
Вhведение
Описание двигателя и электрической части представлено. Услуга охватывает диагностику, оценку состояния и документацию по результатам.
Описание объекта ремонта
Автомобиль с бензиновым двигателем 1.5T и интегрированной гибридной системой. Двигатель предполагает работу в паре с электромоторами суммарной мощностью около 300 л.с. Коррозионное состояние агрегатов и эрозионные следы на поверхностях подлежат фиксации. Система смазки оснащена масляным насосом с электрическим управлением и фильтрующим модулем. Электрические приводы содержат высоковольтные соединения и силовые инверторы, подлежащие изоляционному контролю. Топливная система включает непосредственный впрыск и форсунки с высоким давлением. Сцепление гибридной трансмиссии и муфта регенерации подлежат проверке на износ. Капитальный ремонт двигателя предусматривает восстановление геометрии цилиндров и балансировку коленвала.
Область применения услуги
Обслуживание ограничено силовыми установками BYD Qin PHEV 1.5T с интегрированными электромоторами. Применение в легковых гибридных автомобилях.

Комплект работ
Перечень операций составлен: диагностика, замер компрессии и давления, демонтаж, разборка, дефектовка, обработка поверхностей, замена изношенных узлов, сборка.
Перечень операций
Диагностика двигателя и электрического привода производится с использованием специализированного оборудования. Оценка состояния фиксируется в отчётной форме. Измерение компрессии цилиндров выполняется по регламенту с применением манометра, значения фиксируются в таблице. Измерение давления масла производится на холодном и рабочем режимах через штатный штуцер. Снятие агрегатов осуществляется по этапам с маркировкой разъёмов и шлангов. Разборка двигателя выполняется с идентификацией и хранением деталей. Дефектовка проводится по контрольным размерам и визуальной оценке. Шлифовка и расточка проводятся с протоколированием размеров. Замена поршней и колец оформляется актом о комплектности. Вкладыши заменяются с контролем зазоров. Головка блока цилиндров проверяется на плоскость и герметичность. Сборка фиксируется моментами затяжки. Обкатка двигателя выполняется по заданному режиму с регистрацией параметров. Настройка электронных систем производится через диагностический интерфейс. Документирование работ и гарантийные условия оформляются отдельно.
Технические требования
Описать допуски, классы чистоты, параметры смазки и охлаждения, электробезопасность, допустимые моменты затяжки, испытательные режимы при обкатке.
Нормы и допуски
Установлены стандартные линейные и геометрические параметры для узлов двигателя внутреннего сгорания и сопряжённых электрических компонентов. Значения зазоров поршень-цилиндр предоставлены в технической документации производителя и приведены в таблице при проведении работ. Компрессия цилиндров нормируется по паспортным величинам; предельные отклонения зафиксированы. Давление масла контролируется в рабочем диапазоне при заданных оборотах холостого хода и под нагрузкой. Допуски на биение коленвала и овальность цилиндров регламентированы. Толщина прокладки головки блока цилиндров указана с допуском. Сила затяжки фланцевых соединений и моментные характеристики болтов головки определены. Электрические параметры электромоторов и инверторов указаны в спецификации; допустимые отклонения напряжения и тока приведены. При превышении допусков выполняется дефектовка и вынос решения о ремонте или замене деталей.
Первичная диагностика
Визуальный осмотр двигателя и электромоторов выполнен. Замеры электрических цепей и базовые параметры двигателя зафиксированы в отчёте.
Инструменты и оборудование для диагностики
Перечень применяемых приборов и приспособлений для диагностики двигателя BYD Qin PHEV 1.5T и электромоторов приведён ниже. Применение специализированного оборудования обеспечивает получение измерений, пригодных для оценки состояния агрегатов и составления акта работ.
Измерение компрессии производится манометром с адаптерами для форсунок и свечей, допускаемая погрешность указана в паспорте прибора. Давление масла контролируется манометром с отборным штуцером и фильтром-ограничителем. Электропараметры снимаются осциллографом и мультиметром класса не ниже 0.5. Присутствует стенд для испытания электромоторов с нагрузочным реостатом и мощностью, сопоставимой с номинальной. Диагностика электронных блоков обеспечивается сканером, поддерживающим протоколы CAN, UDS и диагностические коды производителя. Для контроля зазорных и геометрических параметров применяются микрометр, нутромер, индикатор часового типа и толщиномер. Испытательные стенды и стенды-стойки должны быть заземлены и иметь систему стабилизации напряжения. Документация измерений оформляется в журнале с указанием серийных номеров приборов и дат поверки.
Оценка состояния ДВС
Оценка проводится по износу цилиндров, компрессии, давлению масла и утечкам. Фиксация дефектов выполняется для последующей дефектовки и ремонта.
Анализ внешних признаков и утечек
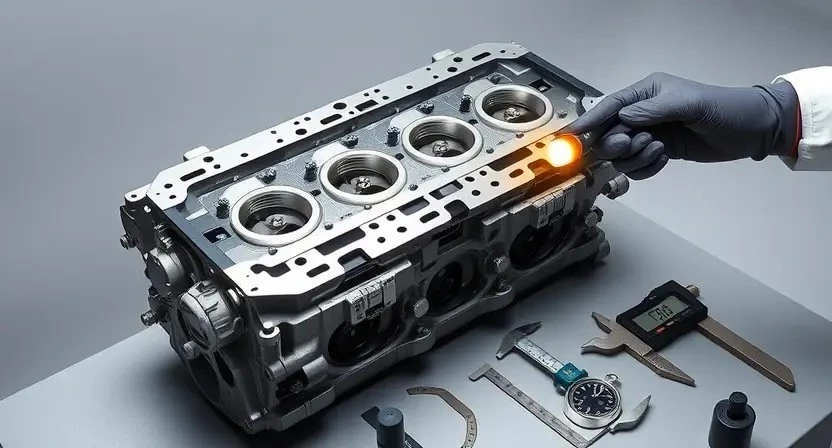
Осмотр внешних поверхностей двигателя и силовой электроники произведён для выявления следов утечек рабочих жидкостей и электроизоляции. Обнаружение пятен масла вокруг сальников, фланцев и уплотнений фиксируется. Выявление коррозии на контактах высоковольтных разъёмов и кабельных трасс фиксируется. Наличие нагарных отложений вокруг выпускного коллектора и турбокомпаунда регистрируется. Осмотр поддона картерного и масляного фильтра произведён для определения следов подтёков и механических повреждений. Осмотр прокладок и герметиков головки цилиндров и крышек распределительного вала произведён с измерением ширины зазоров между сопрягаемыми поверхностями. Осмотр шлангов охлаждения и топливной системы произведён с определением жёсткости и обнаружением трещин. Фотофиксация дефектов и привязка к узлам выполнены. Записи подготовлены для последующей дефектовки и расчёта материалов.
Измерение компрессии
Проведение измерений производится при полном выкручивании свечей. Применение манометра с проверенной калибровкой. Регистрация показаний по цилиндрам.
Порядок выполнения измерений
Подготовка к измерениям включает обеспечение ровной рабочей поверхности и применение штатных инструментов. Вскрытие доступа к свечным колодцам производится при охлажденном двигателе. Отсоединение системы зажигания и блокировки требуется для исключения запуска. Прогрев двигателя до рабочей температуры осуществляется до стабилизации показаний. Отключение питания электрооборудования проводится с выводом сигналов памяти. Для измерения компрессии использовать манометр с переходниками, последовательность измерений предусмотреть по цилиндрам от первого к последнему. Фиксация положения коленвала и поршня выполняется механическим стопором. Перед снятием показаний давление в цилиндрах приводится к атмосферному уровню путем удаления излишков топлива и воздуха. Показания регистрируются при прокрутке стартером в течение определённого количества оборотов и фиксируются цифровыми средствами. Для измерения давления масла подключение манометра производится в штатную штуцерную точку либо через переходник в масляной магистрали. Снятие показаний осуществляется при холодном и при рабочем режимах для получения двух контрольных параметров. Запись результатов оформляется в регламентном виде с указанием температуры, оборотов и времени замера. Определение соответствия показателей производится по нормативным таблицам производителя.
Измерение давления масла
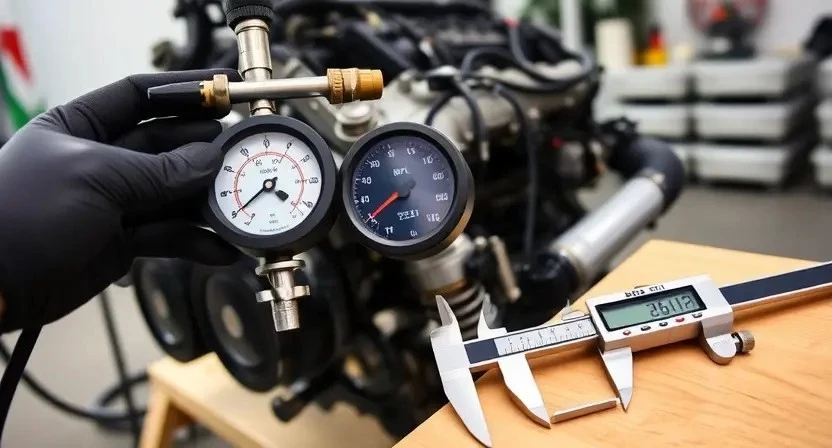
Подключение манометра к масляной магистрали. Измерение производится на холостом ходу и под нагрузкой. Фиксация значений в отчёте.
Контрольные точки и методика
Измерение давления масла производится на холодном и прогретом двигателе. Контрольные точки: масляный насос, масляный фильтр, маслопровод, масляный картер, масляный радиатор при наличии. Применение манометра с диапазоном 0-10 бар. Замер у масляного фильтра и на выходе к коренному подшипнику. Фиксация показаний через интервалы 30 с до стабилизации. Указание температуры масла при каждом замере. Регистрация падения давления при прогазовке. Фильтровые проходы измеряются по перепаду давления. Оценка по каталогу допусков производителя.
Измерение компрессии совмещается с контролем давления масла для корреляции износа. Методика предполагает последовательные записи в журнал и постановку диагноза на основе отклонений от нормы.
Снятие агрегатов
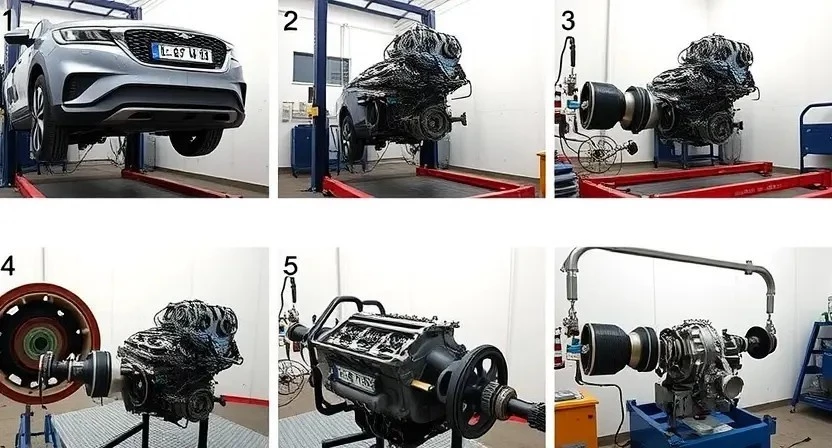
Демонтаж двигательного блока производится с отключением аккумуляторной батареи и разъединением электрических разъемов. Удаление навесного оборудования.
Последовательность демонтажа компонентов
Подготовка рабочего места производится к снятию агрегатов. Обеспечение электробезопасности выполняется отключением высоковольтной системы и снятием клемм аккумулятора. Слив технических жидкостей производится в емкости для утилизации с соблюдением марок и объёмов. Демонтаж декоративных элементов и воздуховодов выполняется для обеспечения доступа. Снятие впускного коллектора и распределительных механизмов производится с маркировкой и упаковкой крепёжных изделий. Отсоединение топливной системы и линий высокого давления осуществляется с последующей герметизацией открытых магистралей. Электрические разъёмы электромоторов и блоков управления отключаются по каталожным меткам. Снятие подвесных и опорных кронштейнов двигателя производится с фиксацией момента и последовательности болтов. Снятие коробки передач и соединительных валов выполняется совместно с фиксацией положения шпонок и уплотнений. Демонтаж выпускной системы и катализатора производится при маркировке термозащитных экранов. Снятие датчиков и трубопроводов смазки осуществляется с хранением в промаркированных пакетах. Снятые узлы обозначаются для последующей разборки и дефектовки.

Разборка двигателя
Демонтаж компонентов производится по этапам. Снятие навесного оборудования, вскрытие головки, извлечение поршней с маркировкой и упаковкой.
Разборка узлов и маркировка деталей
Разборка узлов выполняется по поэтапной схеме. Демонтаж агрегатов производится с фиксацией последовательности операций. Компоненты размещаются на пометочных подложках для исключения смешения. Маркировка деталей осуществляется на видимых поверхностях с использованием стойких маркеров и номерных бирк. Проводить фотографирование для создания последовательной визуальной документации. Болты и крепеж группируются и маркируются по шагу и позиции. Шланги и проводка промаркированы с указанием точки подключения. Узлы с электрическими связями отсоединяются после разрядки бортовой сети и блоков питания. Детали, подлежащие дефектовке, помещаются в индивидуальные контейнеры с записью состояния. Инструментарий хранится отдельно от разобранных компонентов.

Дефектовка деталей
Проведение дефектовки систематизировано. Визуальный осмотр, измерения геометрии, микротрещин, оценка износа и принятие решения о списании.
Критерии годности и списания
Определение годности проводится по измерительным параметрам и визуальным признакам. Компоненты с трещинами, деформацией или повреждением рабочего слоя к выделению в списание подлежат. Измерение цилиндров и коленвала сопоставляется с заводскими допусками. Превышение износа по диаметру, овальности или конусности цилиндров сверх установленных пределов к списанию приводит. Поршни и кольца при износе по высоте канавок или зазорам к замене подлежат. Вкладыши с износом контактных поверхностей или нарушением масляной пленки к списанию относятся. Головка блока при эрозии седел клапанов, трещинах или деформации плоскости к восстановлению или замене направляется. Электрические узлы электромоторов при нарушении изоляции или пробое обмоток к списанию подлежат. Документация по дефектовке оформляется с указанием измеренных величин, предельных значений и принятых решений по ремонту или списанию.
Шлифовка и расточка
Обработка цилиндров и коленвала производится шлифовкой и расточкой. Установление размеров, контроль шероховатости и конусности выполняется по допускам.
Параметры обработки цилиндров и коленвала
Определение размеров цилиндров производится по паспорту двигателя BYD Qin PHEV 1.5T. Допуск на износ цилиндра перед расточкой установлен 0,15 мм относительно номинального диаметра. Расточка выполняется с выходом на ремонтный размер +0,5 мм при обнаружении задиров или износа под кольца. Шлифовка коленвала предусматривает три ремонтных размера шейки: +0,25 мм, +0,50 мм, +0,75 мм. Контроль биения коленвала производится индикатором с допуском 0,03 мм. Шероховатость поверхности рабочих шеек после обработки должна соответствовать Rz 10-25 мкм. Притертость колец обеспечивается при температуре помещения 20±5 °C. Балансировка коленвала после шлифовки выполняется в составе комплекта штифтов или снятием металла с противовесов до 1,5 г точности на цилиндр. Испытание герметичности цилиндров проводится после расточки и хонингования путем измерения компрессии и понижения давления не более 10% от контрольного значения.
Замена поршней и колец
Подбор поршней по диаметру и компрессионным каналам. Монтаж выполняется с контролем зазорных размеров. Испытание проводится при нормальных режимах.
Выбор комплектующих и посадка
Определение опций комплектующих проводится по каталожным номерам и заводским спецификациям. Выбор поршневых групп производится по диаметру цилиндров после замера износа. Подбор колец осуществляется по номинальному зазору и высоте поршня. Подшипники шатуна и коренные подбираются по калибру коленвала и микрометру. Головка блока цилиндров комплектуется клапанами, направляющими и седлами в соответствии с материалом и твердостью.
Посадка деталей регулируется контролируемыми посадочными местами. Притирка клапанов допускается при сохранении геометрии седла. Седла устанавливаются с натягом, соответствующим тепловому расширению. Поршни размещаются с указанной ориентацией относительно канавок, метки совмещаются с указателями. Кольца распределяются по пазам с соблюдением шага швов. Вкладыши запрессовываются до плоскости корпуса; зазор проверяется щупом. Допуск по радиальному люфту записывается в акт.
Замена вкладышей и колец
Замена вкладышей и колец производится по результатам дефектовки. Подбор размеров по каталогу. Контроль зазоров измерительными инструментами.
Контроль базовых зазоров
Измерение зазоров производится после дефектовки и перед сборкой. Упор выполнен на зазоры клапанов, шатунных вкладышей и задиров поршневых колец. Применение микрометра и щупов с калибровкой. Фиксация климатических условий и температуры деталей. Быть указанным калибровочный стандарт и дата калибровки используемого инструмента. Зазоры клапанов сопоставляются с паспортными значениями для двигателя 1.5T. Контроль масляного зазора вкладышей проводится при установленной поршневой группе. Оценка износа направлена на определение возможности восстановления или списания. Запись измерений выполняется в отчётную форму с указанием номера цилиндра, измеренного значения и допуска. При несоответствии допускам указывается требуемая обработка или подбор новых деталей.
Ремонт или замена ГБЦ
Разборка головки цилиндров выполнена. Осмотр клапанов, седел и направляющих произведён. Планирование фрезеровки и замена прокладки зафиксированы.
Процедуры проверки и восстановления плоскости
Осмотр поверхности головки блока цилиндров выполняется с целью выявления деформаций, коррозии и следов перегрева. Контроль плоскостности производится с использованием плит и индикаторной линейки с шагом измерений, обеспечивающим покрытие всей ремонтной площади. Замер плоскостности фиксируется на длинах, совпадающих с базовыми осями сопряжения. Допуски плоскостности устанавливаются по паспортным данным двигателя. При превышении допусков применяется шлифовальная обработка поверхности на специализированном станке. Подготовка к шлифовке включает удаление герметика, проверку наличие трещин методом капиллярного контроля и маркировку зон снятия металла. Шлифование производится по контролируемой стружке с заданной глубиной съёма, обеспечивающей восстановление параллельности и соблюдение толщины прокладки. После шлифовки проводится окончательная поверка плоскостности и проверка соответствия толщины уплотнителя головки. Документирование результатов выполняется с указанием исходных и итоговых величин, применённых операций и использованного оборудования.
Сборка двигателя
Сборка производится по регламенту. Установлены поршни, вкладыши и кольца. Моменты затяжки и последовательность фиксации задокументированы.
Последовательность и момент затяжки
Указание порядка затяжки головки цилиндров представлено. Затяжка производится по круговой схеме от центра к краям в три этапа: предварительная с малым моментом, промежуточная с контролируемым увеличением и финальная с заданным моментом. Значения моментов и угол затяжки указываются в рабочей документации для конкретной модификации двигателя. Применение динамометрического ключа и угломера рекомендуется для обеспечения точности. Контроль прижима плоскостей выполняется после финальной затяжки путем измерения деформации и герметичности камер сгорания. Фиксация результатов в отчете обязательна.
Обкатка двигателя
Обкатка проводится после сборки. Контроль температуры и давления масла производится. Наработка выполняется в три этапа с журналированием параметров.
Режимы обкатки и контроль параметров
Обкатка двигателя выполняется после капитального ремонта с целью стабилизации рабочих зазоров и приработки новых комплектующих. Запуск на холостом ходу производится в прогревочном режиме до достижения рабочей температуры охлаждающей жидкости. Плавное увеличение нагрузки и оборотов проводится по заранее составленной программе: этап 1 ⸺ холостой ход 15 минут, этап 2 ‒ переменные нагрузки при оборотах 1500–3000 об/мин в течение 30 минут, этап 3 ‒ имитация дорожной эксплуатации с включением электромоторов и частыми ускорениями в диапазоне 1000–4500 об/мин в течение 60 минут. Измерение параметров осуществляется в реальном времени.
Контроль параметров включает замер давления масла, температуры масла и охлаждающей жидкости, компрессии после обкатки, утечек и вибраций. Давление масла регистрируется в точках до и после масляного фильтра с интервалом записи 1 секунда. Температуры фиксируются датчиками с погрешностью не более 1 °C. Компрессия измеряется каждые 1000 км пробега после сборки до завершения обкатки. Регистрируемые показатели сравниваются с нормативными значениями и оформляются в акте выполненных работ.

Настройка и адаптация
Настройка электронных блоков производится через диагностический интерфейс. Калибровка датчиков и адаптация ЭМС выполняются по заводским процедурам. Контроль параметров ведущий.
Электронная калибровка и взаимодействие с электромоторами
Калибровка электронных блоков управления производится с оценкой исходных параметров. Считывание заводских карт выполняется через диагностический порт. Корректировка параметров впрыска и зажигания выполняется на основе данных датчиков положения коленвала и фаз газораспределения. Параметры питания электромоторов сверяются с паспортными значениями. Балансировка крутящего момента между ДВС и электромоторами осуществляется посредством софтверных карт. Обновление прошивки выполняется при обнаружении несоответствий. Запись диагностических логов производится для отчётности. Проверка согласования трансмиссии с ЭБУ проводится после калибровки.

Документация и отчётность
Формирование акта выполненных работ и перечня заменённых деталей. Протоколы измерений, фотоотчёт, гарантийный талон и ведомость расходов передаются заказу.
Формирование актов выполненных работ и гарантийные условия
Оформление актов выполненных работ производится по стандартной форме с указанием идентификационных данных автомобиля, перечня выполненных операций и использованных комплектующих. В акт включаются пункты: диагностика двигателя и электромоторов, измерения компрессии и давления масла, демонтажные и сборочные операции, обработка деталей, замена поршней, вкладышей, колец и головки блока цилиндров, обкатка и настройка. Фиксация результатов производится в виде таблиц и подписывается ответственными лицами сервиса. Гарантийные условия указываются отдельно в приложении к акту.
Гарантия предоставляется на выполненные работы и установленный материал с указанием срока и условий аннулирования. Ограничения устанавливаются при нарушениях эксплуатационных регламентов и при механических повреждениях, возникших после передачи автомобиля. Возврат показателей работы двигателя и электромоторов документируется в сервисном отчете.