

Вhведение
Описание работ по диагностике и ремонту двигателя AITO M7 гибрид EREV 449 л.с. (2022–н.в.) с перечнем операций и контроля качества.
Описание объекта ремонта
Двигатель AITO M7 гибрид EREV 449 л.с. (2022–н.в.) рассматривается как объект ремонта. Конфигурация: бензиновый агрегат V-образного исполнения с турбонаддувом и интегрированной электрической поддержкой. Рабочий объем и компоновка узлов подлежат уточнению по идентификационным табличкам. Силовой узел эксплуатировался в составе гибридной системы с рекуперацией. Прогнозируемые зоны износа: уплотнения‚ поршневая группа‚ вкладыши коленвала‚ клапанный механизм‚ направляющие. Крепежные и соединительные элементы могут иметь деформации в местах высоких нагрузок. Состояние электрообвязки и датчиков подлежит фиксации. Оценка пригодности к ремонту производится по результатам диагностики‚ измерений и дефектовки.

Область применения услуги
Применение услуги ограничено двигателями AITO M7 гибрид EREV 449 л.с. (2022–н.в.). Работы охватывают комплекс диагностических и ремонтных операций.
Модель и модификация двигателя
AITO M7 гибрид EREV 449 л.с. 2022–н.в. характеризуется бензиновым двигателем внутреннего сгорания в составе гибридного привода с электрической мотопередачей и генератором-двигателем для подзарядки тягового аккумулятора. Конфигурация цилиндров рядная‚ рабочий объём и степень сжатия указываться по паспорту силового агрегата. Показатели мощности и крутящего момента приведены в технической документации производителя. Система газораспределения размещена в головке блока‚ привод осуществляется цепным или ременным механизмом в зависимости от исполнения. Применимые масла и допуски соединений указываются в регламентных данных. Электронные компоненты управления интегрированы в блок управления гибридной силовой установки и подлежат отдельной диагностической процедуре.

Комплект документов
Перечень: паспорт автомобиля‚ ПТС‚ сервисная книжка‚ заказ-наряд‚ протоколы измерений компрессии и давления масла‚ дефектовочная ведомость.
Техническая документация и регламенты
Нормативная документация включена в комплект работ. Технические руководства производителя перечислены по категориям: общие сведения‚ электрические схемы‚ гидросистемы‚ системы охлаждения‚ смазки и управления гибридной силовой установкой. Руководства по ремонту и обслуживанию предоставлены с указанием версий и номерных обозначений. Рабочие регламенты оформлены с порядком операций‚ контрольными параметрами и допусками. Перечень измерительных приборов и калибровочных процедур включён в документацию. Журналы учёта работ и протоколы испытаний предусмотрены для фиксации результатов; Сертификаты на расходные материалы и допуски упомянуты отдельными записями. Инструкция по безопасной утилизации жидкостей и компонентов включена.

Подготовка рабочего места
Рабочая зона очищена. Инструменты разложены по функциям. Оборудование выставлено по технологической карте. Защита и маркировка элементов выполнены.
Организация инструментов и оборудования
Определение перечня инструментов и стендов‚ предназначенных для операций с двигателем AITO M7 гибрид EREV 449 л.с. Производится инвентаризация ключевых позиций: набор динамометрических ключей с регулировкой моментов‚ универсальные и специализированные съемники‚ головки и трещотки метрических размеров‚ пресс для запрессовки вкладышей‚ шлифовальный станок с контролем оборотов‚ расточной стенд с цифровой системой позиционирования‚ компрессометр и манометр масла с калибровкой‚ транспортировочная траверса с фиксацией‚ грузоподъемное оборудование с заявленной грузоподъемностью.
Размещение инструментария выполняется по зонам. Хранение инструментов предусматривается в маркированных ящиках. Этапы подготовки рабочего места документируются. Проверка калибровки оборудования производится до начала операций. Запись о техническом состоянии инструментов включается в журнал.
Первичная диагностика
Визуальный осмотр зафиксирован. Фиксация утечек‚ состояния проводки и крепежа. Замеры параметров при холодном запуске проведены.
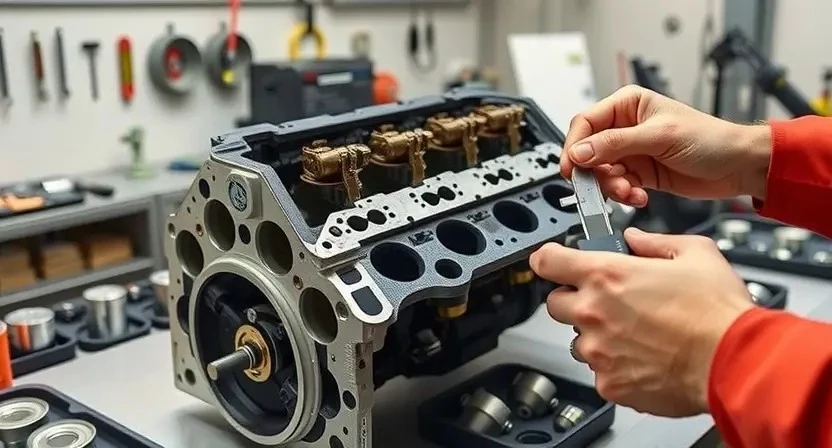
Визуальный осмотр и фиксация дефектов
Визуальный осмотр производится с целью выявления внешних повреждений и признаков течей. Фиксация выполняется в виде фотографий и описанных замечаний по каждой зоне: корпус двигателя‚ крышки‚ маслопроводы‚ трубопроводы охлаждения‚ фланцы и крепления. Осмотр направлен на обнаружение трещин‚ коррозии‚ деформаций‚ следов перегрева‚ следов ударов и износа уплотнений. Протечки регистрируются с указанием места‚ характера и предполагаемой причины. Повреждения крепежа отмечаются отдельно с указанием номера болта и места расположения. Состояние наружных поверхностей оценивается по степени загрязнения и наличию абразивных следов. Результат фиксируется в журнале с фотографиями‚ измерениями и цифровыми метками для дальнейшей дефектовки.
Электронная диагностика
Считывание кодов ошибок ЭБУ выполнено. Регистрация параметров двигателя произведена. Анализ периодов работы и логов записан в отчёт.
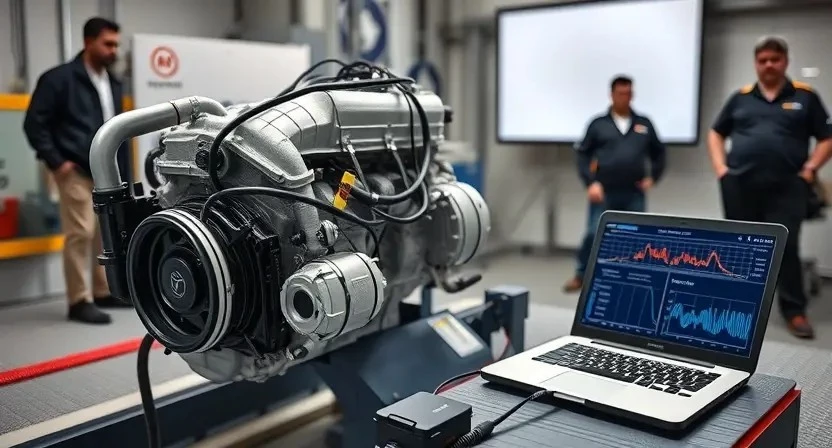
Считывание кодов ошибок и параметров ЭБУ
Подключение диагностического оборудования производится к диагностическому разъему согласно электрической схеме транспортного средства. Считывание кодов неисправностей выполняется посредством стандартизированного протокола обмена. Формирование списка кодов осуществляется с указанием идентификаторов‚ временных меток и статусов. Параметры живых данных регистрируются с частотой‚ обеспечивающей детальную картину работы силовой установки. Для каждого параметра фиксируются нормативные и фактические значения. Интерпретация кодов выполняется в соответствии с технической документацией производителя. Архивирование протоколов производится в электронном виде. Протокол диагностики включает перечень считанных кодов‚ значения параметров в момент фиксации‚ предпосылки к возникновению ошибок и ссылки на регламенты устранения. Независимая валидация результатов производится с использованием баз данных производителя и калибровочных таблиц.

Оценка состояния двигателя
Анализ износа производится по данным диагностики‚ компрессии и давления масла. Документирование результатов выполнено в сервисном журнале.
Анализ результатов диагностики и журналирование
Обработка диагностических данных производится по этапам. Считываемые параметры ЭБУ‚ значения компрессии и давления масла вносируются в журнал с указанием даты‚ времени и идентификационного номера автомобиля. Отклонения от нормативных значений фиксируются отдельной записью с указанием величины отклонения и предполагаемой причины повреждения. Результаты визуального осмотра сопоставляются с электронными данными. Выявленные дефекты классифицируются по степени критичности и присваивается код состояния.
Протокол составляется в структурированном виде. Каждая операция сопровождается ссылкой на применённый метод измерения и инструмент. Используемые калибры‚ датчики и программное обеспечение указываются в разделе оборудования. При необходимости проводится повторная проверка с отметкой о проведённом контроле. Архивирование записей производится в электронном реестре с резервным хранением. Отчёт о состоянии двигателя формируется на основании журналирования и прилагается к наряду-акту.
Измерение компрессии
Измерение компрессии проводится цилиндр за цилиндром. Применение манометра‚ фиксация значений‚ сравнение с заводскими допусками‚ запись актов.
Методика проведения и интерпретация значений
Подготовка двигателя к измерению компрессии производится посредством удаления компонентов‚ влияющих на доступ к цилиндрам и на герметичность. Запуск двигателя исключается. Приводной механизм фиксируется в положении ВМТ для каждого цилиндра. Замеры выполняются манометрическим компрессометром с адаптерами‚ обеспечивающими уплотнение посадочных мест свечей или форсунок. Для каждого цилиндра фиксируется максимальное давление за пять полных оборотов стартера. Показатели регистрируются в журнале.
Интерпретация значений производится по диапазонам: давление выше нормативного значения признаётся допустимым; снижение давления относительно эталона для данного мотора свидетельствует о износе поршневой группы‚ кольцевых уплотнений или регулировочных элементов. Наличие значительной разницы между цилиндрами указывает на дефект клапанного механизма‚ прогорание седел или нарушение герметичности блока. Дополнительная проверка проводится с применением теста утечки воздуха для уточнения источника потерь и подтверждения степени неисправности.
Измерение давления масла
Проведение замера давления масла выполняется с применением манометра‚ фиксирование значений при разных режимах‚ сопоставление с нормативами производителя.
Последовательность измерений и критерии оценки
Установка манометра осуществляется на масляный канал через штатное ответвление или адаптер. Запуск двигателя производится до рабочей температуры. Снятие показаний выполняется при стабильных оборотах холостого хода и при повышенных оборотах для оценки динамики. Фиксация минимального и максимального давления производится в журнале. Сравнение значений производится с нормативами производителя. Оценка давления холостого хода проводится по установленному допуску. При падении давления ниже порога осуществляется проверка масляного насоса и фильтра. При превышении верхнего порога проводится осмотр редукционного клапана и магистралей. Повторное измерение выполняется после замены дефектных компонентов. Запись результатов сопровождается указанием температуры‚ оборотов и применённых инструментов.

Снятие двигателя
Подготовка места выполнения работ. Отключение электрических цепей. Слив жидкостей. Маркировка жгутов и трубок. Демонтаж опор и подъёмный кран.
Подготовка к демонтажу и маркировка компонентов
Подготовка рабочего места производится с очисткой рабочей зоны от посторонних предметов‚ с обеспечением освещения и промышленной вытяжки. Подъемные приспособления калибруются по массе агрегата и закрепляются согласно паспорту. Электрические разъемы обесточиваются через штатный предохранитель и фиксируются пломбировкой. Топливная система обесточивается и опорожняется в специализированную емкость. Соединительные трубопроводы маркируются кодами по схеме‚ нанесенной на бланке операции. Крепежные элементы группируются по месту установки и упаковываются в маркированные пакеты. Шланги‚ провода и датчики нумеруются лазерной маркировкой или наклейкой с уникальным идентификатором. Демонтажные операции документируются в журнале с указанием времени‚ инструмента и состояния деталей. Снятые узлы помещаются на антистатические подставки и закрываются крышками для защиты от загрязнений.
Разборка узлов и агрегатов
Демонтаж узлов производится по маркировке. Разобранные детали маркируются‚ упаковываются и заносятся в журнал с указанием дефектов и размеров.
Последовательность разборки и хранение деталей
Определение очередности операций при демонтаже элементов мотора. Снятие вспомогательных агрегатов производится перед демонтажем головки блока цилиндров. Отсоединение трубопроводов и электроразъемов выполняется с маркировкой креплений. Головка блока подлежит аккуратной установке на прокладочный поддон. Коленчатый вал фиксируется в горизонтальном положении для предотвращения деформаций. Поршневые сборки извлекаются по цилиндровым рядами с фиксацией номера цилиндра. Вкладыши и шатуны маркируются и укладываются в индивидуальные контейнеры. Мелкие крепежные элементы фасуются по позициям с заполнением описи. Детали‚ подлежащие шлифовке или расточке‚ отделяются в отдельную тару с указанием типа обработки. Поверхности‚ чувствительные к коррозии‚ покрываются антикоррозионным составом. Хранение подшипников и валов производится в помещениях с контролируемым уровнем влажности и температурой. Упаковка выполняется с применением влагозащитных материалов. Журнал операций ведется с указанием даты и исполнителя.
Дефектовка деталей
Проведение дефектовки производственной последовательностью. Измерение геометрии‚ контроль трещин‚ оценка износа по нормативам‚ документирование результатов.
Методы контроля состояния и классификация дефектов
Применение неразрушающих и измерительных методов контроля для оценки состояния деталей двигателя AITO M7 гибрид EREV 449 л.с. (2022–н.в.). Визуальный осмотр выполняется с фиксированием трещин‚ коррозии‚ износа рабочих поверхностей и следов перегрева. Магнитопорошковое обследование применяется для выявления поверхностных и подповерхностных трещин в клапанах и головке блока. Ультразвуковая дефектоскопия применяется для контроля толщины стенок и обнаружения внутренних полостей. Контроль твердости производится по упомянутым допускам изготовителя. Геометрические измерения валов и посадочных поверхностей выполняются микрометрами и индикаторами с протоколированием. Измерение параметров масляных каналов и отверстий проводится промывкой и визуальной оценкой проходимости. Классификация дефектов производится по критериям ремонтабельности‚ требуемой замены и предельной износостойкости. Ремонтопригодные повреждения маркируются и помещаются в отдельную очередь обработки. Непригодные к восстановлению элементы указываются в дефектном акте с рекомендацией на замену.
Шлифовка коленчатого вала
Шлифовка выполняется на станке с контролем биения и круглости. Допуск шейки определяется техническими регламентами производителя. Документирование результатов.
Технологические допуски и контроль геометрии
Установлены критические размеры и предельные отклонения для процедур шлифовки и расточки цилиндров‚ коленвала‚ шатунных шеек и опор коренных подшипников. Указать номиналы и допуски в рабочей документации. Применение калибровочных шаблонов и микрометров для проверки диаметра цилиндров и шеек. Применение индикаторов для контроля биений и конусности. Обеспечение чистоты поверхности и отсутствие рисок перед измерением. Контроль плоскостности ГБЦ с применением щупов и поверочной линейки. Обеспечение соосности при сборке посредством оправок; Предельные значения износных характеристик и критерии списания деталей внесены в карту дефектовки. Погрешность измерений фиксируется в отчете.
Расточка блока цилиндров
Расточка блока выполняется по измеренным износу параметрам. Заданные размеры и допуски применяются. Обработка выполняется с контролем круглости и соосности.
Параметры расточки и допустимые предельные значения
Установление параметров расточки блока цилиндров производится по технологическим картам производителя. Применение станочной расточки с шагом обработки‚ соответствующим маркировке материала‚ обеспечит заданную геометрию цилиндров. Задан диаметр номинальный и допуск на износ; при наличии заводских данных использовать номиналы. Контроль цилиндров производится измерительным комплексом с индикатором и калибрами. Величины износа фиксируются в протоколе.
Указать допустимую овальность и конусность в пределах 0‚02–0‚05 мм в зависимости от класса материала. Предельное увеличение диаметра при ремонте допускается до ремонтного размера‚ указанного в документации‚ без превышения общей прочности стенки блока. Допуск радиального биения поршневой направляющей ограничен 0‚03 мм. Снятие припусков производится по величинам‚ обеспечивающим последующую гильзовку или подбор ремонтных поршней. Поверхностная шероховатость после расточки должна соответствовать параметру Rz указанному в регламенте; при необходимости выполнять хонингование до требуемой величины для нормализации масляной пленки. Журналирование обработок и печать протоколов соответствия обязательны.
Замена поршней и поршневых колец
Подбор комплектов по номерам. Демонтаж поршней с маркировкой. Установка новых колец с контролем зазоров. Регистрация параметров в журнале.
Подбор деталей и порядок установки
Подбор компонентов производится на основе каталожных номеров и измерений после дефектовки. Оригинальные элементы и сертифицированные аналоги указывать в спецификации. Поршни подбирать по диаметру и компрессионной высоте. Кольца подбирать по толщине и зазору в канавке. Вкладыши подбирать по размерной группе и радиусу‚ допуски указывать в паспорте операции. Головка блока подбирать с учетом плоскостности и совместимости с прокладкой. Болты крепления указывать одноразовые или допускаемые к повторному применению по регламенту. Прокладки и сальники подбирать по материалу и теплофизическим характеристикам. Фильтры и уплотнения указывать в перечне закупки. Ведомость наличия комплектующих формировать перед сборкой. Установка деталей выполняться по этапам‚ заданным технологической картой. Смазка поверхностей и фиксация резьбовых соединений указываться отдельно в инструкции к этапу сборки.
Замена вкладышей и подшипников
Демонтаж вкладышей. Измерение износа. Подбор радиальных и коренных размеров. Установка новых узлов с соблюдением зазоров и моментных значений.
Контроль зазоров и методы приработки
Измерение зазоров вкладышей выполняется микрометрией и щупами. Фиксация значений производится в журнале. Отклонения от паспортных величин подлежат классификации по степени: допуск‚ превышение‚ критическое значение. Испытание посадочных поверхностей производится при помощи индикаторов плоскостности и приборов для контроля круглости. Выбор вкладышей производится по маркировке и размерной группе. Применение смазочных составов при сборке осуществляется в соответствии с нормами производителя. Притирка седел клапанов производится абразивными пастами с последовательной очисткой каналов. Приработка поршневых колец производится на стационарном стенде с контролем дифференциального давления и уровня масла; запись параметров производится для каждой операции. Контроль зазоров клапанов обеспечивается регулировочными шайбами с измерением теплового зазора при холодном состоянии агрегата.
Ремонт и замена головки блока цилиндров
Демонтаж головки произведён. Исправность клапанов оценена. План шлифовки и герметизации составлен. Уплотнения заменены. Контроль давления выполнен.
Технология шлифовки и герметизация
Подготовка поверхности головки блока цилиндров производится до снятия следов масла и нагара. Обработка проводится на плоскостном шлифовальном станке с контролем параллельности. Контроль плоскостности осуществляется щупами и индикатором часового типа. Допуск плоскостности установлен в документации изготовителя. Удаление материала производится равномерно. Допускаемая величина съёма указывается в регламенте. Поверхность обрабатывается по шаблону с применением охлаждающей смазки для предотвращения перегрева. После шлифовки проводится промывка растворителем и сушка.
Герметизация выполняется с применением новой прокладки головки блока цилиндров‚ подбор которой производится по каталожному номеру двигателя. Контактные поверхности покрываются герметиком температурной стойкости‚ соответствующим рабочим параметрам двигателя. Нанесение герметика производится тонким слоем. Допуск затяжки предусматривает момент и очередность в болтовой схеме согласно регламенту. Контроль герметичности осуществляется путем опрессовки охлаждающей системы и измерения потери давления при статическом тесте.
Сборка двигателя
Сборка производится по регламенту: установка коленвала‚ вкладышей‚ поршней‚ ГБЦ‚ затяжка по моментам‚ контроль зазоров‚ фиксирование протечек.
Сборочные операции с указанием моментов затяжки
Сборка вместе с фиксацией узлов производится по этапам с указанием моментных значений‚ последовательностей и контроля состояния. Подготовка поверхностей включает очистку‚ обезжиривание‚ удаление следов герметика и кромочная обработка. Установление вкладышей производится в гнезда головок и коренных опор; зазор измеряется щупом‚ величины фиксируются в журнале. Шатуны притягиваются в три этапа: предварительная затяжка 30 Н·м‚ промежуточная 70 Н·м‚ окончательная 120 Н·м с проверкой углового поворота 90°; порядок цилиндров соблюдается по маркировке. Болты головки цилиндров затягиваются в четыре этапа: 40 Н·м‚ 80 Н·м‚ 120 Н·м‚ последовательно дополнительно угол 90°; использование моментного ключа и угломера регистрируется. Крышки распредвалов фиксируются моментом 10 Н·м‚ распределение нагрузки проверяется индикатором биений. Поршни размещаются с кольцами‚ направление поршневых канавок зафиксировано; шатуновые болты притягиваются по указанной схеме с контролем остаточного усилия. Уплотнители устанавливаются с применением указанного герметика; фронт герметизации проверяется на отсутствие вытеканий при статическом давлении 0‚3 МПа. Контроль окончательной геометрии проводится индикатором часового типа и микрометром; результаты заносятся в акт сборки.
Обкатка и настройка после ремонта
Обкатка проводится по контролируемому режиму. Настройка электронных систем выполняется по заводским параметрам. Журналирование результатов обязательно.