
Предоставление услуги ремонта двигателя Audi R8 4.2 FSI V8 420 л.с. включает диагностические и восстановительные работы.
Назначение документа
Документ предназначен для регламентации работ по диагностике и ремонту двигателя модели 4.2 FSI V8 420 л.с. (2006–2015) в условиях специализированного сервиса. Представление требований к этапам работ‚ перечня операций и оформлению результатов направлено на обеспечение последовательности действий. Описание ограничено задачами оценки состояния‚ измерений компрессии и давления масла‚ процесса снятия и разборки‚ дефектовки‚ операций шлифовки и расточки‚ замены поршней‚ колец и вкладышей‚ восстановления головки блока цилиндров‚ последующей сборки‚ монтажа и обкатки. Указаны требования к документированию результатов и оформлению актов приёмки-передачи агрегата.
Область применения
Применение процедуры ремонта ограничено бензиновыми двигателями Audi R8 4.2 FSI V8 420 л.с. модельного ряда 2006–2015 годов выпуска. Обработка объёма работ охватывает диагностические мероприятия‚ оценку состояния агрегата‚ измерение компрессии и давление масла‚ демонтаж силового блока‚ разборку узлов для дефектовки‚ шлифовку коленвала и расточку блока цилиндров‚ замену поршней‚ поршневых колец и вкладышей‚ восстановление головки блока цилиндров с заменой седел клапанов‚ последующую сборку‚ монтаж на раму кузова и обкатку в условиях стендовых и дорожных испытаний. Применение регламентируется эксплуатационной документацией производителя и нормативами по допускам посадочных поверхностей‚ износа и предельных размеров. Периодичность и перечень операций определяются результатами первичной диагностики и журналом технического состояния автомобиля.

Общие сведения о двигателе
Описание двигателя V8 4.2 FSI‚ рабочий объём‚ мощность 420 л.с.‚ строение с алюминиевым блоком и составными распредвалами.
Технические характеристики двигателя 4.2 FSI V8 420 л.с. (2006–2015)
Объем рабочего цилиндров 4163 см3. Максимальная мощность 309 кВт при рабочем диапазоне оборотов‚ указанный в технической документации производителя. Крутящий момент 430 Н·м при соответствующем диапазоне оборотов. Степень сжатия 11‚0:1. Конфигурация V8 с углом развала цилиндров 90°. Система впрыска топлива ⎯ непосредственный впрыск FSI. Система газораспределения DOHC‚ четыре клапана на цилиндр. Материал блока ⎯ алюминиевый сплав с гильзами алюминий-никель в зависимости от исполнения.
Масляная система с давлением регулирования через перепускной клапан‚ объем картерного масла указан в регламенте. Система охлаждения с насосом и термостатом‚ рабочая температура определяется датчиком температуры. Привод ГРМ цепной или с комбинацией цепь-натяжитель в зависимости от года выпуска и модификации. Габаритные и монтировочные параметры определяются заводскими чертежами для точного подбора крепежа и опор.
Особенности конструкции и материалы компонентов
Блок цилиндров изготовлен из алюминиевого сплава с добавлением кремния. Коленчатый вал изготовлен из закалённой стали с фосфатированным покрытием для защиты рабочих поверхностей. Шатунные коренные и шатунные вкладыши выполнены с антифрикционным слоем. Поршни изготовлены из кованого алюминия с многоканальной маслосъёмной канавкой. Головка блока цилиндров выполнена из легкого сплава с интегрированными каналами для охлаждающей жидкости.
Клапанные направляющие выполнены из бронзы. Седла клапанов выполнены из закалённого сплава. Распредвалы изготовлены из высокопрочной стали. Привод ГРМ представлен цепным механизмом с натяжителем. Уплотнительные прокладки изготовлены из многослойного стального материала или композитных составов в зависимости от узла. Монтажные поверхности имеют фрезерную обработку на заводском уровне. Контроль размеров производится измерительными приборами высокой точности.
Подготовка к выполнению работ
Организация рабочего места‚ инструментов и запчастей. Подготовка документации. Проверка электроснабжения и подъёмного оборудования.
Организация рабочего места и инструмента
Рабочая зона обозначена и освещена. Поверхности очищены от загрязнений и обезжирены. Подготовка подъемного оборудования выполнена с расчётом массы силового агрегата и аксессуаров. Расположение стойки под двигатель определено с привязкой к центру тяжести. Поддоны для расходных материалов и мелких деталей выделены по видам компонентов. Инструментальная тележка укомплектована набором динамометрических ключей‚ медных отбойников‚ оправок и съемников. Измерительное оборудование расположено на стационарной поверхности с амортизацией. Контейнеры для жидкостей промаркированы. Электропитание инструментов защищено автоматикой. вентиляция обеспечена по нормам.
Необходимая диагностическая аппаратура и измерительные приборы
Перечень приборов для диагностики двигателя 4.2 FSI V8 420 л.с.: стенд для диагностики электроники с интерфейсами OEM‚ манометр высокого давления для масляной магистрали с плавной градуировкой‚ компрессометр с адаптерами под свечные проёмы‚ вакуумный насос с манометром для проверки впуска‚ осциллограф с частотной развёрткой для анализа сигналов датчиков и катушек зажигания. Измерительные инструменты: динамометрический ключ с набором головок и предельной точностью‚ микрометры для наружных диаметров‚ нутромеры для кернов внутренней поверхности‚ индикаторы часового типа для контроля биения коленвала‚ линейка и щупы для зазоров. Приборы калиброванные. Калибровка и поверка приборов документируются. Хранение в условиях‚ соответствующих паспорту оборудования.
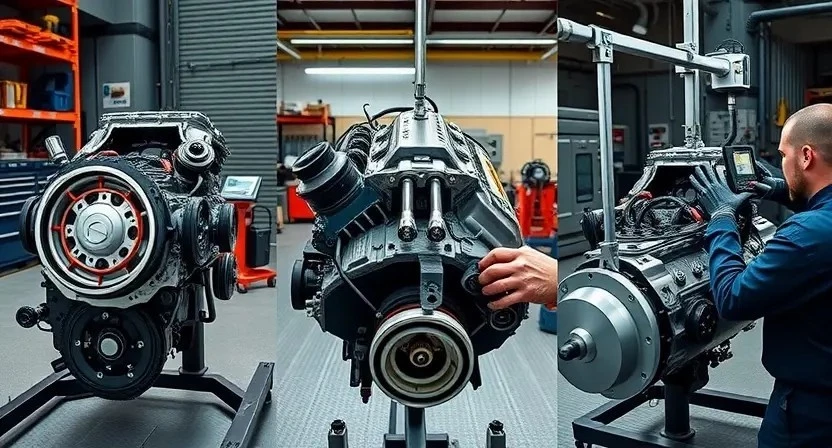
Первичная диагностика и оценка состояния
Визуальный осмотр двигателя выполнен. Фиксация повреждений и утечек выполнена. Запись дефектов произведена в отчёт.
Алгоритм выполнения визуального осмотра и фиксации дефектов
Осмотр выполнять по этапам. Визуальная оценка поверхности блока‚ крышек‚ коллекторов и трубопроводов. Фиксация трещин‚ выявленных подтёков масла‚ следов коррозии и термических повреждений. Оценка состояния уплотнений и прокладок. Регистрация ослабленных и повреждённых креплений. Осмотр шкивов‚ ремней и роликов с фиксацией износа. Проверка состояния патрубков охлаждения и электроразъёмов. Захват изображений в высоком разрешении для архивирования.
Документирование дефектов посредством фото и таблиц. Присвоение кодов повреждениям. Заполнение акта дефектовки с указанием местоположения‚ типа‚ размера и степени повреждения. Внести данные в электронную базу. На основании фиксации формирование перечня необходимых измерений и работ.
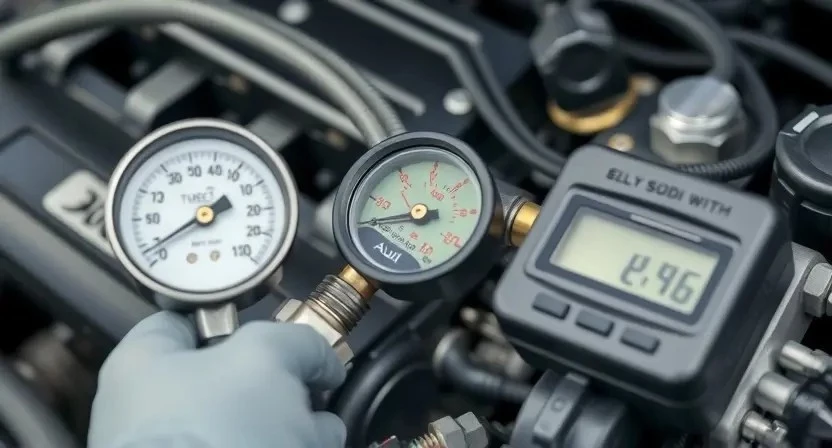
Измерение компрессии
Подготовка цилиндров к замеру включается: отключение подачи топлива‚ снятие катушек и свечей‚ установка манометра‚ прокрутка стартером.
Последовательность операций при измерении компрессии
Подготовка агрегата производится на подъемнике с исключением подачи топлива и удаления катализаторов; система зажигания отключается. Снятие свечей зажигания выполняется с маркировкой каждого цилиндра. Подключение манометра компрессии производится к свечному отверстию с уплотнением квадрата. Проворачивание коленвала осуществляется стартером до достижения стабильного показания‚ фиксирование показаний производится на каждом цилиндре в одинаковых условиях. Сравнение результатов производится с заводскими допусками‚ фиксирование отклонений в отчете. При выявлении разницы более допустимой величины выполняется дальнейшая диагностика ГБЦ и колец.
Измерение давления масла
Подключение манометра к масляной магистрали и снятие показаний при холодном и прогретом двигателе. Фиксация данных в протоколе.
Порядок подключения и снятия показаний масляного давления
Подготовка измерительного оборудования выполняется с использованием манометра с диапазоном до 10 бар и адаптера для резьбы датчика давления‚ совместимого с резьбой в блоке двигателе. Отсоединение электрической части производится путем отключения аккумуляторной сети‚ обеспечение отсутствия питания. Подключение манометра осуществляется к резьбовому порту вместо датчика давления или через переходник‚ закрепление уплотнений выполняется герметично.
Запуск двигателя производится в штатном режиме на минимальных оборотах для стабилизации давления. Снятие показаний производится после достижения рабочего температурного режима масла. Фиксация и запись максимальных и минимальных значений выполняется при выдержке на каждой контрольной частоте вращения. Отключение манометра выполняется при заглушенном и остуженном двигателе‚ возвращение штатного датчика производится с заменой уплотнений. Протечек не допускать; контроль герметичности выполнить после установки.
Принятие решения о демонтаже
Оценка результатов компрессии и давления масла произведена. Принятие решения производится на основании выявленных предельных износов.
Критерии перехода к снятию двигателя
Определение необходимости снятия двигателя производится на основании измерений и визуальных данных. При обнаружении утечек масла‚ несовместимых с восстановлением на автомобиле‚ производится документирование дефектов и планирование демонтажа. При измерении компрессии с отклонениями более чем на 20% между цилиндрами принимается решение о демонтаже для дальнейшей дефектовки. При масляном давлении ниже паспортных значений в рабочих режимах и наличии металлических частиц в фильтре выполняется анализ масляной системы и назначается снятие. При повреждении ГБЦ‚ трещинах в блоке цилиндров или коррозии рабочих поверхностей выполняется демонтаж для проведения восстановительных работ. В случаях износа коренных и шатунных шеек свыше допустимых допусков производится снятие для проточки и замены вкладышей. Превышение радиального биения коленвала за пределы допуска фиксируется и переводится в перечень работ с демонтажем. При повторяющихся гидравлических или механических отказах в приводе клапанов демонтаж указывается в акте диагностики.
Снятие двигателя и агрегатов
Отсоединение коммуникаций производится по схеме; маркировка разъёмов и фиксация крепежа выполняется перед демонтажом двигателя.
Порядок отсоединения коммуникаций и креплений
Последовательность работ документируется перед началом снятия силового агрегата. Электросистема обесточивается путём отключения аккумуляторной батареи и изоляции проводки. Топливная магистраль демонтируется с использованием съемников соединений и организация сбора топлива. Охлаждающая система разобщается через сливные точки‚ при этом жидкость собирается в ёмкости. Вакуумные и пневматические линии отсоединяются по маркировке. Выхлопная система отделяется от фланцевых соединений и поддерживающих кронштейнов. Рулевая и подвесная гидролинии освобождаются от давления и перекрываются. Кабели управления трансмиссией и датчики фиксируются с пометками на местах установки. Крепёж двигателя к опорам и подрамнику откручивается по заданной очередности‚ болты сохраняются в контейнерах с идентификацией. Подъемная оснастка подводится к монтажным точкам‚ после чего масса распределяется равномерно.
Разборка силового агрегата
Разборка выполняется по этапам: снятие навесных узлов‚ маркировка соединений‚ последовательная разборка блока и навесного оборудования.
Последовательность разборочных операций и маркировка деталей
Разборка производится по этапам с фиксацией состояния узлов. Снятие навесного оборудования выполняется до демонтажа головок. Отсоединение топливной и масляной магистралей проводится с применением специализированных заглушек. Крепления распредвалов и коромысел демонтируются по каталожной очередности. Блок цилиндров извлекается после снятия коленчатого вала и шатунов. Маркировка каждой детали выполняется нанесением уникального номера на неповреждаемые поверхности. Маркировка головок и крышек осуществляется методом лазерной гравировки. Сборочные группы укладываются по зонам для исключения смешивания; Фиксация соответствия маркировки и фотоархива в электронной базе производится моментально.
Дефектовка и техническая оценка деталей
Визуальный осмотр выполнен. Измерение износа шеек и отверстий произведено. Результаты документированы в отчёте по деталям.
Методы выявления износа и повреждений блоков‚ шатунов‚ коленвала
Визуальный осмотр поверхности блока цилиндров выполняется с целью обнаружения трещин‚ коррозии и следов перегрева. Осмотр проводится под увеличением и направленным источником света. Магнитопорошковое или краситель-контрастное исследование применяется для обнаружения поверхностных и сквозных трещин на блоке и коленвале. Геометрические параметры шатунов и коленчатого вала измеряются микрометром и нутромером по заводским допускам. Контроль биения и прогиба коленвала осуществляется индикатором часового типа на оправке. Измерение износа расточек и постелей производится залеганием индикаторов и шаблонов. Испытание на дефектоскопах ультразвуковым методом выполняется при подозрении на внутренние трещины. Испытание балансировочным стендом проводится для оценки дисбаланса и выявления деформаций. Фиксация результатов производится в форме протокола с указанием измеренных параметров и предельных значений.
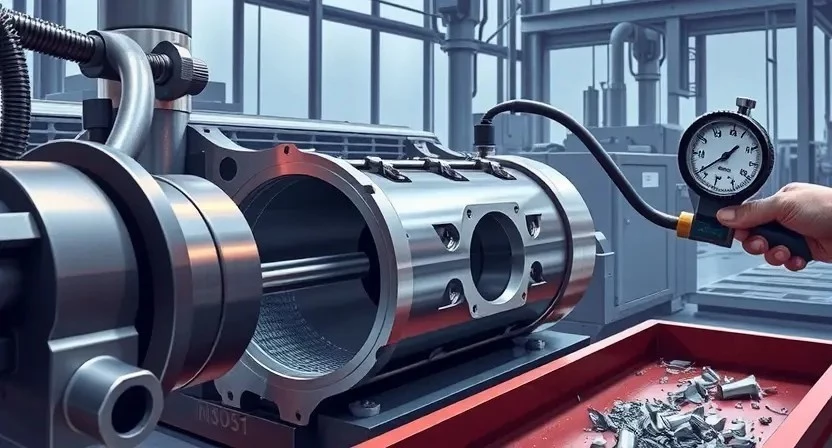
Шлифовка и расточка коленвала и блока цилиндров
Шлифовка и расточка выполняются с допусками производителя. Контроль биения и шероховатости проводится после каждого этапа обработки.
Технологические параметры шлифовки и расточки
Определение размеров выполняется по технической документации двигателя 4.2 FSI V8 420 л.с. Контроль осуществляется до начала механической обработки. Допуск на износ цилиндров устанавливается в миллиметрах в соответствии с нормативами производителя. Шлифовка коленвала производится с использованием балансировочного станка и абразивных кругов с зернистостью‚ соответствующей заданной шероховатости. Расточка блоков цилиндров выполняется на вертикально-расточном оборудовании с цифровым управлением. Притирка поверхности гильз производится специальными пастами с фиксированными зернами. Температурный режим выдерживается для исключения деформаций. Смазка режущих инструментов подбирается по виду обработки. Глубина прохода задаётся в пределах нескольких сотых миллиметра‚ шаг обработки варьируется по материалу блока. Измерение геометрии после обработки проводится микрометрами и калибрами с классом точности не ниже 1. При необходимости выставления окончательной чистоты поверхности применяется шлифовка с мелкой зернистостью и последующая очистка от абразивной пыли.

Замена поршней‚ колец и вкладышей
Выбор комплектов по каталогу. Замена производится по измерениям посадочных и масляных зазоров. Маркировка деталей сохранена.
Выбор комплектующих и допуски посадочных поверхностей
Определение комплекта запчастей производится на основании измерений износа и заводских спецификаций. Поршни подбираются по диаметру и массе с учётом предельных отклонений. Кольца подбираются по внутреннему диаметру канавок и натягу замка. Вкладыши должны соответствовать классу износа коленвала и иметь посадочные размеры согласно каталогу. Прокладки и сальники подбираются по материалу и толщине. План шлифовки и расточки основывается на допустимых припусках поверхности блока и коленвала. Контроль допусков производится измерительными приборами.
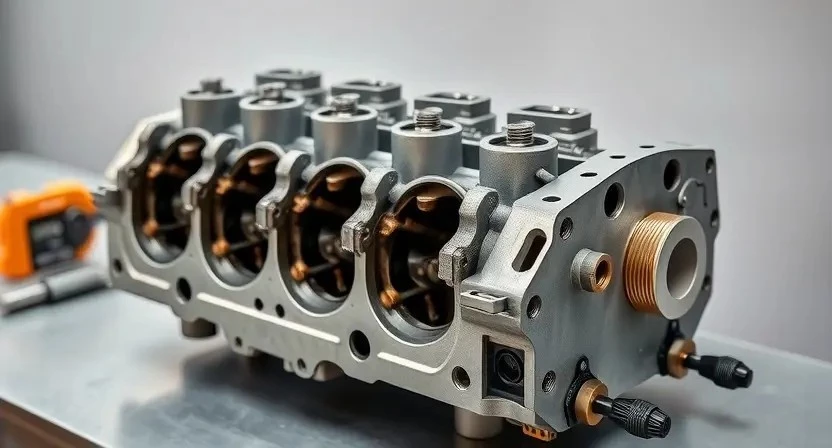
Восстановление головки блока цилиндров (ГБЦ)
Дефектация ГБЦ выполнена по проточке плоскости‚ проверке трещин методом магнитопорошкового контроля‚ замене седел клапанов.
Порядок дефектации ГБЦ‚ планирование фрезеровки и замены седел клапанов
Визуальная оценка поверхности головки блока цилиндров производится при освещении не менее 1000 лк; Фиксация трещин и коррозионных участков выполняется с помощью красочного дефектоскопирования и микроскопии поверхности. Измерение плоскостности проводится индикатором часового типа с шагом контроля 50 мм; допустимый прогиб поверхности указан в технической документации производителя. Контроль износа направляющих клапанов производится измерением зазора специальным набором щупов и микрометрией седла.
Принятие решения о фрезеровке основываеться на сумме изъятий‚ выявленных при измерении‚ и предельно допустимом снятии металла. Планирование операции фрезеровки включает расчет толщины прокладки ГБЦ и последующую проверку углов установки клапанов. Замена седел клапанов производится при превышении износа профиля более чем на допустимый межцентровой параметр‚ при наличии трещин или разрушений. Маркировка деталей выполняется до демонтажа для обеспечения стыковки при сборке. Контроль герметичности каналов после восстановления осуществляется методом опрессовки с давлением‚ указанным в нормативах.
Сборка двигателя
Сборка производится после дефектации и подготовки деталей. Установка коленвала и шатунов выполняется с контролем крутящего момента.
Контрольные операции при установке коленвала‚ шатунов и поршневой группы
Контроль установки коленвала производится по соосности посадочных опор и биению шейки относительно плоскости блока. Измерение выполняется индикатором часового типа на каждом расточке. Допуск биения должен соответствовать заводским параметрам; при превышении запланирована шлифовка.
Установка шатунных вкладышей проводится с учетом маркировки и ориентации канавок. Проверка зазора производится щупом в районе шейки; зазор сравнивается с техническими данными. Обеспечение смазки осуществляется нанесением монтажного состава на рабочие поверхности.
Монтаж поршневой группы производится с контролем посадки колец по зазору в канавках и по вылету поршня относительно блока. Измерение компрессионной высоты выполняется калиброванным инструментом. После сборки выполняется прокручивание коленвала вручную с регистрацией усилия и наличия посторонних сопротивлений.
Монтаж двигателя на автомобиль
Установка двигателя производится с применением траверсы и опор‚ крепления затягиваются по моментам‚ подключение коммуникаций выполняется.
Этапы установки и подключение систем
Монтаж двигателя производится последовательным способом. Крепления подрамника и опоры двигателя устанавливаются с контролем моментов затяжки и маркировкой положения. Подключение электрических разъемов выполняется по схеме электрооборудования; фиксация контактов и изоляция должны обеспечивать отсутствие люфтов. Топливная магистраль подсоединяется с заменой уплотнений. Система охлаждения подключается с очисткой каналов и заполнением охлаждающей жидкостью по спецификации. Масляные магистрали и фильтры соединяются с соблюдением направления потока.
Вакуумные трубопроводы и впускной тракт закрепляются на штатных опорах. Прокладки и сальники заменены. Подключение выхлопной системы производится с совмещением фланцев и контролем утечек. Прокладка проводки уложена без натяжений.
Пусковые магистрали и диагностические разъемы оставлены доступными для последующего тестирования.
Обкатка и настройка после ремонта
Обкатка двигателя производится по этапам: холостой ход‚ постепенное увеличение нагрузки‚ контроль температур и давления масла.
Режимы обкатки‚ контрольные измерения и регулировки
Обкатка двигателя производится в три этапа: прогретый холостой режим‚ нагрузки частичного газораспределения‚ эксплуатационный режим с переменными оборотами. Время каждого этапа регламентировано по тепловой карте и составляет от 15 до 60 минут в зависимости от восстановленных узлов. Контрольные измерения включают давление масла‚ компрессию по цилиндрам‚ температуру охлаждающей жидкости и СО-выхлопа. Замеры выполняются манометром‚ компрессометром и термопарами с фиксацией протокола. Регулировки выполняются по полученным показателям: регулировка фаз газораспределения производится при отклонении угловых значений‚ давление масла корректируется подбором масляного насоса или установкой регулировочных шайб‚ управляемые элементы электроники настраиваються посредством диагностического интерфейса с записью калибровок в сервисную документацию.

Заключительная проверка и документирование работ
Финальные испытания двигателя проведены. Показатели зафиксированы в отчёте. Выдан акт выполненных работ и гарантия.
Проверочные испытания‚ фиксация параметров и составление отчёта
Проведение контрольных испытаний двигателя после ремонта предусматривает поэтапную проверку рабочих параметров. Испытания включают измерение компрессии‚ снятие показаний масляного давления‚ контроль температуры охлаждающей жидкости и оценку утечек по впуску и выпуску. Запись результатов выполняется в таблицу с указанием цилиндра‚ значения давления‚ времени прогрева и режимов нагрузки. Технические параметры сравниваются с нормативными допусками производителя для модели 4.2 FSI V8 420 л.с.
Формирование итогового отчёта производится с разделением на разделы: выполненные операции‚ выявленные несоответствия‚ измеренные значения‚ применённые компоненты с заводскими номерами и рекомендации по дальнейшей эксплуатации. Приложением к документу прилагаются графики давления и температуры‚ фотографии критичных узлов и копии применённых сертификатов на запчасти.