
Описание услуг по ремонту двигателя BMW M8 G15 4.4 V8 600 л.с. (2019–н.в.). Перечисление процессов: диагностика‚ оценка‚ измерения.
Цель документа
Определение задач и установление технологических требований к выполнению ремонта двигателя BMW M8 G15 4.4 V8 600 л.с. (2019–н.в.); Описание объема работ‚ критериев оценки и ожидаемых результатов. Установление стандартизированных этапов: диагностика электронных систем‚ измерение компрессии‚ контроль давления масла‚ документирование результатов. Регламентирование операций по демонтажу‚ маркировке и хранению снятых узлов. Описание последовательности разборки блока цилиндров и головки блока цилиндров с указанием точек контроля и методов измерения. Формирование требований к дефектовке с перечнем измерительных приборов и контрольных допусков. Определение технологии обработки: шлифовка коленвала‚ расточка гильз‚ обработка посадочных поверхностей. Указание на подбор комплекта поршней‚ колец и вкладышей по исходным размерам и допускам. Описание этапов сборки с фиксированием моментов затяжки и контрольных зазоров. Установление процедур обкатки и настройки после ремонта. Документирование результатов испытаний и составление акта выполненных работ.

Область применения
Обслуживание двигателей BMW M8 G15 4.4 V8 600 л.с. (2019–н.в.). Применение процедур ограничения рамок работ в ремонтной документации.
Модель и период выпуска
Идентификация двигателя производится по маркировке: BMW M8 G15‚ двигатель V8 4.4‚ мощность 600 л.с. Годы выпуска указаны 2019–н.в. Серийные номера и коды двигателя фиксируются в сопроводительной документации перед началом работ.
Эксплуатационные характеристики и конструктивные особенности агрегата учитываются при планировании процедур обслуживания и ремонта. Подбор деталей осуществляется по точным индексам‚ сопоставляемым с заводскими каталожными данными. Рабочие инструкции формируются с привязкой к заводским техтребованиям и регламентам.
Ограничения по применению запасных элементов и материалов указываются в спецификациях изготовителя. Ведомости о совместимости компонентов прикладываются к отчёту.
Перечень выполняемых работ
Перечисление операций: диагностика‚ оценка состояния‚ измерение компрессии и давления масла‚ демонтаж‚ разборка‚ дефектовка‚ обработка деталей.
Комплекс процедур
Перечень операций‚ выполняемых при ремонте двигателя BMW M8 G15 4.4 V8 600 л.с. (2019–н.в.)‚ включает контрольные измерения и восстановительные работы. Выполнение диагностики электронных систем и регистрация кодов неисправностей. Измерение компрессии по цилиндрам с записью показателей. Измерение давления масла в рабочих точках с фиксацией значений и сравнением с нормативами. Снятие агрегатов с маркировкой узлов и документацией взаимного расположения. Разборка блока цилиндров с последовательной упаковкой деталей. Дефектовка компонентов с применением измерительных приборов и сверкой с предельными размерами. Шлифовка коленчатого вала и расточка блока согласно технологическим картам. Замена поршней‚ колец и вкладышей с подбором по размерам и маркировке. Восстановление головки блока цилиндров через шлифовку‚ проверку прямолинейности и замену клапанных направляющих при необходимости. Сборка производится по моментам затяжки и установке зазоров. Обкатка двигателя организуется с поэтапной нагрузкой и регистрацией параметров работы. Настройка системы управления двигателем выполняется после обкатки посредством калибровочных процедур и регистрации итоговых показателей.
Подготовка рабочего места и оборудования
Организация рабочего места выполнена: очистка‚ маркировка зон‚ установка подъемника и стенда. Инструмент подготовлен и поверен.
Инструмент и стенды
Перечень оборудования‚ предназначенного для выполнения работ с двигателем BMW M8 G15 4.4 V8 600 л.с. (2019–н.в.). Стенд для снятия и установки двигателей с фиксированием опор и центровкой. Стенд для проточки коленвала с возможностью регулировки частоты вращения и системы охлаждения. Шлифовальный станок с контролем шероховатости и шагом подачи‚ применяемый для обработки шеек и сопрягаемых поверхностей. Расточный станок с цифровым позиционированием и охлаждением резца. Прессовые устройства с набором оправок для запрессовки вкладышей и направляющих. Компрессионный манометр с адаптерами под свечные отверстия и адаптерами для бензиновых двигателей. Манометр давления масла с измерительной линией и калибровочным блоком. Вакуумный насос для удаления воздуха из гидросистем и испытаний герметичности. Электронный осциллограф для анализа датчиков и сигналов высокого напряжения. Динамометрическая отвертка и динамометрический ключ с набором головок для контроля моментов затяжки. Контрольно-измерительные щупы и микрометры для контроля зазоров и размеров. Набор щупов для проверки размеров канавок и посадочных мест. Подставки и стеллажи для маркировки и хранения деталей с указанием номера двигателя и операции. Приспособления для фиксации распредвалов и балансировки маховика. Средства для чистки деталей ультразвуковые и струйные с возможностью регулировки температуры раствора. Средства для снятия лаковых и масляных отложений химические и механические с контролем состава. Приборы для контроля герметичности цилиндропоршневой группы с подачей сжатого воздуха и жидкостным методом. Комплект инструментов для разборки-консервации коллекторов‚ топливной аппаратуры и системы охлаждения. Электрические и ручные инструменты с изоляцией‚ соответствующей стандартам безопасности. Средства индивидуальной защиты операторов для исключения контакта с агрессивными средами и острыми кромками. Системы вытяжной вентиляции и удаления паров рабочих растворов. Документация по обеспечению калибровки и поверке измерительных приборов с указанием интервалов и ответственных подразделений.
Приемка автомобиля
Регистрация обращения выполнена в журнале. Визуальная фиксация повреждений проведена. Оформление входных документов произведено в установленном порядке.
Регистрация обращения и документация
Фиксация обращения производится в электронном журнале сервиса. В карточке указываются: VIN‚ модель‚ двигатель 4.4 V8‚ год выпуска‚ пробег‚ заявленные неисправности и дата поступления. Описание внешних признаков состояния оформляется в виде фотопротокола с привязкой к контрольным точкам. Диагностические коды и результаты предварительных замеров регистрируются отдельно. Оценка объема работ оформляется сметой с пооперационной детализацией и прогнозом трудозатрат. Подписываемые документы включают согласие на ремонт‚ акт приемки и ордер на разборку. Архивация делается с индексированием по VIN и дате.
Диагностика состояния двигателя
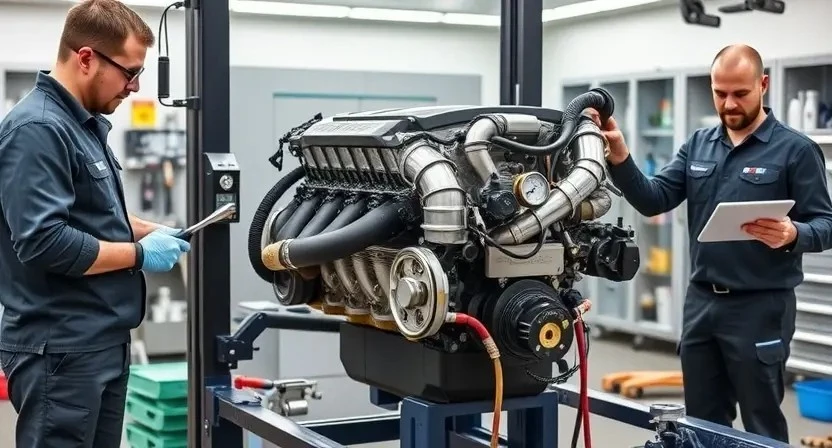
Проведение электронного сканирования и регистрация кодов ошибок. Измерение давления масла и компрессии по установленной методике.
Электронная диагностика и регистрация кодов
Выполнение электронной диагностики производится специализированным диагностическим оборудованием‚ совместимым с контроллерами BMW. Считывание кодов неисправностей выполняется при подключении к диагностическому разъему; данные сохраняются в отчёте в стандартизированном формате. Функции адаптации и калибровки контроллеров запускаются при необходимости после удаления кодов. Регистрация параметров в журнале включает время‚ идентификаторы блоков‚ значения ошибок и состояние датчиков в момент фиксации. Анализ логов выполняется по протоколам производителя с указанием приоритетов неисправностей;
Протоколируется необходимость последующих проверок на механические узлы при выявлении ошибок‚ связанных с компрессией или давлением масла. Архивация отчётов производится в цифровом хранилище с отметкой VIN и даты.
Визуальный осмотр и предварительная оценка
Осмотр внешних компонентов выполнен. Фиксация утечек масла и охлаждающей жидкости. Оценка состояния крепежа и шлангов произведена.
Осмотр внешних компонентов и сопряженных систем
Визуальный осмотр выполняется для выявления дефектов внешних узлов двигателя и смежных систем. Проверка корпуса на трещины‚ коррозию и следы утечек масла проводится с использованием освещения и увеличительного инструмента. Визуальная оценка крепежа и опор производится с фиксацией люфтов и деформаций. Состояние приводных ремней и роликов оценивается по износу и натяжению‚ изношенные элементы подлежат замене. Контактные соединения и проводка осматриваются на предмет перегрева и окисления. Состояние системы охлаждения анализируется по наличию следов течи‚ состояния патрубков и радиатора. Подтекания топлива или масла фиксируются в отчете с указанием месторасположения и предполагаемой причины. Оценка состояния выпускной системы производится по наличию трещин‚ коррозии и ослабленных фланцев. Сопряженные системы ‒ трансмиссия и подвеска ‒ осматриваются на предмет влияния дефектов двигателя на их состояние.

Измерение компрессии
Измерение компрессии производится по цилиндрам с холодного и рабочего состояния. Результаты регистрируются в протоколе с указанием значений.
Методика и оценка результатов
Измерение компрессии производится манометром грузоподъёмного класса с адаптерами под свечные отверстия. Прессура фиксируется по каждому цилиндру в трёх циклах. Среднее арифметическое назначается результатом измерения. Отклонение между циклами регистрируется в журнале. Сравнение с нормативными значениями выполняется по таблице завода-изготовителя. Измерение давления масла проводится манометром с диапазоном до 10 бар. Показания снимаются при холостом ходе и под нагрузкой. Фильтрация сигналов исключается. Результат метрологически считается годным при соответствии нормативу и отсутствии колебаний более 0‚2 бар. Документирование включает протокол с указанием даты‚ модели‚ пробега и идентификаторов приборов.
Измерение давления масла
Измерение давления масла производится манометром на холодном и прогретом двигателе. Значения фиксируются по диапазонам‚ проводится сравнение с нормами.
Точки контроля и критерии соответствия
Места измерений определены для контроля давления масла: масляный фильтр‚ выходной канал масляного насоса‚ подшипники коленвала. Пороги давления указаны в сопроводительной документации производителя двигателя. Измерение компрессии выполняется в каждом цилиндре с использованием поверенного компрессометра. Критерий соответствия задается минимальным значением давления по цилиндру и максимально допустимым разбросом между цилиндрами.
Допустимые величины износных зазоров для шатунных и коренных вкладышей заданы в таблице допусков. Отклонение за пределы допуска фиксируется в акте дефектовки. Контроль геометрии коленвала и блока производится по круговой биении и конусности. Пределы ремонта и допустимость расточки должны соответствовать техническим условиям производителя. При несоответствии записывается предложение по дальнейшим работам и деталям‚ подлежащим замене. Документирование результатов производится в отчете с приложением замеров.
Решение о снятии двигателя
Критерии снимания: низкая компрессия в нескольких цилиндрах‚ давление масла за пределами нормы‚ видимые повреждения блока или ГБЦ.
Критерии и документирование решения
Критерии для определения необходимости снятия или ремонта двигателя фиксируются в виде измерений и фактов. Результаты компрессии оформляются в таблицу с указанием цилиндра‚ давления в бар и отклонения от нормативного значения. Показатели давления масла в статическом и рабочем режимах записываются с привязкой к температуре масла и оборотам коленвала. Визуальные дефекты фиксируются фотографиями и кодами повреждений. Износ поршней‚ колец и вкладышей оценивается по диаметрам и зазорам с регистрацией предельных размеров. Результаты дефектовки головки блока цилиндров и приводов распределяются в отдельный акт с указанием перекосов‚ трещин и состояния седел клапанов. Принятие решения регистрируется в форме заключения с перечнем рекомендуемых операций и оценочной стоимостью работ‚ включая список необходимых запасных частей с артикулами и техническими характеристиками. Документация скрепляется подписями ответственных лиц и датой проведения обследования.
Снятие и демонтаж агрегатов
Снятие силового агрегата производится по документированной схеме. Маркировка подключений и креплений выполняется. Компоненты отсоединяются по очередности‚ крепеж сохраняется по позициям.
Последовательность и маркировка деталей
Фиксация позиции компонентов производится до начала демонтажа. Каждая деталь помечается уникальным кодом. Кодирование включает номер узла‚ сторону установки и последовательный порядковый номер. Маркировка наносится на съемные элементы с применением устойчивых к маслу материалов. Корпусные детали регистрируются отдельно от внутренних узлов. Для крупных агрегатов составляется схема расположения с указанием ориентации при сборке. Съемные крепежные изделия группируются по размерам и назначению. Пломбирование разъемов и шлангов выполняется при необходимости. Запись о маркировке вносится в сервисную карту. Упаковка промаркированных деталей осуществляется в индивидуальные контейнеры с этикетками.
Разборка двигателя
Разборка производиться по этапам: демонтировать навесное‚ снять ГБЦ‚ извлечь поршни с шатунами‚ удалить коленвал‚ маркировать узлы.
Разборка блоков и узлов
Разборка узлов двигателя выполняется по этапам для обеспечения сохранности деталей и последующей дефектовки. Сборочные соединения маркируются. Болтовые соединения демонтируются последовательно с фиксацией момента ослабления. Компоненты картерной группы извлекаются с применением прессовых и съёмных приспособлений. Головки цилиндров отделяются с регистрацией расположения и маркировкой направляющих втулок. Трубопроводы и магистрали топливной и масляной систем отключаются через запорные и быстросъёмные соединения. Турбокомпрессоры и приводные валы отсоединяются с сохранением сопряжений и уплотнений. Клапанные механизмы демонтируются с фиксацией очередности и ориентации. Коленчатый вал и поршневые группы извлекаются при обеспечении опоры блока. Все снятые элементы помещаются в учётную тару с этикетированием по узлам и номерам цилиндров. Контрольная фиксация и документирование проводятся в журнале работ.
Дефектовка деталей
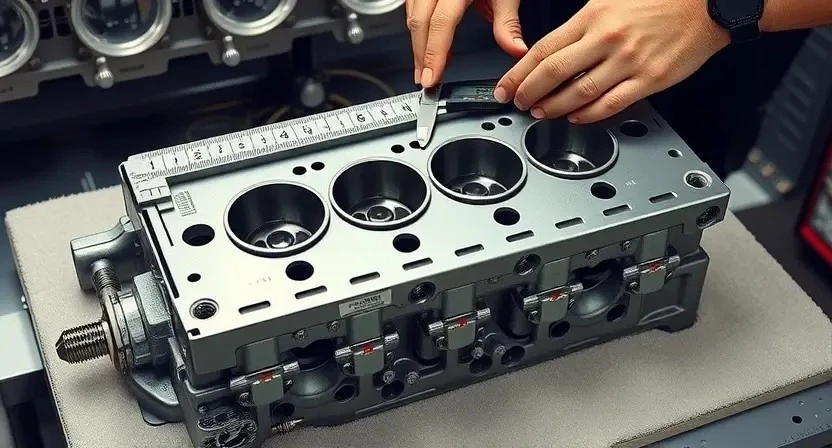
Проведение дефектовки с измерением износа‚ оценкой трещин и коррозии. Регистрация результатов в отчёте с указанием предельных размеров и состояния.
Методы контроля и предельные допуски
Контроль размеров и состояния деталей производится в соответствии с технической документацией производителя. Измерение диаметра цилиндров осуществляется индикатором и микрометром с точностью 0‚01 мм. Контроль овальности и конусности производится путем трехточечного замера на высотах 10‚ 40‚ 80 мм от основания. Допуск на износ цилиндра указан в спецификации производителя; превышение допуска фиксируется как повреждение. Измерение зазоров поршень-цилиндр выполняется по таблице соответствий с учётом класса поршней. Контроль шатунных вкладышей производится путем замера толщины металла и радиального зазора‚ предельные величины заданы заводским регламентом. Измерение биения коленвала производится индикатором с фиксацией показаний при вращении с минимальной скоростью‚ предельная величина биения указывается в рабочей документации. Контроль поверхности шейки осуществляется замером шероховатости и диаметра; предельные значения шероховатости предусмотрены технологическими картами. Измерение давления масла проводится манометром с диапазоном до 10 бар; минимальные и максимальные значения давления приведены в характеристиках двигателя. Контроль седел клапанов и направляющих производится методом измерения проходного зазора и контактной поверхности; предельные размеры заданы в спецификации ГБЦ. Контроль уплотнений и прокладок осуществляется визуально и замером плоскостности торцов‚ предельные отклонения плоскостности указаны в регламенте. Результаты измерений фиксируются в акте дефектовки с указанием места‚ инструмента‚ значения и статуса соответствия. Внесение в журнал изменений допускается только при наличии прилагаемых контрольных протоколов и подписей ответственных специалистов.

Шлифовка коленвала и расточка блока
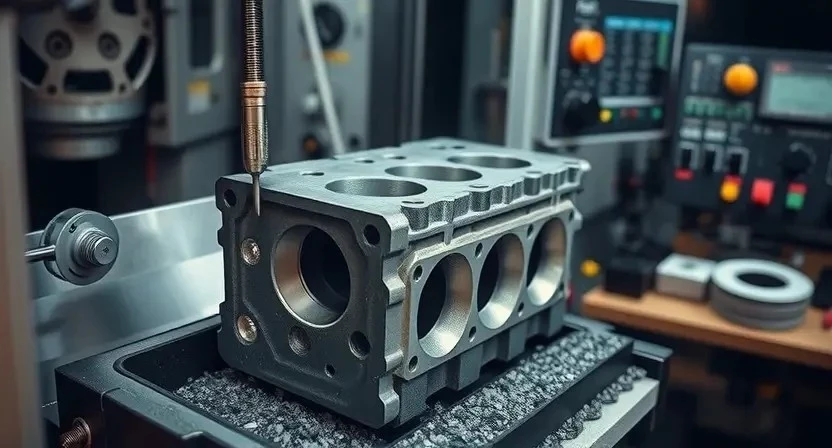
Шлифовка коленвала выполняется по размерам шейки. Расточка блока выполняется по ремонтным калибрам. Контроль биения и допусков производится.
Технологические параметры обработки
Определение размеров обработки производится по чертежам завода-изготовителя. Контроль геометрии коленвала и блока цилиндров выполняется измерительными приборами с погрешностью не более 0‚01 мм. Шлифовка коленвала выполняется с припуском на снятие 0‚02–0‚10 мм в зависимости от износа шеек. Расточка цилиндров предусматривает обработку до ремонтного размера с допуском по круговой цилиндричности 0‚03 мм. Допуски на овальность не превышают 0‚05 мм. Термообработка поверхностей проводится с протоколом. Смазочные каналы промываются обезжиривающим составом до чистоты класса 7. Чистота поверхности после обработки измеряется профилометром. Испытание после сборки проводится под давлением масла и контролируется по давлению и температуре.
Замена поршней‚ колец и вкладышей
Замена поршней‚ колец и вкладышей производится по результатам дефектовки. Подбор заменяемых комплектов по допускам и техническим картам.
Подбор комплектующих и технология установки
Подбор комплектующих производится на основании каталожных номеров производителя и результатов дефектовки. Применение оригинальных деталей и сертифицированных аналогов фиксируется в документации. Подбор поршневых комплектов осуществляется по диаметру цилиндров после расточки. Подбор вкладышей производится по классу посадки‚ соответствие отмечается в акте. Подбор колец выполняется с учётом зазоров в канавках и толщины компрессионной поверхности. Подбор ГБЦ и запчастей для неё производится в соответствии с результатами измерений плоскости и канала охлаждения. Установочные допуски указываются в технологической карте. Монтаж деталей осуществляется по этапам‚ обозначенным в карте. Контроль размеров и натягов производится измерительными средствами с поверкой. Заполняется отчёт о соответствии деталей и записываются номера серийных партий.
Работы с головкой блока цилиндров
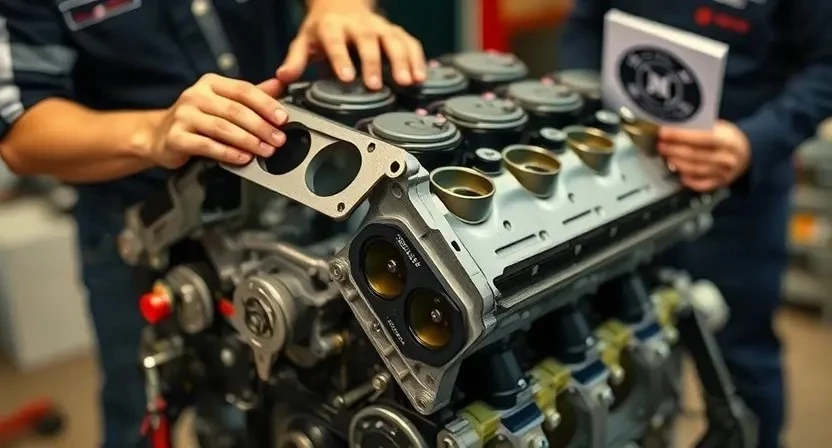
Демонтаж головки выполнен. Контроль плоскостности и трещин производится. Направление на шлифовку оформлено при превышении допусков конструкции.
Ремонт‚ шлифовка и замена ГБЦ
Описание выполняемых операций по головке блока цилиндров двигателя BMW M8 G15 4.4 V8 600 л.с. (2019–н.в.). Демонстрация последовательности работ изложена по этапам.
Осмотр поверхности ГБЦ производится с регистрацией трещин и деформаций. Контроль проводится ультразвуковым и визуальным методом с фиксацией дефектов в протоколе. Испытание герметичности выполняется под давлением с применением специального оборудования. Результаты записываются в отчет для дальнейшего принятия решения о ремонте или замене. Шлифовка поверхности производится на стандартизированном станке с указанием снятого слоя и полученной шероховатости. Допуск плоскостности соответствует заводским нормам‚ проверка сопровождается замером индикатором.
Направление клапанных седел и замена направляющих включаются в перечень при выявлении износа‚ с указанием типоразмеров новых деталей. Запрессовка направляющих осуществляется на прессе с контролем соосности. Обработка седел проводится фрезерной или шлифовальной операцией с регистрацией углов заточки и глубины посадки. Контроль зазоров клапанов производится после окончательной сборки узла на стенде. Протяжка крепежа ГБЦ выполняется по моментам‚ указанным в технической документации‚ с применением динамометра и фиксированием значений в акте. Заключительная проверка включает стендовые испытания на герметичность и функциональность с регистрацией графиков давления и температурных показателей‚ оформленных в отчете о проделанных работах.
Сборка двигателя
Сборка двигателя производится по технологической карте. Контроль моментов затяжки выполняется по спецификациям. Регистрация параметров проводится в журнале.
Контроль моментов затяжки и зазоров
Фиксация технических требований к моментам затяжки и зазорам производится в соответствии с заводскими таблицами для двигателя BMW M8 G15 4.4 V8 600 л.с. (2019–н.в.). Зданные значения болтовых соединений и подшипников указываются в документации. Применение динамометрического ключа и индикаторов зазоров предусмотрено для обеспечения точности. Последовательность затяжки и этапы контроля обозначаются по этапам сборки. Запись результатов в акт контроля обязательна. Допуск по моменту и по люфту указывается численно. Отклонения фиксируются и сопровождаются протоколом дефектовки. При обнаружении превышений допуска выносится решение о повторной обработке или замене крепежа. Контрольные замеры проводятся после окончательной сборки и перед обкаткой.
Обкатка и настройка после ремонта
Обкатка выполняется в последовательных режимах нагрузки и холостого хода. Регистрация параметров производится до и после регулировок ECU.
Процедура ввода в эксплуатацию и проверочные испытания
Операция ввода в эксплуатацию проводится после окончательной сборки двигателя. Прокручивать коленчатый вал производится стартером без подачи топлива до создания масляного давления в рабочих магистралях. Запуск двигателя допускается после достижения нормируемого давления масла и подтверждения герметичности систем охлаждения и смазки. Выявление утечек фиксируется в дефектном листе. Выполнение регламентных прогревов производится при прогревочном режиме до рабочей температуры в условиях холостого хода с контролем рабочих параметров.
Испытание на стенде предусматривает нагрузочные циклы различной длительности. Измерения мощности‚ момента и расхода топлива регистрируются в журнале. Контроль кодов неисправностей производится электронной диагностикой с последующей расшифровкой и фиксацией. Корректировка углов опережения и состава смеси производится по показаниям датчиков при настройке холостого хода и под нагрузкой. Завершающая проверка включает оценку шумов‚ вибраций и устойчивости параметров в течение тестового интервала. Документирование результатов проводится в отчётной форме с указанием использованных инструментов‚ измерительных приборов и принятое решение по выпуску в эксплуатацию.