
Описание услуги по ремонту двигателя Audi A3 1.4 TFSI 150 л.с. (2012–2016). Перечень диагностических и восстановительных операций представлен далее.
Описание услуги
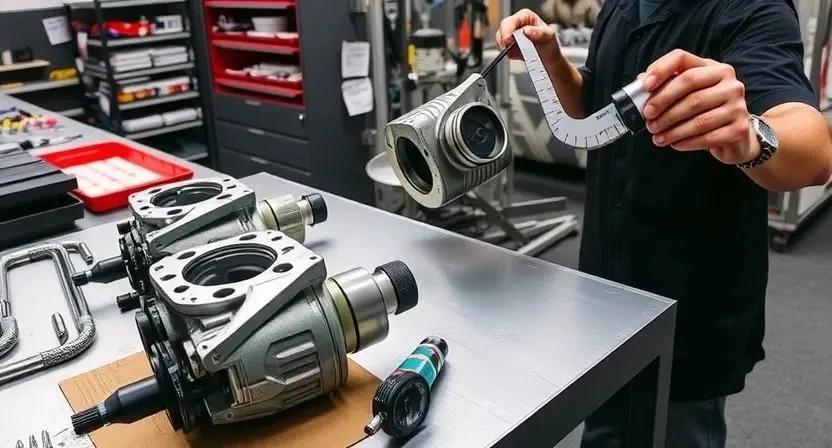
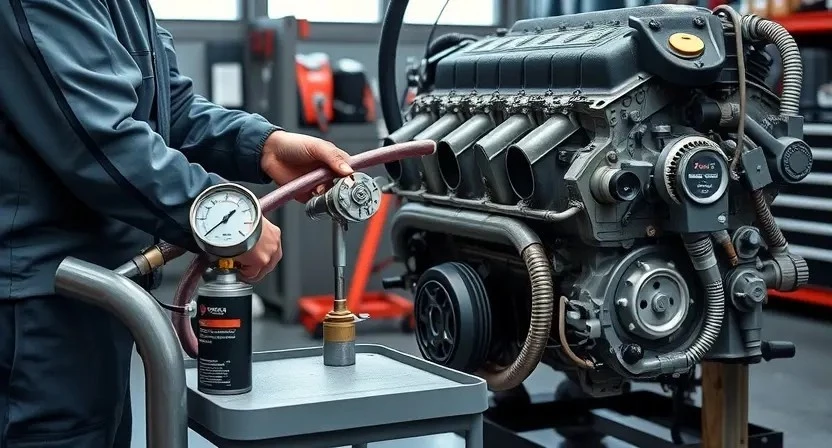
Предоставление услуги по ремонту двигателя Audi A3 1.4 TFSI 150 л.с. (2012–2016) включает комплекс диагностических и восстановительных операций. Проведение общей визуальной оценки состояния агрегата‚ фиксация дефектов‚ регистрация параметров в документации. Выполнение измерения компрессии цилиндров с использованием поверенных манометров и фиксация результатов с указанием допустимых пределов. Снятие показаний давления масла при прогретом двигателе с применением калиброванных датчиков и записью точек контроля. Демонтаж силового агрегата с шасси производится в установленной последовательности‚ с соблюдением маркировки соединений и крепежа. Разборка узлов производится на специализированной оснастке с разделением деталей по группам для дальнейшей дефектовки. Дефектовка проводится с определением износа деталей‚ наличия трещин‚ биений и конусности отверстий; результаты оформляются в акте с рекомендациями по объему восстановительных работ. Нормирование операций по шлифовке коленвала и расточке блока производится с указанием предельных допусков; применение шлифов и вставных размеров регистрируется в исполнительной документации. Подбор поршней‚ колец и шатунных вкладышей осуществляется по каталожным номерам и техническим допускам‚ проводятся замеры зазоров посадки. Работа с головкой блока цилиндров включает проверку плоскостности‚ контроль седел клапанов и проверку направляющих; при обнаружении дефектов планируется ремонт или замена узла. Сборочные операции выполняются в заданной очередности с контролем моментов затяжки и установкой новых уплотнений. Испытание после ремонта проводится в стационарных условиях с регистрацией параметров масла‚ давления‚ компрессии и уровня вибраций; составление итогового протокола испытаний и передача его в клиентскую документацию.

Область применения
Обслуживание предназначено для автомобилей Audi A3 1.4 TFSI 150 л.с. годов выпуска 2012–2016. Охват операций включает полную диагностическую и ремонтную кампанию.
Модель и годы выпуска
Audi A3 1.4 TFSI мощностью 150 л.с.‚ выпуск 2012–2016 годов‚ оснащение турбонаддувом и непосредственным впрыском топлива. Серийный код двигателя определяется по маркировке на опорной плите и крышке ГРМ. Идентификация блока управления производится по каталожному номеру на корпусе ЭБУ. Корпус двигателя обладает литым алюминиевым блоком и чугунными гильзами в ранних модификациях‚ встречаются варианты с открытыми впускными коллекторами и фазовращателями на впускном валу. Степень сжатия и конструктивные размеры поршневой группы фиксируются по коду двигателя. Наличие системы рециркуляции ОГР и каталитического нейтрализатора зависит от комплектации. Исторические изменения конфигурации элементов привели к различиям в масляной магистрали и креплениях ГБЦ.
Перечень выполняемых работ
Перечень операций включает диагностику‚ оценку состояния‚ замеры компрессии и давления масла‚ демонтаж‚ разборку‚ дефектовку‚ обработку и сборку.
Комплекс работ по двигателю
Диагностика проводимая включает электронную проверку блоков управления и регистрацию кодов ошибок‚ определение параметров работы в режиме холостого хода и нагрузки. Измерение компрессии производится по цилиндрам с фиксированием давления и времени нарастания; протоколирование результатов. Измерение давления масла выполняется с подключением манометра к масляной магистрали и фиксацией рабочих показателей при холодном и прогретом двигателе. Снятие агрегата с шасси производится по этапам с маркировкой соединений и фиксацией крепежа.
Разборка узлов проводится с последовательной дефектацией деталей и составлением ведомости неисправностей. Шлифовка коленвала и расточка блока выполняются на специализированном оборудовании с соблюдением заводских допусков; контроль геометрии проводится после каждой операции. Замена поршней‚ колец и вкладышей выполняется по подбору по номерам и замерам посадочных мест. Работы с головкой блока включают проверку седел клапанов‚ шлифовку плоскости и замену прокладки. Сборка производится по технологическим картам; крутящий момент крепежа фиксируется. Обкатка двигателя после ремонта предусматривает определённые режимы и контроль давления масла‚ температуры и утечек. Настройка электронных блоков выполняется через калибровочные процедуры с записью параметров в отчёт. Контроль качества оформляется протоколом испытаний и актом приёма выполненных работ.
Подготовительные мероприятия
Приемка автомобиля производится с фиксацией VIN‚ пробега и внешних дефектов. Оборудование подготавливается‚ инструменты и расходники комплектуются.
Приёмка автомобиля и визуальная оценка
Приёмка автомобиля производится по регламентированной форме. Идентификационные данные фиксируются в документации. Внешний осмотр кузова и подкапотного пространства выполняется для выявления следов утечек топлива‚ масла и охлаждающей жидкости. Фиксация уровня масел и состояние бачков производится в журнале работ. Состояние ремней и шлангов осматривается на предмет трещин‚ отслоений и утратой эластичности. Проверка наличия посторонних звуков во время запуска производится на смотровой яме. Визуальная оценка крепежных элементов и пломбирования датчиков фиксируется фотофиксацией. Оценка состояния воздушного фильтра и элементов впуска проводится с указанием степени загрязнения. Результаты заносятся в заключение приёмки с присвоением приоритетов дальнейших диагностических работ.
Документация и согласования
Оформление заказа-наряда производится с указанием объёма работ‚ используемых деталей‚ нормативов; согласование сметы и сроков фиксируется в документе.
Оформление заказа-наряда и сметы
Формирование заказа-наряда производится на основе диагностических протоколов и перечня выявленных работ. Указание моделей и годов выпуска должно быть внесено в шапку документа. Описание операции подлежит развертке с указанием контрольных операций: измерение компрессии‚ замер давления масла‚ демонтаж агрегата‚ дефектовка‚ обработка коленвала и блока‚ замена поршней и вкладышей‚ ремонты ГБЦ‚ первичная обкатка и последующая настройка. В смете отражаются позиции расходных материалов‚ запчастей и нормо-часы на каждую операцию.
Калькуляция стоимости производится по прайс-листу мастерской. Применение цен учитывается для отдельных этапов работ с указанием гарантии на выполненные операции и деталей. Согласование стоимости оформляется подписью ответственного лица или уполномоченного представителя владельца транспортного средства. Сроки выполнения этапов указываются по каждому объекту работы.

Диагностика двигателя
Электронная диагностика ECU выполняется с записью ошибок. Замеры компрессии и давления масла планируются и фиксируются в отчёте о состоянии агрегата.
Электронная диагностика блоков управления
Диагностика блоков управления двигателя выполняется с применением специализированного оборудования‚ совместимого с протоколами VAG. Подключение диагностического интерфейса производится через OBD-разъем. Считывание кодов ошибок осуществляется в режиме сохранённых и текущих записей. Расшифровка кодов ошибок фиксируется в отчёте. Считывание адаптаций и параметров в реальном времени выполняется при прогретом моторе и стабильном холостом ходе. Активация исполнительных механизмов производится через диагностическое ПО для проверки корректности работы электромагнитных клапанов и датчиков. Сравнение полученных параметров производится с нормативными значениями производителя. Коррекция адаптаций и сброс кодов выполняется после устранения выявленных неисправностей. Регистрация результатов тестирования и запись версий ПО модулей производится в сервисной документации.
Оценка состояния механических узлов
Визуальная и инструментальная инспекция узлов двигателя выполнена. Измерения люфтов‚ износа и деформаций зафиксированы в отчёте для последующей дефектовки.
Визуальная и инструментальная инспекция
Осмотр внешних компонентов двигателя выполняется при поднятом капоте. Фиксация масляных подтёков‚ трещин корпусов‚ состояния патрубков и электрических разъёмов проводится визуально. Для оценки натяжения ремней и состояния роликов применяется динамометрический контроль. Контактные поверхности и крепёжные резьбы осматриваются на наличие деформаций. Коррозионные очаги фиксируются в отчёте.
Инструментальная проверка включает измерение износа вкладышей посредством микрометра‚ замер люфтов распределительного вала через индикатор часового типа‚ контроль компрессии портативным компрессометром. Давление масла снимается манометром на масляном штуцере при холодном и прогретом двигателе. Результаты вносятся в протокол с допусками производителя.

Измерение компрессии
Измерение компрессии производится последовательным снятием свечей‚ подключением манометра‚ проворачиванием коленвала и фиксацией показаний по цилиндрам.
Порядок выполнения замеров и фиксирование результатов
Подготовка рабочего места произведена согласно регламенту. Инструменты и приборы пронумерованы. Идентификационные данные автомобиля внесены в журнал.
Измерение компрессии выполняется при прогретом двигателе до рабочей температуры. Снятие вакуумных и электрических соединений производится по последовательности производителя. Подача топлива и искры отключается для исключения запуска.
Для каждого цилиндра производится пять измерений с последующей записью максимального показателя и среднего арифметического. Диапазон допустимых отклонений фиксируется в сопроводительной ведомости.
Измерение давления масла проводится манометром с калибровкой. Фиксирование производится при холостых и повышенных оборотах. Результаты вносить в протокол с указанием температуры и оборотов.
Оформление протокола включает идентификацию прибора‚ дату‚ время‚ исполнителя и маркировку измерений. Все изменения регистрируются отдельной записью.
Анализ результатов компрессии
Интерпретация показаний компрессии производится по таблице нормативов. Отклонения классифицируются по степени‚ причины сопоставляються с износом и уплотнением.
Интерпретация показателей и критерии оценки
Интерпретация результатов измерений компрессии и давления масла выполнена с привязкой к техническим нормативам двигателя 1.4 TFSI 150 л.с. (2012–2016). Разница между цилиндрами фиксируется и сопоставляется с допустимым пределом 10%. Абсолютные значения давления масла сопоставляются с рабочими параметрами при холодном и прогретом состоянии двигателя. Фиксация отклонений производиться протоколом измерений. При снижении компрессии более чем на 20% от нормативного значения производится классификация как значительная утрата уплотнения. Отрицательная динамика масляного давления с потерей более 15% от номинала трактуется как износ масляного насоса или наличие обструкции масляных каналов. Запись результатов сопровождается указанием температуры и оборотов в момент измерения. Протоколы подписываются ответственным за диагностику и прилагаются к заказ-наряду.

Измерение давления масла
Снятие датчика давления. Подключение манометра к масляному каналу. Замер давления при холодном и рабочем состоянии. Результат зафиксирован в отчёте.
Методика снятия показателей давления и фиксация
Подготовка измерительного контура производится с использованием манометра с диапазоном до 10 бар и переходников‚ совместимых с масляной магистралью двигателя. Система прогревается до рабочей температуры 90-100 °C для стабилизации вязкости масла. Отсоединение линии давления выполняется на линии после масляного фильтра или на штуцере измерительного порта. Подключение манометра производится через резьбовой соединитель с уплотнением на основе паронита или фторкаучука. Запуск двигателя производится с фиксированным оборотами холостого хода и с поочередным удержанием режимов 2000 и 3000 об/мин для регистрации пиковых значений. Снятие показателей выполняется по времени: перекачка стабилизации 30–60 с‚ фиксация результата в трех повторных измерениях. Регистрация показаний оформляется в протокол с указанием температуры масла‚ частоты вращения коленвала‚ минимального и максимального давления‚ среднего арифметического и отклонения. Промежуточные значения при нестабильности повторяются после 2-минутной паузы. При использовании электронного датчика производится калибровка по эталонному манометру перед началом замеров.
Снятие двигателя
Демонтаж двигателя выполняется поэтапно: отключение аккумулятора‚ слив жидкостей‚ отсоединение коммуникаций‚ креплений и подъем агрегата с использованием подъёмника.
Последовательность демонтажа агрегатов с шасси
Общая последовательность демонтажа агрегатов с шасси приведена ниже. Снятие аккумуляторной батареи и отключение электрической сети. Слив рабочей жидкости из системы охлаждения и слив моторного масла. Демонтаж выпускной системы и катализатора при наличии. Отсоединение воздухозаборной и впускной магистрали от турбокомпрессора и корпуса дроссельной заслонки. Снятие системы охлаждения в зоне коллектора и замена уплотнений при обнаружении повреждений. Отсоединение тросов и тяг управления коробкой передач. Снятие коробки передач совместно с маховиком или демпфером крутильных колебаний. Демонтаж опор двигателя и передачи нагрузки на стеллажные домкраты. Снятие генератора и компрессора кондиционирования по необходимости. Отсоединение топливных магистралей и трубопроводов высокого давления. Демонтаж проводки и креплений электронных блоков управления‚ маркировка разъёмов и фиксация жгутов. Снятие подрамника при наличии опорных болтов‚ последующая опускание агрегатов с использованием грузоподъёмного оборудования. При демонтаже фланцевых соединений фиксирование прокладок для последующей замены. Фиксация снятых деталей по номерным позициям для последующей дефектовки.
Последовательность разборки узлов и деталей
Снятие агрегатов с двигателя производится после фиксации маркировки и фотофиксации расположения. Электроразъёмы отключаются методом отсоединения с фиксацией положения. Топливная магистраль демонтируется через снятие давления и отсоединение соединителей. Впускной коллектор удаляется с обеспечением доступа к головке блока. Выпускной коллектор снимается с сохранением эксцентриковых прокладок. Ременные и цепные приводы фиксируются метками и демонтируются совместно с направляющими. Газораспределительный механизм разбирается по этапам: распределительный вал‚ шестерни‚ натяжители. Головка блока отделяется после отворачивания крепёжных элементов по установленной последовательности. Корпус масляного насоса извлекается с промаркировкой положения. Коленчатый вал остаётся зажат в опорах до снятия шатунов и крышек. Поршни извлекаются с использованием оправок через верхние отверстия цилиндров. Все снятые детали маркируются и укладываются по картотеке для дальнейшей дефектовки.
Дефектовка и составление перечня работ
Дефектовка выполнена по актам замеров; выявлены износы‚ трещины и прогары. Составление перечня работ произведено с указанием операций‚ деталей и объёмов.
Фиксация повреждений и выбор ремонтной стратегии
Фиксация дефектов производится в письменной форме с указанием места‚ типа и степени повреждения. Описание повреждений включает: трещины в блоке цилиндров и головке‚ износ направляющих втулок клапанов‚ задиры в цилиндрах‚ деформации шатунов‚ износ коренных и шатунных вкладышей‚ обгорание клапанов‚ нарушение герметичности прокладки ГБЦ‚ задиры на коленчатом вале‚ износ уплотнений и сальников.
Оценка выполняется на основании измерений и инструментальной проверки. Результаты измерений фиксируются в протоколе с фотографиями и табличными данными. Диагностические показатели включают: размеры бурта цилиндра и овальность‚ биение коленвала‚ радиальные люфты вкладышей‚ компрессию по каждому цилиндру‚ давление масла в магистрали‚ состояние каналов смазки.
Выбор стратегии основывается на сравнении измеренных величин с нормативными допусками производителя. При отклонениях в пределах допуска производится восстановительный ремонт с заменой расходных элементов. При превышении критических значений предусматривается капитальная обработка узлов с последующей балансировкой. Стоимость и сроки ремонта отражаются в смете с указанием заменяемых деталей и операций.
Шлифовка коленвала и расточка блока
Шлифовка коленвала производится по допускам завода. Расточка блока выполняется с контрольными замерами‚ запись допусков и износных пределов в отчёт.
Технические параметры обработки и допуски
Определение контрольных размеров и допуска производится по заводским данным для двигателя Audi A3 1.4 TFSI 150 л.с. (2012–2016). Установлены предельные значения износа для цилиндров‚ поршней‚ коленчатого вала и вкладышей. Для расточки цилиндров указывается итоговый диаметр и цилиндрическая конусность. Для шлифовки коленвала указаны диаметры шеек после обработки и радиальные биения. Для вкладышей приведены номинальные зазоры по маслу и допустимые отклонения. Для поршневых колец указаны зазоры в замке и наружные диаметры. Для плоскости ГБЦ и блока указаны предельные плоскостные биения. Контроль производится измерительным инструментом с поверками‚ запись параметров в документацию обязательна.
Замена поршней‚ колец и вкладышей
Замена поршней выполняется после дефектовки. Подбор деталей по каталогу. Установка колец и вкладышей проводится с измерением зазоров.
Подбор деталей и порядок установки
Подбор компонентов производится по идентификационному коду двигателя и каталожным номерам. Выбор поршней производится с учётом рабочей группы цилиндров и допусков на износ. Подбор колец осуществляется по внутреннему диаметру гильз и скорости поршней. Вкладыши подбираются по посадочному месту шейки коленвала и классу прилегания. Прокладки и сальники выбираются по материалу и термостойкости. Клапанные направляющие подбираются по допуску рабочего зазора. Шлифовка коленвала согласуется с размерами ремонтных вкладышей.
Последовательность установки определяется по этапам: установка вкладышей‚ фиксация коленвала‚ установка поршневой группы‚ монтаж ГБЦ с новым уплотнением‚ окончательная затяжка по моментам. Каждый момент затяжки фиксируется протоколом. Контроль геометрии после сборки вносится в отчёт. Испытание производится на стенде перед выдачей.

Работы с головкой блока цилиндров
Разборка ГБЦ произведена. Состояние клапанных седел зафиксировано. Притирка клапанов выполнена в объёме контроля герметичности. Шлифовка плоскости проведена.
Разборка‚ проверка седел клапанов и притирка
Демонтаж головки блока цилиндров производиться при установленных метках и фиксированной распредвалов. Снятие клапанных элементов выполняется по очереди для исключения потери ориентации. Седла подлежат визуальной оценке на наличие выгорания‚ раковин и трещин. Измерение посадочных поверхностей производится микрометром и нутромером с фиксацией результатов в протоколе. Измерение угловой геометрии каналов производится специальным прибором. Подбор станочной обработки основывается на выявленных дефектах и заводских допусках. Притирка клапанов к седлам осуществляется абразивной пастой тонкой зернистости до достижения герметичности по методу контрольной бахромки. Контроль герметичности производится методом давления в камере и фиксируется графически. Очистка резьб и направляющих производится химическим обезжириванием и продувкой воздухом. Заменяемость элементов определяется по износу и отклонениям от паспортных величин.
Ремонт и замена ГБЦ
Демонтаж головки выполняется после дефектовки. Шлифовка плоскости производится по заданным допускам. Замена клапанов и направляющих фиксируется в акте.
Шлифовка плоскости‚ замена прокладки и сборка
Шлифовка плоскости ГБЦ выполняется по контролю параллельности и шероховатости. Поверхность выставляется на плиту. Обеспыление рабочей зоны и удаление абразивных частиц производится перед измерениями. Шероховатость обрабатывается в диапазоне‚ указанном заводской документацией. Замена прокладки проводится при соблюдении указанных размеров и материалов. Новый комплект прокладок подбирается по каталожному номеру двигателя. Контроль совмещения каналов осуществляется визуально и инструментально. Сборка производится по этапам: установка шпилек‚ позиционирование прокладки‚ установка ГБЦ‚ затяжка выполняется в несколько этапов с контролем момента каждого болта. Протяжка выполняется по последовательности и с применением динамометрического ключа. Заправка и прокачка системы охлаждения выполняются после сборки. Фиксация результата производится в отчётной документации с указанием используемых деталей‚ применённых моментов и контрольных размеров.

Сборка двигателя
Сборка двигателя выполняется по этапам: установка коленвала‚ вкладышей‚ поршней‚ ГБЦ‚ навесного оборудования; затяжка по моментам; контроль люфтов и зазоров.
Очередность установочных операций и контрольные моменты
Сборка головки блока цилиндров производится после подготовки плоскости и замены прокладки. Момент затяжки болтов указывается по диапазонам крутящего момента и контролируется динамометрическим ключом; фиксация значений в протоколе обязательна. Установка коленвала и шатунов выполняется с применением новых вкладышей и поршневых пальцев; контроль радиального зазора и осевого хода подлежит измерению микрометром и индикатором часового типа. Установка поршней в цилиндры осуществляется с использованием поршневых колец‚ расположение канавок фиксируется в карточке ремонта. Уплотнительные поверхности маслонасоса и масляных каналов очищаются‚ проверка подачи масла проводится манометром на холостом ходу и при повышенных оборотах; показания фиксируются. Установка распредвалов сопрягается с отметками фаз газораспределения; синхронизация подтверждается индикаторными замерами положения кулачков. Сборка ГБЦ завершается проверкой герметичности камер сгорания методом давления и опрессовки с фиксацией протечек. Моменты окончательной обкатки и первого запуска документируются с указанием режимов прогрева и мониторинга давления масла‚ температуры охлаждающей жидкости и кодов ошибок‚ считанных сканером ЭБУ; все результаты добавляются в отчётную документацию.
Первичная обкатка двигателя
Обкатка проводится на стенде. Пробег повышенной нагрузки исключён. Контроль температуры и давления выполняется по регламенту. Фиксация параметров.
Режимы обкатки и контроль параметров
Обкатка двигателя проводится по этапам с контролем температурного режима и давлений. Нагрузочные циклы выполняются плавно с постепенным увеличением оборотов. Нагрев до рабочей температуры производится при установленном моторном режиме‚ время выдержки фиксируется журналом. Давление масла регистрируется при холодном и прогретом агрегате с использованием манометра класса точности не ниже 2‚5. Измерение компрессии после обкатки производится при отключённой системе подачи топлива и зафиксированных оборотах. Частота вращения при холостом ходе устанавливается в пределах заводских допусков и контролируется тахометром. Температура охлаждающей жидкости отслеживается датчиком и регистрируется каждые пять минут в течение первой получасовой фазы. Измерение дымности и состава отработавших газов производится при номинальных оборотах и фиксируется аналитическим оборудованием. Протяжка крепёжных элементов головки и коллектора производится после термоциклирования и повторного контроля моментов усилия. Оценка вибраций выполняется через виброметр при разных режимах нагрузки‚ данные сопоставляются с допустимыми значениями завода-изготовителя. Пробный пуск после обкатки сопровождается проверкой утечек по масляной и охлаждающей системам‚ визуальная индикация фиксируется актом.
Настройка и калибровка после ремонта
Настройка ЭБУ производится с адаптацией параметров; калибровка датчиков выполнена; контроль рабочих характеристик зафиксирован в отчёте обслуживания.
Адаптация блоков управления и регулировка систем
Настройка электронных блоков управления производится после сборки двигателя и проведения испытаний на холостом ходу. Выполнение базовых адаптаций ЭБУ‚ адаптаций дроссельной заслонки‚ адаптаций датчика массового расхода воздуха и адаптаций угла распределительного вала производится с использованием заводского диагностического оборудования. Программное обновление прошивки выполняется при наличии выпущенных производителем исправлений. Калибровки топливной системы и системы зажигания записываются в отчёт. Регулировка холостого хода осуществляется по эталонным параметрам. Контроль ошибок сохраняется в памяти блоков и фиксируется в протоколе.
Контроль качества и итоговая проверка
Финальные измерения выполнены. Испытания на стенде проведены. Протокол оформлен. Исправность агрегата подтверждена документально.
Финальные измерения‚ испытания и оформление отчётности
Финальные измерения производятся по установленной методике после сборки и обкатки двигателя. Параметры давления масла фиксируются в точках рабочего диапазона оборотов. Показатели компрессии регистрируются при холодном и прогретом состоянии для каждого цилиндра. Испытания на стенде выполняются в режимах холостого хода и рабочих оборотов с контролем утечек‚ вибрации и шумов.
Протоколы испытаний оформляются с указанием серийных номеров заменённых компонентов‚ значений измерений и допусков. Внесение данных в акт производится с подписью ответственного лица и датой. Журнал технических операций пополняется записями о произведённых обработках поверхностей и моментах затяжки. Копии отчётов прилагаються к заказ-наряду.