

Описание услуги: ремонт двигателя Audi A6 3.0 V6 TDI 231 л.с. 2018–2020. Диагностика, оценка состояния, измерения, снятие, разборка, дефектовка, работы ремонтные.
Область применения услуги
Обслуживание предназначено для двигателей Audi A6 3.0 V6 TDI 231 л.с. годов выпуска 2018–2020. Применение охватывает случаи появления посторонних звуков, падения мощности, повышенного расхода масла, заводских и эксплуатационных дефектов. Диагностические мероприятия включают сканирование блока управления, анализ параметров в режиме реального времени, снятие кодов ошибок и сопоставление с технической документацией производителя. Инструментальные измерения проводятся для определения компрессии и давления масла с использованием калиброванных приборов. Демонтаж двигателя выполняется при обнаружении неисправностей, требующих механического вмешательства. Ограничение области предоставления услуги устанавливается спецификацией модели и состоянием компоновки агрегата. Технические операции проводятся в специализированных помещениях с применением подъемного оборудования и инструментов, обеспечивающих точность и безопасность работ.
Общие сведения о двигателе
Описание: V6 TDI 3.0, мощность 231 л.с., год 2018–2020. Блок алюминиевый, шахта коленвала пятиопорная. Турбонаддув и промежуточный охладитель присутствуют.
Конфигурация и мощностные параметры
Тип двигателя: V6 дизельный, рабочий объем 3.0 л. Система питания: турбонаддув с интеркулером и непосредственным впрыском топлива. Характеристика блока: алюминиевый блок цилиндров с чугунными гильзами не предусмотрена.
Мощность и крутящий момент. Номинальная мощность установлена 170 кВт при указанной частоте вращения. Максимальный крутящий момент заявлен 650 Н·м в диапазоне оборотов. Степень сжатия заводская, без модификаций, стандартная для серии.
Газораспределение и приводы. Привод ГРМ цепной, с гидронатяжителем. Впускные и выпускные клапаны с нагруженными фазами управления. Система рециркуляции отработавших газов интегрирована в выпускную компоновку.
Охлаждение и смазка. Радиатор и масляный радиатор присутствуют. Масляный насос шестеренчатого типа, давление масла регулируется клапаном давления.
Предварительная приемка автомобиля
Фиксация VIN, пробега, состояния кузова и салона. Регистрация жалоб по работе двигателя. Оформление дефектной ведомости для дальнейшей диагностики.
Фиксация внешних признаков неисправности
Визуальный осмотр кузова и моторного отсека для выявления масляных следов и подтёков вокруг сальников и уплотнений. Фиксация мест коррозии на креплениях и элементов подвески двигателя. Осмотр патрубков системы охлаждения для выявления трещин, вздутий и люфтов в хомутных соединениях. Оценка состояния ремней привода вспомогательных агрегатов и их натяжения по деформации и износу. Определение наличия посторонних запахов горения в салоне и подкапотном пространстве. Проверка состояния воздушного фильтра и патрубков на предмет разрывов и засорения. Регистрирование шумовых проявлений при холодном и прогретом двигателе, фиксирование амплитуд и частот. Фотофиксация дефектов с привязкой к точкам на автомобиле для отчётности и дальнейшей дефектовки.

Диагностическая процедура
Пошаговая диагностика двигателя включает подключение диагностического адаптера, считывание параметров, анализ рабочих графиков, регистрация выявленных отклонений систем.
Аппаратные средства и методики диагностики
Перечень оборудования: стационарный сканер протоколов CAN, портативный осциллограф с фазовой синхронизацией, компрессометр адаптированный к дизельным системам, манометр для измерения давления масла с переходниками под резьбы производителя, стенд для промывки и балансировки форсунок, испытательная плита для проверки турбокомпрессора, микрометрическая линейка, индикаторы часового типа.
Методика выполнения: подключение диагностического интерфейса к разъему данных, чтение и расшифровка кодов, снятие волновых форм давления в топливной рампе, оценка времени впрыска по осциллограмме, измерение компрессии при рабочих температурах, фиксация показаний манометра в точках масла на подачу и на фильтр, сопоставление с паспортными величинами.
Калибровка приборов выполняться перед замером. Применение адаптеров заводского исполнения. Документация измерений оформляться в форме протокола с указанием условий испытаний.

Электронная диагностика управления двигателем
Считывание кодов ошибок выполняется специализированным сканером. Анализ живых параметров производится по CAN-шине. Сохранение логов предусмотрено для отчёта.
Снятие кодов ошибок и анализ параметров
Считывание кодов ошибок производится специализированным диагностическим сканером с доступом к блокам управления двигателя и трансмиссии. Сохранение данных о времени возникновения, частоте повторений и статусе подтверждения считается обязательным. Расшифровка кодов сопровождается идентификацией связанного параметра: давление топливной магистрали, температура охлаждающей жидкости, давление масла, показания датчика массового расхода воздуха, угол опережения впрыска. Снятые адаптации фиксируются для последующего анализа.
Анализ живых параметров выполняется с записью логов по оборотам, форсункам, давлению наддува, коррекции впрыска и показаниям лямбда-зонда. Сопоставление кодов с теле-данными выполняется для установления причин первичных и вторичных неисправностей. Ошибки, классифицируемые как критические для двигателя, выделяются отдельно. Диагностическая ведомость оформляется с указанием кодов, текущих значений параметров и предложенных дальнейших измерений или испытаний.

Оценка состояния механических узлов
Визуальный осмотр выполнен. Измерение люфтов и зазоров проведено. Измерения зафиксированы в отчете. Изношенные детали отмечены для дефектовки.
Визуальный осмотр и измерение люфтов
Осмотр выполняется на снятом агрегате и на автомобиле в условиях освещённого стенда. Осмотр поверхности блока, головки, опорных поверхностей и трубопроводов на наличие трещин, коррозии и следов перегрева. Осмотр состояния крепёжных элементов и прокладок для выявления течей. Измерение радиального и осевого люфтов коленчатого вала производится микрометром и щупами по окружности шейки. Замер бокового люфта шатунов проводится индикатором часового типа в сборе с шатунной крышкой. Контроль зазоров между направляющими клапанов и стержнями осуществляется микрометром и калибрами. Регистрация результатов в протокол. Отклонения сравниваются с табличными значениями производителя.
Измерение компрессии
Подготовка: демонтаж свечей и подача компрессометра. Замер по цилиндрам при проворачивании стартером. Результаты фиксируются и сопоставляються с нормативом.
Подготовка, порядок замеров, допустимые значения
Подготовка двигателя к измерениям компрессии предусматривает прогрев до рабочей температуры, отключение систем впрыска и зажигания, обеспечение подачи масла по штатной схеме. Подготовка поверхности доступа к свечам накаливания и форсункам выполняется бесконтактным методом для исключения повреждений. Порядок замеров компрессии предусматривает последовательное проворачивание коленчатого вала стартером при открытых впускных и закрытых выпускных клапанах, фиксирование максимального давления манометром в цилиндре. Допустимые значения компрессии для указанного мотора установлены в интервале 30–35 бар с допуском отклонения +/-10% от среднего значения для всех цилиндров. При измерении давление масла фиксируется в точках перед масляным фильтром и на головке блока при частоте холостого хода и при 3000 об/мин, значения холостого хода 1,5–2,5 бар, при 3000 об/мин 3,5–5,0 бар. Отклонение от указанных параметров считается основанием для дальнейшей дефектовки.
Измерение давления масла
Точки замера обозначены: выход масляного фильтра и магистраль перед турбонагнетателем. Измерение выполняется манометром, фиксирование показаний выполняется при разных оборотах.
Точки замера, методика, интерпретация результатов
Точки замера давления масла: масляный радиатор, штуцер на блоке цилиндров перед масляным фильтром, выходной штуцер топливного насоса высокого давления при работающем двигателе. Замеры производить при прогретом масле температурой 90±5 °C. Применение манометра с диапазоном не менее 0-10 бар и погрешностью не более 0,1 бар. Фиксация значений при холостом ходу и при 3000 об/мин. Падение давления ниже 1 бар при холостом ходе, или ниже 3 бар при 3000 об/мин считается отклонением от нормы.
Методика измерений: подключение манометра к штатному штуцеру производится через переходник, обеспечение герметичности соединений, стравливание воздуха из системы манометра. Измерения проводятся не менее трех циклов с усреднением результатов. Интерпретация: пониженые показания указывают на износ масляного насоса, износ радиальных зазоров в подшипниках, засорение масляных каналов или неисправность регулятора давления. Повышенные показания обозначают блокировку возвратного канала, повышенную вязкость масла или заедание регулятора. Результаты фиксируются в отчете с привязкой к серийному номеру двигателя и пробегу автомобиля.
Принятие решения о целесообразности разборки
Оценка выполняется по результатам диагностики: измерения компрессии, давления масла, кодов ошибок. Принятие решения основано на сопоставлении параметров с допусками.
Критерии для дальнейших работ
Оценка состояния двигателя производится по результатам диагностических замеров и визуального осмотра. Принятие решения о разборке основывается на следующих показателях. Компрессия цилиндров ниже допустимого допускаеться как основание для разборки. Давление масла в системе на холостом ходу и при рабочей частоте вращения измеряется и сравнивается с нормативными графиками; отклонение зафиксировано как критерий вмешательства. Наличие механических повреждений корпуса, трещин или вытеканий масла фиксируется и учитывается при планировании работ. Увеличенный люфт шатунных шейк определяется контролем и заносится в протокол; Изношенные вкладыши, кольца или задиры цилиндров отмечаются как основания для расточки и замены комплектующих. Электронные коды ошибок, подтверждённые параметрами датчиков, рассматриваются как причина углублённой диагностики.

Снятие силового агрегата
Подготовка подъемного оборудования. Отключение электроразъемов и магистралей. Демонтаж навесных узлов. Фиксация капота и блокировка рулевого механизма.
Последовательность операций при демонтаже
Подготовка рабочего места выполнена: изоляция источников питания, слив технических жидкостей. Отключение аккумуляторной батареи произведено для исключения питания электронных узлов. Демонтаж внешних агрегатов выполнен в следующем порядке: воздуховод, интеркулер, впускной коллектор. Снятие навесных элементов произведено по группе: генератор, компрессор кондиционирования, насос гидроусилителя. Отсоединение топливной рампы и систем трубопроводов выполнено с маркировкой соединений. Снятие выпускной системы произведено с сохранением прокладок для последующей оценки. Отсоединение проводки управления и датчиков осуществлено с фиксацией мест подключения. Опоры двигателя ослаблены по заданной последовательности, винты крепления помечены. Подвешивание двигателя к подъемнику выполнено с использованием траверсы. Демонтаж силового агрегата произведен плавным подъёмом, контроль за углом вывешивания осуществлён. Салазки двигателя удалены после вывода агрегата из моторного отсека. Все снятые детали промаркированы и помещены в предназначенную тару.
Разборка блока цилиндров
Демонтаж головки и компонентов блока выполнен. Маркировка частей проведена. Поршни и шатуны удалены. Фиксация деталей выполнена по каталожным номерам.
Маркировка и хранение деталей
Маркировка деталей производится по зонам и операциям ремонта. Каждый элемент комплектуется этикеткой с уникальным идентификатором, номером детали и кодом операции. Фиксация исходного состояния выполняется фотографированием и внесением в журнал. Корпусные и подвижные узлы упаковываются раздельно. Металлические элементы помещаются в влагозащитную тару. Мелкие комплектующие группируются в прозрачные контейнеры. Порядок хранения определяется по этапам сборки и совместимости. Шифр и дата нанесения указываются на каждой упаковке. Контроль соответствия маркировки с документацией производится при выдаче. Указанные меры исключают ошибочную установку деталей при сборке двигателя.

Дефектовка компонентов
Осмотр деталей выполнен по этапам. Измерение износа, контроль трещин, проверка геометрии устанавливаются со снятием допусков и документированием результатов.
Методика выявления износа и повреждений
Визуальный осмотр узлов и поверхностей выполняется при освещении, обеспечивающем контраст дефектов. Поверхности цилиндров оцениваются по следам износа, рискам, задиркам и коррозионным пятнам. Поршни осматриваются на трещины, деформацию юбок, следы перегрева и пригар. Кривизна юбок фиксируется измерением микрометром. Шейки коленвала проверяются на задире и износ штихмассовыми инструментами. Вкладыши оцениваются по бензиновым следам, выработке и пригорам. Направляющие клапанов проверяются люфтом и износом седел. Ремонтная дефектовка включает топографию повреждений и сопоставление с паспортными допусками. Фиксация результатов производится протоколом с указанием мест, типа повреждений и рекомендованных операций.
Шлифовка и расточка блока
Обработке подлежит рабочая поверхность цилиндров. Шлифование и расточка выполняются по замерам износа. Контроль диаметра и конусности после обработки.
Технические параметры обработки поверхности
Определение размеров и шероховатости поверхности цилиндров производится до механической обработки. Задание допусков на диаметр цилиндра и круглость оговаривается согласно спецификациям производителя двигателя. Шероховатость внутренней поверхности цилиндра задается Ra в диапазоне, обеспечивающем масляную пленку и приработку новых колец. Допускаемое отклонение цилиндра по конусу и биению указывается в микрометрах. Участки с механическими повреждениями подлежат удалению методом расточки с последующей хонинговой обработкой. Контроль производится измерительным инструментом с поверенными калибрами. Фиксирование размеров в протоколе проводится после остывания деталей до комнатной температуры. Шлифование поверхности осуществляется с контролем перпендикулярности и концентричности относительно оси коленвала.
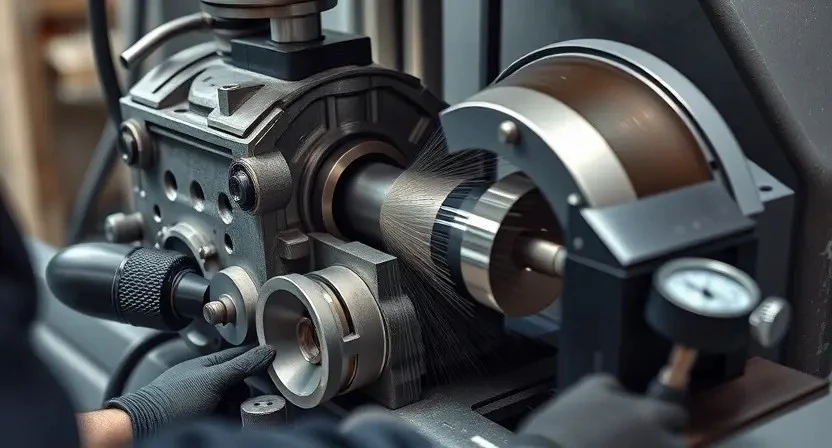
Шлифовка коленчатого вала и расточка под вкладыши
Обработка валов производится на станке цилиндрической шлифовки. Удаление дефектов и восстановление круглости. Расточка под вкладыши выполняется по чертежу.
Контрольные размеры и допуски
Приводятся основные размеры и допуски, применимые при обработке коленчатого вала, расточке блока и установке вкладышей для Audi A6 3.0 V6 TDI 231 л.с. 2018–2020. Диаметр цилиндров до расточки 84,5 мм. Допуск на износ цилиндра при полной изношенности 0,5 мм. Окончательный диаметр после расточки указывается по ремонтному ряду на 0,25 мм и 0,5 мм. Расстояние от торца шейки коленвала до торца фланца 102,3±0,05 мм. Диаметр коренных шеек коленвала номинал 60,0 мм, допустимое изнашивание до 0,03 мм. Радиальная биение шейки после шлифовки не более 0,01 мм. Толщина шатунного вкладыша наружная номинал 1,75 мм, натяг при установке 0,020–0,040 мм. Биение шатуна относительно посадочного места не должно превышать 0,03 мм. Параллельность плоскостей постелей блока после расточки не более 0,02 мм на длине 200 мм. Контроль размеров производится измерительными приборами класса не ниже 0,01 мм.
Замена поршней и поршневых колец
Замена производится по результатам дефектовки. Подбор деталей по каталожным номерам. Монтаж с соблюдением натяга и последовательности установки поршневых колец.
Подбор изделий и требования к установке
Подбор изделий производится по каталожным номерам и маркировке двигателя. Клапаны, поршни и кольца подбираются по диаметрам и допускам. Вкладыши подбираются по размерным группам корпуса коленвала. Прокладки головки блока подбираются по толщине и материалу. Болты и шпильки крепления подлежат замене при обнаружении деформации или растяжения. Шатуны и поршни маркируются по цилиндрам для сохранения последовательности. Сборка производится с применением специализированных инструментов и измерительных приборов. Установочные зазоры и натяги фиксируются протоколом. Смазка деталей производится маслом, соответствующим спецификации производителя. Контрольный запуск выполняется с регистрацией рабочих параметров.
Замена шатунных вкладышей и коренных вкладышей
Замена вкладышей проводится при износе или повреждении. Замеры натяга выполняются микрометром. Подбор изделий по допускам производителя. Установлены контрольные зазоры.
Нормы натяга и методы проверки
Определение натяга шатунных и коренных вкладышей производится по зазорам под крышками и на опорных поверхностях. Измерение производится щупом и микрометром с применением оправок для определения внутреннего диаметра. Контрольные значения приводятся к рабочей температуре 20 °C. Зазор шатунного вкладыша между шейкой и вкладышем для данного двигателя находится в пределах 0,020–0,040 мм при новом вкладыше и 0,040 мм как верхняя граница износа. Корневой зазор допускается 0,025–0,045 мм. Применение индикаторов часового типа допускается для контроля биения крышки относительно корпуса блока. Степень натяга оценивается по соответствию зазоров нормативам, при превышении ремонтной величины производится подбор вкладышей другой посадки. Документирование результатов замеров и маркировка крышек осуществляется для последующей сборки.
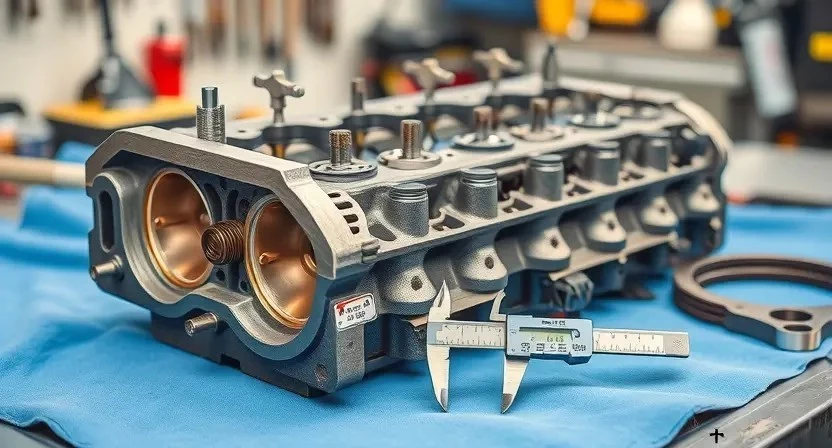
Работы по головке блока цилиндров
Демонтаж ГБЦ произведён. Диагностика седел и направляющих выполнена. Шлифовка плоскости и правка клапанов произведены. Замена прокладок зафиксирована.
Ремонт, шлифовка ГБЦ, замена направляющих и седел
Головка блока цилиндров подлежит визуальной оценке на трещины, деформацию, следы перегрева. Поверхность посадки подвергнуть измерению плоскостности микрометром и щупом для определения износа. При выявлении отклонений выполнять шлифовку рабочей поверхности на специализированном станке с контролем параллельности и шероховатости. После шлифовки производить контрольные замеры. Направляющие клапанов подвергнуть измерению внутреннего диаметра и биения. При превышении допустимых значений выполняется замена направляющих на новые детали с допусками производителя. Выполнение запрессовки новых направляющих производится на прессе с применением нагрева посадочной зоны при установленных параметрах. Седла клапанов подлежат фрезеровке или проточке для восстановления геометрии и правильного прилегания с последующей притиркой. Контроль уплотнения осуществляется по величине зазора и площади контакта при статическом давлении. Применение только сертифицированных расходных материалов и оригинальных комплектующих. Документирование этапов работ и результатов измерений в отчете о дефектации и ремонте.
Сборка агрегата
Сборка производится по этапам: установка коленвала с новыми вкладышами, монтаж шатунов и поршней, герметизация каналов, затяжка моментов по спецификации.
Порядок сборочных операций и контрольные моменты
Сборка блока цилиндров выполняется с применением маркированных деталей и чистых рабочих поверхностей. Установление вкладышей производится по чертежной маркировке; контроль натяга выполняется измерением осевого зазора и диаметра шейки. Сборка шатунов производится по схеме противоположных моментов затяжки; фиксация болтов обеспечивается новым крепежом; Установка поршней и колец производится с соблюдением направлений меток; замер зазоров колец производится калиброванными щупами. Монтаж коленчатого вала осуществляется с предварительной смазкой масляными присадками, последующая проверка биения осуществляется индикатором часового типа. Фиксация крышек коренных подшипников выполняется с контролем порядка затяжки и моментами по таблице. Установка ГБЦ производится с применением новой прокладки; момент и последовательность фиксируются в протоколе. Контроль компрессии и давления масла проводится после предварительного запуска на лабораторном стенде; измеренные параметры заносятся в акт.
Обкатка и первичная эксплуатация после ремонта
Обкатка двигателя выполняется в режимах разной нагрузки. Плавное увеличение оборотов. Замеры параметров выполняются через заданные интервалы пробега.
Режимы обкатки и проверочные процедуры
Обкатка производится после сборки двигателя с целью формирования рабочих зазоров и контроля герметичности. Начальный режим включает прогрев до рабочей температуры на холостом ходу с последующим вариативным увеличением частоты вращения в диапазоне от 800 до 3000 об/мин. Продолжительность начальной фазы устанавливается в 30–60 минут с контролем температуры охладителя и давления масла.
Средний режим предполагает эксплуатацию при нагрузках с переменной частотой вращения в течение 200–500 км пробега при ограничении длительных высоких нагрузок. Параллельно производится контроль параметров: давление масла, температурные режимы, утечки, вибрация, расход топлива. Фиксация показателей ведётся по журналу.
Проверочные процедуры включают повторное измерение компрессии и давления масла после 100 км пробега. Отклонения от нормативных значений приводятся к оценке и документированию. Завершение обкатки подтверждается протоколом измерений и визуальным осмотром узлов.
Настройка и окончательная проверка
Калибровка датчиков и ЭБУ производится. Испытание рабочих режимов выполнено. Контроль утечек и уровня масла произведён. Протоколы оформлены.
Калибровка систем и подтверждение рабочих параметров
Калибровка систем управления двигателем выполняется после сборки и установки агрегата. Калибровка топливной системы производится для восстановления регулировок подачи и времени впрыска в соответствии с заводскими картами. Калибровка датчиков положения распредвала и коленвала производится для синхронизации фаз газораспределения и запуска. Калибровка системы рециркуляции и турбонаддува осуществляется для обеспечения требуемого давления наддува и возврата отработавших газов. Калибровка клапанов регулируемого распределения применяется при наличии механизма изменения фаз. Подтверждение рабочих параметров выполняется посредством измерений давления топлива, давления наддува, температуры охладительной жидкости, давления масла и показаний датчиков кислорода. Снятие логов контроллера и анализ параметрических графиков производится для верификации соответствия рабочих величин заданным диапазонам. Синхронизация программного обеспечения блока управления производится при обновлении прошивки или замене компонентов управления. Контроль устойчивости холостого хода и отклика на нагрузку выполняется в статическом и динамическом режимах. Запись итоговых параметров в акт производится после достижения требуемых показателей.