

Предоставление услуги ремонта двигателя Changan CS75 Plus 2.0 Turbo 233 л.с. 2019–н.в. Описание объема работ и стандартов качества.
Область применения услуги
Обслуживание направлено на восстановление работоспособности двигателя Changan CS75 Plus 2.0 Turbo 233 л.с. 2019–н.в. Оказание услуг охватывает полный цикл операций, включающий диагностику электронных систем, инструментальные измерения компрессии и давления масла, демонтаж двигателя, детальную разборку с маркировкой компонентов, дефектовку деталей, механическую обработку блоков и коленвала, подбор и замену поршней, вкладышей и колец, ремонт или замещение головки блока цилиндров, сборку с контролем посадочных мест и моментных характеристик, установку на шасси, обкатку, настройку системы управления и финальную проверку параметров перед оформлением актов выполненных работ.
Общие сведения о двигателе
Двигатель 2.0 Turbo 233 л.с. 4-цилиндровый, бензиновый, с турбонаддувом. Рабочий объем и базовые параметры указаны производителем.
Технические характеристики модели 2.0 Turbo 233 л.с.
Двигатель 2.0 Turbo 233 л.с. рабочий объем 1996 куб. см. Максимальная мощность 171 кВт при заданных оборотах коленвала. Крутящий момент 360 Н·м в диапазоне оборотов, обеспечивающий динамику разгона. Наддув принудительный, турбонагнетатель с изменяемой геометрией исключен; применена одноступенчатая турбина с промежуточным охладителем. Система впрыска прямая, форсунки многоточечные высокого давления. Степень сжатия 9.5:1. Механический привод ГРМ ременной; ресурс замены регламентирован. Максимальная температура рабочей жидкости определяется паспортом. Система смазки под давлением с масляным насосом шестеренчатого типа. Система охлаждения с электрическим вентилятором и расширительным бачком. Вес агрегата указан в техническом паспорте.

Цели и задачи ремонта
Восстановление работоспособности двигателя 2.0 Turbo 233 л.с. Диагностика, дефектовка, восстановление геометрии и рабочей способности узлов.
Определение объема работ и критериев приемки
Формирование перечня операций производится на основе результатов диагностики и визуального осмотра. Включение в перечень: считывание кодов ошибок, измерение компрессии, измерение давления масла, оценка состояния турбины и системы впрыска, демонтаж двигателя при необходимости, разборка агрегата, дефектовка компонентов, шлифовка коленвала, расточка блока, подбор поршней по номиналам, замена вкладышей и колец, ремонт или замена головки блока. Критерии приемки определяються уровнем восстановленных параметров: компрессия в указанных технических пределах, давление масла в рабочем диапазоне, отсутствие подсосов воздуха, герметичность системы смазки, соответствие зазоров по паспорту после сборки. Оформление акта выполненных работ производится с указанием примененных деталей, измеренных значений и гарантийных обязательств.
Приемка автомобиля
Регистрация данных автомобиля и фиксирование пробега. Оформление заявки на диагностику. Внесение заметок о внешних повреждениях.
Регистрация данных и фиксация пробега
Фиксация идентификационных данных транспортного средства производится при приеме. Регистрация маркировки кузова и номера двигателя выполняется в ведомственной документации. Пробег фиксируется с применением показаний одометра и цифровой распечатки сервисного журнала. Ведомость приема содержит поля: дата, время, состояние ключей, уровень топлива, остаток масла в картере, наличие утечек внешних контуров. Состояния электрооборудования вносится как отдельная запись. Контроль VIN осуществляется путём сверки с регистрационными документами и нанесенной маркировкой. Отклонения в показаниях одометра документируются и сопровождаются фотофиксацией. Внесение данных в электронную базу производится с указанием оператора и кода процедуры. Подписи ответственных лиц проставляются в бумажном экземпляре акта приема.

Предварительная визуальная диагностика
Осмотр двигателя выполнен: выявлены внешние течи масла, коррозия фланцев, состояние шлангов и электропроводки зафиксировано в протоколе.
Осмотр наружных элементов и узлов двигателя
Визуальный осмотр корпуса мотора, навесных агрегатов и коммуникаций выполняется по установленной методике. Кузовные и моторные крепления осматриваются на наличие трещин, деформаций, следов ударов. Кожухи и крышки осматриваются на герметичность, следы вытекания масла фиксируются отдельной записью. Впускной тракт и ресивер проверяються на целостность и отсутствие посторонних предметов. Система охлаждения осматривается с акцентом на патрубки, хомуты, радиатор и соединения. Ремни и ролики оцениваются по натяжению и состоянию поверхности. Электропроводка и разъемы проверяются на коррозию и нарушение изоляции. Трубопроводы турбины и интеркулера осматриваются на трещины и ослабления.
Электронная диагностика
Считывание кодов ошибок производится специализированным сканером. Анализ параметров двигателя выполняется по логам ЭБУ и адаптация записывается в отчёт.
Считывание кодов ошибок и анализ параметров
Подключение диагностического оборудования производится к штатному разъему. Считывание кодов ошибок выполняеться с использованием заводских протоколов связи. Полученные коды фиксируются в отчете с указанием идентификаторов и времени появления. Параметры работы двигателя считываются в реальном времени: давление наддува, угол опережения зажигания, частота вращения коленвала, температура охлаждающей жидкости, давление масла, коэффициент воздушно-топливной смеси, время впрыска. Параметры сохраняются для динамического и статического анализа. Интерпретация кодов осуществляется по каталогу дефектов производителя. Ошибки классифицируются по влиянию на работоспособность, безопасность и ресурс. Режимы записи выбираются для стабильной и форсированной нагрузки. При совпадении кодов с трассировкой событий выполняется сопоставление сигналов датчиков и управляющих команд. Отчет включает перечень активных и исторических кодов, значения контролируемых параметров в момент фиксации, рекомендации по дальнейшим измерениям и возможным направлениям диагностических работ, указание на необходимость углубленной проверки топливной и воздуховодной системы при наличии отклонений.
Оценка состояния узлов и агрегатов
Визуальная и инструментальная оценка выполнена. Фильтры, трубопроводы, турбина, впускной тракт и система охлаждения осмотрены и зафиксированы дефекты.
Оценка состояния системы впрыска и турбины
Осмотр впускного коллектора и форсунок производится с фиксацией внешних повреждений, следов коррозии и отложений. Состояние уплотнений и воздуховодов документируется. Считывание параметров топливной рампы и форсунок выполняется через диагностический разъём, регистрируются давления и сигналы управления. Оценка массового расхода воздуха и положения заслонки проводится с записью показаний. Турбонагнетатель осматривается на предмет люфтов в корпусе и на валу, фиксируются следы масла во впуске и выпуске. Диагностическая продувка и измерение перепада давления на впуске выполняются с применением поверенных манометров. Испытание форсировки топливных форсунок проводится с контролем факела распыла и потребляемого тока, результаты вносятся в протокол. Анализ корреляции показателей давления и расхода топлива применяется для принятия решения о целесообразности замены компонентов.
Измерение компрессии
Измерение компрессии производится манометрическим методом. Значения фиксируются по цилиндрам. Приводятся допустимые пределы и протокол.
Методика измерения и допустимые значения
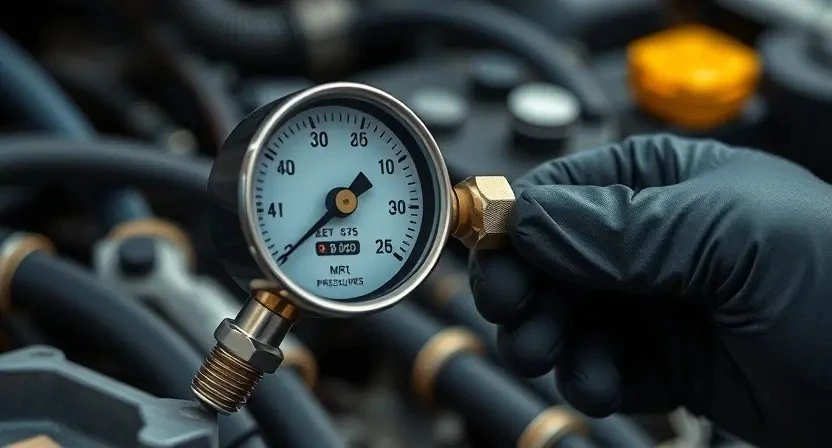
Подготовка двигателя к измерению компрессии производится при температуре тосола 60–90 °C. Применение манометра с насадкой для свечного колодца. Отсоединение проводов высокого напряжения и отключение подачи топлива. Прокрутка коленвала стартером при открытом дросселе до получения стабильного показания. Указание давления по цилиндрам в бар. Допустимое значение компрессии для модели 2.0 Turbo 233 л.с. определяется интервалом 10–14 бар при разнице между цилиндрами не более 1,0 бар. При снижении ниже 9 бар оценка износа и дальнейшая дефектовка блоков цилиндров и клапанного механизма производится. Измерение давления масла производится при рабочей температуре и оборотах холостого хода с манометром в масляном канале. Нормативное рабочее давление масла составляет 1,8–3,0 бар на холостых и 3,0–5,5 бар при 3000 об/мин. Отклонение от указанных диапазонов трактуется как основание для проверки масляного насоса, фильтра и канальной проходимости в блоке.
Измерение давления масла
Подключение манометра к масляному каналу. Замеры при холостом ходе и под нагрузкой. Сравнение с заводскими значениями.
Проверка рабочего давления и анализ результатов
Проведение измерений давления масла производится с использованием манометра с диапазоном, обеспечивающим точность ±0,1 бар. Подключение манометра к масляной магистрали выполняется через штатное место датчика давления или адаптер. Запуск двигателя осуществляется при прогретом состоянии до рабочей температуры 90–100 °C. Фиксация значений производится на холостом ходу, при 2000 об/мин и при номинальной нагрузке. Сравнение результатов с нормативами изготовителя производится по таблице рабочих значений. Отклонение ниже минимума рассматривается как признак износа масляного насоса, загрязнения фильтра или увеличения зазоров в опорах. Давление выше максимума указывает на забитый масляный канал или неисправность регулятора. Анализ включает проверку падения давления после глушения двигателя и оценку скорости падения. Результаты документируются с указанием температуры, оборотов и использованного оборудования. Решение о дальнейшем вмешательстве выносится на основании зафиксированных параметров и сопоставления с техническими допусками производителя.
Принятие решения о разборке
Оценка результатов диагностики сопоставлена с параметрами завода. Принятие решения основано на критических отклонениях и ресурсных показателях.
Критерии перехода к демонтажу и дефектовке
Фиксация признаков неисправности производится документально. Зафиксированы коды ошибок, неустранимые в рамках программной коррекции. Снижение компрессии в одном или нескольких цилиндрах ниже допустимого значения фиксируеться как основание для демонтажа. Падение давления масла ниже нормативного значения при рабочей температуре двигателя отмечается в отчете и классифицируется как критическое. Наличие посторонних металлических частиц в масляном фильтре или в отборе масла служит основанием для дальнейшей дефектовки. Подтвержденный износ вкладышей, задиры цилиндров, трещины в блоке или в головке блока фиксируются с приложением фотографий и измерительных протоколов. Ресурс турбокомпрессора, выявленный неисправным по параметрам давления наддува и маслянного голодания, учитывается при принятии решения о демонтаже. Шумности, вибрации и перегревы, при которых периодические меры управления не обеспечивают нормализацию режимов, признаются основанием для разборки. Протечки охлаждающей или моторной жидкостей через прокладки головки блока, через корпус насоса или через уплотнения коленвала фиксируются как критические дефекты.
Снятие двигателя
Демонтаж двигателя производится по последовательности: отключение коммуникаций, слив жидкостей, маркировка разъемов, крепеж освобожден, подъем мотора.
Последовательность демонтажа и маркировка деталей
Демонтаж двигателя выполняется поэтапно с фиксацией состояния узлов. Отключение коммуникаций производится с маркировкой разъемов и трубопроводов. Крепежные элементы снимаются по очереди, при этом каждому элементу присваивается индивидуальная метка. Снятие навесного оборудования осуществляется с сохранением компоновки. Блок цилиндров извлекается после отсоединения элементов трансмиссии и системы охлаждения. Детали укладываются в специальные контейнеры с указанием позиции и номера метки. Маркировка головок, крышек и кронштейнов выполняется устойчивыми маркерами и бирками. Фиксация отметок в журнале производится с фотографической документацией и подписью ответственного лица.
Разборка агрегата
Разборочная последовательность выполнена по регламенту. Маркировка деталей произведена. Узлы разделены на группы для дефектовки.
Разборочная последовательность и контроль износа
Демонтаж агрегата производится по этапам: отсоединение коммуникаций, маркировка разъемов, удаление навесных элементов. Снятие выполняется с фиксацией положения и протяжки крепежа. Блок цилиндров отделяется после снятия головки; головка маркируется по положению. Поршни извлекаются по очереди с пометкой номера цилиндра. Коленвал демонтируется с сохранением ориентации шейки. Шатуны промаркированы и маркировка сохраняется для сборки. Контроль износа производится на стендах с использованием микрометра и нутромера. Измерение диаметра цилиндров выполняется в трех плоскостях на каждом канале. Конусность и овальность фиксируются численными значениями. Контроль биения шеек коленвала производится индикатором с фиксацией предела. Измерение зазоров вкладышей производится набором щупов; зафиксированы допуски. Поверхности проверяются на трещины методами жидкостного или магнитного контроля при наличии соответствующей задачи. Выявленные дефекты документируются с указанием размера, местоположения и возможной методики восстановления.
Дефектовка компонентов
Проведение дефектовки узлов двигателя. Измерение износа, оценка трещин, фиксация зазоров, подготовка перечня деталей для восстановления.
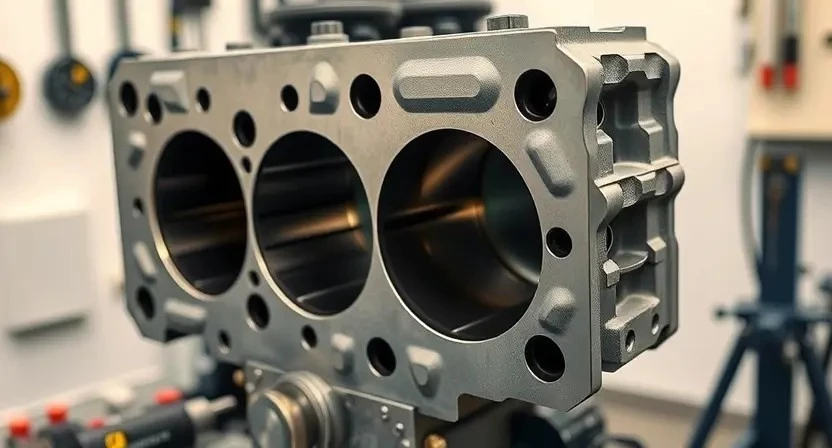
Проверка блока цилиндров, коленвала и шатунов
Визуальная оценка поверхности блока цилиндров произведена на предмет трещин, коррозии и точек перегрева. Контроль плоскостности привален выполнен штихелем и щупом с указанием отклонений в протоколе. Замеры диаметра цилиндров осуществлены микрометром в трех точках по высоте; зафиксированы значения и допуски. Обмер коленвала выполнен индикатором часового типа по шейкам для обнаружения износа и биения. Контроль радиального зазора вкладышей произведен путем установки калиброванных пластин и последующего измерения микрометром. Диагностика шатунов включила проверку прямолинейности и контроль изломов методом магнитного контроля; результаты внесены в ведомость. Оценка указывающих дефектов определила перечень деталей, подлежащих шлифовке, правке или замене.
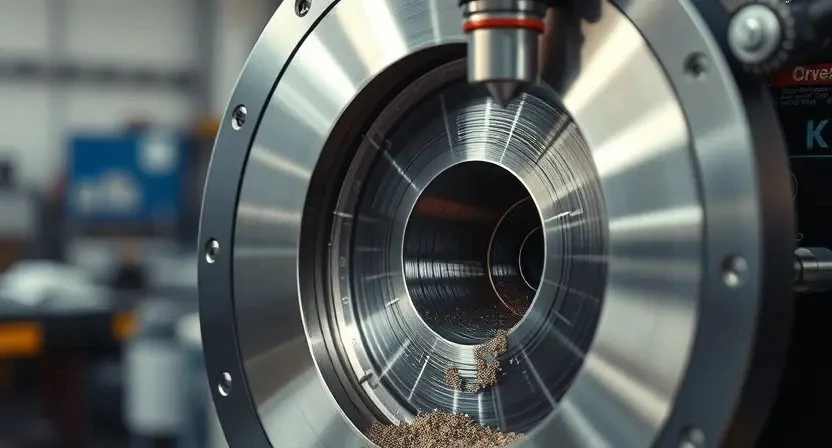
Шлифовка коленвала и расточка блока
Шлифовка коленвала производится по размерам ремонтных шеек. Расточка блока выполняется с контролем овальности и радиальных биений.
Допуски после обработки и методы контроля
После шлифовки коленвала и расточки блока фиксирование допусков выполняется по заводским нормам. Контроль радиального биения производится микрометром и индикатором часового типа с точностью до 0,01 мм. Контроль овальности цилиндров осуществляется нутромером или микрометром с шаблонами, измерения фиксируются в журнале. Контроль посадочных зазоров вкладышей производится щупом в каждой коренной и шатунной шейке; допускаемое значение зазора указывается в спецификации модели. Контроль плоскостности поверхности ГБЦ и блока производится проволочным щупом и линейкой 1000 мм; допустимая деформация указывается в техкарте. Балансировка шатунно-поршневой группы выполняется на стенде с протоколом. Испытания после сборки включают измерение давления масла и компрессии согласно регламенту.

Ремонт или замена поршней
Проверка поршней на износ и трещины. Замена при превышении пределов. Подбор номиналов. Установка новых с соблюдением зазоров.
Критерии смены поршней и подбор номиналов
Оценка износа поршней производится на основании измерений диаметра канавок и наружного диаметра юбки. Замена поршней назначается при превышении предельного износа юбки, наличия трещин, задиров, деформации канавок под кольца или смещения юбки относительно оси поршня. Подбор номиналов производится после расточки блока цилиндров. Подборка ведётся по таблице соответствий номиналов поршней и шлифовки цилиндров, с указанием допустимых зазоров поршень-цилиндр. При использовании ремонтных поршней указывать их буквенное или цифровое обозначение. Сопоставление номиналов выполняется с контролем натяга по направляющим поршневых колец. Ориентация поршневых колец указывается в документации. Ведомость с номиналами и измерениями прилагается к акту выполненных работ.

Замена вкладышей шатунных и коренных
Демонтаж коленвала производится. Подбор вкладышей по размеру. Измерение зазоров выполняется. Установлена допустимая биения контроль.
Подбор посадочных зазоров и контроль биения
Подбор посадочных зазоров производится при сборке шатунно-поршневой группы и коренных подшипников. Применение калиброванных щупов и микрометров обязательно. Измерение внутреннего диаметра подшипников осуществляется микрометром, наружного диаметра вкладышей ⎯ нутромером. Расчет зазора выполняется вычитанием размеров и сопоставлением с допусками завода-изготовителя. Контроль радиального биения коленчатого вала осуществляется индикатором часового типа при установке на опоры. Допуск биения определяется технической документацией модели. При отклонении от предела выполняется шлифовка или замена деталей.
Замена поршневых колец
Демонтаж поршней произведен. Подбор кольцевых комплектов по диаметру. Зазоры измерены. Установлена ориентация колец по спецификации.
Прямые требования к зазорам и ориентации
Установить зазоры между поршнем и цилиндром согласно заводской таблице; величины измеряются микрометром и нутромером. Зазоры поршневых колец заданы по диаметру цилиндра с допусками в сотых миллиметра; контроль суммарного мертвого давления производится щупом и индикатором. Ориентация поршневых кольцевых замков фиксируется относительно маслосъёмного окна впускной стороны, смещение по окружности допускается в пределах, указанных в спецификации. Шатунные вкладыши подбираются по посадочным номерам; посадочные зазоры контролируются паховым нутромером. Установочные размеры коренных вкладышей соответствуют паспорту; биение контролируется индикатором часового типа. Величины торцевых зазоров коленвала определяются по таблице; предельные значения при обработке обозначены. Монтаж уплотнений производится с сохранением ориентации канавок; направление отмечается на поверхности.
Ремонт или замена головки блока цилиндров
Дефектовка ГБЦ выполнена. Плоскостность проверена. Направляющие клапанов заменены при износе. Седла восстановлены шлифовкой и наплавкой;
Проверка плоскостности, замена направляющих и седел
Проверка плоскостности ГБЦ выполняется специальной плитой и щупом по всей площади опорной поверхности. Замер производится с этапностью, фиксируются отклонения от заводских допусков. При выявлении прогиба или вогнутости проводится шлифовка поверхности с указанием окончательной толщины и предельного износа. Направляющие клапанов измеряются по внутреннему диаметру и биению; при износе применяется замена с подбором посадочного посадочного размера. Седла клапанов подвергаются оценке по износу углов и глубины запрессовки; при дефекте выполняется смена седел с последующей притиркой. Контроль герметичности осуществляется методом вакуума или масляной ванны; результат фиксируется в акте дефектовки.
Сборка двигателя
Сборка производится по контролируемой процедуре. Посадка уплотнений выполнена, моменты затяжки задокументированы, последовательность соблюдена.
Посадка уплотнений, момент затяжки и последовательность
Посадка уплотнений выполняется на очищенные и просушенные контактные поверхности. Применение новых торцевых и плоских прокладок предписано в каждом узле, где была нарушена герметичность. Смазка манжеты производится специальным маслом двигателя перед установкой. Болты крышек распределительного вала и крышек коренных ставятся в порядке, предусмотренном заводской технологией. Момент начальной затяжки задается крутящим моментом 20 Н·м, последующая поворотная дорога — 90° и еще 90°. Для ГБЦ предусмотрена трёхступенчатая операция: 30 Н·м, 60 Н·м, 90°; фазы чередуются через указанные интервалы. Торцевые элементы фиксируются с контролем углового смещения. Контроль уплотнений осуществляется визуально и давлением масла при статической проверке.
Установка двигателя на автомобиль
Установке двигателя сопутствует выравнивание корпуса по шасси. Крепление производится по номинальным моментам. Подключение коммуникаций выполнено.
Выравнивание, крепление и подключение коммуникаций
Выравнивание производится по базе моторного отсека с использованием центровочных штифтов и измерительных шаблонов. Крепление выполняется через штатные опоры с контролем усилий затяжки по моментам, указанным в регламенте. Подключение топливных магистралей осуществляется с применением новых уплотнителей. Охлаждающие патрубки присоединяются с контролем направления потока и установки хомутов требуемого класса. Прокладки устанавливаются на чистые поверхности. Электрические разъемы фиксируются с фиксацией защёлок и обработкой контактов защитными составами. Трубопроводы вентиляции картера монтируются с сохранением уклонов для самотока. Контроль герметичности производится давлением и визуальным осмотром соединений. Фиксация тяговых болтов осуществляется по последовательности, указанной в паспорте агрегата.
Обкатка и первичные проверки
Обкатка производится на контролируемых режимах. Регистрация параметров давления, температуры и утечек. Фиксация показаний в отчете.
Режимы обкатки, контроль параметров и устранение течей
Обкатка производится по этапам с указанием скоростей и времени в зоне повышенных оборотов для формирования масляной пленки и приработки деталей. Первичный цикл включает холодный запуск, работа на холостом ходу 2–3 минуты, затем интервалы нагрузки с увеличением оборотов до 3000 об/мин в течение первых 20 минут. Вторичный цикл предусматривает плавное увеличение длительности работы на средних оборотах и кратковременные нагрузки. Контроль параметров осуществляется мониторингом давления масла, температуры охлаждающей жидкости, давления наддува, расходом воздуха и уровнем вибрации. Параметры фиксируются в журнале. Устранение течей начинается с локализации источника по зонам: масляная система, система охлаждения, уплотнения головки, сальники и патрубки. Фиксация обнаруженных дефектов производится фотофиксацией и внесением в акт. Замена уплотнений и сальников выполняется согласно типоразмерам и моментам затяжки, контроль герметичности производится после обкатки под давлением.
Настройка системы управления и финальная диагностика
Настройка ЭБУ производится адаптацией параметров впрыска и турбины. Финальная диагностика включает чтение кодов, очистку ошибок.
Адаптация ЭБУ, сброс сервисных интервалов и проверка ошибок
Адаптация ЭБУ производится после сборки и установки двигателя на автомобиль. Подключение диагностического оборудования выполняется по протоколу OBD-II и протоколам производителя. Выполнение процедуры адаптации включает калибровку датчиков воздушного потока, положения дросселя и датчика давления во впускном коллекторе. Сброс сервисных интервалов выполняется через сервисный режим ЭБУ при подтвержденных параметрах работы мотора и наличию чистых адаптационных карт. Считывание кодов ошибок производится до и после адаптации. Анализ кодов проводится по справочным таблицам производителя. Повторная проверка адаптационных параметров и считывание рабочих значений топливной коррекции, фаз газораспределения и турбонаддува выполняется при прогретом моторе в установившемся режиме. Журналирование результатов и сохранение дампа ЭБУ рекомендуется для отчётности.
Отчетность по выполненным работам
Составление акта выполненных работ. Перечисление замененных узлов, измеренных параметров, примененных деталей и гарантийных условий.
Составление акта выполненных работ и гарантийные условия
Оформление акта выполненных работ производится после завершения всех операций по ремонту двигателя. В акт включаются список проведённых процедур, применённые запасные части с указанием серийных номеров, показатели до и после ремонта по измерению компрессии и давления масла, результаты электронного сканирования с расшифровкой кодов, данные по шлифовке и расточке блока и коленвала, перечень заменённых элементов: поршни, вкладыши, кольца, головка блока цилиндров. Фиксация пробега и регистрация сервисных меток выполняются в документе. Приказание гарантийных обязательств приводится в отдельной секции акта с указанием срока и условий вступления гарантии в силу: гарантийный срок на работы и новые детали указывается в календарных месяцах и пробеге; гарантийное покрытие ограничивается дефектами монтажа и заводскими браками заменённых комплектующих; исключения перечисляются отдельно; условия утери гарантии: эксплуатация с несоответствующими присадками, использование топлива с параметрами за пределами технической спецификации, вмешательство посторонними организациями. Подписи ответственных лиц и печать организации ставятся внизу акта.