

Описание услуги по ремонту двигателя Audi Q8 3.0 V6 TDI 231 л.с. (2018–н.в.). Перечисление работ, контроль исходных параметров, гарантия.
Цель документа
Определение объема работ и критериев приемки ремонтных операций для двигателя Audi Q8 3.0 V6 TDI 231 л.с. (2018–н.в.). Установление последовательности диагностических и ремонтных мероприятий, включая измерение компрессии и давления масла. Формирование требований к демонтажу, разборке и маркировке компонентов для сохранения взаимозаменяемости узлов. Описание методов дефектовки деталей с указанием контролируемых параметров и предельных величин износа. Регламентация технологических операций шлифовки коленвала и расточки блока с фиксированием допустимых допусков. Определение критериев подбора поршней, колец и вкладышей по размерам. Формирование правил проверки плоскостей головки блока цилиндров и параметров сборки с указанием моментов затяжки. Установление порядка сборки двигателя, контролируемых величин и протоколов испытаний после обкатки. Указание формата протокола сдачи работы и перечня прилагаемых документов.
Область применения
Применение ограничено бензиновым двигателем указанной модели. Обслуживание производится на стационарном стенде с применением специализированного инструмента.
Модель и модификация
Идентификация двигателя произведена по коду и типоразмеру: Audi Q8 3.0 V6 TDI 231 л.с., модельный ряд 2018–н.в. Серийный номер фиксируется в документации при приеме. Конфигурация мотора содержит турбонаддув, непосредственный впрыск и алюминиевый блок цилиндров. Комплектация включает систему рециркуляции отработавших газов, электромагнитные форсунки и модуль управления двигателем с заводскими калибровками. Версии с отличающимися компонентами обозначаются по коду двигателя. Спецификации штатных допусков и предельных размеров приводятся в паспорте узла. Оригинальные и допущенные аналоги перечислены в спецификации.
Перечень выполняемых работ
Диагностика электроники и механики. Измерение компрессии, давления масла. Снятие, разборка, дефектовка, шлифовка, расточка, замена узлов.
Комплекс процедур
Перечень операций сформирован для двигателя Audi Q8 3.0 V6 TDI 231 л.с. (2018–н.в.). Диагностика включает считывание кодов ошибок и анализ базовых параметров. Оценка состояния предусматривает визуальный осмотр узлов, замер компрессии и давления масла. Измерения выполняются специализированными приборами с фиксацией результатов в протоколе. Демонтаж двигателя осуществляется по поэтапной схеме с маркировкой и упаковкой снятых компонентов. Разборка производится по узлам с последующей дефектовкой. Детали подвергаются измерительным операциям и неразрушающему контролю. Ремонтные операции включают шлифовку коленвала, расточку блока и замену поршней, колец, вкладышей, головки блока цилиндров с применением заводских допусков и технологий. Сборка проводится с контролем моментов затяжки и регулировками фаз газораспределения. Обкатка производится в установленных режимах с контролем давления и температуры. Завершение работы фиксируется протоколом испытаний и заключением об исправности.
Подготовка рабочего места
Освободить зону от посторонних предметов. Организация инструментов по видам. Защита поверхностей, маркировка крепежа, подготовка подъемного оборудования.
Оборудование и инструменты
Перечень специализированного оборудования и инструмента для ремонта двигателя Audi Q8 3.0 V6 TDI 231 л.с. (2018–н.в.). Ключевые позиции указываются для выполнения диагностических и ремонтных операций.
Стенд для снятия и установки агрегатов. Подъёмное оборудование с регулировкой высоты и фиксацией. Тележка для транспортирования двигателя. Набор торцевых головок и удлинителей, динамометрический ключ с диапазоном моментов затяжки до 500 Н·м. Компрессометр с адаптерами для дизельных камер сгорания. Манометр для измерения давления масла с переходниками на масляную магистраль. Набор щупов для замеров зазоров. Набор оправок и съемников для вкладышей и поршней. Приспособления для маркировки деталей. Шлифовальные станки для коленвала с комплектом абразивов и оправок. Станок для расточки блока цилиндров с цифровой системой управления. Пресс гидравлический для запрессовки вкладышей и направляющих. Комплект съемников для форсунок и топливных трубопроводов. Калибры и шаблоны для проверки плоскостей ГБЦ. Система промывки масляных каналов и деталей. Сварочный аппарат для ремонта трещин в элементах, при условии применения технологии, допускаемой заводом-изготовителем. Электронный диагностический сканер с протоколами Audi и возможностью считывания параметров в реальном времени. Набор очистителей и обезжиривающих средств профессионального класса. Запас измерительных инструментов: микрометры, линеейки, нутромеры, индикаторы часового типа. Упаковочные материалы для хранения разобранных узлов. Каталог деталей и техническая документация производителя.
Требования к безопасности
Защитная одежда обязательна. Электрооборудование обесточивается. Выхлоп удаляется. Применение подъемных устройств сертифицировано.
Организация защитных мер
Ограждение рабочего места в зоне ремонта двигателя. Зона маркируется контрастной лентой. Ограждение должно исключать посторонний доступ к подъемным механизмам и инструментам. Освещение рабочего пространства устанавливается с уровнем освещенности, обеспечивающим считывание маркировки и замеров. Вентиляция организуется для отвода паров топлива и масла при демонтаже узлов. Поверхности покрытий защищаются впитывающими материалами для предотвращения распространения жидкости. Сбор и утилизация масел и технологических жидкостей выполняется в закрытые емкости с пломбировкой.
Защита электросети производится через автоматические прерыватели с защитой от короткого замыкания. Заземление подъемного оборудования проверяется перед началом операций. Организация складирования снятых компонентов предусматривает маркировку и хранение в контейнерах с разделителями. Контроль доступа к кузовной части осуществляется с регистрацией времени и исполнителя операций. Применение ащитных покрытий на сопрягаемых поверхностях производится для предотвращения коррозии и механических повреждений при хранении. Документирование мероприятий по защите включено в отчет о приемке двигателя к ремонту.
Первичная диагностика
Сбор данных о симптомах неисправности. Выполнение внешнего осмотра. Фиксация кодов ошибок. Измерение базовых параметров двигателя.
Сбор исходных данных
Регистрация идентификационных параметров автомобиля и двигателя. Внесение VIN, модельного кода, года выпуска, комплектации и данных о предыдущих вмешательствах. Фиксация показаний пробега и сервисной истории. Сбор информации о текущих симптомах: посторонние звуки, утечки, потеря мощности, пусковые затруднения, повышенный расход топлива. Регистрация внешних признаков состоянии: следы масла, нагара, коррозии, повреждения шлангов и креплений. Фиксация данных системы охлаждения: уровень и состояние охлаждающей жидкости, наличие следов смешения. Оценка электропитания: напряжение аккумулятора и параметры зарядки. Запись контрольно-диагностических кодов, проведённых ранее. Оформление полного перечня измерительных точек и заложенных методов испытаний.
Электронная диагностика
Считывание кодов неисправностей выполнено. Параметры состава смеси, давления топлива и турбонагнетателя зарегистрированы. Протокол сохранён.
Считывание кодов и параметров
Считывание ошибок выполняется через диагностическое оборудование, совместимое с протоколами VAG. Считывание кодов неисправностей производится до выполнения механических работ. Параметры работы двигателя регистрируются в реальном времени: частота вращения, давление масла, температура охлаждающей жидкости, массовый расход воздуха, положения распределительных валов, угол опережения впрыска, давление наддува, сигналы датчиков положения и температуры. Протокол записи сохраняется в электронный архив. Сопоставление кодов с параметрами производится для определения последовательности дальнейших операций. Диагностические данные включаются в заключение и служат основанием для планирования ремонтных процедур.
Оценка состояния двигателя визуально
Осмотр наружных компонентов. Выявление течей, трещин, коррозии. Фиксация повреждений. Окончательный отчёт с перечнем дефектов и фото.
Осмотр узлов и соединений
Визуальный осмотр элементов мотора проводится для выявления утечек, трещин, коррозии и механических повреждений. Осмотр сосредоточен на впускном и выпускном коллекторах, турбокомпрессоре, трубопроводах масляной системы, топливных магистралях и электрических разъемах. Крепежные элементы подлежат проверке на наличие раскрутки и деформации. Резьбовые соединения обследуются на сорванность и наличие следов перегрева. Уплотнители и прокладки оцениваются по состоянию упругости и герметичности. Соединения охлаждающей системы проверяются на трещины и отложения. Фиксация дефектов производится в протоколе.
Измерение компрессии
Методика измерения компрессии цилиндров двигателя описана. Подготовка двигателя, последовательность замеров, фиксирование значений и оценка расхождений.
Методика и нормы
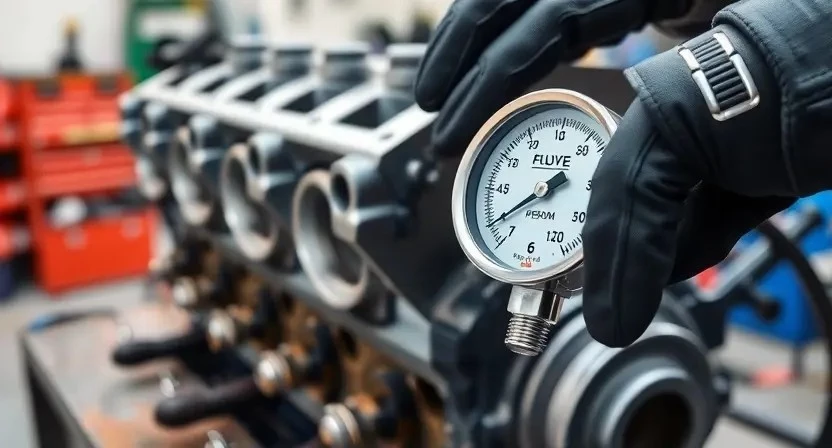
Измерение компрессии выполняеться с использованием манометра со шкалой до 30 бар. Запись значений производится по каждому цилиндру. Нормативное давление компрессии для двигателя 3.0 V6 TDI определяется в пределах 34–38 бар с поправкой на температуру и состояние прокладок. Снятие показателей производится при положении коленвала, соответствующем вверху мёртвой точки каждого цилиндра. Для измерения давления масла применяется манометр с рабочим диапазоном 0–10 бар. Контрольная величина холостого хода составляет 1,5–2,5 бар, под нагрузкой допускается рост до 5,0 бар при рабочей температуре 90 °C. Утечки масла локализуются по падению давления и по следам масла на корпусах. Степень износа шатунных и коренных вкладышей фиксируется по зазорам, измеряемым индикатором и микрометром. Допустимые допуски на зазоры вкладышей составляют 0,02–0,04 мм. При превышении зазоров производится замена комплектующих с подбором ремонтного размера. При шлифовке коленвала величина съёма металла ограничивается допустимыми ремонтными диаметрами, указанными в технической документации производителя. Расточка блока цилиндров производится по эталонным размерам с уточнением дефектов плоскостей. После сборки двигателя выполняется проверка компрессии и давления масла в контрольных режимах.

Измерение давления масла
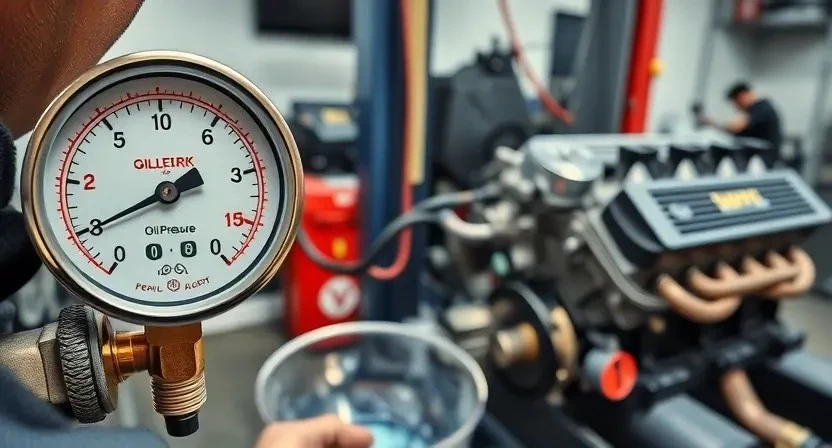
Измерение давления масла производится при прогретом двигателе. Подключение манометра к масляному каналу. Фиксация значений на холостых, при 2000 и 3000 об/мин. Сопоставление с паспортными нормами. Запись результатов в протокол.
Последовательность действий и контрольные значения
Подготовка к измерению давления масла: двигатель прогреть до рабочей температуры, шланг подачи давления подсоединить к штуцеру масляного канала. Измерение выполняется манометром с точностью 0,1 бар. Контрольное значение холостого хода ー 0,8-1,2 бар. Нагрузка при 2000 об/мин должна давать 3,5-4,5 бар. Параметры фиксировать в протоколе.
Измерение компрессии: свечи или заглушки удалить, компрессометр подключения обеспечить. Обкаточный клапан открыть, стартер включать до стабилизации показаний. Норма компрессии для поршневой группы 28-35 бар. Разница между цилиндрами допускается до 10%.
Фиксация результатов производится в журнале с указанием даты.

Принятие решения о демонтаже
Анализ диагностических параметров произведён. Критерии демонтажа зафиксированы: компрессия, давление масла, повреждения корпуса, ресурс деталей.
Критерии для снятия агрегата
Фиксация признаков, при которых демонтаж двигателя считается оправданным. Снижение компрессии под нормативный предел с отклонением от заводских значений более чем на допустимую величину. Давление масла ниже контрольного значения при замере под нагрузкой и при рабочей температуре. Наличие металлической стружки в масляном картридже или масляном фильтре подтверждено лабораторным или визуальным анализом. Повреждения блока цилиндров, трещины в зоне гильз или деформация плоскости под ГБЦ выявлены при измерении или при визуальном осмотре. Неисправности коленчатого вала, включая излом шейки, биение, задиры, зафиксированы при контрольных измерениях. Износ вкладышей, превышающий предел восстановления, подтвержден контрольной микрометрией и визуально. Поломки поршней, включая сколы юбок, прогары днищ, зафиксированы при осмотре с применением увеличения. Невосстановимая деформация головки блока, включая трещины в камерах сгорания или под головкой, подтверждена предварительной дефектоскопией. Наличие посторонних материалов в системе смазки, воздухе или камерах сгорания, влияющее на работу агрегата и подтвержденное анализом, рассматриваеться как причина демонтажа.
Снятие двигателя
Демонтаж двигателя производится с маркировкой узлов. Отключение коммуникаций, слив жидкостей, снятие навесного оборудования, подъем и укладка на стенд.
Порядок демонтажа и маркировка компонентов
Определение последовательности демонтажа производится на основе схемы креплений и спецификаций производителя. Снятие внешних узлов начато с систем, исключающих наличие давления. Слив рабочих жидкостей выполняется в герметичную тару. Отсоединение электрических разъемов производится с фиксацией их положения. Маркировка деталей производится маркировочными бирками с указанием номера цилиндра, положения на агрегате и направления установки. Компоненты, подверженные деформации, помещаются в индивидуальную тару. Болтовые соединения группируются по длине и классу прочности, крепеж сохраняется на промаркированных подложках. Дефектные элементы отделяются от годных и маркируются кодом дефекта. При демонтаже масса крупногабаритных узлов фиксируется на этикетке. Документирование операций производится с указанием даты, времени, номера договора и исполнителя работ, а также с приложением фотографий в высоком разрешении для последующей сборки и контроля соответствия.
Разборка агрегата
Разборка производится в последовательности: демонтаж навесных узлов, отсоединение трубопроводов, снятие крышек, извлечение поршней с шатунными вкладышами, разметка деталей.
Технология по узлам
Демонтаж сборочных единиц производится по блок-схеме, с маркировкой и упаковкой компонентов. Блок цилиндров подлежит подготовке к расточке с удалением нагара и контролем геометрии. Коленчатый вал направляется на шлифовку с последующей проверкой радиального биения и черновой балансировкой. Поршневые группы подлежат измерению диаметра и проверки канавок под компрессионные и маслосъёмные кольца. Вкладыши коренные и шатунные подлежат контролю толщины и износа по таблице предельных размеров. Головка блока направляется на проверку плоскостей фрезером и испытание на герметичность. Распредвалы подвергаются измерению износа кулачков и проверке подшипников. Сборочные операции выполняются с соблюдением моментных характеристик и применением калиброванных инструментов. Контроль проводится после каждой стадии обработки.
Дефектовка деталей
Проведение контроля износа. Замеры биения, трещин, задиров. Классификация по допускам. Оценка возможности восстановления или замены.
Методы контроля износа и повреждений
Визуальный осмотр поверхностей цилиндров, поршней, колец и шатунов с документированием обнаруженных дефектов. Обнаружение задиров, трещин, износа по маркировке и позиционной привязке. Измерение цилиндрического диаметра нутромером или микрометром. Измерение овальности и конусности выполняется по установленной схеме с протоколированием результатов. Контроль состояния коленчатого вала осуществляется по диаметрам шейк и биению. Замер маслянных канавок производится калиброванными щупами. Испытание вкладышей проводится по толщине и износу поверхности; зазоры определяются динамометрическими методами при сборке.
Использование магнитно-порошкового контроля для выявления поверхностных трещин. Применение ультразвукового метода для обнаружения скрытых дефектов в блоке и головке. Контроль плоскостей ГБЦ осуществляется индикатором по шаблону с протоколом. Результаты измерений фиксируются в формате диагностики с указанием допусков, отклонений и рекомендаций по восстановлению.

Шлифовка коленвала и расточка блока
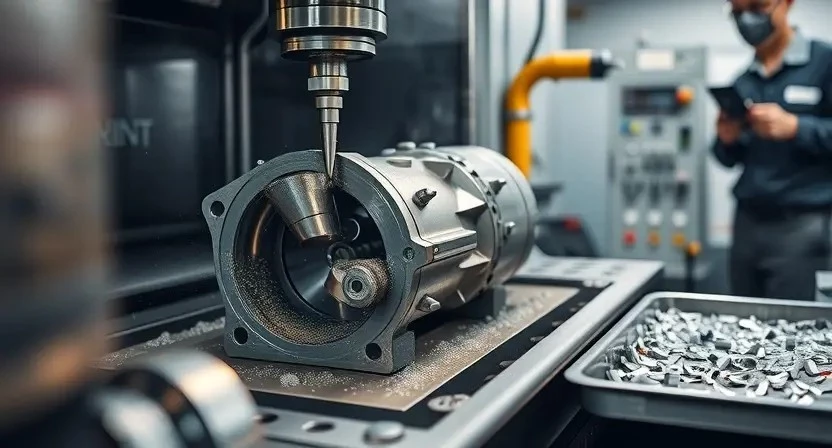
Шлифование шеек коленвала по допускам. Расточка цилиндров до ремонтного размера. Контроль биения и шероховатости поверхности при обработке.
Технологические параметры обработки
Установлены параметры шлифовки коленвала: круг абразивный зернистость 46-60, допуск окончательный по диаметру вкладышей +0,01…+0,03 мм, радиальная биение поверхности не более 0,02 мм. Расточка блока цилиндров производится с шагом подачи 0,05 мм на проход, припуск на расточку 0,2…0,5 мм в зависимости от износа. Зачистка плоскости головки блока выполняется финишным фрезерованием с зернистостью инструмента Rz 12 и допуском плоскостности 0,03 мм. Балансировка коленчатого вала после обработки выполняется динамическая с допуском остаточной неуравновешенности 1,5 г·см. Вкладыши подбираются по классу износа и маркировке, зазор масляный после сборки должен составлять 0,012…0,035 мм. Поршни подбираются по диаметру с допуском посадки 0,02 мм; кольца устанавливаются с зазорами по окружности 0,2…0,6 мм в зависимости от диаметра цилиндра. Напуск масла на стенки цилиндров производится тонкой масляной пленкой, предпочтение отдано обкаточным смесям с присадками для восстановления уплотнений. Контроль геометрии блока и головки производится измерительными приборами класса точности не ниже 0,01 мм.
Замена поршней, колец и вкладышей
Подбор деталей по допускам. Замена выполняется комплектами. Измерение посадочных мест; Обеспечение смазки при сборке. Контроль зазорів.
Подбор деталей и порядок сборки
Подбор компонентов производится по каталожным номерам двигателя Audi Q8 3.0 V6 TDI 231 л.с. 2018–н.в. Данные о допусках и совместимости сверяются с оригинальными таблицами производителя. Контроль посадочных размеров и отклонений проводится перед сборкой.
Использование поршней, колец и вкладышей допускается при совпадении размеров и маркировки. Подбор крепежа и уплотнений осуществляется по чертежам и спецификациям. Применение заменяемых деталей фиксируется в ведомости.
Очередность сборочных операций определяется технологической картой: установка вкладышей, установка коленчатого вала, монтаж поршней с кольцами, установка шатунов, предварительная затяжка, финишная крутящая фиксация. Моменты затяжки и последовательность шагов фиксируются в протоколе. Смазивание сопряжений выполняется специализированными составами; используемые материалы указываются в записи о сборке.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Плоскость проверена. Трещины выявлены. Побуждение к притирке клапанов описано. Замена сальников и направляющих произведена.
Проверка плоскостей и технология сборки головки
Проверка плоскостей головки блока цилиндров производится в условиях контроля геометрии. Плоскости очищаются от отложений и герметиков. Измерение плоскостей выполняется индикатором часового типа и плитой поверочной. Допуск деформации устанавливается по заводской документации и протоколу контроля. Визуальный осмотр фрезерованных поверхностей включает определение трещин и выкрашиваний. Замер толщины прокладки головки выполняется при использовании микрометра с поверкой. Шлифовка поверхности допускается при сохранении проектной толщины. Очистка маслопроводов проводится перед сборкой. Сборка головки производится по этапам: установка направляющих, монтаж седел клапанов, настил прокладки, установка болтов ГБЦ по моментам и очередности, контроль при помощи динамометра и угломера. Затяжка болтов выполняется по стадиям с фиксацией значений в протоколе. Контроль герметичности осуществляется методом опрессовки камер охлаждения и давления. Окончательный контроль совмещён с проверкой фаз газораспределения и регулировкой клапанных зазоров.
Сборка двигателя
Сборка производится по сборочным паспорту. Контроль зазорных величин. Моменты затяжки фиксируются. Смазка узлов перед установкой.
Контрольные моменты и момент затяжки
Перечень контрольных точек при сборке двигателя Audi Q8 3.0 V6 TDI 231 л.с. (2018–н.в.). Моменты затяжки головки блока цилиндров, шатунных болтов, коренных крышек и крышек распредвалов указаны в спецификации производителя. Применение динамометрического ключа и верующих переходных адаптеров обязательно для обеспечения заданного момента. Контроль угловой добивки болтов производится при наличии указанной процедуры. Очистка и обезжиривание резьбовой поверхности перед установкой крепежных деталей обязательна для обеспечения корректного натяга. Прокладки и элементы уплотнения подлежат замене при каждой сборке. Для сопряжений с требованием к моменту и последующей угловой добивке должны использоваться крутящие и угловые измерители с поверкой. Фиксация момента производится по этапам с указанием чередования затяжки в документе операции.
Обкатка и регулировка после ремонта
Обкатка производится поэтапно: прогрев, холостой ход, постепенная нагрузка. Регулировка топливной подачи и давления масла производится по параметрам.
Режимы обкатки и проверка параметров
Обкатка двигателя выполняется по этапам. Первичный этап предусматривает запуск на холостых оборотах до стабилизации параметров. Время фиксации рабочих значений определяется по температуре охлаждающей жидкости и давлению масла. Второй этап включает постепенное увеличение нагрузки при контроле вибрации, шума и утечек. Скоростные режимы изменяются плавно. Третий этап предусматривает движение с переменными оборотами без длительных максимальных нагрузок. Параметры контролируются с помощью диагностического сканера и манометра. Замеры компрессии и давления масла проводятся после прогрева. Регистрация показателей производится в акте приемки. Отклонения фиксируются и сопровождаются протоколом неисправностей.
Протоколы тестирования и выдача заключения
Составление протокола испытаний осуществляется по регламенту диагностики. Фиксация измерений компрессии выполняется с указанием цилиндра, давления и температуры. Запись параметров давления масла производится с указанием точек измерения и серийного номера датчика. Приведение результатов электронного сканирования в протокол производится с указанием кодов неисправностей и моментальных параметров. Отчёт о дефектовке содержит перечень изношенных и повреждённых деталей с указанием размеров и предельных значений. Документирование операций по шлифовке и расточке включает указание технологических режимов, допусков и применённых инструментов. Сборочный отчёт содержит перечень использованных запасных частей с артикулами и контрольные моменты затяжки. Протокол обкатки отражает режимы работы, значения давления масла, температуры и оборотов в процессе наработки. Выдача заключения осуществляется в виде подписанного акта с рекомендациями по последующему обслуживанию и сроками гарантийного обслуживания.