
Описание услуги по ремонту двигателя Chery Tiggo 8 Pro 2․0 Turbo 254 л․с․ (2021–н․в․)․ Перечисление этапов диагностики и восстановления агрегата․
Предмет и цель документа
Документ регламентирует последовательность выполнения работ по ремонту двигателя Chery Tiggo 8 Pro 2․0 Turbo 254 л․с․ (2021–н․в․)․ Описание охватывает стадии диагностики‚ оценку состояния узлов и агрегатов‚ измерения компрессии и давления масла‚ демонтаж и разборку двигателя‚ дефектовку деталей‚ восстановительные операции по блоку цилиндров и коленчатому валу‚ подбор и установка поршней‚ поршневых колец и вкладышей‚ ремонт или замена головки блока цилиндров‚ окончательные операции по сборке‚ обкатке и настройке параметров․ Цель документа заключается в установлении однообразных процедур контроля качества работ‚ обеспечении документированной трассировки операций и критериев приемки․ Нацеленность на достижение заводских параметров и эксплуатационной надежности должна быть выражена в стандартах измерений и методиках контроля‚ включенных в документ․

Область применения
Применение услуги ограничено двигателями Chery Tiggo 8 Pro 2․0 Turbo 254 л․с; (2021–н․в․)․ Работы охватывают полную технологическую процедуру ремонта․
Модель и период выпуска автомобиля
Указанная модель: Chery Tiggo 8 Pro‚ мотор 2․0 Turbo‚ мощность 254 л․с․ Годы выпуска‚ охваченные сервисной услугой: 2021–настоящее время․ Конфигурация двигателя: рядный четырехцилиндровый с турбонаддувом‚ непосредственный впрыск топлива‚ алюминиевый блок и головка цилиндров․ Идентификационные параметры: VIN и номер двигателя подлежат фиксации в сопроводительной документации․ Серийные модификации двигателей‚ включенные в перечень обслуживания‚ должны быть проверены по заводским кодам․ Программные версии ЭБУ подлежат сверке перед диагностикой․ Параметры рабочих жидкостей соответствуют спецификациям производителя․
Объем услуги
Перечень операций: диагностика двигателя‚ измерение компрессии и давления масла‚ снятие‚ разборка‚ дефектовка‚ восстановление деталей с заменой․
Перечень включенных работ
Диагностика электронных блоков и систем двигателя для выявления кодов ошибок и параметров работы․ Оценка состояния узлов по измеренным величинам и визуальным признакам․ Измерение компрессии цилиндров методом поршневого давления с документированием результатов․ Измерение давления масла в магистрали и на холостом ходу с регистрацией динамики․ Снятие двигателя с подрамника и отсоединение коммуникаций для дальнейшей разборки․ Разборка узлов до блока цилиндров и головки с маркировкой деталей․ Дефектовка элементов по критериям заводских допусков и износа․ Шлифовка плоскостей и расточка цилиндров с фиксацией параметров․ Обработка и шлифование коленвала‚ замена вкладышей․ Подбор и установка поршней‚ колец с зазорами по нормам․ Ремонт или замена головки блока цилиндров‚ зачистка седел клапанов и направляющих․ Сборка двигателя по технологической карте с указанием моментов затяжки․ Первичное пуско-наладочное испытание с контролем давления масла и компрессии․ Обкатка в режимах‚ регенерация и адаптация параметров ЭБУ․ Окончательная проверка работоспособности и составление отчета о выполненных операциях․
Подготовка рабочего места
Освободить зону‚ установить поддон для жидкостей․ Оборудование размещено: подъемник‚ опоры‚ инструменты‚ измерительная аппаратура‚ органы хранения деталей․
Инструмент и оборудование
Перечень специализированного оборудования для ремонта двигателя Chery Tiggo 8 Pro 2․0 Turbo 254 л․с․ (2021–н․в․)․ Стенд для диагностики двигателя с возможностью считывания кодов ошибок и записи параметров работы․ Компрессометр с адаптерами для многоклапанных двигателей и магнитными наконечниками․ Манометр давления масла с измерительным модулем и комплектом для подключения к масляной магистрали․ Подъемник грузоподъемностью не менее 3 т для демонтажа агрегата․ Лебедка и траверса для безопасной подъема блока․ Набор динамометрических ключей с диапазоном моментов затяжки до 200 Н·м․ Набор метрической ручной арматуры для демонтажа навесного оборудования․ Набор съемников подшипников и шкивов‚ включая съемник для демпфера коленвала․ Пресс гидравлический для запрессовки вкладышей и установки поршней․ Микрометрические измерительные приборы: микрометр‚ щупы‚ нутромер‚ индикатор часового типа с магнитным основанием для контроля биений․ Шлифовальные станки для обработки плоскостей головки блока и шейки коленвала․ Расточной станок с настройкой по цилиндрам и шаблонами под ход поршня․ Балансировочный стенд для коленвала․ Оборудование для промывки деталей ультразвуком и мойки под давлением․ Набор инструментов для сборки двигателя из коррозионно-устойчивых материалов․ Контейнеры и маркировка для хранения комплектующих по цилиндровым группам․ Система вентиляции и локализации технических жидкостей в рабочей зоне․
Требования к безопасности
Защита персонала обеспечивается СИЗ‚ изоляцией источников питания‚ ограничением доступа к зоне․ Контроль утечек топлива и масла проводится непрерывно․
Меры защиты и локализация работ
Определение границ рабочего участка: установка ограждений вокруг зоны контакта с двигателем и технологического подъемника․ Организация вытяжной вентиляции для удаления паров топлива и масла․ Применение непроницаемых поддонов для сбора вытекших жидкостей․ Электрические цепи переводятся в состояние отключено через замыкание автоматов на щите․ Использование защитных экранов для предотвращения попадания стружки в соседние отсеки․ Маркировка горячих поверхностей и подач рабочих зон с температурным мониторингом․ Применение средств индивидуальной защиты: перчатки химстойкие‚ очки герметичные‚ обувь электрозащитная․ Ограждение источников открытого пламени․ Хранение горюче-смазочных материалов в ёмкостях с пломбировкой и контейнерах с защитой от пролива․ Контроль уровней освещенности в рабочей зоне для минимизации ошибок при монтаже․ Регистрация локальных мероприятий в журнале работ․
Первичная диагностика
Сбор кодов ошибок и телеметрии․ Замеры компрессии и давления масла․ Фиксация отклонений․ Оценка целесообразности восстановительных работ․
Сбор и анализ кодов ошибок
Считывание диагностических кодов выполняется с использованием специализированного сканера‚ совместимого с протоколами OBD-II и производителем․ Снятие кодов производится до выполнения механических работ․ Фиксация кодов осуществляется в отчётной форме с указанием идентификаторов‚ временных меток и условий появления․ Сопоставление кодов с таблицами неисправностей производится для выделения приоритетных направлений диагностики․ Анализ возможных причин проводится на основе данных о параметрах двигателя в момент регистрирования ошибок․ Принятие решений по дальнейшим измерениям определяется по результатам анализа;
Визуальный осмотр
Осмотр внешних узлов двигателя: поиск трещин‚ коррозии‚ масляных следов и охладительной жидкости․ Фиксация повреждений в отчёте․
Осмотр внешних признаков повреждений
Визуальный осмотр выполняется по стандартной последовательности․ Кузовные элементы не рассматриваются․ Осмотр проводится на поднятом автомобиле с фиксацией положения двигателя относительно опор․ Поверхности блока и головки оцениваются на наличие трещин‚ выкрашиваний и коррозии․ Выполнение фотографирования дефектных участков․ Проверка состояния коллектора и патрубков на следы перегрева и выхлопного следа․ Оценка герметичности сальников и прокладок по наличию масляных подтёков․ Осмотр шкивов и натяжителей на следы износа․ Контроль изгибов и деформаций крепёжных лап․ Замеры внешних размеров не проводятся на данном этапе․
Проверка компрессии
Измерение компрессии производится по цилиндрам с применением манометра․ Значения фиксируются‚ сравниваются с нормативом и протокол заносится․
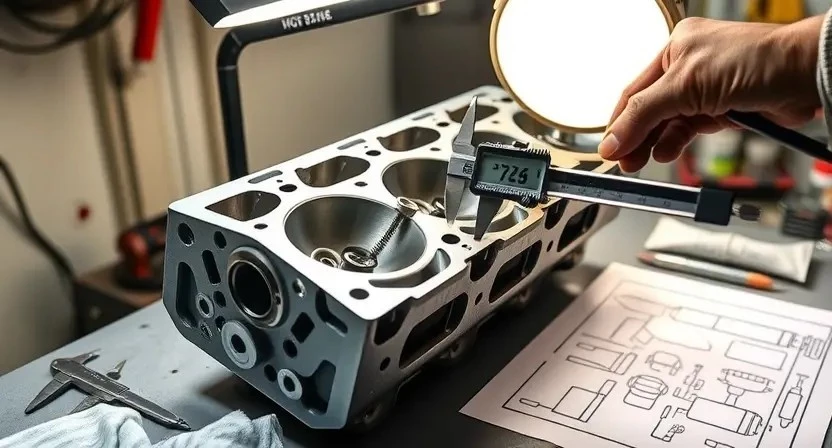
Методика измерения и допустимые значения
Измерение компрессии производится компрессометром высокого давления через свечное отверстие при вращении коленвала стартером до стабильного показания․ Прогрев двигателя до рабочей температуры обеспечивает равномерность результатов․ Запирание дроссельной заслонки и отключение системы впрыска обеспечиваются для исключения влияния на измерение․ Допустимое значение компрессии для цилиндров двигателя 2․0 Turbo 254 л․с․ установлено в пределах 10‚5-13‚5 бар․ Разница между цилиндрами ограничена 0‚5 бар․
Измерение давления масла проводится манометром на ремонтном штуцере масляной магистрали․ Давление в режиме холостого хода нормируется 0‚8-1‚5 бар․ Давление при 3000 об/мин нормируется 3‚0-4‚5 бар․ Падение давления ниже указанных значений свидетельствует о неисправности масляной системы или износе подшипников коленвала․
Точки замера и нормативы
Измерение компрессии производится на каждом цилиндре через свечной колодец с применением манометра с точностью 0‚5 бар․ Контроль проводится при прокрутке стартером до стабилизации показаний не менее 5 оборотов коленвала․ Допустимое отклонение между цилиндрами допускается до 1‚0 бар․ Абсолютное значение компрессии для рабочей головки двигателя 2․0 Turbo ориентировочно 12‚0–14‚5 бар при рабочем давлении масла в 4‚0–6‚0 бар на холостом ходу․
Измерение давления масла производится в магистрали после масляного фильтра с манометром 0–10 бар․ Нормативные значения: на холостых оборотах 0‚8–1‚5 бар; при 2000–3000 об/мин 3‚0–5‚0 бар․ Давление после холодного запуска может быть повышено в пределах 10–20 процентов до выхода на рабочую температуру․
Оценка работоспособности ГРМ и турбины
Проверка натяжения ремня и состояния роликов выполнена․ Измерение зазоров клапанов и контроль турбокомпрессора проведены‚ утечки зафиксированы․
Проверка натяжения‚ зазоров и утечек
Проверка натяжения ремней и цепей производится измерением усилия и угла провисания с использованием динамометра и шаблонов․ Замер зазоров в ГРМ выполняется щупом по рекомендованным нормативам производителя․ Контроль клапанных зазоров проводится на холодном двигателе при положении ВМТ по меткам․ Осмотр направляющих и сальников проводится визуально и измерительно с применением микрометра․ Проверка герметичности системы охлаждения и масляной магистрали выполняется давлением 1‚2–1‚5 бар и визуализацией течи․ Утечки вокруг турбины и интеркулера выявляются продувкой и окрашиванием контрольным красителем․ Документирование результатов производится с фиксацией значений и выводов․
Снятие двигателя
Демонтаж производится по этапам: отключение электроцепей‚ слив жидкостей‚ отсоединение выхлопа‚ снятие навесного оборудования‚ подъём агрегата краном․
Последовательность демонтажа агрегатов
Снятие агрегатных узлов проводится по последовательности‚ обеспечивающей безопасность и сохранность компонентов․ Электрические соединения отключаются первым этапом․ Система питания обесточивается и слив топлива производится в герметичную тару․ Охлаждающая жидкость отводится в сборную емкость․ Затем демонтируются навесные агрегаты: генератор‚ компрессор кондиционирования‚ насосы вспомогательных систем․ Воздухозаборный тракт и интеркулер отсоединяются отдельными операциями․ Система выхлопа демонтируется от фланца коллектора․ Топливные магистрали и датчики давления маркируються и извлекаются․ Корпус воздушного фильтра и впускной коллектор снимаются для открытия доступа к головке блока цилиндров․ Трубопроводы охлаждения и маслопроводы отсоединяются последовательно․ Головка блока цилиндров фиксируется метками с метками позиционирования и снимается после ослабления крепежных болтов по установленной схеме․ Коленчатый вал подготавливается к демонтажу через снятие маховика и сцепления при наличии․ Блок цилиндров освобождается после удаления крышек распределительных валов и постелей коренных вкладышей․ Каждый этап сопровождается маркировкой деталей и упаковкой в индивидуальную тару для предотвращения смешения компонентов․
Разборка двигателя
Разборка блока цилиндров выполнена по этапам․ Снятие ГБЦ‚ шатуно-поршневой группы и навесных агрегатов․ Детали промыты и маркированы․
Разборка блока цилиндров и головки
Разборка блока цилиндров и головки производится по этапам․ Демонтаж навесных агрегатов и трубопроводов выполняется для обеспечения доступа к головке․ Головка снимается после сброса давления в системе охлаждения и удаления крышек․ Болтовые соединения раскручиваются в последовательности‚ указанной производителем․ Уплотнения удаляются с пазов для последующей оценки․ Блок устанавливается на опору для дальнейшей разборки․ Поршни извлекаются через верхние отверстия после съема масляного поддона и крышек шатунов․ Направляющие и седла клапанов помечаются при наличии необходимости․ Поверхности подлежат визуальному осмотру на трещины и коррозию․ Борозды и каналы прочищаются средствами безмагниевого характера․ Контроль размеров проводится измерительными инструментами с градуировкой․

Дефектовка деталей
Проведение измерений геометрии‚ контроль трещин‚ проверка посадочных поверхностей‚ определение износа по нормам‚ составление отчёта о годности деталей․
Критерии годности и предельные износы
Установлены предельные размеры износа для основных деталей двигателя Chery Tiggo 8 Pro 2․0 Turbo 254 л․с․ (2021–н․в․)․ Замеры выполняются при дефектовке после разборки․ Поршни признаются негодными при износе юбки свыше 0‚15 мм относительно номинала или при задировании․ Кольца признаются с ограничением эксплуатации при потере упругости и боковом зазоре более 0‚25 мм в канале․ Вкладыши коленвала подлежат замене при полировке поверхности‚ раковинах‚ превышающих 0‚03 мм по глубине‚ или при увеличении овальности посадочного места․ Шейки коленвала считаются пригодными при износе до 0‚02 мм с последующей шлифовкой до ремонтного размера․ Цилиндры допускаются к восстановлению при износе диаметра до 0‚2 мм с возможностью расточки под ремонтный поршень․ Направляющие клапанов подлежат замене при люфте более 0‚15 мм по стержню․ Седла клапанов признаются негодными при деформации поверхности‚ трещинах‚ или при утрате геометрии‚ требующей замены․ Головка блока цилиндров допускается к ремонту при наличии плоскостности‚ подлежащей фрезеровке‚ если снятая толщина не превысит допустимого технологического резерва‚ установленного в технической документации производителя․
Шлифовка и расточка блока
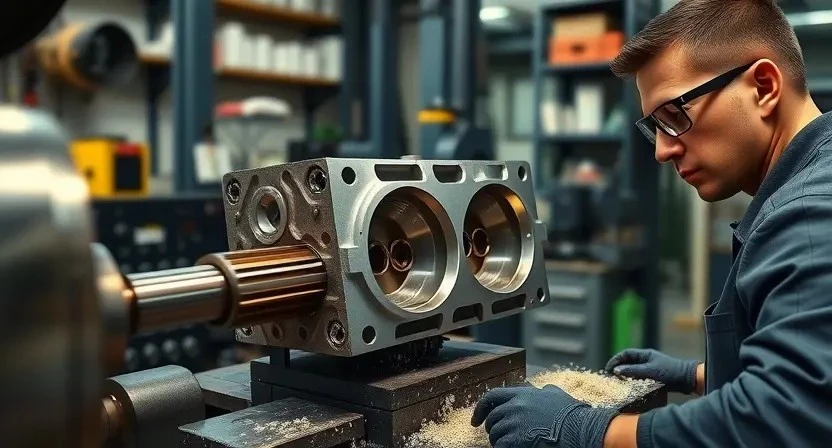
Проведение шлифовки плоскостей блока и расточки цилиндров по допускам․ Контроль размеров после обработки․ Протяжка поверхностей выполняется по этапам․
Технология восстановления цилиндров
Очистка корпуса блока выполняется химическим обезжириванием и механическим удалением отложений․ Замеры цилиндрического овала и конусности проводятся индикатором; результаты фиксируются в протоколе․ Расточка цилиндров осуществляется до ремонтного или восстановительного размера на специализированном станке с контролем соосности․ Шлифование выполняется при контроле шероховатости; допускаются значения‚ указанные в паспорте двигателя․ Гильзовка производится при износе‚ подтверждённом замерами; выбор материала основывается на совместимости с поршневой группой․ Контроль диаметра после обработки обязателен․ Термическая обработка проводится при необходимости для стабилизации геометрии․ После выполнения операций выполняется окончательная калибровка замеров и запись в акт․
Обработка коленвала и шатунов
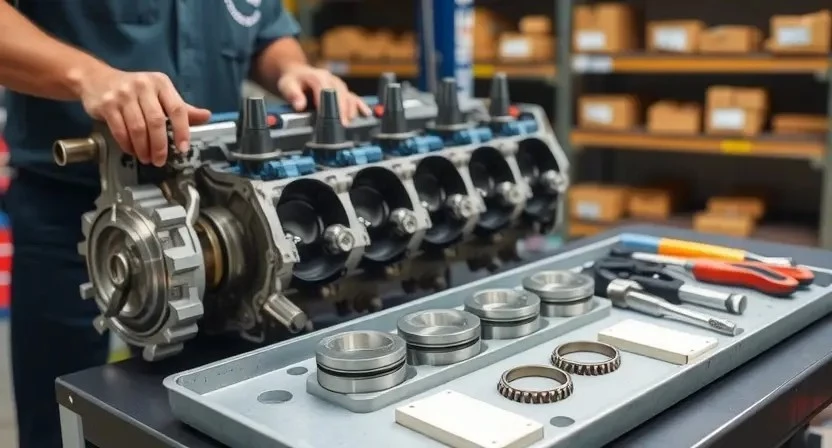
Шлифование шеек коленвала выполняется по допускам завода․ Замена вкладышей производится с измерением зазоров․ Балансировка коленвала производится․
Шлифование шеек и замена вкладышей
Подготовка коленчатого вала к измерению базируется на очистке поверхностей и удалении следов нагара․ Контроль биения производится на стенде с индикатором; фиксация результатов заносится в протокол․ Измерение диаметра шеек выполняется микрометром и нутромером по установленной методике‚ отклонения сверяются с техническими нормативами производителя․ При превышении предельного износа планируется шлифование шеек с указанием припуска и последующей полировкой․ Восстановление геометрии выполняется с применением специализированного оборудования с контролем шероховатости․ Подбор вкладышей производится по классу ремонтных размеров с учетом результатов измерений․ Установка вкладышей осуществляется в головки коренных опор с применением нового крепежа и смазки монтажной․ Моменты затяжки шпилек и крышек фиксируются протоколом с указанием величин и очередности; Контроль натяга подшипников производится измерением осевого перемещения и количественным учётом зазоров после сборки․ Испытание на стенде с имитацией давления масла проводится до окончательной сборки блока в картер․
Замена поршней и поршневых колец
Замена поршней производится по размерам после расточки․ Подбор колец по зазорам․ Установка с контролем зазора и радиального биения․
Подбор размеров и установка
Подбор поршней и колец выполняется по результатам измерений цилиндров и коленчатого вала․ Замеры диаметра цилиндров и биения шейки коленвала фиксируются в протоколе․ Выбор поршней производится по таблице допусков производителя с учётом допустимых межосевых зазоров и тепловых зазоров․ Подбор вкладышей производится по размерной группе в соответствии с паспортными значениями шейки․ Применение проверенных комплектующих подтверждается сертификатами соответствия․ Установка деталей производится на чистую поверхность со смазкой монтажной пастой․ Моменты затяжки фиксируются динамометрическим ключом; последовательность затяжки указывается в технологической карте․ Контроль зазоров поршень-цилиндр осуществляется щупом и микрометром; результаты вносятся в акт работ․
Ремонт или замена ГБЦ
Осмотр головки блока цилиндров выполнен․ Измерение плоскостей‚ контроль седел‚ направляющих и трещин произведены․ Решение по ремонту или замене оформлено․
Контроль плоскостей‚ седел и направляющих
Осмотр плоскостей головки и блока цилиндров выполнен с применением контрольной линейки и щупа для определения выгиба и микронеровностей․ Замер плоскостей произведён по двум ортогональным направлениям с шагом‚ обеспечивающим покрытие рабочей поверхности․ Отклонения зафиксированы в протоколе измерений․ Допустимые значения сверены с заводскими нормативами․ Шлифование планируется при превышении максимально допустимого прогиба․ Состояние седел клапанов оценено по следам контакта и глубине посадки; дефекты видны по несоосности круга контакта․ Направляющие подвергнуты измерению внутреннего диаметра микрометром и индикатором; зазоры сопоставлены с нормативом; изношенные направляющие подлежат замене․ Протоколирование результатов произведено с указанием мест и величин отклонений․
Сборка двигателя
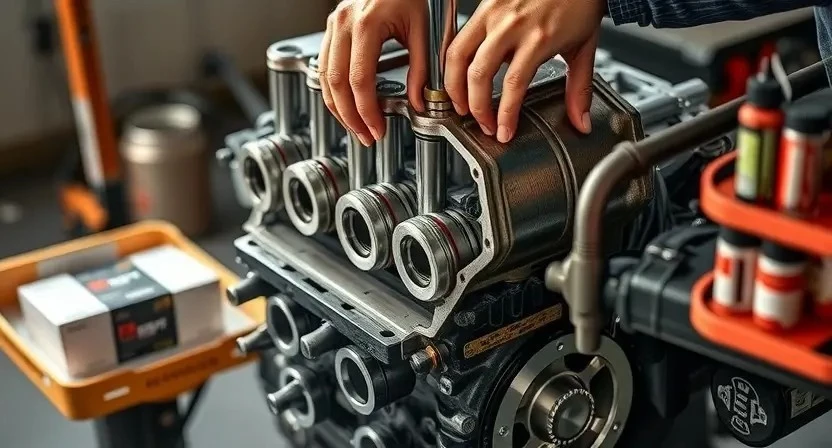
Сборка двигателя производится по технологической карте․ Контроль моментов затяжки выполняется в указанной последовательности․ Регистрация параметров в журнале․
Технологическая последовательность и моменты затяжки
Сборка двигателя производится по этапам‚ ориентированным на герметичность и баланс․ Первичный этап включает установку коленчатого вала на опоры с применением чистых вкладышей и контролем осевого люфта․ Поршневая группа устанавливается по группам размеров с проверкой зазора кольца в канавке и суммарного зазора в цилиндре․ Блок цилиндров должен быть подготовлен к установке головки с чистой плоскостью․
Головка цилиндров крепится в три этапа с использованием нового комплекта крепежа․ Моменты затяжки устанавливаются в порядке: предварительная затяжка 30 Н·м‚ промежуточная 90 Н·м‚ окончательная 90 Н·м с поворотом на 90°․ Контрольный момент после прогрева двигателя проводится через заданный интервал пробега․
Первичное пуско-наладочное испытание
Пуск двигателя производится после сборки․ Контроль давления масла и компрессии выполняется по регламенту․ Фиксация параметров в протоколе․
Контроль давления масла и компрессии после сборки
Фиксирование параметров давления масла и компрессии производится после окончательной сборки двигателя․ Применение манометра с сертифицированным диапазоном до 10 бар и компрессометра с пределами до 30 бар должно быть зарегистрировано в протоколе работ․ Испытание проводится на прогретом двигателе при рабочей температуре 90±5 °C․ Измерения выполняются на нейтральной передаче при отключенной системе впрыска и зажигания для исключения проворачивания от тепловых помех․ Испытание давления масла включает замеры в масляном фильтре и на подаче к распредвалу․ Превышение допуска фиксируется и сопровождается детальной дефектовкой масляной системы․ Контроль компрессии производится по каждому цилиндру с протоколированием отклонений и сравнением с нормативом производителя․ Время фиксации каждого параметра указывается в отчете․

Обкатка и адаптация
Обкатка двигателя проводится по регламенту․ Адаптация электронных систем выполняется через программную калибровку и запись параметров в блок управления․
Режимы обкатки‚ регенерация параметров ЭБУ
Обкатка двигателя выполняется после капитальной сборки с применением поэтапного режима нагрузки․ Начальный режим ⏤ холостой ход в течение 10–15 минут для установления циркуляции масла и контроля давления․ Далее предусмотрено плавное увеличение оборотов с выдержками на средних значениях до достижения рабочей температуры․ Интенсивная динамическая нагрузка допускается не ранее чем после 200 км пробега при условии стабильных параметров давления масла и температуры охлаждающей жидкости․ Регенерация параметров ЭБУ производится посредством специализированного диагностического оборудования․ Сброс адаптаций выполняется через интерфейс OBD-II․ Параметры топливоподачи‚ угла опережения и коррекции холостого хода подвергаются калибровке в режиме стендового тестирования и при реальной эксплуатации после обкатки․ Финальная проверка включает контроль давления масла‚ утечек‚ ошибок в памяти блока управления․

Окончательная проверка и отчет
Фиксация измерений давления масла и компрессии․ Испытание после обкатки․ Составление отчета с перечнем выполненных работ и заменённых деталей․
Документирование работ‚ гарантийные условия
Составление акта выполненных работ производится с фиксированием выявленных дефектов‚ перечня заменённых узлов и выполненных операций․ В акт включаются результаты измерений компрессии и давления масла с указанием приборов и методик измерения․ Отчёт о дефектовке содержит перечень годных и негодных деталей с указанием предельных размеров и фактических значений․ Сборочные операции фиксируются протоколами с моментами затяжки и контролями натяжения цепи или ремня привода газораспределения․ Ведомость применённых материалов содержит марки деталей‚ номера партий и даты изготовления․ Гарантийные обязательства оформляются отдельным документом; в нём указаны срок гарантии на выполненные работы и на установленные детали‚ перечень гарантийных условий‚ условия утраты гарантии при нарушении условий эксплуатации или при отсутствии подтверждающих документов о сервисной обработке после ремонта․ Сроки хранения исполнительной документации устанавливаются в соответствии с внутренними регламентами сервиса․