке и расточке блока установлены по чертежным параметрам: допуск на расточку цилиндров +0,25 мм; глубина шлифовки плоскости ГБЦ не превышать 0,5 мм. Контроль биения коленвала выполняется при посадке на щиты с допустимым радиальным зазором 0,02 мм. Подбор поршней и колец производится по диаметру цилиндров с допуском на рабочий зазор 0,02–0,06 мм для поршневых колец. Вкладыши коленвала подбираются по ремонтным размерам +0,25 мм; радиальные зазоры после сборки составляют 0,015–0,03 мм. Очередность операций: демонтаж навесных агрегатов, снятие двигателя, разборка блока, дефектовка, расточка, шлифовка коленвала, подбор и сборка в обратной последовательности. Контроль угловых фаз газораспределения после установки распредвалов производится с применением измерительных щупов и фиксацией величин в ведомости.

Обработка коленчатого вала и шатунов
Контроль биения и износа коленвала выполнен. Ремонтные шейки расточены по размерам, вкладыши подобраны, балансировка коленвала произведена.
Ремонтные размеры и контроль геометрии
Определение ремонтных размеров основано на паспортных данных двигателя Lancia Delta Integrale 2.0 Turbo 200 л.с. (1987–1994). Измерение коленчатого вала проводится по диаметрам шеек и биений; установочные допуски приводятся в таблице технической документации. Контроль вкладышей производится измерением зазоров при помощи щупов и микрометров; при превышении верхней границы применяется подбор ремонтного комплекта. Расточка цилиндров выполняется до ближайшего ремонтного размера; указываются номиналы и допуски на цилиндр. Проверка посадочных поверхностей шатунных шейк проводится методом измерения круглости и конусности. Контроль биений коленвала осуществляется на триподе или строковом приборе с грубым и тонким измерением; фиксируются значения в протоколе. Контроль взаимного расположения цилиндров и постелей блока проводится плоскопараллельной плитой и щупом; допустимые отклонения должны соответствовать регламенту производителя. Измерение шатуна производится на внутреннем диаметре и радиальной биении; результаты сравниваются с ремонтными размерами. При выявлении превышений допуска принимается решение о шлифовке, расточке или замене детали. Результаты контроля оформляются в акте с указанием измерительных приборов и серийных номеров применённых калибров.

Ремонт и обработка головки блока цилиндров
Дефектовка ГБЦ произведена. Плоскость шлифована в допусках. Седла клапанов обработаны. Направляющие заменены при износе.
Шлифовка плоскости, проверка седел клапанов и направляющих
Проведение шлифовки плоскости головки блока цилиндров с целью восстановления геометрии и удаления коррозионных повреждений. Контроль плоскостности выполняется измерением щупом и индикатором по четырем точкам; предельный износ сравнивается с нормативами производителя. Проверка седел клапанов производится с применением посадочных паст и индикаторов контакта для выявления дефектов уплотнения. Замер глубины посадки седла в направляющую производится микрометром; оценка износа направляющих производится по зазору клапан-направляющая. Обработка седел выполняется круговой доводкой под размеры, указанные в техдокументации. Восстановление направляющих осуществляется расточкой с последующим подбором втулок ремонтного размера или запрессовкой новых направляющих до достижения допустимых зазоров. Фиксация результатов проводится в дефектовочном листе с указанием допусков, примененных размеров и рекомендаций по дальнейшей сборке.
Подбор и замена поршней, колец и вкладышей
Подбор по диаметру и зазорам. Замена комплектом. Измерение на калиброванных приборах. Фиксация размеров в акте работ.
Критерии подбора ремонтных размеров и зазоров
Определение ремонтных размеров производить на основании замеров износа и технической документации. Измерения диаметров цилиндров, поршней и шеек коленвала выполнять с применением микрометров и нутромеров. Расчет зазоров упорного и рабочей пары выполняется на основе номиналов заводских допусков и результатов дефектовки. При выборе поршней ориентир ⎼ номинальный диаметр цилиндра после расточки; при отсутствии стандартных размеров предусмотреть изготовление ремонтных размеров. Подбор вкладышей производится по величине радиального зазора в шейке коленвала. Зазоры колец сопоставлять с канавками поршней и рекомендациями производителя расходных материалов. При подборе направляющих клапанов учитывать износ седел и ход клапана. Фиксация выбранных размеров в акте дефектовки и в заказ-наряде. Контроль размеров повторно после притирки и шлифовки, с фиксированием результатов в отчёте.
Сборка узлов и установка новых уплотнений
Сборка компонентов производится по технологической карте. Уплотнения заменены на новые. Моменты затяжки зафиксированы в акте работ.
Контроль моментов затяжки и фаз газораспределения
Фиксация контрольных значений момента затяжки болтов головки блока цилиндров, колес распределительных валов и шкивов распредвалов производится с использованием динамометрического ключа. Табличные моменты приводятся по сервисной документации Lancia Delta Integrale 2.0 Turbo 200 л.с. (1987–1994). Очередность затяжки указывается в технической карте; последовательное увеличение момента по этапам применяется до достижения рабочего значения. Контроль угловых добора осуществляется по меткам натяжителя цепи или ремня, а также по меткам на шкивах. Установление фаз газораспределения производится с использованием фиксирующих приспособлений и индикаторов совмещения меток. Растяжение цепи или износ ремня фиксируется в акте дефектоскопии. Протяжка и фиксация болтов выполняются в условиях чистой резьбы и смазки, указанных в каталоге, с последующей проверкой моментов после прогрева двигателя и после обкаточных циклов. Регистрация результатов в отчетной форме обязательна; допуски и отклонения заносятся в протокол с указанием рекомендаций по доработке или повторной затяжке.
Установка двигателя на автомобиль
Установка двигателя производится по схеме креплений. Подключение систем выполняется по маркировке. Контроль моментов затяжки и герметичности проводился.
Схема подключения систем и проверка креплений
Определение последовательности подсоединения магистралей выполняется на основе заводских схем. Электропроводка подключается в соответствии с маркировкой контактов. Топливные линии подводятся к рампе с использованием новых уплотнений. Охлаждающие патрубки присоединяются к корпусам с применением хомутов заданного класса. Масляные трубопроводы присоединяются к фильтру и к турбонагнетателю с контролем отсутствие перекосов. Возвратные и вакуумные шланги устанавливаются по маршруту, указанному на схеме, с закреплением хомутами. Трубчатые соединения выпускной системы герметизируются и фиксируются опорными кронштейнами. Крепежные элементы двигателя и опоры затягиваются по моментам, указанным в технической документации. Контрольно-измерительные приборы подключаются к диагностическим разъемам с соблюдением полярности.

Первичный пуск и обкатка двигателя
Первичный пуск производится по регламенту. Обкатка проводится в этапах: холостой ход, прогрев, рабочие нагрузки, запись параметров в журнал.
Алгоритм обкаточных режимов и фиксация параметров
Определение последовательности обкаточных режимов проводится для оценки работоспособности двигателя после капитального ремонта. Начальный этап включает прогрев до рабочей температуры при минимальных оборотах; выдерживание в статическом режиме до стабилизации температуры охлаждающей жидкости и давления масла. Далее выполняется ступенчатое увеличение оборотов в пределах 1500–3000 об/мин с удержанием по времени для каждого диапазона. После стабилизации параметров проводится кратковременный выход на средние нагрузки с длительностью, заданной технологической картой. Регистрация параметров производится с применением диагностического оборудования: давление масла, температура охлаждающей жидкости, температура масла, углы опережения впрыска и частота вращения коленвала. Фиксация результатов осуществляется в отчетном документе с указанием времени, режимов и значений. При выявлении отклонений от нормировочных значений проводится корректировка регулировок и повторный цикл обкатки до соответствия установленным пределам.
Постобкаточные проверки и окончательная настройка
Измерение компрессии и давления масла выполнено. Настройка топливной подачи и опережения зажигания произведена. Фиксация параметров в отчёте;
Измерение компрессии, давления масла и корректировка регулировок
Проведение последовательно измерений компрессии в каждом цилиндре с использованием манометра класса точности не ниже 1%. Фиксация результатов в протоколе с указанием температуры охлаждающей жидкости и числа оборотов стартером. Выполнение замеров давления масла статически и при рабочем режиме с применением калиброванного датчика. Запись пиковых и средних значений в документ. Сопоставление величин с заводскими допусками для определения износа. Корректировка регулировок клапанного механизма производится при выявлении отклонений по натягу и фазам. Регулировочные значения вносить в акт выполненных работ.
Документация и отчётность по выполненным работам
Составление акта выполненных работ, спецификации заменённых деталей, протоколов измерений компрессии и давления масла, гарантийный талон приложен.
Содержание отчётного листа и гарантийные обязательства
Отчётный лист формируется в бумажном и электронном вариантах. Включение идентификационных данных автомобиля, VIN, пробег, дата приёма и выдачи, перечень выполненных операций, перечень заменённых деталей с маркировкой и заводскими номерами. Приводятся исходные измерения: компрессия по цилиндрам, давление масла в статическом и рабочем режимах, зазоры клапанов, люфты шатунных и коренных вкладышей. Указывается применённый расходный материал и смазочные составы с артикулами.Фиксация результатов обкаточных режимов и окончательных параметров настройки производится отдельно.
Гарантийные обязательства оформляются письменно. Указывается гарантийный срок на работы и комплектующие, перечень гарантийных условий, основания для аннулирования гарантии, порядок претензий и сроки их рассмотрения. Условия передачи прав на гарантию при использовании контрактных комплектующих фиксируются в документе.