

Описание услуги по ремонту двигателя Mercedes-Benz G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.). Диагностика, оценка состояния, измерения.
Общая информация о двигателе Mercedes-Benz G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.)
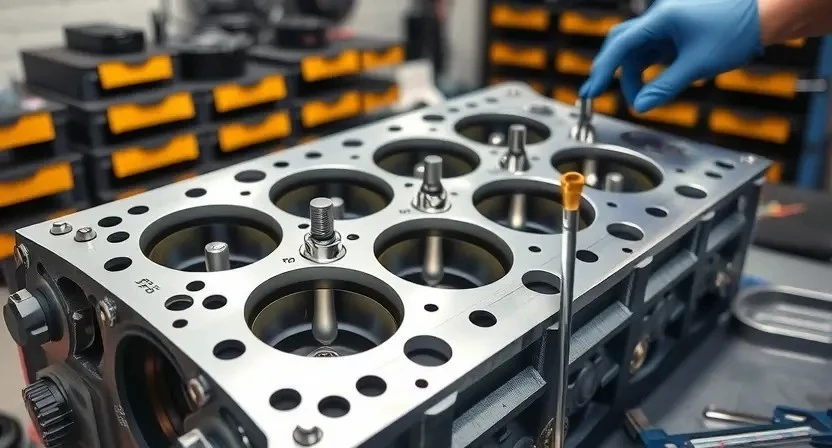
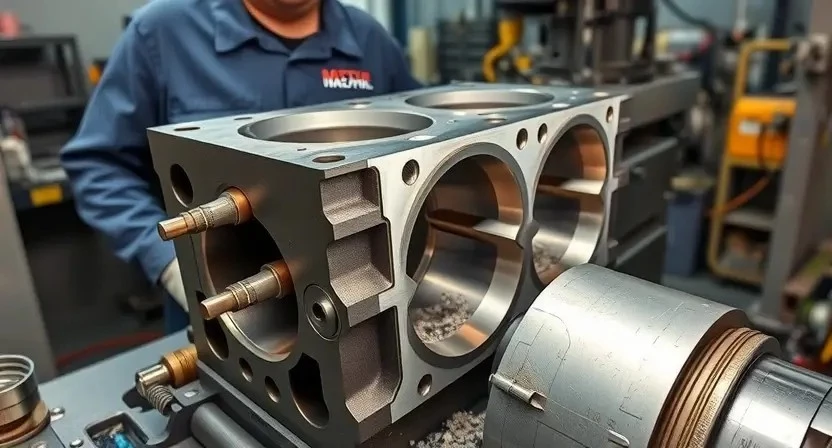
Описание конструкции двигателя представлено: восьмицилиндровый V-образный блок, рабочий объём 3,982 см3, двойной турбонаддув, распределённый впрыск топлива и система изменения фаз газораспределения. Силовая установка оснащена алюминиевым блоком цилиндров и съемными гильзами. Характеристики узлов включают высоконапорные турбокомпрессоры, масляную систему с отдельным охладителем и интегрированный коллектор. Эксплуатационные параметры охватывают рабочие обороты, давление масла и требования к смазочным материалам по допуску производителя. Серийные соединения и крепежные элементы выполнены по заводским чертежам; применяемые моменты затяжки указываются в технической документации производителя.
Перечень предоставляемых услуг
Перечисление работ: диагностика двигателя, оценка состояния, измерение компрессии и давления масла, снятие агрегата, разборка узлов.
Комплекс работ по диагностике и оценке состояния
Выявление технического состояния двигателя Mercedes-Benz G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.) производится последовательной диагностикой. Сбор предварительных данных оформляется документально: VIN, показания одометра, визуальные дефекты фиксируются фотографиями и записями. Замер компрессии производится поршневыми цилиндрами по регламенту производителя с указанием давления и разброса. Измерение давления масла выполняется на холодном и прогретом агрегате с фиксацией давления в кПа или бар и времени реакции. Электронная диагностика включает считывание ошибок, логов рабочих параметров, анализ коррекций. Оценка ресурса механизмов производится по критериям износа подшипников, канавок поршней, зазорам клапанов, состоянию шатунов и коленвала. Документированное заключение оформляется с перечнем выявленных неисправностей и предложением объёма ремонтных работ.
Приём автомобиля
Приём автомобиля производится через сервисную кассу. Документирование данных о пробеге, комплектации и состоянии оформляется в акт приёма.
Документирование исходных данных и пробега
Фиксация идентификационных параметров автомобиля проводится при приёме. Внесение VIN, модельного года, комплектации и состояния одометра в регистрационные документы. Отображение текущего пробега в акте приёма. Сведения о предыдущих ремонтах и сервисных интервалах включаются в карточку работ при наличии подтверждающей документации. Описание визуальных дефектов кузова и моторного отсека записывается отдельно от технических измерений. Фотографирование приборной панели и моторного отсека выполняется с привязкой к дате и времени съёмки. Подпись ответственного лица прилагается к акту приёма.
Первичная визуальная проверка
Осмотр внешних признаков утечек масляных и охлаждающих контуров. Фиксация повреждений корпуса, крепежа, патрубков, кожухов. Фотоархивация состояния.
Осмотр внешних признаков утечек и повреждений
Визуальное обследование агрегата производится с целью выявления утечек жидкостей и механических дефектов. Осмотр выполняется на подъемнике при рабочей температуре. Поверхности картера, кожуха и соединительных труб обследуются на наличие масляных пленок, капель и струй. Соединения масляных магистралей и прокладки поддона оцениваются на герметичность. Трубопроводы охлаждения и патрубки радиатора осматриваются на трещины и набухание. Коллектор и патрубки наддува проверяются на следы масла и механические повреждения. Крышки распределительных валов и клапанные крышки исследуются на пропотевание. Фиксация выявленных дефектов производится с фотосъемкой и отметками в дефектной ведомости. Места коррозии и механического воздействия регистрируются отдельно. Состояние монтажных кронштейнов и опор оценивается на деформацию. Заусенцы и выбоины на фланцах фиксируются с привязкой к позиции.
Электронная диагностика
Считывание кодов ошибок производится через дилерский интерфейс. Параметры работы двигателя фиксируються логами. Адаптация модулей выполняется по регламенту.
Считывание кодов ошибок и параметров работы двигателя
Подключение диагностического оборудования производится посредством совместимого интерфейса. Считывание кодов ошибок выполняется в режиме полного доступа к блокам управления двигателя и трансмиссии. Полученные идентификаторы неисправностей регистрируются в отчёте с указанием времени, кода, текста расшифровки и статуса. Снятые данные параметров работы двигателя сохраняются в лог с частотой выборки, обеспечивающей воспроизводимость. Параметры включают обороты, величину давления масла, температуру охлаждающей жидкости, положение дроссельной заслонки, угол опережения зажигания и показания датчиков давления наддува. Диагностические тесты запускаются автоматизированно для проверки исполнительных механизмов. Значения параметров сравниваются с заводскими допусками. Ошибки с временной маркировкой отделяются от активных. Файл с результатами прилагается к технической карте.
Измерение компрессии
Измерение компрессии производится цилиндр по цилиндру. Фиксация показаний манометра. Сравнение с заводскими допусками. Протокол формируется.
Методика проведения и фиксирование результатов
Подготовка стенда и инструментов. Оборудование установить согласно заводским требованиям. Применять манометр с калибровкой, компрессометр с адаптером для свечного отверстия, адаптер для давления масла с резьбовым соединением. Запуск двигателя на холостом ходу выполнять до установившейся температуры охлаждающей жидкости. Измерение компрессии проводить при отключенной системе зажигания и полном открывании дроссельной заслонки. Для каждого цилиндра записывать не менее трех значений с указанием температуры и напряжения бортсети. Измерение давления масла осуществлять через штатный порт или временный датчик с манометром, фиксировать пиковое и рабочее давление при холодном и прогретом двигателе, при оборотах холостого хода и при повышенных оборотах. Регистрация результатов выполняться в электронном протоколе с указанием даты, идентификатора автомобиля и калибровочных данных приборов. Выборка аномалий оформляться отдельным актом с указанием разброса показаний и возможных причин отклонений. Контроль точности повторением измерений и сравнением с техническими нормами завода-изготовителя.
Измерение давления масла
Замер давления масла выполняется манометром на холодном и рабочем режимах. Фиксация показаний в протоколе. Отклонения сопоставляются с допусками.
Последовательность контроля и интерпретация показаний
Порядок измерения давления масла установлен документально: прогрев двигателя до рабочей температуры, подключение манометра к испытательному порту, фиксация показаний при холостом ходе и повышенных оборотах. Снятие показаний выполняется в серии замеров для исключения случайных отклонений. Приводимые величины сравниваются с паспортными значениями производителя. Отклонение в сторону пониженного давления трактуется как износ масляного насоса, увеличенный зазор в подшипниках или загустевшее масло. Повышенные значения давления интерпретируются как частичная блокировка маслопроводов или повышенная вязкость масла. Резкие перепады давления фиксируются как признак клапанной неисправности или неплотности масляной системы. Отчет оформляется с указанием условий измерения, температуры масла и оборотов коленчатого вала.
Оценка технического состояния по результатам измерений
Анализ измерений компрессии и давления масла выполнен. Отклонения от заводских допусков выявлены. Формирование заключения и рекомендаций произведено.
Критерии соответствия допуску завода-изготовителя
Определение соответствия производится по контрольным параметрам, указанным в сервисной документации Mercedes-Benz для двигателя G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.). Компрессия цилиндров должна находиться в пределах заводских допусков с максимальным разбросом значений, указанным в регламенте. Давление масла при рабочей температуре и заданных оборотах обязано соответствовать паспортным величинам. Радиальные и осевые зазоры вкладышей подлежат сравнению с допусками. Шероховатость и геометрия поверхностей после шлифовки и расточки обязаны соответствовать спецификации. Уплотняющие поверхности головки блока и блока цилиндров подлежат проверке плоскостности по предельным отклонениям. Износ поршней, канавок под компрессионные кольца и маслосъемные канавки оценивается по допустимым износам. Наличие трещин, выработка и деформация деталей подлежат классификации как неисправность при превышении предельно допустимых значений, установленный список дефектов применяется для принятия решения о ремонте или замене. Расхождение измерений с паспортом должно фиксироваться в отчете с указанием измерительного оборудования и условий испытаний.
Решение о демонтаже двигателя
Основание для демонтажа: результаты диагностики, низкая компрессия, нестабильное давление масла, выявленные механические повреждения.
Документированное обоснование необходимости снятия
Фиксация показаний диагностических процедур выполнена в отчётной форме. Считывание кодов ошибок и регистрация параметров работы двигателя оформлены в табличном виде с указанием времени и условий проведения. Измерение компрессии по цилиндрам произведено с применением манометра класса точности, результаты внесены в протокол с указанием отклонений от заводских допусков. Давление масла контролировалось манометрической линией под нагрузкой и в режиме холостого хода; показания оформлены отдельным листом с графиком зависимости.
На основании зарегистрированных параметров выявлены аномалии: разница компрессии превышает допустимые пределы, давление смазки ниже нормативного диапазона при номинальных оборотах, наличие кодов, связанных с гидравлическими элементами и системой смазки. Фотодокументация мест утечек и повреждений приложена к протоколу. Описание дефектов представлено с указанием элементов, требующих демонтажа для дальнейшей оценки: поршневая группа, коренные и шатунные втулки, головка блока цилиндров, масляные каналы и элементы турбонаддува.
Демонтаж двигателя признан обоснованным в случае подтверждения следующих условий: превышение допустимых отклонений компрессии по более чем двум цилиндрам или отклонение давления масла ниже критического значения при рабочем режиме, наличие механических повреждений блоков соединений или систем смазки, подтверждённые визуально и инструментально. Документирование включает перечень контрольных измерений, фотоматериалы, протоколы электроники и заключение о возможности проведения разборки с дальнейшей дефектовкой.
Снятие двигателя
Подготовка подъемного оборудования. Отключение магистралей и электрических разъемов. Демонтаж навесных агрегатов. Извлечение агрегата с маркировкой и фиксацией.
Технологическая последовательность операций при демонтаже
Подготовка рабочего места производится с фиксацией маркировки узлов и деталей. Электропитание отключается, аккумуляторная батарея изымается. Жидкости сливаются в ёмкости с маркировкой и утилизируются согласно регламенту. Системы охлаждения и питания освобождаются от шлангов и соединений с сохранением металлических хомутов; Системы выпуска отсоединяются у коллектора с маркировкой болтов. Электропроводка маркируется и отсоединяется от датчиков и исполнительных механизмов. Крепления двигателя к раме ослабляются по последовательности, предусмотренной заводской документацией. Подвесные опоры фиксируются подъемным оборудованием. Опоры трансмиссии демонтируются при обеспечении соосности. Массивные узлы опускаются на подставки с защитой от деформации.

Транспортировка и подготовка к разборке
Транспортировка двигателя производится на крепёжной раме. Маркировка деталей выполняется. Упаковка защитная применяется для узлов и сопряжений.
Порядок маркировки и упаковки агрегатов
Фиксация идентификационных данных выполняется на каждом снятом агрегате. Маркировка наносится с указанием позиции, номера детали и состояния при снятии. Применение стойкой этикетки и лакового покрытия для сохранения маркировки при хранении и транспортировке. Фотодокументация соответствует журналу разборки с привязкой к номеру узла и номеру кузова. Упаковка производится с использованием амортизирующих материалов и влагозащитных пакетов. Крупные узлы помещаются в деревянные поддоны с креплением стропами и защитными уголками для предотвращения деформации. Мелкие элементы комплектуются в промаркированные пластиковые контейнеры по группам крепежа, направляющих и уплотнений. Каждая упаковка снабжается паспортом содержимого с перечнем деталей и дефектов, указанием допустимых повреждений и предложенными операциями по восстановлению; Отгрузочная пломба применяется для подтверждения целостности при приеме в ремонтный цех.

Разборка двигателя
Разборка производится по технологической карте. Детали маркируются. Компоненты упаковываются. Фотодокументация фиксируется при каждом этапе.
Фиксация состояния компонентов и фотодокументация
Фиксация проводилась при разборке двигателя. Каждый узел маркировался уникальным номером, соответствующим позиции в ведомости деталей. Фотосъёмка выполнялась с использованием шкалы измерений и нормализованного освещения. Поверхности цилиндров, поршней, коленвала, шатунов и вкладышей снимались под прямым углом и под наклоном для выявления трещин и износа. На фотографиях отмечались дефекты резьбы, масляные каналы и сопряжения уплотнений.
Архивация материалов происходила в формате с неизменяемыми метаданными и контрольной суммой. Ведомость сопоставлялась с фотоматериалами. Отчёт включал датированные изображения, коды деталей, измеренные параметры и заключение по визуальным показателям. Данные внесены в базу с возможностью выборки по номеру двигателя и дате.
Дефектовка деталей
Проведение измерений износа и проверки геометрии. Фиксация дефектов фотопротоколом. Оценка подлежатости восстановления по спецификациям.
Методы определения износа и критерии пригодности
Использование измерительных инструментов регламентировано для определения износа деталей двигателя Mercedes-Benz G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.). рименение микрометра и индикатора часового типа для замеров диаметров поршней, шеек коленвала и втулок вкладышей. Применение нутромера и калибраторной линейки для измерения внутреннего диаметра цилиндров. Измерение зазоров уплотнений производить с применением щупов по комплекту допусков производителя. Оценка следов задиров и рисок выполняется визуально с фотофиксацией и сравнением с нормами. Контроль состояния колец проводится путем измерения радиального зазора в канавках и контроля овальности. Определение износа распределительного вала и направляющих производится путем измерения биения и диаметра. Испытание под давлением для проверки герметичности головки блока цилиндров и впускной системы. Оценка степени коррозии и усталости металла выполняется невозмущающим контролем с применением магнитопорошкового и капиллярного методов. Критерии пригодности фиксируются в табличном виде с указанием предельных допусков завода-изготовителя и фактических показателей измерений. Решение о восстановлении или замене детали принимается на основании соответствия измеренных параметров установленным допускам; при превышении предела производится замена.
Шлифовка коленвала и расточка блока
Обработка коленвала до восстановленного диаметра. Расточка блока под ремонтные вкладыши. Контроль допусков по чертежу и фиксация результатов.
Параметры обработки и допуски
Установлены технологические пределы размеров для обработки коленвала и блока цилиндров. Шлифовка коленвала производится с сохранением радиального биения в пределах, заданных изготовителем. Расточка блока выполняется по посадочным местам втулок с обеспечением цилиндрической формы и соосности. Контроль диаметра цилиндра проводится после термической стабилизации деталей. Выбор ремонтного класса поршней и колец производится по измеренным диаметрам и овальности. Зазоры вкладышей подбираются по паспортным допускам и измеренным величинам шейки. Параметры шлифовки и расточки регистрируются в отчетной документации.
Подбор и замена поршней и колец
Подбор деталей по каталогу. Измерение посадочных размеров. Замена поршней и колец производится с контролем маслосъёмных зазоров и допусков.
Выбор комплектующих по спецификации двигателя
Подбор запасных частей для двигателя Mercedes-Benz G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.) производится на основе заводских спецификаций и эксплуатационных требований. Указанные номера оригинальных изделий сопоставляются с каталожными данными производителя. Применение сертифицированных аналогов допустимо при подтверждении соответствия размеров, материалов и термообработки. Для поршней фиксируются диаметры, зазоры поршневой группы и вид покрытий. Для колец указываются высота, линейная усадка и материал. Для вкладышей регламентируется посадочный диаметр шейки коленвала, радиальный зазор и поверхностная твердость. Для прокладок ГБЦ указываются материалы, толщина и стойкость к температурам и давлению. Для болтов крепления головки блока указываются класс прочности и момент затяжки по спецификации. Для масляного насоса и фильтров указываются производительность и пропускная характеристика. Подобранные позиции вносится в ведомость с указанием артикулов, параметров и источника поставки. Сопроводительная документация хранится вместе с картой работ для последующей прослеживаемости соответствия.

Замена вкладышей коренных и шатунных
Вкладыши заменяются по результатам дефектовки. Измерение зазоров производится микрометром. Контроль сопряжений выполняется перед сборкой.
Контроль радиального зазора и методы регулировки
Измерение радиального зазора выполняется при установке коленчатого вала на опоры с использованием микрометра и индикаторной стойки. Фиксация показаний производится в журнале с указанием номера шейки и допуска производителя. Сравнение результатов с паспортными значениями осуществляется для выявления износа. При превышении допуска выполняется подбор вкладышей с соответствующей толщиной. Подбор осуществляется по таблицам допусков и маркировке колец. Установка новой комплектации вкладышей сопровождается калибровкой зазора посредством контрольных измерений при статическом положении вала. Допуск подтверждается повторной записью в протокол.
Регулировка отмечена заменой комплектующих и фиксацией размера в технической карте.

Работы с головкой блока цилиндров (ГБЦ)
Проверка плоскостности ГБЦ. Ремонт седел клапанов. Шлифование посадочных поверхностей. Контроль герметичности после сборки.
Проверка плоскостности и восстановительная обработка
Плоскостность рабочей поверхности головки блока цилиндров оценивается при помощи щупов и плоскопараллельной пластины. Замеры выполняются в трёх направлениях: поперечном, продольном и диагональном. Отклонение фиксируется в протоколе измерений. Допуск сравнивается с технической документацией производителя. При превышении допустимого значения предусматривается восстановительная обработка поверхности. Шлифование выполняется на специализированном станке с контролем удаления металла до установленных пределов. Расточка канавок и резьб производится после шлифовки при необходимости. При обнаружении трещин применяется проверка проникающими составами или магнитного метода, результаты фиксируются и фотографируются. Ремонт трещин осуществляется сваркой с последующей механической обработкой, после чего выполняется повторная проверка плоскостности. Симптомы перегрева или деформации фиксируются в акте дефектовки, рекомендации по замене деталей указываются в заключении.
Сборка двигателя
Сборка выполнена по регламенту: установка коленвала, шатунов, поршней, вкладышей, ГБЦ, затяжка крепежа с моментами, контроль зазоров и синхронизация.
Порядок затяжки крепежа и применение моментных значений
Представлен регламент последовательности затяжки болтов головки блока цилиндров и основных узлов двигателя Mercedes-Benz G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.). Порядок изложен в этапах. Первичный этап предусматривает очистку резьбовых соединений и визуальную инспекцию крепежа. Вторичный этап включает нанесение рекомендованной смазки на резьбы при наличии указаний производителя. Третий этап определяет предварительную затяжку с использованием крутящего момента 20 Н·м в указанном порядке. Четвёртый этап предусматривает последовательную доводочную затяжку по схеме с шагом увеличения момента до 40 Н·м. Пятый этап включает угловую докрутку 90° и контроль остаточных зазоров. Указанные значения подлежат сверке с официальной технической документацией производителя перед выполнением работ.
Установка и подсоединение агрегата
Монтаж двигателя производится по технологической карте. Подключение магистралей и электрических разъёмов выполняется по заводской схеме. Контроль герметичности проводится.
Технология монтажа и проверка соединений
Монтаж двигателя производится по последовательности операций, установленной заводом-изготовителем. Крепежные пары и уплотнения подлежат контролю состояния перед установкой. Шифровка крепежа и маркировка агрегатов выполняются для сохранения соответствия сборки. Присоединение магистралей топливной и масляной системы производится с применением новых уплотнительных элементов и моментных значений. Электрические разъёмы подлежат зачистке контактных поверхностей и повторной фиксации с контролируемым усилием. Воздуховоды и вакуумные трубки устанавливаются с учётом натяга и допусков. Протяжка болтов головки и кронштейнов осуществляется по циклу с контролем углового смещения. Давление в системе охлаждения заполняется через предусмотренное отверстие при статическом контроле герметичности. Соединения трубопроводов проверяются давлением и отсутствием течи при рабочем и повышенном режимах. Запуск двигателя производится после подтверждения соблюдения моментных значений и герметичности всех соединений. Фиксация результатов монтажа оформляется в отчётной документации с указанием применённых деталей и измерений.
Обкатка двигателя
Обкатка проводится после сборки. Прогрев по этапам, контроль давления масла и температуры. Фиксация параметров в протоколе обкатки.
Режимы прогрева и контроль параметров в процессе
Обкатка двигателя выполняется в контролируемых режимах для обеспечения приработки деталей и стабилизации рабочих параметров. Первичный прогрев производится при холостом ходе до достижения рабочей температуры охлаждающей жидкости 80–95°C. После достижения температуры допускается кратковременная эксплуатация на средних оборотах для формирования масляной пленки на шейках коленвала и шатунных вкладышах. Переменные нагрузки вводятся плавно в интервале 20–60% нагрузки с выдержками по времени для равномерного прогрева масляного и охлаждающего трактов. Контроль давления масла производится манометрическим методом с записью величин при холодном и прогретом двигателе. Давление масла должно соответствовать паспортным значениям производителя с учётом температуры и оборотов; отклонения фиксируются. Температурные значения контролируются датчиками охлаждения и масла; допустимые колебания регистрируются в протокол. Частота вращения коленвала варьируется в установленном диапазоне с предельным ограничением по оборотам для исключения механических перегрузок. Отсутствие посторонних шумов и утечек документируется. Фиксация и регистрация параметров производится в журнале обкатки для последующего анализа и выработки заключения о готовности к окончательной настройке и передаче в эксплуатацию.
Настройка и окончательная проверка работоспособности
Настройка управляемых систем производится. Калибровка датчиков выполнена. Испытание на холостом ходу и нагрузке проведено. Активация адаптаций завершена.
Калибровка электронных систем и подтверждение устранения неисправностей
Калибровка электронных систем выполняется после завершения механических работ и сборки узлов. Подключение диагностического оборудования производится через заводской разъем. Инициализация блоков управления осуществляется в соответствии с протоколами производителя. Обновление прошивок проводится по версии, указанной в технической документации. Калибрование датчиков давления масла и положения коленчатого вала производится с фиксацией показаний. Корректировка адаптационных коэффициентов выполняется при достижении стабильных параметров работы.
Подтверждение устранения неисправностей фиксируется протоколами тестов на холостом ходу и при нагрузке. Сначала проводится проверка кодов ошибок, затем мониторинг параметров в реальном времени. Результаты тестирования документируются с указанием исходных и контрольных значений. При несоответствии параметров выполняется повторная калибровка и повторное тестирование до приведения параметров в пределах заводских допусков.

Документация и гарантийные обязательства
Оформление актов выполненных работ. Выдача отчётов с замерами. Гарантийные сроки и условия на заменённые узлы и работы оформляются письменно.
Оформление актов выполненных работ и гарантийных условий
Документация выполняемой работы формируется для фиксации выполненных процедур по двигателю Mercedes-Benz G 500 4.0 V8 Turbo 422 л.с. (2018–н.в.). Акт работ включает перечень диагностических процедур, измерений компрессии и давления масла, операций по снятию и разборке, дефектовке деталей, обработки коленвала и блока, подбору и установке поршней, колец и вкладышей, восстановлению и обработке головки блока цилиндров, сборке, обкатке и настройке. В акте фиксируются расходные материалы и использованные комплектующие с указанием кода и производителя. Отдельной строкой указываются результаты измерений с допустимыми значениями по заводской документации.
Гарантийные условия оформляются в виде приложения к акту работ. Гарантийный документ содержит перечень элементов, покрываемых гарантией, срок гарантийного обслуживания в километрах и месяцах, а также исключения и условия утраты гарантийных обязательств. В приложении указываются требования по обслуживанию в гарантийный период, перечень работ, при выполнении которых гарантийное покрытие сохраняется, и условия по использованию оригинальных или сертифицированных комплектующих. Подписи ответственных лиц и печать организации проставляются в конце пакета документов.