

Описание услуги: проведение комплексной диагностики и ремонта двигателя Audi Q3 1.4 TFSI 150 л.с.; измерение компрессии и давления масла.
Описание услуги
Предоставление комплексной сервисной операции‚ включающей диагностику двигателя Audi Q3 1.4 TFSI 150 л.с. (2011–2018) с последовательной оценкой состояния узлов и рабочих параметров. Выполнение измерения компрессии по цилиндрам с фиксированием значений и сравнением с нормативными пределами. Проведение измерения давления масла в системе смазки с регистрацией минимальных и пиковых показателей. Осуществление демонтажа силового агрегата с маркировкой креплений и элементов для сохранения взаимного расположения деталей при последующей сборке. Разборка агрегата по этапам с регистрацией дефектов и износа каждого компонента. Проведение дефектовки с применением визуально-инструментальных методов для установления причин износа и повреждений. Шлифовальная обработка коленчатого вала с контролем параметров шероховатости и восстановления геометрии. Расточка блока цилиндров с обеспечением соответствия размерам посадочных мест. Замена поршней по подбору по диаметру и компенсирующим зазорам. Установка новых вкладышей с контролем натяга шатунных соединений. Замена поршневых колец с измерением зазора и проверкой плотности. Работа с головкой блока цилиндров: планирование шлифовки‚ проверка седел клапанов и установка новой прокладки. Сборка агрегата по регламенту с применением указанных моментов затяжки и последовательности операций. Обкатка двигателя в двух режимах с последующим контролем рабочих параметров и документированием результатов.
Область применения
Применение ограничено двигателями Audi Q3 1.4 TFSI 150 л.с. 2011–2018 годов выпуска; обслуживание комплексов цилиндров‚ смазки и ГБЦ.
Модель и двигатели
Объект обслуживания: Audi Q3 модельного ряда 2011–2018 годов выпуска. Конфигурация двигателя: бензиновый рядный трехцилиндровый агрегат 1.4 TFSI мощностью 150 л.с.; обозначение моторного семейства EA111/EA211 в зависимости от года выпуска и модификации. Конструктивные особенности: турбонаддув‚ непосредственный впрыск топлива‚ комбинированная система газораспределения с изменяемыми фазами; наличие системы стоп-старт и систем контроля детонации на поздних моделях. Типовые точки износа: масляный насос‚ цепной или ременной привод ГРМ‚ поршневая группа‚ вкладыши коленвала‚ уплотнения впускного коллектора. Серийные номера и коды мотора фиксируются в документации на автомобиль‚ использовать их для подбора деталей и параметров. Инженерные допуски и спецификации узлов соответствуют технической документации производителя и применяются при дефектовке‚ шлифовке и расточке блока цилиндров.

Подготовка рабочего места
Освободить зону для подъёмника. Инструмент выставлен по назначению. Защитные экраны установлены. Освещение и вытяжка проверены.
Инструмент и оборудование
Перечень измерительных приборов приведён для выполнения операций по ремонту двигателя Audi Q3 1.4 TFSI 150 л.с. Применение специализированных манометров давления масла с диапазоном 0–10 бар и переходниками под резьбы предусмотрено для контроля рабочих параметров. Компрессометр с адаптерами для бензиновых моторов с тонкой резьбой свечных колодцев указан для измерения цилиндровой компрессии. Набор динамометрических ключей с диапазоном моментов 2–200 Н·м задействован при сборке агрегата. Наличие прессов для запрессовки вкладышей и съемников поршневых колец указано для операций замены. Шлифовальные и расточные станки с настройкой подачи и цифровой поверкой применимы при обработке коленчатого вала и блока цилиндров. Блоки фиксации двигателя и кран-опора с грузоподъёмностью не менее 2 т предусмотрены для демонтажа. Стенды стендовой проверки агрегатов и система охлаждения для промывки узлов включены в перечень. Специальные оправки‚ калибровочные щупы и наборы уплотнений указаны для контроля зазоров и герметичности.
Приём автомобиля
Приём производится по регламенту: оформление заявки‚ регистрация состояния кузова‚ фиксация пробега‚ фиксация видимых течей и повреждений.
Документация и отметки
Оформление работ производится в виде акта выполненных мероприятий с указанием серийных номеров и кодов. В акт включаются сведения о проводимых операциях: диагностике‚ измерениях компрессии‚ замерах давления масла‚ демонтаже‚ разборке‚ дефектовке‚ шлифовке‚ расточке‚ подборе поршней‚ замене вкладышей и колец‚ ремонте головки блока‚ сборке‚ обкатке и настройке. Каждая операция получает уникальную строку с указанием применённых инструментов и измерительных приборов. Результаты измерений фиксируются в таблице с допустимыми границами. Протокол диагностики электроники прикладывается к акту. На каждом документе проставляется дата и код ремонта. Маркировка снятых деталей обеспечивается штрих-кодами или ярлыками для привязки к отчёту. Сведения о затраченных материалах отражаются в расходной ведомости. Представление отчётной документации предусматривается в печатном и электронном вариантах.
Предварительная визуальная проверка
Осмотр внешних узлов: наличие подтёков масла и охлаждающей жидкости. Проверка состояния ремней‚ шлангов и электрических разъёмов. Запись дефектов.
Осмотр внешних узлов и соединений
Визуальный осмотр выполнить в следующей последовательности. Кожухи и крышки осмотреть на трещины и деформацию. Соединения трубопроводов гидравлической системы оценить по признакам течи и коррозии. Фланцы выпускной системы проверить на следы прогорания и ослабления креплений. Опоры двигателя и трансмиссии обследовать на разрушение резинометаллических элементов и смещение посадочных мест. Проводка и разъёмы электрики подлежать осмотру для выявления перегрева‚ окисления контактов и повреждений изоляции. Редукционные и вакуумные шланги осмотреть на трещины‚ набухание и потерю упругости. Крепёжные элементы гайки‚ болты‚ шпильки подвергнуть контролю на наличие коррозии и остаточную нагрузку; при обнаружении деформации маркировка деталей зафиксирована для дальнейшей дефектовки. Определение мест утечек масла и охлаждающей жидкости производится с применением осмотровых инструментов и подсветки; запись обнаруженных дефектов производится в отчёт.
Диагностика электронных систем
Считывание кодов ошибок выполняется через адаптер OBD; параметры датчиков фиксируются; идентификация неисправностей производится по журналу ошибок и логам.

Оценка состояния двигателя по техническим параметрам
Измерение компрессии и давления масла произведено; расход масла и топлива зафиксирован; параметры фиксированы в отчёте для последующего анализа.
Анализ расхода масла и топлива
Измерение расхода масла и топлива производится для оценки уплотнений‚ износа поршневой группы и состояния системы смазки. Применение контрольных пробегов с фиксированием расхода топлива по бортовому компьютеру и допольнительным расходомером. Отбор моторного масла в лабораторию для определения загрязнений‚ содержания металлов и вязкостных показателей. Сравнение результатов анализа с нормативными величинами‚ указание отклонений. Оценка интенсивности маслопотребления производится по измерению уровня масла на холодном и прогретом двигателе с фиксированием интервала пробега между доливками.
Интерпретация данных производится с учётом пробега‚ режима эксплуатации и истории ремонтов. Выделение возможных источников: износ поршневых колец‚ цилиндровых стенок‚ направляющих клапанов‚ турбонагнетателя‚ дефекты маслосистемы. Предложение наборов диагностических процедур для подтверждения причин: замер компрессии‚ контроль давления масла‚ визуальная дефектовка плунжеров масляного насоса‚ эндоскопия цилиндров‚ анализ выхлопных газов на наличие продуктов горения масла. Результаты документационно оформляются с указанием измеренных величин‚ применённых методик и рекомендаций по дальнейшим операциям.
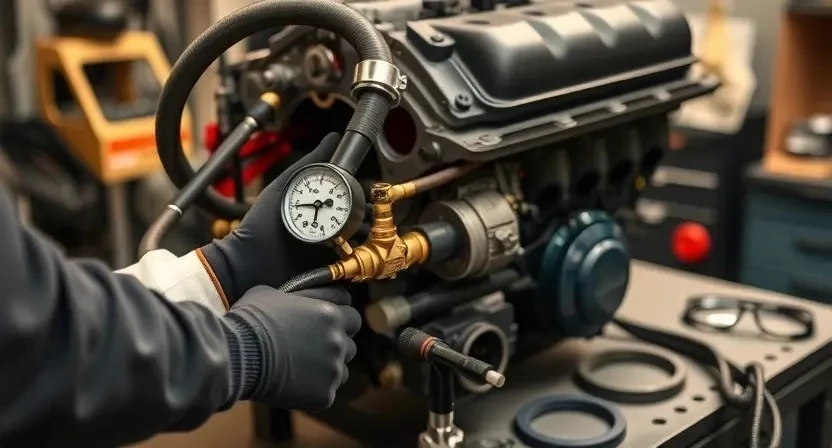
Измерение компрессии
Измерение компрессии производится по цилиндрам с применением манометра высокого давления. Запись значений выполняется в протокол для анализа.
Последовательность процедуры и допустимые значения
Проведение измерения компрессии выполняется при выключенном зажигании и демонтированных свечах. Подготовка цилиндров к измерению предусматривает доведение до рабочего теплового состояния. Измерение производится манометром со шкалой до 30 бар. Допустимое расхождение между цилиндрами фиксируется как не более 0‚5 бар; Норматив для одного цилиндра установлен в диапазоне 10–13 бар при проведении процедуры на прогретом двигателе.
Измерение давления масла выполняется масляным манометром с подсоединением в точку давления на двигателе. Давление на холостом ходу должно соответствовать 0‚8–1‚5 бар. При частоте вращения коленвала 3000 об/мин давление должно находиться в диапазоне 3‚0–4‚5 бар. Фиксирование отклонений и оформление выводов производится в отчётной документации.
Измерение давления масла
Постановка манометра производится на масляный канал. Фиксация параметров производится при разных режимах холостой и рабочий; Отклонения регистрируются.
Постановка манометра и контрольные параметры
Подготовка установки манометра производится на холодном двигателе с подключением к масляной магистрали через резьбовой штуцер датчика давления или переходник к крышке масляного фильтра. Применение манометра с погрешностью не более 1‚5% и диапазоном до 10 бар считается обязательным. Прибор фиксируется на держателе с виброизоляцией. Обеспечение герметичности соединений достигается уплотнительными прокладками и моментом затяжки по нормативу. Регистрация показаний производится при прогреве до рабочего температурного режима 90–105 °C‚ при стабильных оборотах холостого хода и при повышенных оборотах 2000–3000 об/мин.
Контрольные значения давления масла для модели устанавливаются: холостой ход 1‚5–2‚5 бар‚ 3000 об/мин 3‚5–5‚0 бар. Максимальные всплески допускаются до 6‚0 бар кратковременно. Давление при заглушенном двигателе не должно превышать 0‚2 бар. Отклонение от указанных параметров подлежит документированию и последующей дефектовке масляной системы и насоса.

Принятие решения о необходимости разборки
Оценка проводится по результатам компрессии‚ давления масла и диагностики. Разборка назначается при отклонении параметров за установленные допуски.
Критерии для демонтажа агрегата
Фиксация значительных отклонений компрессии от паспортных значений служит основанием для демонтажа. Снятие рекомендуется при выявлении просачивания масла через направляющие или через уплотнения‚ сопровождаемого повышенным расходом масла. При показаниях давления масла ниже допустимых границ фиксируется вероятность износа масляных каналов‚ насосных элементов или вкладышей‚ что обосновывает разборку. Диагностическая аппаратура должна подтвердить искажение фаз газораспределения‚ вызванное растяжением цепи или износом натяжителей; данный дефект считается критическим для продолжения эксплуатации без вмешательства.
Визуальное обнаружение трещин в блоке или ГБЦ‚ коррозионных поражений в рубашке охлаждения‚ деформаций плоскостей сопряжения оценивается как основание для демонтажа. При обнаружении металлической стружки в масляном фильтре или магнитном пробке фиксируется вероятность критического износа подшипников и валов‚ что требует извлечения агрегата для дефектовки. Резкое падение компрессии в одном цилиндре в сочетании с повышенным расходом топлива рассматривается как индикатор пробоя поршня или задиров‚ оправдывающий демонтаж для проведения измерений геометрии цилиндров и оценки необходимости расточки. Появление посторонних звуков высокой частоты и ударных импульсов при работе двигателя приравнивается к сигналу к демонтажу для предотвращения дальнейших разрушений.

Снятие двигателя
Снятие двигателя производится после фиксации состояния и маркировки коммуникаций. Демонтаж выполняется при снятом аккумуляторе. Опора двигателя подбирается по массе и точкам крепления. Гидравлическая опора устанавливается под картер. Крепления подрамника ослабляются по этапам. Трубопроводы топлива отсоединяются с удалением давления в системе. Электрические разъёмы промаркированы перед отсоединением. Подвес и коробка передач демонтируются при необходимости. Двигатель извлекается с соблюдением углов зацепления и центровки.
Положение двигателя и силовых элементов при демонтаже
Фиксация двигателя осуществляется на стенде с регулировкой высоты и угла наклона. Подготовка опор производится для исключения смещения агрегата в процессе вывешивания. Подвеска двигателя должна быть выполнена с применением сертифицированных стропов и траверс‚ распределение нагрузки маркируется на креплениях.
Крепления коробки передач и поперечины демонтируются по этапам при сохранении маркировки точек установления. Силовые элементы отсоединяются последовательно‚ при этом жгуты электропроводки и трубопроводы помечаются. Обеспечение доступа к шпилькам и болтам производится посредством выворачивания рулевого механизма и снятия защитных панелей. Перед началом подъёма проводится откачка рабочих жидкостей в герметичную тару с последующей утилизацией. Вывешивание агрегата выполняется с контролем показаний уровня нагрузки на подъемном приборе и записи параметров подъёма в журнал.

Разборка силового агрегата
Демонтаж узлов производится по фиксированной очередности. Маркировка деталей и креплений выполняется для сохранения соответствий при обратной сборке. Фиксация мелких деталей проводится в контейнерах с идентификацией.
Очередность и маркировка деталей
Определение последовательности разборки производится на основании схемы сборки двигателя. Упорядочивание компонентов производится по узлам: навесное оборудование‚ головка блока цилиндров‚ впускной тракт‚ ременной привод‚ масляный картер‚ поддон. Маркировка деталей производится с использованием устойчивых идентификаторов: номер детали‚ положение относительно МО (перед‚ зад)‚ цилиндровая группа по порядку. Сборочные соединения маркируются методом нанесения цветовых и цифровых обозначений. Подшипниковые крышки и коренные шейки нумеруются в соответствии с порядком установки. Болты и шпильки группируются по длине и шагу резьбы и размещаются в промаркированных лотках. Пара мм допусков для сопряжений фиксируется в сопроводительной карте.
Дефектовка компонентов
Проведение визуального и инструментального осмотра деталей. Выявление износа‚ трещин‚ задиров и деформаций. Фиксация результатов в отчёте.
Методы выявления износа и повреждений
Визуальный осмотр поверхности деталей выполняется при ярком направленном освещении для выявления трещин‚ задиров‚ пригаров и следов коррозии. Окрашивание и магнитно-порошковая дефектоскопия применяются для обнаружения поверхностных и подпороговых трещин в деталях из стали. Ультразвуковая контрольная обработка проводится для выявления внутренней пористости и расслоений корпуса блока и головки. Измерение геометрии осуществляется микрометром и индикатором часового типа по замерам цилиндров‚ шатунов и коленвала. Контроль твердости выполняется твердомером по шкале Роквелла или Бринелля для оценки структурных изменений. Замеры износа масляных каналов и направляющих клапанов проводятся нутромером и профильным щупом. Испытание на герметичность цилиндров и каналов осуществляется давлением и вакуумом с фиксацией утечек. Проверка поршневых колец производиться с помощью измерения бокового зазора в канавке и внутреннего диаметра цилиндра. Оборудование калибруется по рабочим эталонам; протоколирование результатов производится в формализованной форме с указанием допусков и замечаний.
Шлифовка коленчатого вала
Шлифовка выполняется по замерам износа. Контроль формы и биения. Допуск шероховатости задан. Балансировка производится после обработки поверхности.
Требования к шероховатости и допускам
Зона обработки коленчатого вала должна иметь шероховатость Ra 0.4–0.8 мкм для опор и Ra 0.2–0.6 мкм для шеек после окончательной шлифовки. Допуск на цилиндрическую овальность шеек допускается до 0.008 мм. Биение диаметра шейки относительно торца допускается до 0.01 мм. Радиальные зазоры вкладышей к шатунным шейкам для стандартного размера вкладыша составляют 0.020–0.040 мм‚ для ремонтных размеров ‒ увеличенные значения с учётом подбора. Контроль производится микрометром и индикатором часового типа. Поверхности‚ контактирующие с масляными каналами‚ должны сохранять зеркальную отделку без задиров. Контроль шероховатости осуществляется профилографом; значения сравниваются с нормативной картой. При несоответствии производится повторная шлифовка с последующим окончательным доводочным проходом и повторным измерением.
Расточка блока цилиндров
Расточка блока выполняется по шаблону. Контроль цилиндров производится по диаметру и биению. Объем снятого металла фиксируется в журнале.
Выбор и замена поршней
Подбор поршней по диаметру и допускам. Замена производится с указанием размеров‚ кольцевых зазоров и маркировки для контроля сборки и маслосъёма.
Подбор размеров и зазоров
Определение размеров поршней и вкладышей производится согласно паспортным данным двигателя Audi Q3 1.4 TFSI 150 л.с. Для цилиндров указывается номинальный диаметр и ремонтный размер. Для коленчатого вала указываются исходные и ремонтные шейки с допусками по диаметру. Подбор вкладышей осуществляется по классу ширины и радиальному зазору. Зазор кольца в канавке определяется измерением внутреннего диаметра поршня и наружного диаметра кольца с учётом температурного коэффициента.
Контроль натяга шатунных и коренных вкладышей проводится при применении калиброванных щупов. Величина радиального зазора между вкладышем и шейкой фиксируется протоколом измерений. Совмещение посадочных поверхностей проверяется измерительным инструментом. Допуск биения устанавливается по технологической карте.
Подбор поршневых колец осуществляется по ширине и толщине с указанием бокового зазора в цилиндре. Зазор на стыке кольца в отверстии цилиндра измеряется с применением щупа и фиксируется в акте дефектовки. Подбор деталей производится с учётом износа и ремонтных размеров‚ указанных в технической документации производителя.
Замена вкладышей и колец
Замена вкладышей и колец выполняется после дефектовки; подбор по размерам; замена комплектом; контроль зазоров и натяга осуществляется измерениями.
Контроль натяга и зазоров
Контроль натяга вкладышей и зазоров поршневых колец выполняется по технологической карте двигателя Audi Q3 1.4 TFSI 150 л.с. Измерение радиального и осевого зазора производится при помощи щупов и микрометра. Замер клина шатунной шейки и биения проводится при помощи индикатора часового типа. Фиксация показаний выполняется в акте измерений с указанием номера цилиндра и посадочных мест. Отклонения от паспортных значений подлежат классификации по градациям: допустимое‚ подлежит регулировке‚ подлежит замене. Регулировка осуществляется подбором комплекта вкладышей с контролем натяга при сборке. Рекомендуемая повторная проверка после обкатки при достижении рабочего теплового режима.
Работа с головкой блока цилиндров (ГБЦ)
Шлифовка седел клапанов. Замена прокладки ГБЦ. Измерение плоскостности. Контроль направляющих и направляющих втулок. Испытание герметичности.
Шлифовка‚ проверка седел и замена прокладок
Подготовка головки блока цилиндров производится очисткой от отложений и дегазацией каналов. Контроль плоскостности выполняется специализированным линейкой и щупом; допуск не превышает заводской величины. Шлифовка поверхности осуществляется на плоскошлифовальном станке с заданной шероховатостью; фиксирование размера проводится по исходному чертежу. Проверка седел клапанов производится визуально и измерением глубины посадки; дефекты фиксируются в акте дефектовки. Ремонт седел осуществляется притиркой или заменной направляющих при износе за пределами допустимых параметров. Замена прокладок осуществлена с применением оригинальных или эквивалентных деталей; натяжение болтов выполняется в последовательности и по моментам‚ указанным в технической документации. Контроль герметичности осуществляется давлением по цилиндрам и повторной проверкой на утечки.
Сборка двигателя
Сборка проводится по технологической карте. Применение заданных моментов затяжки‚ последовательность установки коленвала‚ поршней и ГБЦ соблюдены.
Порядок сборки и применение моментов затяжки
Сборка двигателя производится поэтапно с контролем соответствия маркировки и положения компонентов. Упоры и направляющие устанавливаются согласно посадочным местам. Шатунные крышки подготавливаются к установке‚ поверхности очищаются от загрязнений и следов коррозии. Вкладыши позиционируются в гнёздах‚ момент начальной затяжки задаётся согласно спецификации производителя. Окончательная затяжка выполняется в несколько ступеней с контрольными угловыми величинами; Болты головки блока заменяются одноразовыми‚ последовательность затяжки применяется от центральных к периферийным точкам. Применение динамометрического ключа обязательно для достижения требуемых моментов. Фиксация и повторная проверка моментов проводится после обкатки.
Обкатка и контроль после сборки
Обкатка производится в несколько этапов. Контроль параметров проводится по температуре‚ давлению масла‚ оборотам и детонации двигателя.
Режимы обкатки и повторные измерения параметров
Обкатка проводится для обеспечения приработки обновлённых деталей и стабилизации рабочих параметров двигателя Audi Q3 1.4 TFSI 150 л.с. Этапы обкатки включают холостую работу для первичного прогрева масляной системы и проверку герметичности соединений. После прогрева предусматривается серия кратковременных запусков с возрастающей нагрузкой и ограничением максимальных оборотов. Промежуточные интервалы эксплуатации на холостом ходу исключаются. Повторные измерения компрессии и давления масла выполняются после прогрева и после серии нагрузочных циклов. Фиксация параметров производится в журнале: значения компрессии по цилиндрам‚ показания манометра давления масла‚ температурные режимы охлаждающей жидкости и масла‚ время работы на каждом этапе. Сравнение с исходными значениями проводится для оценки приработки и выявления отклонений. При превышении допустимых отклонений проводится дополнительная диагностика и корректировка регулировок.
Составление акта выполненных работ и гарантийные условия
Составление акта выполненных работ производится после завершения всех операций по ремонту двигателя Audi Q3 1.4 TFSI 150 л.с. Документ содержит перечень выполненных процедур: диагностика‚ оценка состояния‚ измерение компрессии‚ измерение давления масла‚ демонтаж‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена поршней‚ вкладышей‚ колец‚ работа с головкой блока цилиндров‚ сборка‚ обкатка‚ регулировка. В акт вносится информация о применённых деталях с указанием номеров и маркировок. Указывается состояние заменённых узлов и проведённые измерения с результатами.
Гарантийные обязательства оформляются отдельным разделом. В гарантийном листе фиксируются сроки гарантии на работы и на установленные комплектующие. Условия гарантийного обслуживания включают перечень работ‚ выполняемых в гарантийный период‚ и исключения‚ при которых гарантийные обязательства аннулируются. В документе указан порядок обращения за гарантийным обслуживанием‚ требуемая документация и ответственность сторон. Сроки хранения отчётной документации определены внутренними регламентами. Подписи ответственных лиц и печать сервисного центра ставятся в завершающей части акта.