

Описание услуги представлено: диагностика, оценка состояния, измерение компрессии и давления масла, подготовка к снятию двигателя и разборка для дефектовки.
Цель документа
Определение объема работ по восстановлению двигателя Maserati Levante Trofeo 3.8 V8 Twin Turbo 580 л.с. (2018–н.в;) для обеспечения эксплуатационной пригодности посредством диагностических, измерительных и ремонтных операций. Установление последовательности технологических этапов, включающей проведение электронной диагностики с снятием кодов ошибок и протоколированием, предварительную визуальную инспекцию на обнаружение утечек и микротрещин, измерение компрессии цилиндров в заданной последовательности, измерение давления масла с указанием контрольных значений и положения датчика. Обеспечение требований к маркировке коммуникаций перед демонтажем, фиксации агрегата при снятии, организации рабочего места с перечнем необходимого оборудования и инструментов. Формирование критериев приемлемости деталей по результатам дефектовки, включая допуски для шлифовки коленчатого вала и расточки блока цилиндров. Установление параметров подбора поршней, колец и вкладышей с указанием посадочных размеров и межосевых зазоров. Описание контроля масляного зазора и биения при установке вкладышей, методики проверки плоскостности головки блока цилиндров, порядка протяжки крепежных элементов и режимов обкатки после сборки. Документирование итогов диагностики и выполненных операций с оформлением отчетной документации и рекомендациями по калибровке систем и проверке рабочих параметров перед передачей автомобиля в эксплуатацию.
Область применения
Применение ограничено: ремонт двигателя Maserati Levante Trofeo 3.8 V8 Twin Turbo 580 л.с. 2018–н.в. Работы выполняются в специализированной мастерской.
Модель и период выпуска
Maserati Levante Trofeo оборудован бензиновым двигателем V8 3.8 Twin Turbo с номинальной мощностью 580 л;с. Конструкция включает алюминиевый блок, двойной турбонагнетатель, цепной привод газораспределительного механизма и интегрированную систему охлаждения повышенной производительности. Заводской индекс двигателя соответствует модификациям выпуска с 2018 года по настоящее время. Эксплуатационные регламенты производителя при проведении ремонтных операций должны учитываться при выборе методик и комплектующих. Серийные номера и идентификационные метки расположены на блоке цилиндров и картере; их фиксация производится до начала демонтажа. Версии с заводской прошивкой различаются по параметрам форсировки; программная идентификация выполняется перед диагностикой. Информационные данные по сцеплению турбин, системе смазки и системе управления подачей топлива должны заноситься в ведомость для последующего анализа.

Требования к рабочему месту
Освободить зону для подъёмника. Обеспечить освещение 1000 лк. Организовать вытяжку, подложки, стенд для агрегатов, набор ключей и измерителей в зоне доступа.
Оборудование и инструменты
Перечень инструментов и оборудования предоставлен для выполнения работ по двигателю Maserati Levante Trofeo 3.8 V8 Twin Turbo 580 л.с. (2018–н.в.). Точило с дозированной подачей абразива для шлифовки коленчатого вала и плоскостей головки блока. Станок для расточки блока цилиндров с цифровым управлением и набором оправок. Прессы гидравлические с регулировкой усилия для запрессовки вкладышей и установки поршней. Универсальный комплект динамометрических ключей с метрической шкалой и набором насадок для моментов затяжки. Компрессометр с адаптерами под свечные и форсункционные отверстия для измерения компрессии в цилиндрах. Манометр для измерения давления масла с переходниками под штатное расположение датчика. Съемники шкивов и демпферов крутильных колебаний. Кронштейны для крепления двигателя при снятии, тележка-опора с фиксацией. Набор щупов для контроля масляных зазоров. Микрометры и индикаторы поворотные для контроля биений и диаметров. Оборудование для промывки масляной системы и каналов. Высокоточный балансировочный станок для валов и маховиков. Набор приспособлений для герметизации отверстий при сборке. Рабочие емкости и поддоны для слива жидкостей. Средства для маркировки коммуникаций и электропроводки. Инструменты для разборки турбонагнетателей и замены уплотнений. Мандрелы и оправки для установки поршневых колец. Специнструмент для фиксации распредвалов при снятии ГБЦ. Электронный сканер с протоколированием ошибок и возможностью чтения параметров в реальном времени; Трансферные оправки для сохранения взаимного положения деталей при сборке. Средства для контроля плоскостности головки блока с планкой и шлифовочной плитой. Ключи угловые для окончательной затяжки крепежа. Упаковочные материалы и маркировочные пакеты для комплектующих. Состав расходных материалов: смазки монтажные, герметики высокотемпературные, смазки для направляющих, фильтрующие элементы для испытаний.
Подготовка автомобиля
Демонтировать элементы, блокирующие доступ к двигателю. Слить жидкости. Обеспечить доступ к точкам крепления. Маркировка соединений выполнена.
Фиксация и обездвиживание
Фиксация транспортного средства производится на подъемнике с грузоподъемностью, соответствующей массе модели. Колеса фиксируются посредством стоек и клиньев для предотвращения смещения при поднятии. Обездвиживание выполняется путем отключения аккумуляторной батареи и изоляции электрических цепей, исключая подачу напряжения на стартер и блок управления двигателем. Тормозная система переводится в фиксированное состояние посредством механического тормозного зажима или стояночного тормоза с удерживающим узлом. Подкапотное пространство закрывается защитными экранами для предотвращения загрязнения рабочих зон. Поддоны и емкости под жидкость располагаются под сливными узлами до начала операций по отключению коммуникаций. Запирание рулевого управления производится при помощи фиксатора рулевого вала. Контроль устойчивости кузова выполняется перед демонтажем внешних агрегатов.
Предварительная диагностика
Сбор данных по истории обслуживания. Визуальный осмотр состояния узлов. Фиксация ошибок эксплуатации. Подготовка первичных измерений и протоколирование.
Сбор данных по истории ремонта
Формирование базы записей о предыдущих вмешательствах в двигатель производится на основании сервисных книжек, счетов и диагностики контроля. Записи включают даты работ, перечень выполненных операций, замененные детали с указанием производителей и артикулов, использованные расходные материалы и значения ключевых параметров до и после ремонта. Журналы технического обслуживания включаются в досье клиента. Протоколы электронных диагностик прилагаются в оригинале. Визуальная документация фиксируется фотографиями дефектов и мест установки компонентов. Протоколы измерений компрессии и давления масла вносится в таблицу с указанием цилиндра и номера прогона. Отчеты по прогону и испытаниям стенда сохраняются вместе с результатами замеров, чтобы обеспечить прослеживаемость и обоснование последующих решений.
Электронная диагностика
Подключение специализированного сканера. Считывание адаптаций, параметров работы турбин и форсунок. Протоколирование кодов ошибок для последующей расшифровки;
Снятие кодов ошибок и протоколирование
Считывание кодов производится диагностическим прибором, совместимым с протоколом CAN. Коды ошибок регистрируются с указанием идентификатора модуля, временной метки и условий появления. Ошибки классифицируются по типу: постоянные, условные, прерывистые. Стирание кодов производится после фиксации и формирования первичного отчета. Повторная проверка логов выполняется для подтверждения устойчивости сигналов. Протоколирование включает выгрузку файлов в защищенный формат, добавление аннотаций по состоянию цепей питания и шины данных. Архивация отчетов осуществляется с присвоением номера наряда и контрольной подписи механизма.
Визуальный осмотр и контрольные замеры
Осмотр поверхностей на утечки и трещины выполнен. Замеры зазоров, толщины прокладок и состояния уплотнений зафиксированы в протоколе.
Осмотр узлов на утечки и трещины
Визуальный осмотр двигателя Maserati Levante Trofeo 3.8 V8 Twin Turbo 580 л.с. проводится с целью выявления внешних утечек и трещин. Осмотр выполняется на установленных опорах при освещении не менее 1000 люкс. Осмотреть поверхности корпусов, фланцев и соединений трубопроводов охлаждения и смазки. Проверка уплотнений выполняется для каждого фланца и крышки. Осмотреть коллектора и патрубки турбин на наличие трещин в зоне приварки и резьбовых соединений. Осмотрать датчики и разъемы на следы коррозии. Осмотр проводки на механические повреждения и изоляционные дефекты. Проверка поддона картера и масляного картера на следы протечек и ударов. Осмотрать головку блока на микротрещины у свечных колодцев и вокруг направляющих клапанов. Фиксация обнаруженных дефектов производится в протоколе с указанием места и характера дефекта, времени осмотра и примененного метода освещения.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром. Получение данных фиксируется в протоколе. Отклонения от эталона заносятся в карту ремонта.
Последовательность выполнения замеров
Подготовка оборудования производится: калиброванный манометр подается к штуцеру компрессии через свечное отверстие. Запуск двигателя не производится; вал проворачивается стартером до достижения стабилизации показаний. Последовательное измерение проводится по цилиндрам, фиксирование значения выполняется в протоколе с указанием номера цилиндра и мгновенного давления. При расхождении превышения порога производится повторный замер после удаления продуктов сгорания из цилиндра. Дополнительные измерения выполняются после добавления 10% топлива от объема камеры сгорания при подозрениях на прорыв клапанов.
Измерение давления масла производится с использованием манометра высокого давления, подсоединяемого в линию давления масляного фильтра. Прогрев двигателя до рабочего температурного диапазона производится, после чего производится запись показаний на холостых и на оборотах повышенной нагрузки. Сравнение с нормативами выполняется по заводским таблицам. Отклонение фиксируется и документируется с указанием величины и режима измерения.
Измерение давления масла
Подключение манометра к месту датчика масляного давления. Снятие показаний при пуске и на холостых, при 2000 об/мин. Регистрировать график и значения.
Положение датчика и контрольные значения
Определение места установки датчика давления масла производится в соответствии с конструктивными решениями двигателя V8 Twin Turbo. Положение датчика указано на корпусе масляной магистрали у масляного фильтра; возможна установка на головке блока цилиндров при наличии штатного отверстия. Для измерений использовать датчик с рабочим диапазоном 0–10 бар и резьбовым соединением, совместимым с посадочным местом. Подключение производится через герметичное электрическое соединение и уплотнение резьбы уплотнительной прокладкой или паронитовой шайбой.
Контрольные значения при прогреве до рабочей температуры: холостой ход 0,8–1,5 бар; средняя нагрузка 2,5–4,0 бар; повышенная нагрузка 5,0–6,0 бар в пике при 4000–6000 об/мин. Давление в момент пуска может достигать 3,5–5,0 бар перед стабилизацией. Отклонения от указанных значений фиксировать в протоколе диагностики. При измерениях учитывать температуру масла и применяемый класс вязкости.
Подготовка к снятию двигателя
Маркировка развязанных коммуникаций. Отключение аккумулятора. Слив рабочих жидкостей. Обезжиривание контактных поверхностей перед демонтажем.
Маркировка и отключение коммуникаций
Маркировка выполняется для обеспечения однозначного восстановления соединений при сборке. Каждому электрическому разъему присваивается уникальный идентификатор, наносится маркировочная лента с кодом и нумерацией. Маркировка топливных магистралей осуществляется цветовой маркировкой и нанесением стрелок направления потока. Маркировка трубок охлаждения включает указание стороны и присоединительного конца. Отключение коммуникаций производится по классифицированной очередности: сначала питание, затем магистрали с давлением, после этого системы охлаждения. Подача питания должна быть прервана через основной предохранитель и разъединитель аккумуляторной батареи. Слив топливной системы выполняется в предназначенную емкость при минимальном остаточном давлении. Дренаж охлаждающей жидкости производится через сливные пробки в подготовленную тару. Электропроводка и шланги фиксируются по местам хранения для защиты от механических повреждений и загрязнения. Уплотнения и хомуты маркируются с указанием положения и степени затяжки для последующей проверки при сборке.
Снятие двигателя с рамы
Фиксация подрамника выполняется. Подсоединение траверсы и стропов производится. Поднятие двигательного агрегата осуществляется плавно до освобождения крепежа.
Порядок демонтажа агрегатов
Операции по демонтажу агрегатов документируются пошагово. Сборка коммуникаций отмечается перед отключением. Электросистемы отключаются и маркируются с фиксацией схемы соединений. Топливная магистраль освобождается от давления через сервисный штуцер. Системы охлаждения отсоединяются с удалением хладагента в специализированную ёмкость и пломбированием вентилей. Воздухозабор и интеркулеры демонтируются с сохранением уплотнений для инспекции. Выполнение демонтажа выхлопных коллекторов производится после их охлаждения и обезжиривания фланцев. Навесные агрегаты снимаются в последовательности: генератор, компрессор кондиционирования, насос гидроусилителя, шланги и крепежи фиксируются как комплект; Трубопроводы и жгуты маркируются и укладываются в индивидуальные контейнеры для исключения перекрестного подключения. Кронштейны и промежуточные опоры демонтируются с контролем состояния резинометаллических втулок. Крепежная фурнитура сортируется по длине и классу прочности в маркированные лотки. При необходимости снятие турбин выполняется после отсоединения магистралей масла и охлаждения до температуры допуска. Снятие головки блока производится по установленной схеме с фиксацией момента ослабления болтов и маркировкой расположения цилиндров. Демонтаж поддона картера завершается с удалением остаточного масла и фильтров, которые упаковываются отдельно для анализа.
Разборка двигателя
Демонтаж узлов выполняется поэтапно. Снятие навесного оборудования, разборка головок, поршневой группы, картер открыт для дефектовки.
Последовательность разборочных операций
Подготовка рабочего места: маркировка соединений и фиксация агрегатов на подставках. Отключение электрических цепей с архивированием идентификаторов. Слив охлаждающей жидкости и моторного масла с протоколированием объема. Демонтаж навесного оборудования поочередно, с хранением элементов в промаркированной таре. Снятие впускной системы и выпускного коллектора раздельно. Отсоединение топливной магистрали с применением заглушек. Снятие турбокомпрессоров с промаркировкой ориентации и положения. Снятие ГРМ в установленных фазах, с фиксацией меток. Демонтаж головок блока цилиндров с равномерной последовательностью ослабления крепежа. Изъятие поршневой группы с маркировкой поршень-цилиндр. Извлечение коленчатого вала после демонтажа крышек коренных вкладышей. Очистка и первичный осмотр корпуса блока и крышек с протоколированием повреждений. Упаковка демонтированных деталей с защитой от коррозии и нанесением штрихкодов.
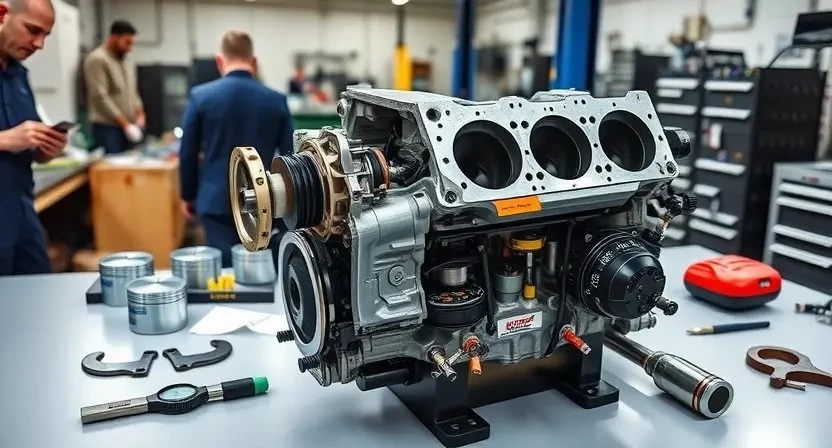
Дефектовка компонентов
Оценка деталей проведена: измерены износы, выявлены трещины, проверены сопряжения. Протокол составлен; дефекты классифицированы и задокументированы.
Критерии годности деталей
Оценка состояния компонентов производится по измеренным параметрам и визуальным признакам при дефектовке. Допустимые износы и повреждения фиксируются в протоколе. Для шатунных и коренных вкладышей контроль масляного зазора выполняется по эталонным значениям; при превышении верхней границы дополнение заменой считается обязательным; Поршни оцениваются по диаметру, овальности и износу канавок; при отклонении от номинала производится замена. Поршневые кольца проверяются по торцевому зазору и износу рабочих кромок; зазор вне диапазона выводит кольца из годных. Блок цилиндров признается пригодным при сохранении плоскостности и геометрии посадочных мест; наличие трещин исключает восстановление фрезеровкой. Коленчатый вал считается годным при соблюдении окончательных допусков биения и диаметров шей; дефекты, требующие шлифовки, регистрируются. Головка блока принимается при отсутствии деформаций и при сохранении каналов охлаждения; при нарушении герметичности производится замена уплотнений и направляющих, а при наличии коррозии или трещин ⎻ замена детали.
Шлифовка коленчатого вала
Шлифование коленвала выполняеться по контрольному чертежу. Обеспечение чистоты посадочных поверхностей. Контроль биения и радиального зазора при сборке.
Технические допуски и контроль качества
Установление технических допусков выполняется в соответствии с заводскими нормативами для двигателя V8 3.8. Диаметр цилиндров фиксируется по калиброванным измерительным инструментам. Значения износа поршней и канавок для колец сопоставляются с эталонными величинами. Биение коленчатого вала оценивается микрометром и индикатором часового типа. Контроль масляных зазоров вкладышей производится щупом и измерительными ёмкостями. Плоскостность поверхности головки блока определяется плитой и индикатором, величины допускаются по значениям завода-изготовителя. Обработка деталей подтверждается протоколами измерений и цифровыми печатями. Отклонения, превышающие установленные пределы, фиксируются в акте дефектовки и переводятся в перечень восстановительных работ; перечень содержит коды работ и требуемые операции. Качество шлифовки подтверждается сертификатами станка и журналом настройки, включающим шаг реза и контроль шероховатости. Замена комплектующих допускается при документальном основании; комплектующие подлежат верификации по сертификационным номерам. Контроль итоговой сборки проводится по регламенту: моменты затяжки протоколируются, зазоры клапанов регистрируются, пусковые параметры двигателя в статике сравниваются с нормативами, протокол испытаний прилагается к отчету.

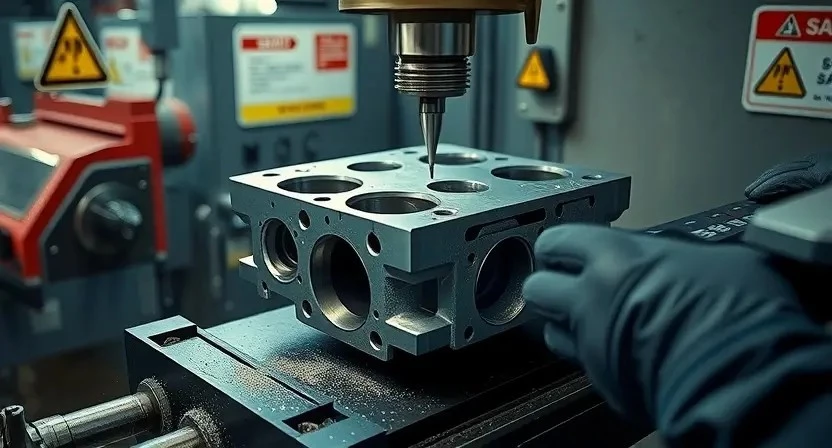
Расточка блока цилиндров
Расточка блока выполняется по размеру ремонтного класса. Контроль диаметра и овальности проводится измерительными приборами. Обработка ведется с допусками.
Параметры обработки и проверка цилиндров
Определение размеров расточки выполняется по технической документации двигателя 3.8 V8 Twin Turbo. Заданные диаметры цилиндров фиксируются, допускаются отклонения в пределах установленных пределов износа. Применение оборудования производится с использованием круглошлифовального станка и расточного прибора с цифровой индикацией. Контроль круглости осуществляется индикатором часового типа по всему рабочему ходу. Измерение конусности выполняется в трёх точках по высоте гильзы. Хонингование производится для обеспечения шероховатости Ra, указанной в регламенте. Контроль диаметра после обработки проводится щупом и микрометром; протоколирование результатов выполняется в журнале операций.
Замена поршней и поршневых колец
Подбор поршней по диаметру и номерам. Замена колец по размерам. Измерение зазоров производится. Притирка канавок и контроль маслосъёма.
Выбор размеров и посадок
Определение номинальных и ремонтных размеров производится на основании заводской документации и измерений после дефектовки. Выбор поршней осуществляется по диаметру цилиндра с учётом допусков на износ; указывается класс ремонтного размера, обозначается посадочный зазор поршень-цилиндр. Подбор колец выполняется исходя из внутреннего диаметра поршневой канавки и толщины компрессионных и маслосъёмных колец; задаются межканавочные зазоры и радиальные люфты. Вкладыши коренные и шатунные подбираются согласно диаметрам шейки коленчатого вала и указанным масляным зазорам; при выборе учитывается материал и покрытие. Параметры постели и шатуна указываются в спецификации для контроля при сборке. Контроль посадочных поверхностей проводится после шлифовки и расточки; допуски фиксируются в акте ремонта.

Замена вкладышей коренных и шатунных
Демонтаж шатунных крышек и коренных крышек. Замена вкладышей по номерам. Контроль масляного зазора измерителем. Притирка посадочных поверхностей.
Контроль масляного зазора и биения
Определение масляного зазора осуществляется по каждому коренному и шатунному вкладышу. Измерение производится микрометрическими инструментами и щупами с протоколированием величин. Снятие крышек коренных подшипников выполняется для обеспечения доступа. Замену вкладышей проводить при превышении установленных допусков. Контроль радиального биения коленчатого вала производится индикатором часового типа при установке в траверсу. Промежуточные значения фиксируются. Отклонения от нормативов классифицируются по уровням критичности. Окончательная оценка годности составляется на основании сравнительных таблиц допусков производителя; при превышении предельных значений планируется ремонтная обработка коленчатого вала и подбор вкладышей по ремонтным размерам.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен: проверка плоскостности, дефекты фиксированы. Планирование ремонта или замены на основании износа и результатов дефектовки выполнено.
Проверка плоскостности и протяжка крепежа
Плоскостность головки блока измерена щупом и индикатором часового типа по нескольким направлениям в соответствии с нормами завода-изготовителя. Зафиксировано значение отклонения от плоскости в миллиметрах с указанием мест превышения допустимого предела. При обнаружении деформации проведена шлифовка на специализированном станке с контролем удаления металла до допустимого значения. Протяжка крепежных болтов выполнена по заданной последовательности и моментам, указанным в технической документации. Контрольный замер после протяжки зафиксирован в журнале работ, включены коды операций и примененные моменты затяжки. Испытание на герметичность выпускной и впускной плоскостей проведено методом опрессовки с визуальным и инструментальным контролем. Отклонения, выявленные при проверке, внесены в дефектную ведомость; предложены размеры для ремонта и перечень заменяемых элементов.
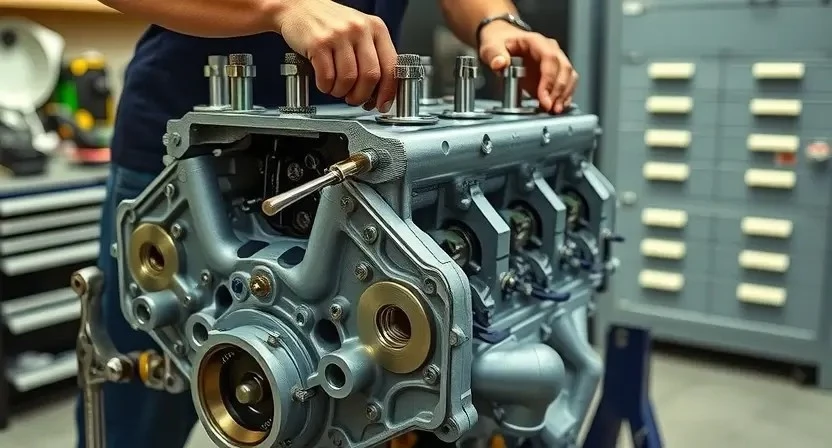
Сборка двигателя
Сборка выполняется по этапам: установка коленвала, шатунов, поршней, ГБЦ, навесного; контроль зазоров и момент затяжки проводится по таблице.
Последовательность сборочных операций
Сборка двигателя производится по этапам с фиксированием размеров и контроля зазоров. Первым этапом является подготовка коленчатого вала: шлифовка окончена, промывка выполнена, контроль биения зафиксирован. Установление коренных вкладышей осуществляется с соблюдением номинальных зазоров; торцевые зазоры колец подгоняются по паспорту. Шатуны монтируются после контроля посадочных мест и проверки соосности; Поршни устанавливаются с указанием направления и применением новых замков колец. Головка блока устанавливается после проверки плоскостности и замены прокладки. Расточка и притирка клапанов выполняются перед сборкой клапанного механизма. Приводы газораспределения монтируются с поэтапной синхронизацией; момент затяжки крепежа регламентируется заводскими значениями. Система смазки подключается с заменой фильтра и промывкой магистралей. Диагностика холодного пуска и контроль давления масла проводятся при сборке в собранном состоянии.
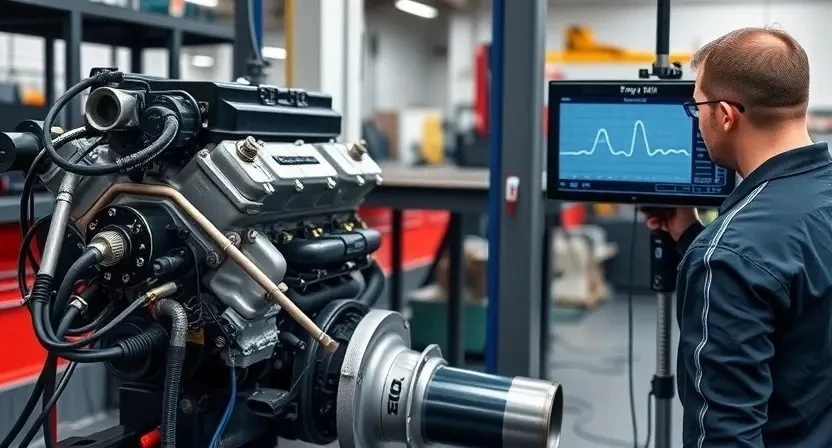
Режимы прогрева и нагрузочного тестирования
Определение регламентных параметров прогрева произведено для обеспечения рабочих зазоров и стабилизации термоупругих деформаций. Прогрев двигателя к рабочей температуре до 90–105 °C выполняется плавным увеличением оборотов на холостом ходу и короткими участками при умеренной нагрузке. Контроль температурных градиентов осуществляется мониторингом датчиков ОЖ и масла. Нагрузочное тестирование проводится на динамометрическом стенде с последовательным увеличением нагрузки в три этапа: холостой прогон, средняя нагрузка, полная нагрузка с удержанием заданного момента. Фиксация параметров производится логированием оборотов, крутящего момента, давления масла и температур. Анализ измеренных данных включает оценку динамики давления масла при повышенных нагрузках, стабильности показаний компрессии по цилиндрам, наличия детонации и аномалий давления наддува. Отказоустойчивость проверяется путем имитации кратковременных повышений нагрузки с контролируемыми интервалами восстановления. Протокол испытаний формируется с указанием режимов, длительностей, пороговых значений и фактических показателей. В случае отклонений от нормирующих значений производится повторная диагностика и документирование выявленных дефектов для дальнейшей дефектовки и ремонта.
Настройка и окончательная проверка
Настройка систем выполняется после обкатки. Калибровка датчиков и адаптация ЭБУ производится. Контроль параметров двигательной работы зафиксирован.
Калибровка систем и контроль параметров
Калибровка электронных блоков управления производится после завершения механических работ, связанных с заменой компонентов двигателя. Прошивка ЭБУ верифицируется с применением фирменного программного обеспечения. Параметры впрыска и углы опережения зажигания выставляются в соответствии с заводскими значениями, заданными для модели Levante Trofeo 3.8 V8 Twin Turbo 580 л.с. Параметры турбонаддува синхронизируются с датчиками давления и положения актуаторов. Контрольная проверка корректности выполняется посредством записи рабочих графиков на холостом ходу и при частичных нагрузках.
Калибровка датчиков температур и давления производится с калибровочными преобразователями. Показания, превышающие допуск, фиксируются в отчете. Выполнение адаптаций дроссельной заслонки и адаптаций дроссельного угла осуществляется через диагностический интерфейс. Коды ошибок стираются и протоколируются с указанием времени и версий прошивки. Карта топлива перепроверяется по стехиометрии, значения лямбда-сигналов переписаны в протокол измерений. Электросхемы питания и массы подвергаются контрольному измерению сопротивления для исключения паразитных падений напряжения. Заводские калибровочные таблицы приложены к отчету.
Документирование выполненных работ
Составление отчёта: перечень выполненных операций, заменённых деталей, измерений компрессии и давления масла, рекламации и рекомендации по дальнейшей эксплуатации.
Отчет по диагностике и замене деталей
Результаты диагностики систем двигателя представлены в виде сводного протокола. Коды ошибок зафиксированы в журнале, параметры топливной системы и системы зажигания зарегистрированы. Компрессия по каждому цилиндру измерена и приведена в табличной части отчета. Давление масла измерено при холодном и рабочем режимах; отображены разницы по каналам подачи.
Список замененных компонентов включен в перечень работ. Установленные поршни и кольца маркированы по размерам, вкладыши подобраны по шагу и проверены на масляные зазоры. Головка блока цилиндров прошла дефектовку; плоскостность и состояние седел клапанов задокументированы. Шлифовка коленвала проведена с фиксацией размеров и биений после обработки. Результаты обкатки и контрольные параметры зарегистрированы в итоговом листе измерений.