
Описана услуга ремонта двигателя Lister LFT 666 5.0 V8 Supercharged 666 л.с. (2018–н.в.). Перечислены выполняемые диагностические и ремонтные операции.
Описание объекта ремонта
Двигатель Lister LFT 666 5.0 V8 Supercharged, модель 2018–н.в., назначение ⎼ силовой агрегат высокопроизводительных легковых автомобилей. Конфигурация V8, наддув механическим нагнетателем, рабочий объем 5.0 л, расчетная мощность 666 л.с. Силовая часть оснащена системой распределенного впрыска топлива и электронной системой управления. Корпусный материал блока цилиндров алюминиевый с усиленными гильзами. Коленчатый вал кованый, поршневая группа с кольцами повышенной прочности. Масляная система с насосом высокого давления и регулировочным клапаном. Газораспределительный механизм с верхним расположением распределительных валов. Силовой агрегат имеет пристыкованный наддув и интегрированные компоненты охлаждения.
Общие сведения о двигателе
Описание: V8 5.0 с нагнетателем, мощность 666 л.с., защитные покрытия и материалы металлоконструкций указаны в документации производителя.
Технические характеристики
Указать тип двигателя: V8 с наддувом. Объем рабочего пространства указывать в литрах согласно заводской спецификации. Отметить максимальную номинальную мощность 666 л.с. Привести диапазон оборотов для максимальной мощности и крутящего момента. Указать тип подачи топлива и требования к октановому числу. Описать систему смазки: сухой поддон или картер, рабочее давление в штатных режимах. Указать тип и конструкцию ГБЦ, материал клапанов. Привести стандарты зазоров для поршневой группы и вкладышей. Описать тип турбонадува или компрессора. Указать массу в сборе и габариты двигателя. Представить паспортные значения температурных режимов.

Область ответственности сервисного центра
Определение границ работ: выполнение диагностики, оценка состояния двигателя, проведение ремонтных операций и ведение отчетной документации.
Перечень оказываемых работ
Предоставляется полный комплекс работ по ремонту двигателя Lister LFT 666 5.0 V8 Supercharged 666 л.с. (2018–н.в.). Выполняется компьютерная диагностика электронных блоков управления и измерение параметров работы силовой установки для определения дефектов. Производится оценка состояния узлов и деталей с фиксацией износа в акте. Выполняются измерения компрессии в цилиндрах по установленной методике. Измерение давления масла проводится в магистралях под нагрузкой и на холостом ходу с протоколированием результатов. Осуществляется снятие двигателя с маркировкой коммуникаций и креплений перед транспортировкой на рабочее место. Разборка производится по пооперационной схеме с фиксацией состояния деталей и фотографированием критичных узлов. Дефектовка ведется по критериям допуска и замены с формированием перечня подлежащих замене элементов. Шлифовка коленчатого вала и расточка блока выполняются с соблюдением технологических параметров и допусков. Выполняется замена поршней, колец и вкладышей с подбором изделий по размерам и контрольными зазорами. Работы по головке блока включают диагностику, шлифовку и замену клапанов с регулировкой седел. После сборки производится обкатка и настройка систем с протоколом рабочих режимов и контрольными проверками герметичности.
Подготовка к приему автомобиля
Оформление приемного акта. Маркировка коммуникаций и состояния кузова. Проверка комплектности инструментов и наличие сервисной документации.
Документация и отметки по внешнему осмотру
Оформление приемной документации производится в установленной форме. Входная карточка заполняется с указанием марки, модели и идентификационного номера двигателя. Внесение данных о пробеге и датах предыдущих ремонтов выполняется по представленным документам. Внешний осмотр фиксируется фотографированием со съёмкой повреждений с нескольких ракурсов. Состояние наружных узлов отмечается в акте приёма: наличие коррозии, масляных подтёков, механических дефектов. Маркировка шлангов и электрических разъёмов выполняется с применением прочных идентификационных бирок. Запись уровней рабочих жидкостей производится в журнал приёма. Величины уровней и цвета фиксируются отдельно. Наличие посторонних деталей и следов вмешательства отражается в описании состояния. Подписи ответственных лиц проставляются в конце акта.
Диагностика состояния силового агрегата
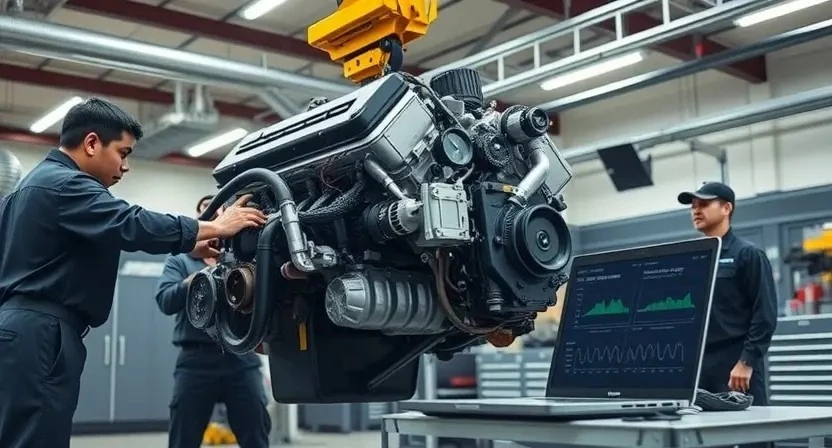
Выполнение комплексной диагностики двигателя Lister LFT 666: компьютерное сканирование, анализ ошибок, измерение рабочих параметров и оценка текущих показателей.
Порядок проведения компьютерной диагностики
Подключение специализированного диагностического оборудования к разъёму электроники двигателя; Инициализация связи с контроллером и считывание кодов неисправностей. Проведение мониторинга параметров в реальном времени: давления наддува, температур охлаждающей жидкости, температуры масла, частоты вращения, сигналов датчиков положения распредвала и коленвала. Выполнение адаптаций и калибровок при наличии соответствующих команд в ПО. Сброс сохранённых кодов неисправностей осуществляется после документирования. Сравнение показателей с эталонными значениями производителя. Выявленные ошибки классифицируются по критичности и фиксируются в отчёте с указанием времени и условий измерений. При необходимости создание записи логов для дальнейшего анализа. Рекомендация на проведение дополнительной механической диагностики при обнаружении параметров вне допустимых пределов.
Оценка состояния узлов и деталей
Визуальный осмотр выполнен. Измерение геометрии выполнено по паспортным значениям. Фиксация дефектов произведена в акте дефектовки.
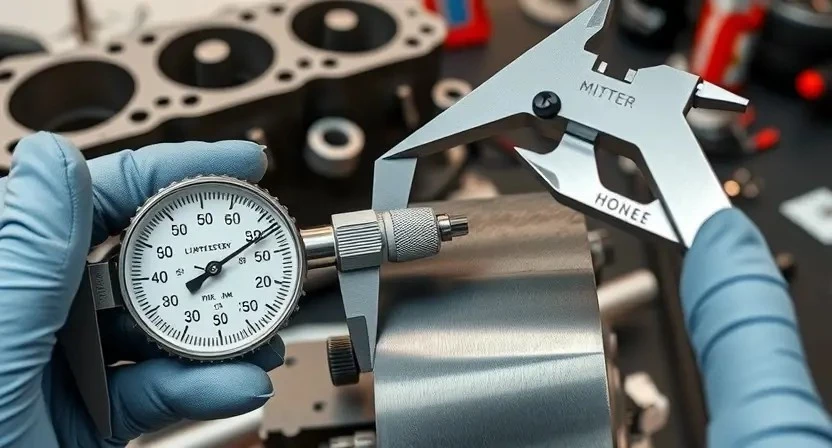
Визуальный осмотр и измерения геометрии
Визуальный осмотр двигателя Lister LFT 666 выполняется с фиксацией состояния наружных поверхностей и узлов. Фиксация коррозии, трещин и следов перегрева производится в журнале. Рекомендуется фотографирование дефектных зон для последующей дефектовки. Геометрические параметры проверяются после демонтажа навесных агрегатов. Замеры плоскостей блока и ГБЦ производятся при помощи индикаторов и плоскопараллельных плит. Контроль биения и параллельности выполняется на установочной плите. Замеры диаметров цилиндров и шатунных шеек выполняются микрометрами. Допуски сверяются с технической документацией двигателя. Результаты вносятся в карту дефектов и используются при принятии решения о расточке или ремонте деталей.
Измерение компрессии
Измерение компрессии проводится цилиндарно, применяются манометр и приводной стартер. Фиксация показателей в протоколе после стабилизации оборотов.
Методика измерений и нормативы
Определение компрессии производится с использованием манометра с точностью до 0,5 бар. Измерения выполняются при заведённом стартере, с отключенным топливоподачей и выключенным зажиганием. Перед началом измерений производится удаление масла из цилиндров путём прокачки стартером на 3–5 оборотов. Значение компрессии считается нормативным при отклонении не более 10% между цилиндрами и абсолютном значении 11,0–14,0 бар для двигателя указанной конструкции. При расхождении параметров выше 10% или при значениях ниже 10,5 бар производится дальнейшая диагностика поршневой группы и клапанного механизма.
Измерение давления масла проводится манометром с диапазоном до 10 бар. Контроль выполняется на холодном и рабочем режимах. Нормативные показания в холодном состоянии составляют 1,0–2,0 бар на холостых оборотах и 4,0–6,0 бар при 3000 об/мин. Для интерпретации результатов учитывается вязкость применяемого масла и сопротивление маслопроводов. Отклонение от нормативов фиксируется и сопровождается последовательной проверкой масляного насоса, фильтра и магистралей.

Измерение давления масла
Измерение давления масла выполняется манометром с калибровкой. Последовательность: подключение, прогрев, снятие показаний при разных оборотах и фиксация результатов.
Последовательность измерений и интерпретация данных
Последовательность измерений давления масла начинается с прогрева силового агрегата до рабочей температуры. Снятие показаний производится при прогретом двигателе на холостом ходу и при увеличенных оборотах для определения динамики давления. Использование манометра с сертифицированным диапазоном и адаптером, установленным в масляном канале, должно быть предусмотрено. Результаты фиксируются по каждому цилиндру и по режимам работы. Сравнение полученных значений с нормативами классифицирует состояние масляной системы. Отклонения фиксируются как утрата давления, нестабильность или завышение. Интерпретация проводится с привлечением данных о вязкости масла, чистоте фильтра и состоянии маслопроводов. При выявлении значительных отклонений определяется перечень последующих диагностических операций и методика ремонта.
Подготовка к снятию двигателя
Маркировка коммуникаций выполнена. Отключение аккумулятора произведено. Слив жидкостей и резервирование креплений задокументированы. Обеспечение подъёма.
Маркировка коммуникаций и креплений
Маркировка коммуникаций производится перед демонтажем двигателя. Идентификация топливных трубопроводов, трубок масляной системы, магистралей охлаждения и вакуумных линий должна быть выполнена с указанием направления потока и точки соединения. Крепления электрических жгутов и разъемов подлежат маркировке с указанием номера разъема и функции цепи. Крепежные элементы болтового соединения маркируются по месту установки и моментам затяжки. Маркировка наносится на поверхности, устойчивые к маслам и температуре, с применением стойких этикеток или краски. Фиксация маркировки документируется в форме акта с указанием идентификаторов и фотографий. При необходимости маркировка дублируется на схеме установки для последующей сборки.
Снятие и обозначение агрегатов
Маркировка компонентов производится перед демонтажем. Фиксация положения трубопроводов, разъёмов и креплений. Упаковка помеченных узлов для хранения.
Фиксация состояния и упаковка для хранения
Фиксация состояния двигателя производится протоколом с перечислением серийных номеров, внешних дефектов и показателей после демонтажа. Визуальная фиксация сопровождается фотографированием узлов с указанием ракурсных точек и масштабных ориентиров. Все крепежные элементы маркируются с присвоением уникальных кодов, обеспечивающих обратимую сборку. Смазочные поверхности консерватируются специальным составом с антикоррозионными свойствами. Электронные блоки и датчики упаковываются в антистатические пакеты с влагопоглотителем. Крепеж и мелкие детали фасуются по комплектациям в промаркированные контейнеры. Упаковочный пакет промаркировывается датой, кодом заказа и ответственным подразделением. Хранение допускается на стеллажах с амортизирующей подложкой и контролируемой влажностью. Документация прилагается в влагозащищенном конверте с перечнем вложений.
Разборка двигателя
Процесс разборки выполняется поэтапно: демонтированы навесные узлы, сняты головки, извлечены поршни и шатуны, проведена маркировка деталей.
Пооперационная схема разборки
Подготовка рабочего места производится с фиксацией инвентарных номеров. Заполнение технологической карты выполнения операций. Слив рабочих жидкостей с последующей утилизацией. Обеспечение маркировки коммуникаций и крепежных элементов с применением пломб и цветовой кодировки. Отсоединение электрических разъемов и магистралей выполняется по последовательности, зафиксированной в карте. Снятие агрегатов производится по этапам: навесное оборудование, впускной тракт, выпускной тракт, приводные механизмы. Демонтаж головки блока и поддона осуществляется по моментам затяжки, указанным в нормативной документации. Поршневую группу извлечь с сохранением ориентации. Маркировка каждого узла для идентификации при сборке. Упаковка демонтированных деталей в антикоррозийные материалы с указанием даты и параметров состояния. Протоколирование всех операций с приложением фотофиксации.
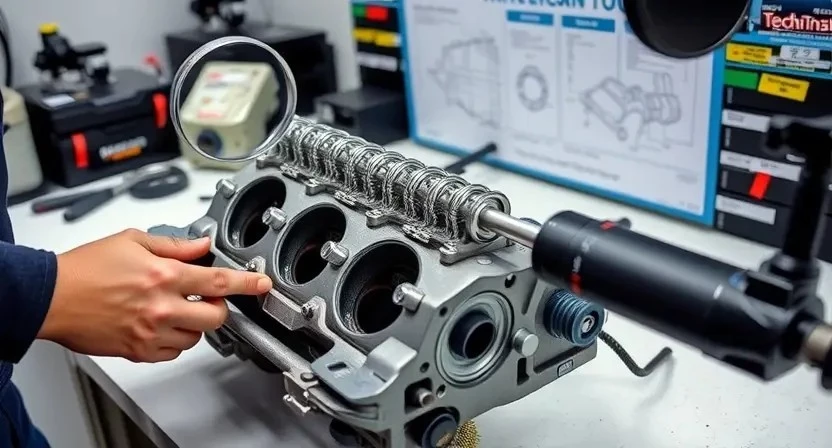
Дефектовка и учет износа
Проведение дефектовки деталей двигателя. Измерение износа поршней, колец, вкладышей и шейки вала. Сопоставление с нормативами. Оформление отчёта.
Критерии допуска и замены деталей
Оценка износа производится по измеренным параметрам и эталонным значениям производителя. Компоненты, имеющие превышение предельных размеров, подлежат замене. Поверхности, у которых обнаружены трещины, коррозия глубже допустимой и пластическая деформация, исключаются из дальнейшей эксплуатации. Подшипники с радиальным зазором, превышающим норматив, признаются дефектными. Поршни с канавками под кольца, износившиеся по наружному диаметру сверх допусков, подлежат замене. Кольца с потерей упругости или заметными повреждениями заменяются. Вкладыши с утратой масляной пленки, рисками или выработкой выводятся из применения. Клапаны с искривлением, посадочные поверхности с выкрашиванием или негерметичностью восстанавливаются только при соблюдении ремонтных размеров; при отсутствии соответствия ремонтным допускам проводится замена. Блок цилиндров с износом цилиндров за пределами расточки под ремонтный размер подлежит замене или замене блока. Головка блока с трещинами в зонах камер сгорания исключается из восстановления; при износе седел клапанов за пределами ремонтных размеров проводится шлифовка или смена седел. Все заменяемые детали маркируются, комплектуются документом учета и отправляются на утилизацию или хранение согласно записи в акте дефектовки.
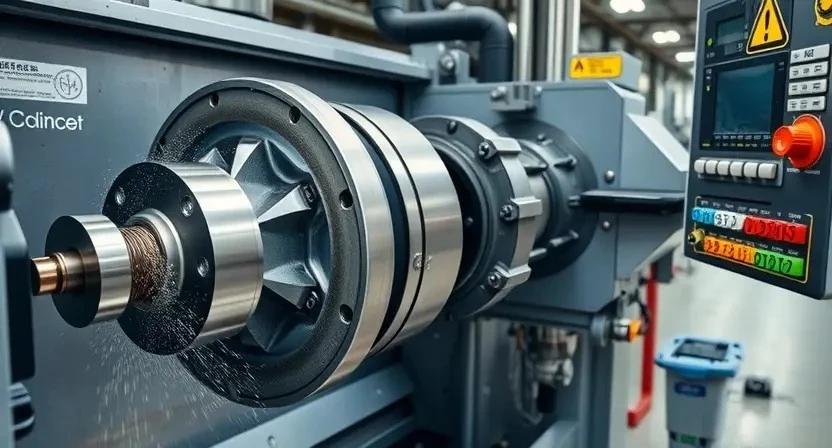
Шлифовка коленчатого вала и расточка блока
Выполнение шлифовки коленвала по замерам. Расточка блока под ремонтный размер. Контроль биения и шероховатости. Протокол замеров прилагается.
Параметры обработки и допуски
Указаны технологические параметры обработки коленчатого вала, блока цилиндров и поверхностей сопряжений для двигателя Lister LFT 666 5.0 V8 Supercharged 666 л.с. (2018–н.в.). Шлифование коленвала производится с чистотой поверхности Ra 0.4–0.8 мкм, радиальные биения допускаются в пределах 0.01 мм на длине опорной шейки. Расточка и хонингование цилиндров выполняется с допуском внутреннего диаметра +0.02 мм относительно ремонтного размера, концентричность между каналами допускается до 0.03 мм. Параметр плоскостности ГБЦ после шлифовки допускается 0.05 мм на 250 мм. Величина посадочных зазоров вкладышей коренных и шатунных устанавливается в диапазоне 0.02–0.06 мм в зависимости от ремонтного класса. Крутильная и торцевая балансировка коленчатого вала производится по статическим и динамическим показателям; допуск остаточной неуравновешенности устанавливается 2 г·мм/мм по стандартной методике. Контроль шероховатости и геометрии фиксируется в отчетной документации с указанием применяемого инструмента и калибров.
Замена поршней, колец и вкладышей
Подбор новых поршней и колец по заводским размерам. Измерение посадочных мест. Монтаж вкладышей с контролем масляного клина и зазоров.
Подбор деталей и монтажные зазоры
Подбор комплектующих осуществляется по заводской документации и результатам дефектовки. Использование оригинальных или совместимых компонентов подтверждается протоколами соответствия. Поршни подбираются по диаметру цилиндра с учётом износа и степени расточки. Кольца подбираются по высоте канавки и зазору посадки. Вкладыши подбираются по классу шейки коленвала. Головки цилиндров комплектуются клапанами, направляющими и седлами с установленными зазорами клапанов по спецификации. Монтажные зазоры поршневых колец измеряются щупом по окружности канавки. Включение шатунных вкладышей с натягом проверяется микрометром и индикатором.
Сборка производится в контролируемой чистоте и с использованием смазки при установке деталей.
Работы с головкой блока цилиндров
Диагностика ГБЦ выполнена. Разборка клапанного механизма произведена. Шлифовка плоскости и притирка седел выполнены с контролем зазоров.
Диагностика ГБЦ, шлифовка и замена клапанов
Проведение диагностики головки блока цилиндров предусматривает последовательность измерений геометрии седел и направляющих, контроль прилегания посадочных поверхностей, проверка трещин методом герметизации и опрессовки. Для выявления дефектов применяется микрометрия, индикаторная проверка плоскостности, магнитопорошковая и ультразвуковая дефектоскопия. При обнаружении износа колодцев и седел производится разделение на ремонтную и капитальную группу работ. Шлифовка поверхности производится на специальном оборудовании с заданной зернистостью и припуском. При выявлении деформации кулачков или штанг производится замена клапанов и направляющих с подбором по материалу и посадочным размерам. Монтаж деталей выполняется с контролем угла затяжки и проверкой свободного хода клапана.

Сборка двигателя
Сборка производится в контролируемой среде. Монтаж выполняется по чертежам, соблюдаются моменты затяжки, последовательность установки компонентов фиксируется.
Очередность операций и применяемые моменты затяжки
Определение последовательности сборки двигателя производится на основе конструктивных особенностей Lister LFT 666 5.0 V8 Supercharged. Первичный контроль уплотнений и направлений устанавливаемых деталей. Установка коленчатого вала проводится с применением крутящего момента, указанного в технической документации производителя; затяжка выполняется в три этапа: предварительная, основная и контрольная. Соединения шатунных крышек подвергаются динамометрической затяжке по таблице допусков. Головка блока закрепляется по крестообразной схеме с последовательным повышением момента до установленного значения; фиксация проводится в несколько проходов. Моменты болтов навесных агрегатов соответствуют сервисному регламенту; последовательность затяжки отражена в рабочем листе.
Проверочные испытания на стенде
Испытания проводятся на стенде. Контроль мощности, расхода топлива, температуры, вибрации и герметичности производится в заданном цикле.
Ходовые параметры и контроль герметичности
Описываются параметры работы двигателя на стенде после сборки. Контроль выполняется при прогреве до рабочей температуры, при установленных рабочих оборотах и нагрузке, характерных для данного агрегата. Измеряются обороты холостого хода и стабилизированные обороты в диапазоне рабочих режимов. Фиксируются показатели давления масла, температуры охлаждающей жидкости, температуры масла и давления во впускном коллекторе. Измерения производятся по установленным датчикам с записью сигналов.
Контроль герметичности производится поэтапно. Сначала проверка давления в системе охлаждения под рабочим давлением, затем испытание на герметичность масляной системы с использованием манометра и индикаторов утечек. Испытание газовых каналов проводится путем нагнетания надавливания в камерах сгорания и оценкой удержания давления по времени. Детали, обнаружившие утечку, маркируются и отправляются на дефектовку. Оценка результатов фиксируется в протоколе стендовых испытаний.
Обкатка и настройка после монтажа
Обкатка производится в несколько этапов: постепенное увеличение нагрузки, контроль температур, проверка давления масла, регулировка системы впрыска и холостого хода.
Режимы обкатки и регулировки систем
Установлен последовательный режим обкатки после капитального ремонта двигателя Lister LFT 666 5.0 V8 Supercharged 666 л;с. (2018–н.в.). Первичный прогрев выполняется при холодном блоке до рабочей температуры масла с поддержанием оборотов холостого хода. Последующая эксплуатация производится в несколько этапов: бег на средних оборотах с постепенным увеличением нагрузки, интервал равномерной нагрузки с периодами разгона до частоты, близкой к номинальной, и финишная адаптация после стабилизации параметров. Регулировки топливной системы выполняются после прогрева на контрольном стенде посредством калибровки форсунок и коррекции карты подачи. Система зажигания подлежит синхронизации по углу опережения с применением осциллографа и тахометра. Давление масла контролируется в ходе обкатки с записью кривой давления и сравнением с паспортными значениями. Настройка турбонагнетателя и системы наддува производится при рабочих температурах с фиксированием показаний датчиков расхода и давления. Коррекция компрессии проводится после обкатки при охлажденном двигателе для подтверждения герметичности и соблюдения допусков. Измерения выбросов проводятся на этапе финишной регулировки с применением газоанализатора, при необходимости осуществляется программная адаптация ЭБУ. Запись параметров обкатки включается в отчет о выполненных работах с указанием режимов, длительности этапов и полученных значений.

Отчетность и гарантийные обязательства
Составление акта выполненных работ. Передача протоколов измерений. Гарантийный срок указан в документе. Условия обслуживания зафиксированы.
Составление акта выполненных работ и сроки гарантии
Формирование акта выполненных работ производится по завершении всех операций, указанных в заказ-наряде. В документе фиксируются идентификационные данные агрегата, перечень выполненных операций, применённые детали и материалы, параметры после ремонта. Измеренные величины указываются с указанием методики и приборов. Отдельной строкой отражается информация о регулировках и программных вмешательствах. Приложением к акту прилагаются результаты испытаний на стенде и протокол обкатки. Подписи ответственных исполнителей проставляются в специально отведённых полях. Гарантийный срок на выполненные работы устанавливается в месяцах и пробеге, с указанием условий утраты гарантии при эксплуатации вне регламента производителя. Возврат деталей оформляется актом с перечнем сохраняемых образцов и вторичных материалов.