

Описание услуги: диагностика и комплексный ремонт двигателя Cadillac CTS V 6.2 V8 Supercharged 556 л.с.; последовательность операций и контрольные мероприятия.
Аналитическое описание объекта обслуживания
Идентификация двигателя: Cadillac CTS V 6.2 V8 Supercharged‚ модельный ряд 2008–2015‚ рабочий объём 6.2 л‚ конфигурация V8‚ нагнетатель Roots. Конструктивные особенности: алюминиевый блок цилиндров‚ системы охлаждения и смазки повышенной пропускной способности‚ система подачи воздуха с интеркулером‚ система зажигания с индивидуальными катушками. Эксплуатационные нагрузки: повышенные тепловые и механические нагрузки при повышенной мощности. Типичные повреждения: изношенные поршневые кольца‚ задиры цилиндров‚ износ вкладышей‚ микротрещины в головке блока‚ деградация уплотнений.
Поведенческие признаки отказа: повышенный расход масла‚ падение компрессии‚ шумы в коренных подшипниках‚ перегрев. Диагностические задачи: установить источник неисправности‚ определить объём вмешательства‚ оценить целесообразность капитального ремонта или замены узла.
Область применения услуги
Обслуживание предназначено для двигателей Cadillac CTS V 6.2 V8 Supercharged 556 л.с. (2008–2015). Охват работ: диагностические и восстановительные операции с фиксированными этапами.
Модель и сроки производства
Указанная модель: Cadillac CTS V с двигателем 6.2 V8 Supercharged‚ мощность 556 л.с. Выпуск автомобилей охватывает период 2008–2015 гг. Конфигурация двигателя предполагает наличие нагнетателя‚ увеличенных рабочих нагрузок и специфической системы смазки. Эксплуатационные интервалы и календарные сроки производства учитываются при планировании работ. Год выпуска и идентификационный номер фиксируются в сопроводительной документации. Временные рамки выполнения полного объёма работ определяются по этапам: диагностика‚ дефектовка‚ демонтаж‚ обработка деталей‚ сборка‚ обкатка. Сроки устанавливаются с учётом наличия запасных частей и технологических операций.
Комплектность диагностического пакета
Перечень документов и приборов указан: протоколы замеров‚ отчёт компрессии‚ манометр давления масла‚ таблицы допусков‚ чек-лист дефектов.
Перечень приборов и инструментов
Перечисление выполняемых измерений и операций производится с указанием специализированного оборудования. Измерение компрессии выполняется компрессометром с переходниками под свечные отверстия. Для измерения давления масла применяется манометр высокого давления с адаптерами для масляной магистрали. Диагностика электронных систем выполняется сканером с поддержкой протоколов производителя и кабелем для подключения к диагностическому разъему.
Сборка и разборка обеспечиваются набором торцевых головок‚ динамометрическим ключом и съемниками. Для разборки распределительного вала и привода применяются фиксаторы валов и стопорные инструменты. Шлифовка и расточка блока выполняются на станках с цифровым управлением; контроль обрабатываемых параметров производится индикатором часового типа и микрометром. Для дефектовки поршней и шатунов используются нутромеры и микрометры; для контроля плоскостей головки блока применяется плитка поверочная и комплект щупов для измерения зазоров. В комплект входят чистящие средства‚ герметики производства отраслевых брендов и упаковочные материалы для маркировки и хранения деталей.
Подготовка рабочего места
Организация зоны работы: очистка пола‚ освещение‚ обозначение пределов‚ размещение подставок. Инструменты и расходные материалы подготовлены.
Организация пространства и безопасности
Определение зон работ производится с разделением на технологические участки: приёмка‚ демонтаж‚ разборка‚ мойка деталей‚ хранение комплектующих‚ сборка. Каждая зона маркируется цветовой разметкой и табличными обозначениями. Обеспечение доступа к эвакуационным выходам и огнетушителям производится свободными проходами не менее чем 1‚2 м. Место хранения горюче-смазочных материалов оборудуется вытяжной вентиляцией и герметичными канистрами с пломбами. Электроинструмент размещается в шумоизолированных шкафах с защитой от влаги. Полы в рабочей зоне выполняются из противоскользящего покрытия с уклоном для стока технических жидкостей в сборную канавку. Освещённость измеряется в люксах; для операций по разборке и дефектовке устанавливается освещённость не менее 1000 лк. Вентиляция на рабочих местах предусматривает кратность обмена воздуха для удаления паров бензина и масла. Организация спасательного набора включает аптека-укладку‚ комплекты для остановки кровотечения‚ защитные очки и перчатки в индивидуальных упаковках. Станки для подъёма двигателя крепятся к фундаменту анкерными болтами с проверкой прочности при нагрузке‚ превышающей рабочую на 30 процентов. Зоны хранения деталей маркируются по каталожным номерам и дате поступления; применение одноразовых пластиковых контейнеров допускается для мелких деталей. Регистрация входящих и исходящих изделий производится в журнале с указанием номера кузова‚ пробега и перечня дефектов. Контроль состояния ограждений и предохранительных устройств выполняется перед началом каждой смены. Всем операциям по работе с электрооборудованием предшествует отключение источников питания и фиксация пломб.
Приём автомобиля и регистрация дефектов
Фиксация внешних повреждений‚ пробега и VIN. Визуальная оценка моторного отсека. Составление дефектной ведомости с фотографиями.
Фиксация исходных параметров и документация
Фиксация состояния двигателя производится перед началом работ. Регистрация включает номер шасси‚ пробег‚ идентификационные коды и состояние внешних узлов. Измерения снимаются в рабочем состоянии и при холодном запуске. Давление масла фиксируется манометром у масляного канала и записывается по цилиндрам. Компрессия фиксируется по каждому цилиндру с указанием температуры и давления. Визуальная фиксация проводится фотографированием выявленных дефектов и соединений. Протокол составляется в двух экземплярах с подписью ответственного лица и датой. Оригиналы прикладываются к заказ-наряду‚ копии остаются в базе данных сервиса.

Диагностика двигателя — этапы
Проведение визуального осмотра‚ подключение диагностического оборудования‚ измерение компрессии и давления масла‚ документирование выявленных дефектов.
Общая проверка функционирования систем
Осмотр состояния производится в последовательности: визуальная оценка узлов‚ проверка электрических соединений‚ оценка герметичности‚ замеры рабочих параметров на холостом ходе и под нагрузкой. Контроль топливной системы выполняется через измерение давления в рампе и оценку состояния регуляторов. Система зажигания исследуется посредством осциллограмм и проверки электрического сопротивления. Система турбонаддува подлежит проверке на наличие утечек и люфтов‚ оценка работы актуаторов осуществляется диагностическим сканером. Охлаждение проверяется по температурной диаграмме и состоянию термостата. Датчики и исполнительные элементы подлежат записи кодов ошибок и протоколированию показаний.
Оценка состояния блока цилиндров и головок
Измерение биения плоскостей‚ определение коробления и трещин‚ измерение износа цилиндров микрометром‚ фиксация результатов в отчёте.
Критерии износа и допустимые допуски
Определение годности компонентов производится по измеренным величинам и визуальным признакам. Износ цилиндров признаётся критическим при превышении восьми сотых миллиметра конуса или овальности на длине хода поршня. Притупление поверхности плоскостей головки допускается до зеркальной шероховатости Ra 0.4 мкм; превышение значения считается поводом для шлифовки или замены. Свободный ход поршня в цилиндре при измерении щупом определяется по таблице допусков; значение более 0.08 мм указывает на необходимость расточки или подбор поршня большего размера. Износ юбок поршней фиксируется при радиальном зазоре свыше 0.12 мм. Износ канавок колец считается неприемлемым при глубине износа‚ превышающей 0.3 мм относительно нового размера. Шероховатость направляющих клапанов контролируется; при износе посадочной поверхности более 0.2 мм производится замена вставок. Радиальный люфт шатунных и коренных вкладышей не должен превышать 0.05 мм при измерении микрометром и щупом; при превышении производится подбор вкладышей или ремонт шеек коленвала. Величина остаточной компрессии по цилиндрам сравнивается между соседними цилиндрами; расхождение более 10% считается признаком существенного износа или дефекта. Давление масла при номинальных оборотах должно соответствовать заводским значениям; отклонение вниз фиксируется как опасный симптом‚ требующий дальнейшего анализа компонентов масляной магистрали и насоса.

Измерение компрессии
Проведение измерений компрессии производится с использованием манометра; фиксация показаний по каждому цилиндру; сравнение с эталонными значениями.
Методика проведения и интерпретация результатов
Подготовка к измерению компрессии производится путем обеспечения рабочей температуры двигателя и выключения системы питания топлива. Применение манометра высокого давления с адаптером к свечному отверстию. Поршневой цилиндр заполняется прокруткой коленвала с отключенной системой зажигания. Регистрация максимального показания каждого цилиндра по шкале манометра. Последовательность измерений включает фиксирование повторных замеров через одинаковые интервалы для устранения случайных погрешностей.
Интерпретация результатов выполняется на основе сравнительного анализа по цилиндрам. Разница показаний между цилиндрами сопоставляется с допустимыми отклонениями производителя. Пониженное значение в отдельном цилиндре трактуется как утечка в системах уплотнения или клапанах. Системное понижение адресуется износу поршневых колец или нарушению герметичности головки блока. Дополнительная компрессия после добавления масла в цилиндр оценивается для дифференциации износа кольцевого уплотнения и клапанного зазора. Выявленные отклонения документируются с указанием величин и предлагаемых технологических операций.
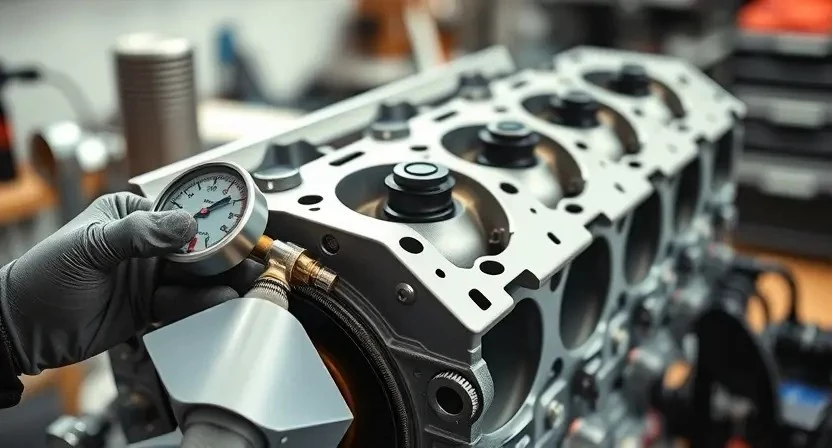
Измерение давления масла
Измерение давления масла производится манометром в холодном и рабочем режимах; протокол фиксирует мгновенные значения‚ допустимые пики и отклонения.
Последовательность измерений и контрольные показатели
Измерение давления масла проводится поэтапно: прогрев до рабочей температуры‚ установка манометра на штуцер масляного канала‚ фиксация показаний при холостом ходе и при 3000 об/мин. Контрольные значения: холостой ход 0‚8-1‚5 бар‚ при 3000 об/мин 3‚0-4‚5 бар; падение давления при фильтроэлементе не более 0‚3 бар. Повторные измерения выполняются после охлаждения и последующего прогрева для выявления динамики.
Компрессия измеряется методом манометрии: демонтаж свечей‚ вращение коленчатого вала стартером до стабилизации показаний. Норма компрессии для цилиндров V8 указана 11-14 бар; разница между цилиндрами не более 1‚0 бар. Фиксация результатов в протоколе с указанием температуры и использованного прибора. При несоответствии показателей проводится дополнительная диагностика клапанного механизма и герметичности цилиндропоршневой группы.
Решение о демонтаже двигателя
Основания: компрессия ниже номинала‚ масляное давление нестабильно‚ механические шумы. Демонтаж назначается по протоколу дефектовки.
Основания для снятия и протокол решения
Фиксация отклонений параметров работы двигателя‚ превышающих установленные нормы‚ рассматривается как основание для снятия. Давление масла‚ измеренное ниже контрольных значений‚ компрессия‚ сниженная на величину‚ превышающую допустимый просадочный предел‚ акустические признаки посторонних стуков и наличие металлической стружки в масле документируются как обоснование демонтажа. Степень коррозии и трещины на корпусных деталях‚ выявленные визуально или инструментально‚ регистрируются в акте. Протокол решения оформляется в табличной форме с указанием: идентификационного номера автомобиля‚ показателей измерений‚ дат и времени контрольных процедур‚ списка выполненных диагностических методов‚ предложенного объёма работ‚ оценочной стоимости ремонта и сроков выполнения. Принятие решения подтверждается подписью ответственного лица и присвоением номера задания на демонтаж.
Снятие и маркировка узлов
Снятие узлов выполняется по этапам. Маркировка наносится на корпус и упаковку. Ведение учёта деталей производится в регистрационной ведомости.
Последовательность демонтажа и учёт деталей
Фиксация состояния автомобиля и фиксация VIN производится перед демонтажем. Маркировка снятых узлов выполняется по порядковым номерам; на корпусах наносится устойчивый код для предотвращения смешения. Схематическая карта расположения крепёжных элементов заполняется сразу после снятия каждой секции. Узлы распределяются по секторам на верстаке и размещаются на поддонах с указанием позиции и происхождения. Контейнеры промаркированы и уплотнены перед перемещением в очистную камеру. Болты и шпильки группируются по длине и шагу резьбы; группа сопровождается этикеткой с обозначением посадочного места. Датчики и электрические соединения аккуратно отсоединяются и размещаются в электромодуле хранения с противоударной прокладкой. Для каждого крупного компонента составляется карточка дефектов с фотографией и замером критических размеров. Регистрационный журнал пополняется записью о времени демонтажа и идентификаторах исполнителей оборудования; запись снабжается штампом времени. Сбор и хранение мелких деталей производится в прозрачных пакетах с герметизацией и уникальным кодом.

Разборка двигателя
Разборка производится по технологической карте. Демонтаж навесного оборудования‚ снятие головок‚ поршней и коленвала с маркировкой деталей.
Методика разборки с учётом безопасных интервалов
Определение последовательности операций производится на основе конструкции V8 с нагнетателем. Отсоединение навесного оборудования и систем выполняется до снижения остаточного напряжения. Крепления коллекторов‚ трубопроводов и электропроводки маркируются для исключения ошибок при сборке. Снятие агрегата производится с подъёмного устройства с контролем грузоподъёмности и фиксацией положения. Демонтаж головок блока цилиндров проводится в установленной очередности ослабления болтов‚ обеспечивающей равномерное снятие усилий. Поршневые группы извлекаются при положении коленвала‚ исключающем перекос. Уплотнения и сальники подлежат замене при обнаружении дефекта. Интервалы между операциями фиксируются в технологической карте для контроля выдержки и охлаждения деталей.
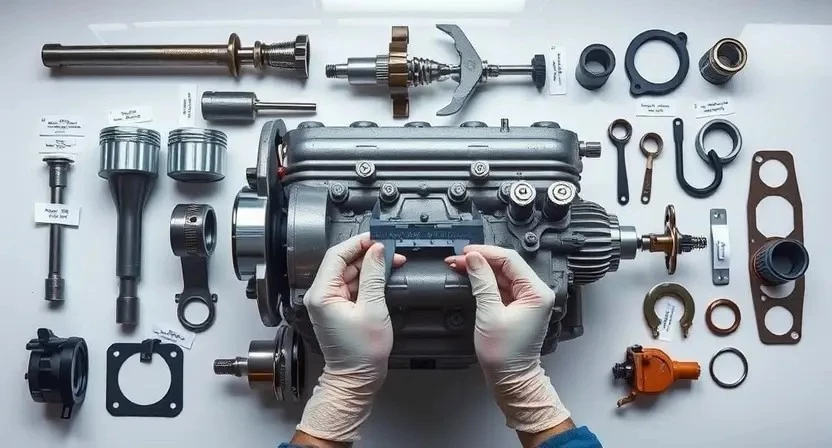
Дефектовка компонентов
Выполнение дефектовки: визуальный осмотр‚ измерение износа‚ оценка трещин и деформаций; фиксация результатов в акте с указанием допусков и предписаний.
Критерии годности поршней‚ шатунов и коленвала
Оценка производится по геометрическим параметрам и дефектам поверхности. Поршни подлежат замене при источении юбки более допустимого зазора‚ наличии трещин‚ расползании канавок под поршневые кольца или деформации юбки свыше 0‚15 мм относительно номинала. Поверхности днища и юбки проверяются на пригар‚ эрозию и задиры. Шатуны признаются негодными при выкрашивании шейки‚ пластической деформации изгибом более 0‚2 мм на метр длины или разрушении отверстий под вкладыши. Контроль выполняется измерением биения и прямолинейности. Коленвал годен при сохранении восстановимого износа шеек и отсутствии трещин‚ повреждений шлифовки и овальности поверхностей меньше 0‚03 мм. Измерение микрогенерации шероховатости и твердости выполняется по технологической карте. Вкладыши подлежат замене при наличии рисок глубже 0‚02 мм или выкрашиваний. Ремонтные работы документируются протоколом дефектовки с указанием допусков и предельных размеров.
Шлифовка и расточка блока цилиндров
Шлифовка поверхности цилиндров производится с контролем овальности и конусности. Расточка выполняется по заданным допускам с последующей хонинг-обработкой.
Технологические операции и допуски после обработки
Проведение шлифовки блок-цилиндров производится на специальном расточном станке с цифровым контролем. Обработка поверхности цилиндров включает черновую и чистовую операции с плавной переходной зернистостью абразивного инструмента. Контроль диаметра и формы отверстий выполняется микрометром и цилиндрическим индикатором с показаниями в сотых миллиметра. Притирка поверхностей седел клапанов обеспечивается специальными притирами с определённым зерном. Образование шероховатости Rz ограничено заданным значением. После расточки производится хонингование до цилиндричности‚ допускаемой гостом. Замеры выполняются в трёх плоскостях и на двух уровнях по высоте. Отдельно фиксируется биение плоскости посадки под ГБЦ. Выработка допускается при соответствии измерений установленным паспортным пределам.

Ремонт и замена поршней и колец
Замена поршней и колец производиться по результатам дефектовки. Подбор деталей по номерам. Контроль размеров и зазоров после установки.
Подбор комплектующих и контроль размеров
Подбор комплектующих производится на основе заводских спецификаций для двигателя Cadillac CTS V 6.2 V8 Supercharged 556 л.с. Метрологические характеристики изделий сопоставляются с техническими требованиями производителя. Для каждого узла фиксируются коды деталей и границы допустимых размеров. Применение оригинальных и сертифицированных аналогов фиксируется в документации. Контроль размеров проводится посредством микрометров‚ нутромеров‚ индикаторов и поверхностных измерительных приборов. Критерии допусков указываются в протоколе. Отклонения‚ превышающие паспортные лимиты‚ отражаются в акте дефектовки. Подбор комплекта поршней и колец производится по размерным номерам цилиндров и валов‚ при необходимости указывается необходимость балансировки. Проверка соответствия вкладышей и шатунов выполняется по предельным зазорам в сборе. Запись измерений в журнал выполняется с указанием инструментов и эталонов.
Вкладыши и коленчатый вал — восстановление
Вкладыши заменяются по износу. Коленвал оценивается на биение и износ шейки. Ремонт выполняется с контролем зазоров и балансировкой.
Последовательность установки и контроль зазоров
Установка шатунных и коренных вкладышей производится по этапам с фиксацией положения коленчатого вала и маркировкой деталей. Подшипниковые поверхности очищаются от смазки и загрязнений; замеры посадочных мест выполняются микрометром и нутромером. Обеспечение радиальных зазоров производится подбором вкладышей по толщине. Контроль аксиального люфта осуществляется щупом и индикатором; полученные значения вносится в протокол. Крепёжные болты коленвала затягиваются по регламенту с применением динамометрического ключа и фиксацией углового момента. Смазочная магистраль продувается и проверяется на отсутствие проходных препятствий. Заполнение маслом производится перед первой прокруткой; величины зазоров сравниваются с нормативами производителя и фиксируются в отчёте.

Ремонт или замена головок блока цилиндров
Осмотр ГБЦ: выявление трещин и деформаций. Ремонтная расточка седел и шлифовка плоскостей. Замена направляющих и клапанов при износе.
Контроль седел клапанов‚ направляющих и плоскостей
Визуальная оценка седел выполнена при подсветке; выявленные выкрашивания и раковины зафиксированы в протоколе дефектов. Замеры профиля седла произведены профильным микрометром; результаты занесены в таблицу размеров. Испытание герметичности седел выполнено методом масляной ванны с давлением‚ превышающим рабочее на 0‚5 бар; утечки зафиксированы как процент от допустимого. Направляющие измерены микрометром и нутромером на износ по диаметру и биению; превышение допуска отражено в заключении. Плоскости головки измерены индикатором часового типа на плите поверочной; коробление и перекосы задокументированы. Шероховатость плоскостей зарегистрирована профилометром; превышение Ra указано в миллиметрах. Результаты контроля совместно с рекомендациями по восстановлению подготовлены в форме протокола для последующих технологических операций.
Сборка двигателя и учёт моментов затяжки
Сборка производится по технологической карте. Моменты затяжки фиксируются по спецификации. Контроль углов затяжки выполняется динамометром.
Порядок сборки и технологические карты
Сборка двигателя выполняется по регламенту‚ составленному для Cadillac CTS V 6.2 V8 Supercharged 556 л.с. Этапы разбиты на блоки: подготовка деталей‚ установка коленчатого вала‚ вкладышей и шатунов‚ монтаж поршневой группы‚ установка ГБЦ‚ навесных агрегатов и систем. Для каждой операции предусмотрена технологическая карта с указанием инструментов‚ момента затяжки‚ последовательности и контрольных замеров. Контроль моментов затяжки производится в несколько этапов по таблице крутящих моментов и угловому контролю.
Испытание после сборки включает гидравлическую проверку системы охлаждения и масляной системы до запуска. Окончательная проверка проводится на стенде с измерением давления масла‚ утечек и синхронизацией распределительных валов. Документирование операций осуществляется в протоколе сборки с указанием серийных номеров и результатов калибровочных замеров.
Обкатка и окончательная настройка двигателя
Обкатка проводится на динамичном стенде по регламенту. Замеры рабочих параметров фиксируются. Настройка проводится после стабилизации показателей.
Режимы обкатки‚ проверка рабочих параметров и сдача отчёта
Определение этапов обкатки производится по регламенту для двигателей с нагнетателем. Первичный запуск выполняется при контролируемых оборотах холостого хода до выхода рабочих температур. На первой стадии обкатки регистрируються давление масла‚ температура охладителя и топлива‚ показания датчиков давления топлива и наддува. Во второй стадии обкатки выполняется ступенчатое повышение нагрузки при ограничении длительности максимальных оборотов. Приборные показания фиксируются в журнале каждые 5 минут на всем интервале обкатки. Предельные значения давления масла и компрессии сопоставляются с нормативами. Диагностические коды ошибок регистрируются и анализируются. Отчёт формируется в электронном и печатном вариантах с перечнем выполненных операций‚ исходных значений и конечных параметров‚ списком установленных деталей с серийными номерами и актом о допустимости эксплуатации.