

Описание объекта: ремонт двигателя Mercedes-Benz E350 2.0 Turbo MHEV 258 л.с. 2023–н.в.; диагностика, оценка состояния, измерения, разборка, дефектовка.
Описание объекта работ
Объектом работ является двигатель Mercedes-Benz E 350 2.0 Turbo MHEV, 258 л.с., модельный ряд 2023–н.в. Конструкция включает алюминиевый блок цилиндров с чугунными гильзами, турбонагнетатель с электронной заслонкой и встроенной системой мягкой гибридизации. Наличие системы непосредственного впрыска топлива и двухконтурной системы охлаждения отмечается в базовой конфигурации. Привод ГРМ выполнен зубчатым ремнем с гидравлическими натяжителями. Электронные блоки управления взаимодействуют с модулем управления двигателем и модулем гибридной системы. Состояние подключения датчиков давления и температуры должно быть документировано.
Цель и объем работ
Определение объема: проведение диагностики двигателя, измерений компрессии и давления масла, оценка состояния для принятия решения о ремонте.
Перечень выполняемых услуг
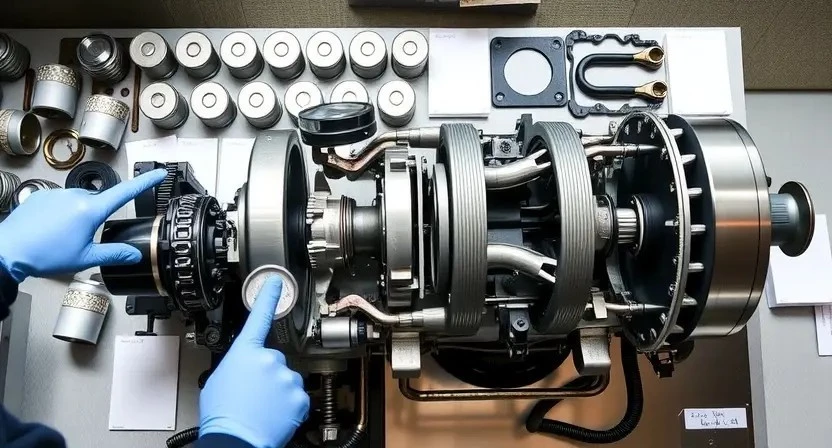
Диагностика проводится с использованием заводского сканера и стендовых приборов для получения параметров управления двигателем и ГРМ. Оценка состояния производится по результатам визуального осмотра, измерений компрессии и давления масла, анализу масляного фильтра и отработанного масла. Измерение компрессии и давления масла выполняется по регламенту производителя с фиксацией значений в протоколе. Снятие двигателя и его навесных агрегатов производится с маркировкой и упаковкой компонентов. Разборка проводится с последующей дефектовкой деталей, фиксацией износа и трещин.
Подготовка рабочего места
Площадка освобождена. Оборудование размещено по зонам. Защитные экраны установлены. Поверхности обезжирены. Электропитание и вентиляция проверены.
Организация инструментов и оснастки
Подготовка набора измерительных приборов для работ с двигателем Mercedes-Benz E350 2.0 Turbo MHEV 258 л.с. включает манометр компрессии с адаптерами для свечных и топливных отверстий, манометр давления масла с адаптером к датчику давления, калиброванные динамометрические ключи с диапазоном моментов затяжки по таблице производителя, набор оправок и съемников под шатуны и вкладыши, губковые и роликовые приспособления для фиксации коленвала при шлифовке, прецизионные микрометры и щупы для контроля зазоров, контрольно-измерительные пластины для проверки плоскостности ГБЦ, заточные стенды и расточные станки с цифровым управлением для восстановления посадочных мест, моечные установки и маркировочные наборы для последовательной идентификации деталей при демонтаже и последующей сборке.
Документация и регистрация автомобиля
Входная документация оформлена: ПТС, регистрационные знаки, сервисная книжка. Регистрация работ выполнена в журнале с указанием VIN и пробега.
Фиксация идентификационных данных и пробега
Фиксация VIN, номера двигателя и регистрационного знака производится при приеме транспортного средства. Регистрационные данные вносится в наряд-заказ и в электронную карту работ. Пробег фиксируется по одометру с указанием показаний на момент поступления и окончания работ. Состояние электронного блока учета пробега документируется путем считывания параметров в диагностическом интерфейсе и сохранения отчета в файловом формате. Идентификационные номера фотографируются с нескольких ракурсов для обеспечения верификации. Оригиналы техпаспорта и сервисной книжки сканируются и прикладываются к документам.
Отметка о передаче ключей и комплектующих вносится в приемный акт. Указанные данные подписываются уполномоченным лицом сервиса и ставится печать организации. Хранение документов производится согласно регламенту сервиса в отдельной папке клиента до закрытия заказа.
Первичная визуальная диагностика
Осмотр внешних признаков: утечки масла и охлаждающей жидкости фиксируются. Крепления и шланги оцениваются. Повреждения покрытий регистрируются.
Осмотр внешних признаков неисправностей
Визуальный осмотр двигателя Mercedes-Benz E350 2.0 Turbo MHEV 258 л;с. 2023–н.в. включает последовательное обследование корпуса, рубашки охлаждения, выпускной системы, турбокомпрессора и элементов газораспределения. Осмотр производится при снятом декоративном кожухе и демонтированных помехоподавляющих кожухах электрической части. Фиксация течей масла и охлаждающей жидкости выполняется с использованием абсорбирующих материалов и фонарика с высокой контрастностью. Оценка состояния уплотнений и шлангов производится по наличию трещин, вздутий и следов масла.
Кузовные крепления и подрамник подвергаются визуальному контролю на наличие деформаций и коррозионных очагов. Фиксация следов перегрева на коллекторах и прокладках проводится с фотопротоколом. Обнаружение нагара в зоне впуска и на юбках поршней документируется. Выявление механических повреждений на корпусных деталях сопровождается измерением зазоров и оценкой возможности восстановления.
Инструментальная диагностика
Считывание кодов ошибок производится через диагностический интерфейс. Параметры двигателя регистрируются. Лог данных сохраняется для последующего анализа.
Снятие кодов ошибок и анализ бортовой информации
Использование диагностического интерфейса для извлечения кодов неисправностей. Считывание дополнительных параметров в реальном времени с шины данных. Сохранение снимков параметров для документирования состояния.
Обработка списков DTC с классификацией по приоритету. Сопоставление кодов с рабочими режимами двигателя и последовательностью событий. Выделение кодов, влияющих на безопасность и эксплуатацию.
Анализ адаптационных значений ЭБУ и показателей датчиков. Сравнение фактических сигналов с эталонными кривыми. Фиксация отклонений по напряжению, давлению, температуре и углу опережения.
Регистрация результатов в отчёте с указанием времени, версии ПО и серийных данных контроллера. Рекомендация на дальнейшие инструментальные измерения при наличии критических ошибок.
Оценка состояния двигателя
Оценка состояния включает визуальный осмотр, анализ параметров работы, сравнительную таблицу отклонений, формирование акта с рекомендациями по ремонту.
Анализ параметров работы и выявление отклонений
Снятие и регистрация рабочих параметров двигательного блока производится посредством диагностического сканера и осциллографа для топливной, впускной и смазочной систем. Считывание оборотов холостого хода, сигналов датчиков давления наддува, температуры охладителя, давления масла и фактических углов опережения впрыска выполняется в рабочем режиме. Сопоставление показаний с эталонными картами контроллера проводится для выявления отклонений. Отклонения по времени впрыска, детонации, обогащению смеси и циклическому пропуску зажигания фиксируются протоколом.
Анализ потребления топлива и показателей компрессии производится параллельно. Выявленные расхождения выражаются в величинах и заносятся в отчет. Классификация выявленных дефектов производится по степени влияния на работоспособность.

Измерение компрессии
Проведение измерений компрессии производится при прогретом двигателе; значения фиксируются по цилиндрам; отклонения сопоставляются с заводскими допусками.
Методика проведения и допустимые значения
Подготовка оборудования включает калибровку компрессометра и манометра масла с погрешностью не более 1,5%. Испытания проводятся при рабочей температуре двигателя 80–100 °C. Для измерения компрессии предусматривать отключение системы подачи топлива и зажигания; выверка поршней выполняться через отверстия свечей при вращении коленвала стартером до стабильных показаний. Допустимые значения компрессии для цилиндров двигателя указаны в технической документации производителя: разброс не более 10% между цилиндрами. Для измерения давления масла использовать штуцер низкого давления в системе; контрольные значения при холостом ходе 0,8–1,5 бар, при 2000 об/мин 3,0–5,0 бар. Фиксация результатов производится в отчетной форме.
Измерение давления масла
Измерение производится манометром на холодном и рабочем двигателе. Фиксация значений при холостых оборотах и при 3000 об/мин. Протокол составляется.
Последовательность замеров и контрольные нормы
Проведение измерений давления масла выполняется последовательностью операций: прогрев двигателя до рабочей температуры, установка манометра на магистральный штуцер, снятие показаний на холостом ходу и при повышенных оборотах. Регистрации подлежат минимальное и максимальное значения, а также профиль изменения при нагрузке. Для компрессии предусмотрено измерение на отключенных зажиганиях по цилиндрам в порядке рабочего цикла с предварительным выворачиванием свечей и кратковременным проворачиванием стартером.
Контрольные нормы для двигателя 2.0 Turbo MHEV: давление масла на холостом ходу 0,9–1,5 бар, при 2000 об/мин 2,0–3,5 бар. Компрессия допускается 11–13 бар при температуре 80°С; разница между цилиндрами не более 1,0 бар. Регистрация результатов производится в отчет с указанием условий замера и оборудования.
Решение о разборке
Принятие решения производится на основании диагностики: компрессия ниже нормы, давление масла отклонено, выявлены посторонние шумы и металлические частицы.
Критерии перехода к демонтажу узлов
Определение перехода к демонтажу производится на основании результатов инструментальной диагностики и первичного осмотра. При зафиксированных кодах неисправностей, указывающих на отказ систем управления двигателем или на неисправность турбокомпрессора, принято решение о дальнейшем разборе. При расхождении параметров компрессии по цилиндрам более чем на 15% от среднего значения производится переход к демонтажу для выявления причин. При снижении давления масла ниже контрольной величины при рабочей температуре допускается демонтаж маслоподающих каналов и подшипников.
При наличии механических повреждений головки блока цилиндров, трещин в блоке или значительного износа вкладышей допускается полная разборка. При обнаружении посторонних металлических включений в масляном фильтре или картере двигателя производится демонтаж для дефектовки и очистки. При выявлении разбаланса поршневой группы производится демонтаж с маркировкой деталей для дальнейшей обработки.

Снятие двигателя и подготовка к разборке
Демонтаж двигателя произведён. Маркировка и упаковка коммутаций выполнены. Подготовка стенда и приспособлений обеспечена для последующей разборки.
Технология демонтажа и маркировка деталей
Демонтаж двигателя производится по этапам с фиксацией положения компонентов. Отсоединение систем проводится последовательным разбором трубопроводов, электропроводки и креплений. Слив рабочих жидкостей выполняется в специализированную тару с последующей утилизацией. Опоры двигателя освобождаются после фиксации узла на подъемном оборудовании. Подвеска двигателя к траверсе осуществляется с применением четко позиционированных точек крепления.
Маркировка деталей производится стойкими маркировочными средствами. Нумерация выполняется для корпусов, крышек и магистралей с указанием положения на корпусе и направлением сборки. Контрольная фотографическая фиксация каждой операции вносится в отчет. Хранение промаркированных деталей организуется по отдельным картотекам с указанием номера двигателя и этапа работ.

Разборка и дефектовка
Демонтаж узлов выполнен. Детали промаркированы. Износ измерен по допускам. Дефекты зафиксированы в акте. Фотофиксация приложена к отчёту.
Процедуры контроля износа и документирование дефектов
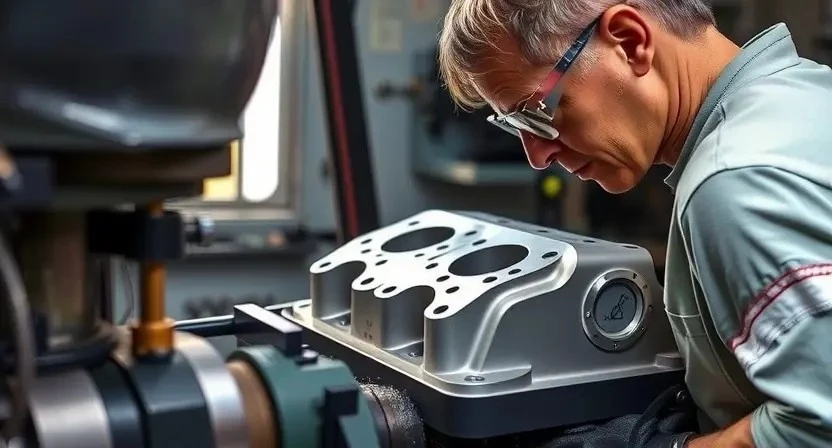
Визуальный осмотр поверхностей цилиндров, поршней, шатунов и крышек коленвала выполняется при освещении не менее 1000 люкс. Фотофиксация выявленных повреждений производится в ракурсе, обеспечивающем отображение глубины и протяженности дефекта. Замер диаметров цилиндров и овальности производится микрометром с погрешностью до 0,01 мм; результаты вносится в протокол с указанием допусков завода-изготовителя. Контроль канавок под поршневые кольца и износа седел клапанов ведётся с применением щупов и кольцеобразных калибров. Измерение люфта вкладышей и шатунных шеек проводится динамометрическим методом с фиксацией усилия притяжки. Протокол дефектов содержит: позиционирование детали по каталожному номеру, измеренные значения, расшифровку признаков усталости материалов, фотографические материалы и заключение о возможности восстановления или необходимости замены. Фиксация проводится в электронной и бумажной форме.

Шлифовка и расточка блоков и коленвала
Шлифование и расточка выполняются по чертежам. Контроль допусков производится после обработки. Измерения шероховатости и геометрии фиксируются протоколом.
Технологические параметры и допуски
Указание размеров и допусков для цилиндров приводится в таблице производителя. Измерение диаметра цилиндра выполняется микрометром и внутренним калибром. Предельный износ поршневой группы по диаметру цилиндра составляет 0,05 мм. Плоскостность блока определяется портативным индикатором; допустимое отклонение 0,05 мм на длине контрольной поверхности. Допуск биения коленвала после шлифовки — 0,02 мм. Толщины маслосъемных и компрессионных колец соответствуют каталожным значениям. Зазоры шатунных вкладышей указываются по марке вкладышей; смена вкладышей при превышении зазора более 0,03 мм. Ремонтная расточка под первый ремонтный размер +0,25 мм. Контроль торца ГБЦ производится плоскостностью; допустимое отклонение 0,08 мм.
Замена поршней, колец и вкладышей
Замена поршней производится по результатам дефектовки. Подбор комплектующих по каталогу. Монтаж выполняется с контролем зазорных величин и торцевых зазоров.
Подбор деталей и порядок сборки
Подбор деталей выполняется по VIN и каталожным номерам. Выбор поршней производится по диаметру цилиндров после расточки. Кольца подбираются по зазорам в канавках и по наружному диаметру поршня. Вкладыши подбираются по маркировке коленвала и по допускам по толщине. Прокладки головки блока выбираются по материалу и по теплофизическим параметрам.
Сборка производится на чистой площадке с контролем микронных интенсивностей. Очистка сопрягаемых поверхностей обеспечивается перед установкой. Смазка деталей производится специализированными составами. Моменты затяжки фиксируются в протоколе. Очередность операций документируется: установка вкладышей, установка коленвала, установка поршневой группы, монтаж ГБЦ, подключение магистралей.
Ремонт и замена головки блока цилиндров
Демонтаж ГБЦ проводится, дефектовка головки выполняется; выявление трещин, контроль плоскости; заменяем клапаны и седла при наличии износа.
Контроль клапанного механизма и герметичности
Проведение осмотра ГБЦ и компонента привода клапанов выполняется последовательно. Визуально фиксироваться наличие повреждений, следов перегрева, масляных отложений, трещин на корпусе и крышках распределительных валов. Замеры люфтов клапанных направляющих и седел производиться микрометром и нутромером. Контроль зазоров между кулачками и коромыслами реализован измерением щупом с фиксацией результатов в протоколе. Проверка герметичности камер сгорания оформляется методом натурного опрессовывания при давлении, указанном в регламенте производителя. Тест герметичности впускных и выпускных клапанов проводится под давлением через впускные порты с одновременной регистрацией утечек по манометру. Оценка состояния маслосъемных колпачков и направляющих выполняется осциллографом давления масла и визуальной дефектоскопией. Утилевание результатов оформляется в акте дефектовки с указанием допустимых отклонений и предложенных работ.
Сборка и монтаж двигателя
Сборка производится по технологической карте. Контроль моментов затяжки выполняется динамометрическим ключом. Монтаж двигателя осуществляется по маркировке.
Контроль моментов затяжки и последовательность работ
Документирует алгоритм контроля моментных параметров при сборке двигателя Mercedes-Benz E350 2.0 Turbo MHEV 258 л.с. 2023–н.в. Значение моментов указано в заводской технической документации.
Этапы работы распределены по операциям: подготовка крепежа и инструмента, первичная посадка болтов с равномерной нагрузкой, предварительная затяжка по чередованию, окончательная затяжка с заданным моментом и последующая фиксация угла поворота там, где предусмотрено. Моменты и последовательность берутся из спецификаций производителя. Применение динамометрического ключа с поверкой допускается.
Маркировка крепежа выполняется перед демонтажем. Запись результатов измерений в журнал обслуживания производится обязательной. Отметки о контроле заводской точности и пробега вносятся в карточку ремонта.

Обкатка и окончательная настройка
Обкатка производится поэтапно: регулировка холостого хода, контроль температуры, адаптация ЭБУ, проверка утечек, документирование параметров и завершение работ.
Программа обкатки, проверка параметров и сдача работы
Обкатка двигателя производится в несколько этапов с контролем давления масла, температуры охлаждающей жидкости и параметров топливной системы. Первичный прогон выполняется на холостом ходу до достижения рабочей температуры. Последующий режим включает ступенчатое увеличение оборотов и кратковременные нагрузки с фиксированием показателей датчиков. Параметры давления масла и компрессии регистрируются до и после обкатки для сопоставления. Выполнение адаптации исполнительных механизмов производится через диагностический интерфейс по регламенту производителя. Заключительный этап включает контроль герметичности системы, проверку натяжения ремней и моментную проверку затяжки крепежа. Оформление акта выполненных работ и регистрация пройденных процедур в технической документации являются обязательными.