

Описание услуги по ремонту двигателя Chevrolet Camaro 2.0 Turbo 275 л.с. (2016–2023). Перечень операций: диагностика, дефектовка, восстановление.
Цель и область применения
Определение цели работ: обеспечение восстановления эксплуатационных характеристик двигателя Chevrolet Camaro 2.0 Turbo 275 л.с. (2016–2023) посредством комплексного вмешательства. Область применения охватывает диагностику неисправностей, оценку состояния цилиндро-поршневой группы, масляной системы и головки блока цилиндров. Включение процедур: измерение компрессии, измерение давления масла в статике и на холостом ходу, снятие агрегата с маркировкой деталей, последовательная разборка и дефектовка. Выполнение шлифовки и расточки блока при наличии износа и деформации. Замена поршней с подбором размерного ряда, замена поршневых колец и вкладышей с контролем зазоров. Восстановление геометрии коленчатого вала шлифовкой и балансировкой при необходимости. Обработка седел клапанов и шлифовка направляющих при обнаружении износа, с последующей заменой прокладки ГБЦ при нарушении герметичности. Сборочные операции включают установку шатунно-поршневой группы с контролем натягов и момента затяжки. Пусконаладочные работы предполагают первичный прогрев и обкатку с контролем параметров работы двигателя и регулировкой систем впрыска и зажигания после обкатки. Документирование выполненных работ и фиксация параметров до и после ремонта.

Общие данные о двигателе
Двигатель 2.0 Turbo, 275 л.с., четырехцилиндровый, прямой впрыск, турбонаддув. Идентификация по VIN и маркировке блока. Рабочий объём 1998 см3.
Технические характеристики и идентификация
Двигатель обозначаеться 2.0L Turbo, производство 2016–2023. Номинальная мощность 275 л.с. Указание VIN и маркировка двигателя используются для уточнения комплектации. Рабочий объем 1998 см3. Конфигурация 4 цилиндра в ряд. Тип впрыска непосредственный. Компоновка наддува турбокомпрессором с промежуточным охладителем. Характеристика топлива ⎼ бензин с октановым числом, указанным в заводской документации. Максимальный крутящий момент и диапазон оборотов фиксируются по данным производителя. Серийные номера блока и головы наносятся лазерной маркировкой. Обозначение ECU соответствует коду прошивки.
Идентификация проводится по коду двигателя, номеру кузова и сопроводительным табличкам на блоке.
Предварительная визуальная инспекция
Осмотр внешних узлов двигателя Chevrolet Camaro 2.0 Turbo: выявление течей, повреждений корпуса, состояния шлангов, крепежа и электрических соединений.
Осмотр внешних узлов и систем
Визуальный осмотр корпуса двигателя выполнен для выявления видимых дефектов и утечек. Поверхности оценены на наличие трещин, коррозии, следов перегрева. Крепления и болтовые соединения обследованы на наличие ослабления и деформации. Ремни и шланги осмотрены на износ, трещины и растрескивание. Электропроводка проверена на целостность изоляции и надежность контактов. Соединения рампы и трубок подачи топлива проверены на отсутствие пропусков и подтеков. Состояние маслосливных патрубков и фильтрующих элементов зафиксировано. Наличие посторонних включений в вентиляции картера зарегистрировано. Крепления опор двигателя обследованы на износ резиновых втулок и люфты. Состояние турбокомпрессора визуально оценено на присутствие масла и механических повреждений.
Подготовка к диагностике
Организация рабочего места и комплектация инструментами. Подготовка стенда. Проверка электроники. Обеспечение доступа к контрольным точкам.
Организация рабочего места и оборудования
Освещённость рабочего пространства обеспечена не менее 700 люкс для выполнения точных операций. Пол покрыт антисептическим нескользящим материалом с химической стойкостью к моторным жидкостям. Масло- и жидкостесборные ёмкости размещены в непосредственной близости от зоны демонтажа. Подъемник с грузоподъёмностью от 2000 кг выделен для снятия силового агрегата. Стеллажи с маркировкой предусмотрены для хранения деталей по порядку разборки. Инструмент с метрической и дюймовой номенклатурой размещён в кассетах по типоразмерам. Оснастка для балансировки и измерений крутящих пар установлена на отдельной поверхности. Контроль чистоты обеспечен фильтрацией воздуха класса не хуже ISO 8.
Диагностические процедуры
Считывание кодов производится через OBD-II. Измерение компрессии выполняется поршневыми тестерами; Давление масла фиксируется манометром при разных оборотах.
Электронная диагностика и считывание кодов
Подключение диагностического интерфейса к OBD-II разъему. Идентификация ECU по VIN и коду ПО. Считывание сохранённых и текущих кодов неисправностей. Полученные коды классифицируются по приоритету. Считывание данных параметров в реальном времени: обороты, угол опережения зажигания, давление наддува, температура воздуха на впуске, температурные датчики, расход топлива, показания датчиков положения распределительного и коленчатого вала, коррекции подачи топлива и обогащения смеси.
Анализ логов производится с целью определения закономерностей возникновения ошибок. Сопоставление кодов с параметрами мониторинга для определения причинных цепочек. Сохранение отчёта в формате, совместимом с базой данных обслуживания. Повторное сканирование после выполнения ремонтных операций для подтверждения устранения ошибок.

Оценка состояния цилиндро-поршневой группы
Измерение компрессии и утечек проводится цилиндр за цилиндром. Замеры фиксируются. Оценка износа поршней и канавок выполняется по допускам.
Измерение компрессии и анализ полученных показателей
Подготовка автомобиля включает установку на ровную площадку, отключение системы зажигания и подачи топлива. Демонтаж свечей зажигания производится по порядку. Применение манометра с адаптерами, рассчитанными на бензиновый турбированный двигатель, допускается. Производство вращения коленвала осуществляется стартером при полностью открытой дроссельной заслонке. Фиксация показаний производится при стабильных оборотах стартера. Повторные измерения с добавлением масла в цилиндр проводятся для отличения износа колец от износа клапанного механизма.
Анализ результатов проводится по величинам в бар или фунтах на кв. дюйм. Сопоставление показателей между цилиндрами выполняется с определением допустимого разброса. Применение эталонных значений для данного мотора рекомендуется при формировании заключения. Оформление результатов производится в виде таблицы с указанием номера цилиндра, максимального давления и состояния после заливки масла.
Проверка масляной системы
Измерение давления масла производится на холодном и рабочем режимах. Результаты фиксируются. Замеры повторяются при разных оборотах двигателя.
Измерение давления масла в разных режимах работы
Подготовка стенда и установка манометра с сертифицированным нулевым отсчетом. Подключение к прессовому патрубку масляной системы производится через штатный или адаптированный штуцер. Замеры выполняются в холодном состоянии на холостом ходу, при прогреве до рабочей температуры и при повышенных оборотах на ступенях 1500, 3000 и 4500 об/мин. Регистрация показаний производится каждую минуту в течение трёх циклов для устранения погрешностей, вызванных пульсациями.
Сравнение результатов проводится с заводскими нормативами. Зафиксированные отклонения классифицируются по величине и режиму. Отклонения давления на холостом ходу указывают на износ маслонасоса или засор в масляном радиаторе. Падение давления при повышенных оборотах свидетельствует о износе вкладышей или увеличенных зазорах в масляных каналах. На основании полученных данных составляется протокол измерений и предлагается перечень дальнейших операций по восстановлению.

Снятие двигателя
Подготовка к демонтажу производится: отсоединение электроцепей, слив жидкостей, маркировка шлангов и креплений, фиксация двигателя на подъёмнике, демонтаж агрегатов.
Последовательность демонтажа и маркировка деталей
Определение очередности демонтажа элементов мотора на основе конструкции Chevrolet Camaro 2.0 Turbo 275 л.с. (2016–2023). Отключение электрических цепей и обезвождение системы производится во избежание коротких замыканий и протечек. Снятие навесного оборудования выполняется поочередно: воздухообменный тракт, интеркулер, рольганги, генератор, компрессор кондиционирования. Доступ к головке блока обеспечивается после удаления впускного коллектора и трубопроводов. Маркировка проводов, шлангов и болтов производится с указанием позиции и момента затяжки. Фиксация снятых деталей осуществляется на поддонах с идентификаторами. Нумерация и фотографирование узлов выполняются для обеспечения обратной сборки. Хранение мелких элементов организуется в секционированной таре с ярлыками.

Разборка двигателя
Демонтирование узлов выполняется по этапам. Маркировка деталей проводится. Фиксация болтов и хранение компонентов осуществляется раздельно.
Последовательность разборочных операций и контроль состояния соединений
Последовательность демонтажа составлена в виде этапов. Снятие вспомогательных агрегатов производится перед удалением головки блока. Дренаж жидкостей выполняется с применением специализированных емкостей. Отсоединение электрических разъемов и магистралей проводится с маркировкой по нумерованной схеме. Демонтаж газораспределительного механизма осуществляется после фиксации фаз. ГБЦ удаляется с применением равномерного раскручивания болтов по заданной схеме. Снятие поршневой группы проводится по цилиндрам с маркировкой положения шатунов и колец. При каждом стыке фиксируются зазор и состояние поверхности. Контроль резьбовых соединений включает измерение их износа плодометрическим методом и оценку остаточной длины резьбы. Соединения с признаками коррозии подлежат замене. Метки на деталях наносится устойчивой краской, фотографирование производится для архивирования. Ожидаемые дефекты регистрируются в акте дефектовки с указанием параметров по паспорту производителя.
Дефектовка деталей
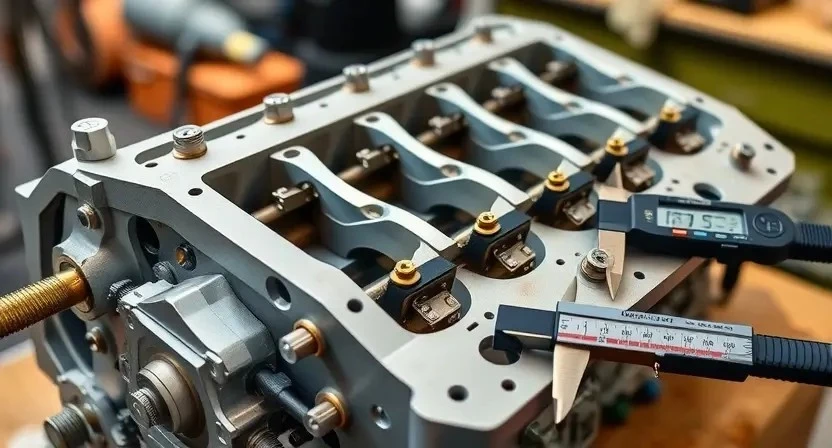
Проведение измерений износа выполняется по технологии: контроль диаметров, биений, шороха, наличия трещин, оценка пригодности к восстановлению.
Методика определения износа и установление пригодности к восстановлению
Осмотр выполняться по регламенту с фиксацией визуальных признаков повреждений. Контроль геометрии поверхностей производится с применением микрометра, нутромера и шаблонов. Измерение диаметра цилиндров выполняться в трех точках по глубине с записью допусков. Измерение зазоров поршневых колец производится специализированным щупом в расточке с занесением значений в протокол. Измерение радиального и осевого биения коленвала проводится на прецизионных стойках. Оценка цилиндропоршневой группы проводится путем сопоставления полученных значений с заводскими лимитами. Испытание масляной системы выполняться путем замера давления в холодном и рабочем режимах с использованием манометра с градуировкой. Резьбовые соединения проверяться на целостность и износ резьбы. Дефекты, превышающие восстановительные лимиты, фиксироваться для последующей замены деталей. Визуальная дефектоскопия седел клапанов и направляющих выполняться с применением бороскопа. Протоколирование всех измерений и фотографирование повреждений обеспечивать прослеживаемость решения о восстановлении.
Шлифовка и расточка
Шлифовка коленвала производится по размерным группам. Расточка блока цилиндров выполняется с контролем конусности и соосности посадочных поверхностей.
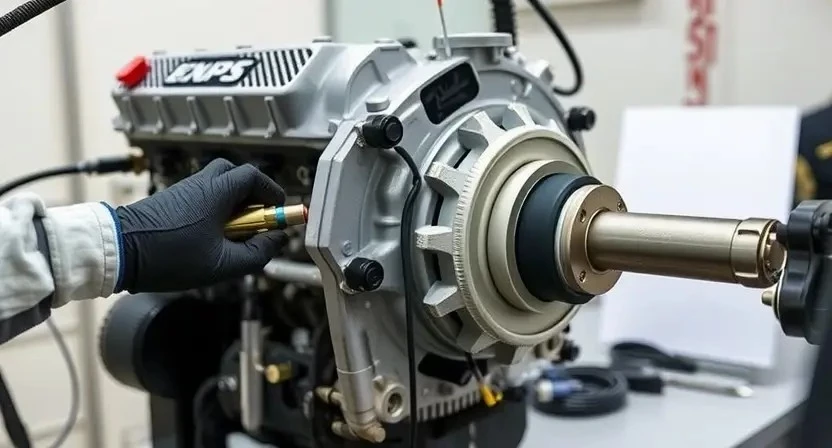
Технологические параметры шлифовки коленвала и расточки блока
Определение размера износа коленвала выполняется измерением диаметра шеек с микрометром в нескольких плоскостях. Уточнение биения производится индикатором по периметру. Допуск на износ шеек принимается согласно заводским нормативам для данного мотора. Ремонтный размер выбирается по величине износа с привязкой к стандартным ремонтным комплектам вкладышей. Шлифовка выполняется с обеспечение чистоты поверхности и круглости, при которой шероховатость Ra строго контролируется. Охлаждение зон во время процесса гарантирует температурную стабильность. Расточка блока цилиндров производится на базовой оправке, соблюдение соосности обеспечивается центровкой. Контроль диаметра и конусности осуществляется калибрами и нутромером. После операций проводится балансировка вращающихся масс.
Замена поршней и поршневых колец
Подбор размеров производится по замеру цилиндров. Монтаж поршней и колец выполняется с контролем зазоров, фиксация трещин исключается.
Подбор размеров, монтаж и зазорные значения
Подбор поршней и колец производится по номинальным диаметрам цилиндров после измерения расточки. Применение ремонтных комплектов определяется по величине износа с учётом классов восстановления. Подбор вкладышей проводится по размеру шейки коленвала и посадочным местам коренных и шатунных постелей. Контроль масляных зазоров осуществляется микрометром и щупами. Измерение зазора кольца в канавке выполняется измерителем глубины и прогоном кольца по калибру. Монтаж поршневой собирается с учётом установочных меток и ориентации канавок. Зазоры поршневых колец проверяются в цилиндрах с преднатягом кольца 1 мм. Контроль радиального зазора вкладышей выполняется при помощи индикатора стрелочного типа после установки крышек без затяжки. Моменты затяжки болтов шатунов и крышек регламентированы для данного двигателя и фиксируются в протоколе. Притирка и проверка вала на совпадение размеров выполняются после окончательной сборки узла, до снятия контрольных мерок.
Замена вкладышей и сборка шатунно-поршневой группы
Вкладыши заменены по размеру. Контроль натягов выполнен. Сборка шатунно-поршневой группы проведена с контролем биений и люфтов.
Точность установки и контроль натягов
Установке вкладышей уделен приоритет. Подгонка посадочных мест выполнена по номинальным размерам блока и шатуна. Измерение диаметров коленчатого вала и шатунных шеек произведено микрометром, результаты задокументированы. Подбор вкладышей производится по коду размера, фиксация маркировки выполнена на корпусах. Зазоры масляных каналов и боковые люфты измерены щупом с протоколированием. Контроль натягов шатунных болтов произведен динамометрическим ключом с подтверждением угловой затяжки. Регистрация допусков и отклонений внесена в акт дефектовки. При несоответствии заданным параметрам применена корректирующая обработка сопряжений.
Ремонт и замена головки блока цилиндров (ГБЦ)
Диагностика ГБЦ выполняется. Дефектовка проводится. Шлифовка седел и притирка клапанов производится. Замена прокладки и сборка контролируются.
Диагностика клапанного механизма, шлифовка седел, замена прокладки
Проверка клапанного механизма производится посредством инструментальных замеров теплового зазора и визуальной оценки состояния направляющих. Измерение люфтов клапанов и направляющих выполняется микрометром и индикатором; полученные значения фиксируются в отчёте. Оценка состояния седел проводится визуально и с применением эндоскопа при необходимости. Определение деформации и износа седел выполняется контрольной таблеткой и замером геометрии посадочной поверхности.
Шлифовка седел производится на специализированном стенде с применением абразивных головок указанного зерна. Регулирование дискретности обработки производится по таблице заводских допусков. Замена прокладки головки выполняется при обнаружении утечек, с применением новой детали соответствующего номинала и контролем ровности поверхности ГБЦ. Контроль герметичности проводится методом сжатого воздуха и вакуумной камерой.
Сборка двигателя
Сборка проводится по этапам: установка вкладышей, шатунов, поршней, ГБЦ; затяжки по моментам; контроль зазоров; фиксация маркировки; протяжка после обкатки.
Очередность операций и контроль моментов затяжки
Последовательность сборочных операций описана документально; Предварительная подготовка деталей и чистка поверхностей выполнена до монтажа. Первичный центрирование коленчатого вала обеспечено установкой направляющих. Шатунные крышки устанавливаются по порядку цилиндров с поэтапной подачей момента. Наращивание крутящего момента производится в два этапа: начальная установка с низким усилием, затем окончательная затяжка с указанным моментом. Контроль натягов выполняется посредством динамометрического ключа с калибровкой. Промежуточные замеры углов затяжки фиксируются в карте работ. Прокладки и уплотнения заменяются новыми. Записание результатов в документацию проводится после каждого этапа.
Пусконаладочные и обкаточные работы
Пуск двигателя выполняется при контроле давления масла и температуры. Испытательный прогон проводится в нескольких режимах. Фиксация параметров.
Первые пусковые процедуры, контроль параметров и режимов обкатки
Проведение первых пусков производится на стенде с регулируемым оборотом и контролем рабочих параметров. Запуск выполняется с использованием нового масла и фильтра, давление масла контролируется манометром в точке подачи. Мониторинг осуществляется по давлению масла, температуре охлаждающей жидкости, температуре масла, частоте вращения коленвала и показаниям датчика лямбда. Фиксация параметров производится в журналах с указанием времени и режима. Прогрев двигателя выполняется в щадящем режиме до достижения рабочей температуры. Нагрузочное испытание проводится ступенчато с выдержками на каждом режиме для стабилизации параметров. При обнаружении отклонений выполняется повторная диагностика и сопоставление с допусками производителя. Обкатка проводится по протоколу с ограничением максимальной частоты вращения и выдержкой межрежимных интервалов для полной адаптации компонентов.
Настройка и регулировка систем после обкатки
Настройка впрыска и зажигания производится по эталонным картам. Калибровка датчиков и адаптация ЭБУ выполняется согласно рабочей документации.
Настройка впрыска, зажигания и программирование блоков управления
Настройка впрыска и зажигания для двигателя Chevrolet Camaro 2;0 Turbo 275 л.с. (2016–2023) производится в составе завершающих пусконаладочных работ. Параметры топливной карты и угла опережения коррекционно адаптируются на диагностическом оборудовании с доступом к штатным блокам управления. Считывание исходных карт выполняется до вмешательства. Калибровки сохраняются в архивах с указанием версии ПЗУ и времени операции. Прошивки с модификациями не накладываются без протокола согласования. Эмуляция датчиков допускается в тестовом режиме только для проверки алгоритмов. Статусы регуляторов фиксируются в отчётах. Адаптация форсунок и коррекция подачи топлива выполняются по измеренным значениям расхода и давления. Время работы на холостом ходу и температурные коэффициенты фиксируются в регламенте обкатки.

Отчетность и гарантийные обязательства
Документация работ оформлена; Акт приемки и сервисная карта выданы. Гарантийный срок и условия ремонта зафиксированы в отчете.
Документация выполненных работ и условия гарантии
Формирование акта приемки-выдачи работ. В акте фиксируются VIN, пробег, перечень выполненных операций, применённые комплектующие с указанием производителя и артикулов. Протоколы измерений включают результаты измерения компрессии по цилиндрам, значения давления масла при холостом ходе и под нагрузкой, замеры зазоров клапанов. Отчёт о дефектовке содержит описание износа деталей, выявленные трещины и допуски на износ. Сопроводительная документация включает копии чеков на приобретённые запчасти и ведомости на выполненные шлифовальные и расточные операции.
Гарантийные обязательства оформляются отдельным документом. В нём указываются срок гарантии на работы и на установленные узлы, условия сохранения гарантии при соблюдении рекомендаций по маслу и обкатке, перечень отказов, не покрываемых гарантией, а также порядок предъявления претензий и сроки рассмотрения рекламаций.