
Предоставление услуги по ремонту двигателя Maserati Ghibli 2.0 Hybrid 330 л.с. включает диагностику‚ измерения‚ демонтаж‚ разборку и восстановление деталей.
Описание объёма работ
Определение объёма работ включает полный перечень операций по ремонту двигателя Maserati Ghibli 2.0 Hybrid 330 л.с. для выпуска 2020–2023 годов. Выполнение диагностики электронных блоков управления и считывание кодов неисправностей. Измерение компрессии цилиндров при холодном и прогретом состоянии. Измерение давления масла в системе при холостом ходе и нагрузке. Демонтаж агрегата с последовательным отключением коммуникаций и маркировкой точек соединения. Разборка силового блока с удалением навесного оборудования. Дефектовка блоков‚ поршней‚ шатунов‚ коленвала и масляных каналов с фиксацией дефектов в отчёте. Шлифовка и расточка гильз с контрольными замерами допусков после обработки. Подбор и замена поршней‚ колец и вкладышей по размерам и классам‚ контроль натяга колец; Разборка головки блока цилиндров‚ проверка плоскостности‚ шлифовка седел клапанов и замена клапанов при износе. Сборка производится согласно заводским моментам затяжки и очередности операций; Обкатка выполняется в режимах‚ предусмотренных регламентом‚ с последующей диагностикой рабочих параметров. Оформление итоговой документации включает акт выполненных работ и перечень рекомендованных эксплуатационных мероприятий.
Идентификация автомобиля и двигателя
Считывание VIN и маркировки двигателя производится визуально и с помощью сканера. Фиксация данных в протоколе обязательна.
Определение VIN и маркировки двигателя
Фиксация идентификационных данных производится обязательным этапом при приёме агрегата. VIN кузова считываеться с таблички в моторном отсеке или рамке лобового стекла. Маркировка силового агрегата снимается с плоскости блока цилиндров в зоне крепления коробки передач или с торца блока. Сопоставление VIN и маркировки производится с заводской документацией и электронными базами для подтверждения комплектации и года выпуска. Внесение данных в приёмный отчёт выполняется с указанием расшифровки кодов модели‚ типа двигателя‚ номера партии и даты производства. Регистрация несоответствий оформляется актом и сопровождается фотофиксацией мест расположения табличек.

Подготовительные работы
Организация рабочего места: очистка зоны‚ защита кузова‚ подготовка подъемника. Комплектование инструментом: ключи‚ динамометр‚ манометр‚ наборы специальных головок.
Организация рабочего места и комплектование инструментом
Определение зоны работы выполнено с учётом габаритов двигателя и необходимого пространства для подъёмных механизмов. Помещение оборудовано противоскользящим покрытием‚ освещением высокой плотности и вентиляцией приточно-вытяжного типа. Подготовка к операции предусматривает разметку площадки для монтажа поддона‚ тележки инструментов и контейнеров для снятых компонентов. Комплектование инструментом произведено по перечню: набор головок и трещоток метрических размеров‚ динамометрический ключ с градацией крутящего момента‚ приспособления для фиксации коленвала‚ съёмники шкивов и роликов‚ манометры для топлива и масла‚ компрессометр адаптированного типа‚ наборы микрометров и щупов для измерений. Средства маркировки и упаковки деталей включены. Защита деталей обеспечена плёнкой и антикоррозийными средствами. Документация по процедурам и контрольным картам размещена в доступной близости от рабочей зоны.

Диагностика общего состояния
Проведение компьютерной диагностики и считывание кодов неисправностей выполняется перед измерениями. Фиксация результатов в отчёте обязательна.
Проведение компьютерной диагностики и считывание кодов
Подключение диагностического оборудования к разъему OBD-II выполняется с использованием заводских протоколов. Идентификация контрольных блоков производится через интерфейс‚ определяется версия программного обеспечения ЭБУ и модулей гибридной системы. Считывание диагностических кодов неисправностей выполняется в двух режимах: активный мониторинг при запуске двигателя и статическое чтение сохранённых кодов. Данные параметров живых датчиков регистрируются с частотой‚ обеспечивающей разрешение по времени для анализа детонации‚ топливоподачи и турбинного давления. Формирование отчёта производится в стандартизированном виде‚ с указанием кодов‚ описаний‚ параметров во время регистрации и временных меток. Рекомендации по дальнейшей инструментальной диагностике вносятся на основании интерпретации кодов‚ включая целевые измерения компрессии и давления масла для верификации состояния цилиндропоршневой группы и масляной системы.
Визуальный осмотр и фиксация дефектов
Осмотр внешних узлов двигателя выполнен с целью выявления механических повреждений‚ коррозии и течей. Фотографирование дефектов произведено по всем зонам доступа.
Осмотр внешних узлов и фиксация повреждений в отчёте
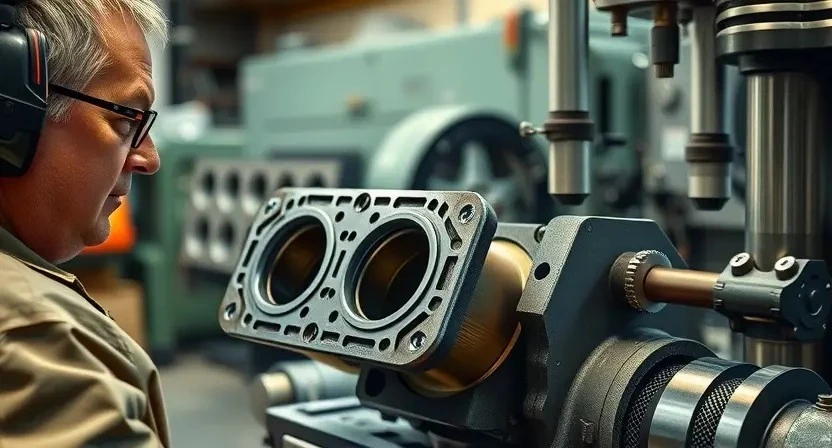
Визуальный осмотр внешних компонентов двигателя Maserati Ghibli 2.0 Hybrid 330 л.с. выполняется для идентификации поверхностных дефектов. Осмотр поверхности блока цилиндров‚ крышки распределительных валов‚ крепежных элементов и навесного оборудования производится при освещении 1000 люкс. Фотографирование дефектов в формате RAW и JPEG выполняется с масштабной линейкой. Фиксация подтеков выполняется путём определения природы утечки: масляная‚ охлаждающая‚ топливная. Измерение зазоров видимых уплотнений производится штангенциркулем с точностью 0‚05 мм. Запись обнаруженных повреждений в электронный отчёт производится с указанием координат‚ размера‚ степени коррозии и предполагаемого влияния на работоспособность. Отмечается состояние соединительных шлангов‚ креплений датчиков и электроразъёмов. В отчёте указывается рекомендация по приоритизации восстановительных работ‚ основанная на критичности дефектов относительно герметичности и безопасности эксплуатации.
Измерение компрессии цилиндров
Измерение компрессии проводится при заглушенном двигателе; применение манометра‚ снятие свечей‚ прокрутка стартером‚ фиксация показаний по каждому цилиндру.
Методика замера и интерпретация результатов
Подготовка двигателя к измерению компрессии предусматривает удаление свечей и обеспечение закрытия впускных и выпускных каналов. Впрыск топлива должен быть отключён путём обесточивания соответствующих цепей. Стартер используется для создания прокрутки; частота холостого хода исключается.
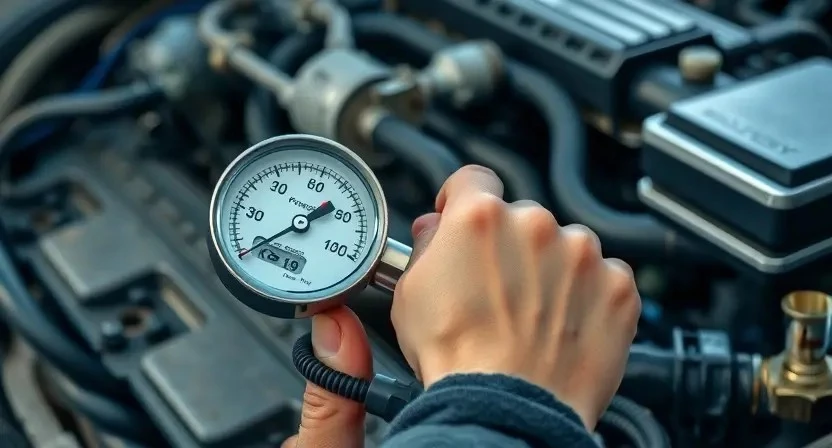
Использование измерителя со шкалой до 30 бар. В каждом цилиндре фиксирование максимального показания после трёх последовательных прокруток. Записи результатов выполняются в таблицу по порядковой нумерации цилиндров.
Интерпретация основана на сравнении значений между цилиндрами и нормативными данными производителя. Разброс более 1‚0 бар указывает на износ колец или неплотности клапанов. Абсолютные значения ниже 9 бар считаются критическими для эксплуатации. Диагностирование заменой компрессии с применением пробной подачи масла в цилиндр производится при подозрении на износ поршневых колец.
Измерение давления масла в системе
Подключение манометра производится к масляной магистрали; Измерение выполняется на холостом ходу и при увеличенной нагрузке. Результаты фиксируются.
Подключение манометра и анализ показаний при различных нагрузках
Подготовка манометра производится с использованием давления‚ соответствующего спецификации Maserati Ghibli 2.0 Hybrid 330 л.с. Создание герметичного соединения с масляным каналом осуществляется через штатный штуцер или адаптер‚ совместимый с резьбой измерительной точки. Измерение проводится при статическом режиме холостого хода‚ при установившейся частоте вращения средних оборотов и при увеличенных оборотах под нагрузкой на стенде. Запись показаний выполняется по временным интервалам и по каждому режиму отдельно.
Анализ результатов проводится сравнением с нормами производителя по давлению до и после фильтра‚ при температуре масла‚ приближенной к рабочей. Отклонения фиксируются в протоколе с указанием режима‚ значения давления и температуры. Выявленные перепады давления интерпретируются как признаки износа насосной группы‚ засора магистралей‚ проблем с обратным клапаном или нарушений в масляных каналах. Рекомендация по дальнейшим операциям формируется на основе зафиксированных значений и сопутствующих признаков стабильности показаний.
Принятие решения о демонтаже
Оценка данных диагностики и измерений. Принятие решения на демонтаж при превышении допустимых допусков‚ при наличии критических дефектов.
Критерии для перехода к снятию агрегата
Проведение демонтажа двигателя разрешается при обнаружении критических отклонений в параметрах‚ влияющих на безопасность и работоспособность. Давление масла‚ измеренное манометром‚ ниже нормативной границы по заводским паспортным данным. Компрессия цилиндров‚ зафиксированная манометром‚ имеет расхождения между цилиндрами более допустимого предела или ниже технического минимума. Наличие скрытых течей масла внутри блока или через прокладки‚ подтверждённое визуально и инструментально. Присутствие металлической стружки в масляном фильтре или магнитном поддоне. Закоксованность или задиры на стенках цилиндров‚ выявленные при визуальном осмотре после частичной разборки. Неисправность ГБЦ‚ выраженная в деформации плоскости или трещинах‚ подтверждённая измерениями и контрольной дефектоскопией. Электронные коды ошибок двигателя‚ указывающие на серьезные механические неисправности‚ считанные диагностическим сканером и трактованные по нормативам производителя; Непригодность навесного оборудования для восстановления на месте‚ подтверждённая протоколом дефектовки. Решение о демонтаже должно фиксироваться в отчёте с перечнем выявленных неисправностей и ссылками на измерения.
Снятие двигателя с автомобиля
Отключение аккумулятора производится. Снятие коммуникаций и выхлопной системы. Подвеска двигателя к крану. Подъём и перемещение агрегата в зону разборки.
Последовательность отсоединения коммуникаций и подъём агрегата
Отключение электрических разъёмов и снятие аккумуляторной батареи выполняется первым этапом с целью минимизации риска короткого замыкания. Слив охлаждающей жидкости и консервация сливных патрубков производятся для предотвращения протечек при демонтаже. Отсоединение топливных магистралей и их промывка обеспечиваются до выполнения дальнейших работ. Удаление воздуховодов и ресивера проводится для получения доступа к навесному оборудованию. Снятие генератора‚ компрессора кондиционирования и рулевого насоса производится по очереди для снижения массы агрегата. Отсоединение выхлопной системы и крепления подрамника выполняется перед подъёмом. Поднятие двигателя осуществляется под подъёмным приспособлением с использованием траверсы‚ центрирование массы обеспечивается до подьёма автомобиля. Фиксация двигателя на траверсе и установка страховочных стропов обязательны для обеспечения безопасности.
Разборка силового блока
Снятие навесного оборудования выполнено. Демонтаж головки и коленвала произведён. Отсоединение коммуникаций оформлено в отчёте.
Порядок снятия навесного оборудования и узлов
Определение последовательности демонтажа навесных агрегатов производится на основе схемы автомобиля и маркировки компонентов. Электрические разъёмы и линии топливоснабжения маркируются для исключения ошибок при сборке. Слив рабочих жидкостей выполняется в предусмотренную тару с последующей утилизацией по регламенту. Системы охлаждения и отопления отключаются при сохранении герметичности контура радиатора и аккумулятора энергии гибридной системы.
Крепёжные элементы подлежат поэтапному ослаблению с фиксацией момента и позиции. Навесное оборудование снимается в порядке удалённости от корпуса двигателя‚ начиная с мелких узлов. Гидравлические и вакуумные магистрали промаркированы и упакованы. Распределительная система питания демонтируется после отключения электроцепей управления. Механические соединения с трансмиссией разделяются при поддержании положения фланцев и центровочных штифтов.
После снятия элементов производится первичный осмотр на предмет трещин и коррозии. Обнаруженные дефекты вносятся в дефектный лист с указанием места и степени повреждения. Части‚ подлежащие дальнейшей обработке‚ маркируются и направляются в зону дефектовки.
Дефектовка деталей
Осмотр узлов произведён визуально и инструментально. Измерение износа‚ дефектоскопия поверхностей‚ оценка трещин‚ магниевый контроль крепления коленвала.
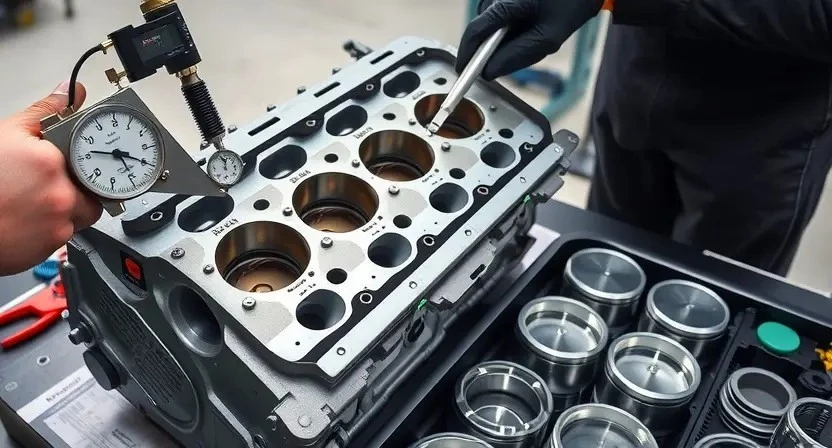
Осмотр блоков‚ поршней‚ шатунов‚ коленвала и каналов масла
Визуальный осмотр блока цилиндров производится с целью выявления трещин‚ коррозии и износа поверхности отверстий. Измерение цилиндров выполняется нутромером и микрометром для определения овальности и конусности. Поршни осматриваются на наличие задиров‚ отложений и следов перегрева. Замеры диаметра поршней и канавок под кольца фиксируются в отчёте. Шатуны проверяются на биение и микротрещины методом магнитопорошкового или ультразвукового контроля. Коленвал подвергается измерению шейки и проверке на наличие изломов‚ задиров‚ следов кольцевой выработки. Каналы масляной системы прочищаются‚ осмотрируются на наличие закупорки и эрозии. Состояние маслосъёмных колпачков и уплотнений фиксируется отдельно. Размещение дефектов в отчёте производится с указанием величин износа и предложенных работ по ремонту.

Шлифовка и расточка блока цилиндров
Шлифовка поверхности гильз производится по заданным диаметрам; Допуски после обработки фиксируются в акте. Контроль параметров обязателен.
Технология шлифовки гильз и допуски после обработки
Подготовка блока осуществляется очисткой рабочих поверхностей и удалением отложений в каналах. Контроль поверхности блока производится измерением биения плоскости и круглости гильз. Стандартная последовательность обработки включает предварительную хонинговку‚ шлифовку и окончательную хонинговку для обеспечения требуемой шероховатости. Шероховатость после обработки должна соответствовать паспортным данным производителя. Обработка гильз производится с учётом тепловых зазоров и диаметральных допусков‚ заданных в технической документации на конкретную модификацию двигателя.
Измерение проводится микрометром и индикатором часового типа в нескольких сечениях по высоте рабочей поверхности. Контроль допусков выполняется по результатам расточки: максимальный износ фиксируется‚ допуск на восстановление определяется спецификацией. Восстановление гильз допускает применение сменных втулок или проточки с последующей шлифовкой до установленного диаметра. Результаты измерений фиксируются в отчёте‚ указывается окончательный диаметр и отклонения по каждому цилиндру.
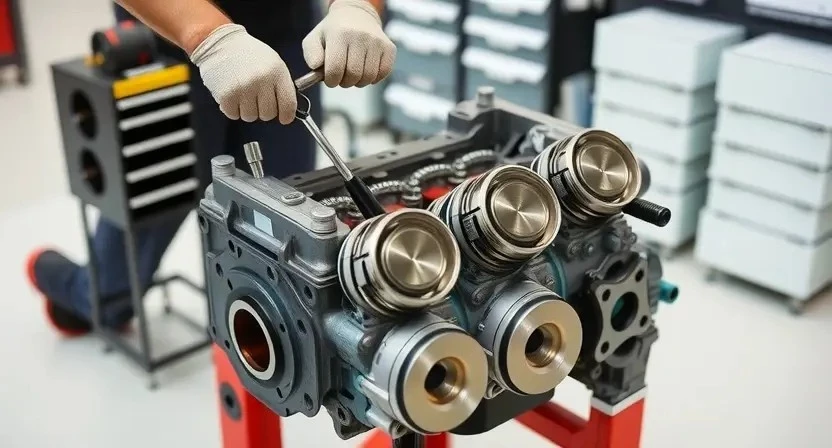
Замена поршней‚ колец и вкладышей
Выбор деталей по каталогу. Подбор посадочных размеров. Монтаж поршней с кольцами в цилиндры. Контроль зазоров и натяга вкладышей. Испытание.
Подбор размеров‚ монтаж и контроль натяга колец
Подбор кольцевых размеров выполняется по внутреннему диаметру гильзы после обработок и по наружному диаметру поршня. Замеры фиксируются микрометром и нутромером с протоколированием результатов. Подбор осуществляется с учётом зазора компрессионных и маслосъёмных колец согласно заводским допускам. Монтаж колец производится с применением оправки для исключения деформации. Расположение замков регламентируется смещением относительно друг друга. Контроль натяга колец производится измерением осевого усилия и контрольным замером компрессии при установке. Испытание на ход и замеры зазоров фиксируются в акте.
Работа с головкой блока цилиндров (ГБЦ)
Разборка ГБЦ выполнена. Плоскостность проверена. Шлифовка поверхности рассчитана по допускам. Замена клапанов и седел документирована.
Разборка‚ проверка плоскостности‚ шлифовка и замена клапанов
Демонтаж головки блока цилиндров производится после фиксации маркировки совместимости и отсоединения навесных компонентов. Очищение поверхности производится для исключения абразивного воздействия при последующей обработке. Снятие клапанов выполняется с использованием съемника для сохранения направляющих. Контроль направляющих производится измерением внутреннего диаметра и биения; замена направляющих фиксируется в акте при превышении износа более допустимого предела. Плоскостность поверхности головки оценивается измерителем плитности по ГОСТ‚ при выявлении дефекта производится шлифовка. Шлифовка проводится с выдерживанием допустимых съёмов металла и с учетом сохранения углов седел. Седла клапанов подвергаются притирке‚ при повреждении замена седел документируется. Контроль герметичности осуществляется методом вакуума или масляной пробойкой. Новые клапаны подбираются по заводским допускам; установка производится с последующей регулировкой тепловых зазоров и фиксированием моментов затяжки креплений. Испытание проводится на стенде для определения утечек и динамики работы механизма распределения газов.
Сборка двигателя
Сборка производится по технологической карте: установка коленвала‚ шатунов‚ поршней‚ ГБЦ; контроль моментов затяжки и зазоров‚ фиксация в акте.
Контроль заальтирования деталей‚ момент затяжки и последовательность сборки
Контроль заальтирования деталей производится по результатам измерений геометрии и соответствия ремонтных размеров. Фиксация допусков выполняется в акте дефектовки. Применение новых болтов и шпилек указывается в документе сборки. Момент затяжки фиксации коренных и шатунных крышек указывается в таблице с указанием ступеней предварительной и окончательной затяжки. Последовательность сборки головки блока определяется схемой угловой и крутильной затяжки. Распределительные шестерни устанавливаются по меткам‚ натяжение цепей приводится в рабочее состояние согласно нормативам. Контроль углов выполняется динамометрическим и угломерным инструментом. Испытание после сборки проводится в стендовых режимах с записью параметров.
Обкатка и настройка после ремонта
Обкатка двигателя проводится при контролируемых оборотах и температуре. Замеры параметров выполняются. Настройка ECU производится по итогам диагностики.
Режимы обкатки‚ проверка рабочих параметров и окончательная диагностика
Обкатка проводится в несколько этапов с контролем температурных и динамических параметров. Прогрев до рабочей температуры производится при стационарных оборотах холостого хода до достижения стабильного показателя охлаждающей жидкости. Затем выполняется серия нагрузочных циклов с постепенным увеличением оборотов и длительностью интервалов для промывки масляных каналов и приработки колец к цилиндрам. Параметры давления масла и компрессии регистрируются на каждом этапе. Диагностические сканеры используются для считывания адаптаций блока управления и ошибок. Валовые усилия и вибрация подвергаются анализу через специализированные датчики. После завершения обкатки производится финальная калибровка систем впрыска и зажигания‚ а также сопоставление фактических параметров с нормативами производителя. Отчёт формируется с указанием замеров и заключений по соответствию.
Оформление итоговой документации
Составление акта выполненных работ. Включение перечня операций‚ использованных деталей‚ замеров и рекомендаций по эксплуатации и гарантийному обслуживанию.
Заполнение акта выполненных работ и выдача рекомендаций по эксплуатации
Фиксация выполненных операций производится в акте работ с указанием позиций и применённых деталей. В акте указываются идентификаторы двигателя и автомобиля‚ перечень измерений‚ итоговые значения компрессии и давления масла‚ перечень дефектов с указанием местоположения и степени износа. Приводится перечень заменённых деталей с номерами и размерами‚ а также использованные допуски и моменты затяжки. Указывается методика обкатки после сборки‚ режимы прогрева и рекомендованные интервалы замены рабочих жидкостей. Регистрация гарантийных условий выполняется с указанием срока и ограничений. Рекомендации по эксплуатации формулируются как эксплуатационные предписания: интервалы контрольных замеров‚ допустимые отклонения параметров‚ условия эксплуатации при низких температурах и при повышенных нагрузках. Описание предупреждений включается в акт как информативная запись с кодами дефектов и ссылками на страницы инструкции по ремонту для дальнейших работ.