

Описание услуги: ремонт двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л;с. 2023–н.в.; включены диагностика, дефектовка, восстановление узлов.
Назначение документа
Документ предназначен для фиксации объема и порядка работ при ремонте двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. Описание включает состав выполняемых операций, методики контроля параметров и требования к отчетности. Цель — обеспечение единой методологии выполнения диагностики, измерений и восстановительных работ. Представлены границы ответственности по документированию результатов, критерии приемки этапов и перечень обязательной измерительной аппаратуры. Указаны формы регистрации замеров и протоколы передачи деталей в дефектовку. Регламентирована последовательность согласования восстановительных решений с технической документацией производителя. Формат отчета определен для архивирования и последующей аналитики.
Описание объекта работ
Объект: двигатель Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. Объем цилиндров, тип питания и конструкционные особенности зафиксированы в техдокументации.
Технические характеристики двигателя
Тип двигателя: атмосферный V8 с рабочим объёмом 5.5 л. Мощность на коленвале указана 670 л.с. Конфигурация цилиндров: V-образная, 8 цилиндров. Система питания: непосредственный впрыск топлива. Система впуска: многокамерная с переменной фазировкой. Система выпуска: каталитическая нейтрализация и двойной выпуск. Система смазки: сухой картер с отдельным масляным баком. Система охлаждения: жидкостная с насосом и термостатом. Материал блока: алюминиевый сплав. Ход поршня и диаметр цилиндра задокументированы в заводской спецификации. Степень сжатия указана в технической карте производителя.
Объем предоставляемых услуг
Предоставление полного цикла работ: диагностика, измерения компрессии и давления масла, демонтаж, разборка, дефектовка, восстановление узлов.
Перечень выполняемых операций
Проведение комплексной диагностики электронных и механических систем двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. включает считывание кодов неисправностей и анализ параметров работы блоков управления. Замер компрессии выполняется в каждом цилиндре с применением специализированного манометра. Измерение давления масла производится на штатной точке давления при холодном и рабочем режимах. Демонтаж агрегатов и снятие мотора с рамы предусмотрено по регламентной последовательности. Полная разборка мотора с маркировкой деталей и упаковкой комплектующих обеспечивается. Дефектовка деталей проводится по паспорту завода-изготовителя с фиксацией предельных износов. Шлифовка коленвала осуществляется по заданным технологическим размерам с контролем биения. Расточка блока цилиндров выполняется с соблюдением допусков стенок и соотношения цилиндр-поршень. Подбор поршней и колец производится по номинальным и ремонтным размерам. Замена коренных и шатунных вкладышей осуществляется с контролем зазоров микрометром и щупом. Работы по головке блока цилиндров включают шлифовку плоскостей, замену седел клапанов и контроль герметичности камер сгорания методом давления. Сборка двигателя выполняется по технологии с моментами затяжки и применением динамометра. Обкатка нового узла подразумевает этапы прогрева, постепенного увеличения нагрузки и фіксацию рабочих параметров. Настройка электронных систем управления производится через диагностический интерфейс с записью адаптаций и проверкой рабочих карт. Документирование всех операций и фиксация результатов измерений обеспечиваются с выдачей отчета.

Подготовительные мероприятия
Подготовка места работы: освещение, вентиляция, подъёмник. Инструменты и расходники комплектованы. Охрана труда и маркировка деталей обеспечены.
Организация рабочего места и инструментов
Подготовка рабочего места для ремонта двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. производится по регламенту. Освещённость рабочей зоны доведена до 1000 люкс в зоне разборки; обеспечена вентиляция с вытяжной системой для удаления паров топлива и масляных аэрозолей. Напольная поверхность очищена и выровнена; применены противоскользящие покрытия в зоне подъёмника. Подъёмник грузоподъёмностью не менее 2000 кг выделен для снятия агрегата. Стеллажи маркированы для хранения деталей по этапам сборки; применены контейнеры с вкладышами для мелких деталей и болтов. Оснастка включает набор динамометрических ключей с калибровкой, индикаторы часового типа, микрометры, щупы; оборудование для шлифовки и расточки с техническим паспортом. Станция подачи чистых масел и охлаждающей жидкости отделена от зоны грязного инструмента. Средства индивидуальной защиты хранятся в шкафу с учётом размеров и температуры хранения. Фиксация узлов производится с применением траверс и монтажных петель, паспортные данные узлов регистрируются; перемещение тяжёлых деталей осуществляется с помощью грузоподъёмных механизмов с цепями и крюками, снабжёнными сертификатами.

Диагностика двигателя
Выполнение комплексной проверки электроники и механики двигателя. Проведение компьютерной диагностики, измерение параметров, фиксация результатов.
Порядок проведения компьютерной диагностики
Подключение диагностического оборудования производится к автомобильной электронике через специализированный разъем OBD-II. Считывание кодов неисправностей выполняется программой, настроенной на маркировку Chevrolet. Идентификация ошибок выполняется по списку DTC; расшифровка фиксируется в отчете. Сбор параметров в реальном времени осуществляется мониторингом датчиков: частота вращения, давление топлива, положение дросселя, угол опережения зажигания, температура охлаждающей жидкости, датчики давления масла. Выполнение адаптаций и сбросов параметров контролируется журналом событий. Выполнение функциональных тестов исполнительных механизмов проводится через командные каналы ЭБУ; результаты логируются. Обнаруженные отклонения протоколируются с указанием кодов, текущих значений и рекомендованных операций по дальнейшей диагностике или демонтажу узлов.
Оценка состояния узлов и агрегатов
Визуальный и инструментальный осмотр произведён. Снятие узлов выполнено при необходимости. Измерения износов и люфтов зафиксированы в отчёте.
Визуальный и инструментальный осмотр
Визуальный осмотр двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. направлен на выявление внешних повреждений, следов течей смазки и охлаждающей жидкости, деформаций корпусов и крепежа. Осмотр выполняется при освещённости не менее 1000 лк с использованием увеличительных приборов и эндоскопа для проверки цилиндров и камер сгорания. Инструментальный осмотр включает измерение зазоров в приводе ГРМ щупом, контроль натяжения ремней динамометром, оценку состояния уплотнений ультразвуковым методом. Регистрация дефектов производится в журнале с фотофиксацией и привязкой к узлам. Отчёт формируется с перечнем рекомендуемых дальнейших процедур и приоритетов ремонта.

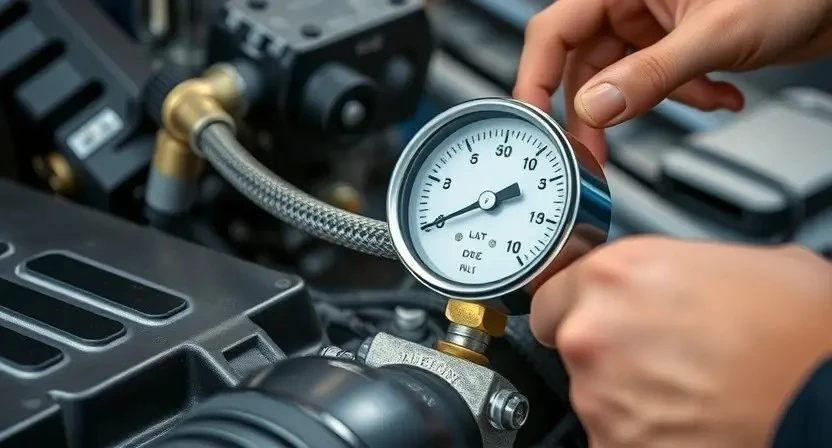
Измерение компрессии
Измерение компрессии производится монометром через свечной колодец при снятом топливоподающем насосе; фиксирование значений в протоколе.
Методика и допустимые величины
Измерение компрессии проводится компрессометром с винтовым соединением к свече. Давление фиксируется после трех оборотов стартера при отключенном топливоподаче. Допустимое значение по цилиндру: не менее 12,5 бар; разброс между цилиндрами ⎼ не более 0,5 бар. Снижение давления на единицу цилиндра более 0,8 бар считается критическим.
Измерение давления масла производится манометром высокого давления на подсоединении к масляному фильтру. Контрольные значения: холостой ход 0,8-1,2 бар; рабочие обороты 3,0-5,5 бар. Пульсация давления не должна превышать 0,3 бар. Давление при прогреве ниже нормы фиксируется как дефект масляной системы.
Измерения повторяются трижды, усреднение выполняется арифметическим методом. Регистрация результатов в протоколе обязательна.
Измерение давления масла
Измерение производится на заводском выходе датчика давления; контрольные значения указывать в протоколе; фиксация показаний при холодном и рабочем режимах.
Точка измерения и контрольные значения
Точка снятия показаний давления масла определяется на магистрали подачи к турбокомпрессору и на штуцере масляного фильтра. Измерение производится манометром класса не ниже 0,5 при температуре масла 90°С. Контрольные значения при рабочем холостом ходе: минимальное давление 1,4 бар, максимальное 2,5 бар. При номинальной частоте вращения 3000 об/мин: минимальное давление 3,5 бар, максимальное 5,0 бар. Давление в пике при холодном запуске допускается до 6,0 бар в первые 10 секунд.
Отклонение свыше 0,5 бар от указанных значений признано аварийным параметром.
Демонтаж двигателя
Снятие силового агрегата производится с фиксацией узлов. Отсоединение коммуникаций и агрегатов. Подготовка к подъёму и транспортировке двигателя.
Последовательность снятия агрегатов
Подготовка места проведения работ включена в план: освобождение рабочего пространства, установка подъемного оборудования и фиксация кузова. Отключение электрической сети и снятие батареи выполняется перед разбором. Слив масла и охлаждающей жидкости производится с соблюдением правил утилизации. Демонтаж навесного оборудования производится поочередно: воздухозаборники, впускной коллектор, трубопроводы системы охлаждения. Снятие ГРМ и привода турбонаддува проводится при маркированных положении деталей. Отсоединение топливной магистрали и форсунок выполняется с применением специализированных фитингов. Снятие выхлопной системы и каталитических элементов проводится после охладительного этапа. Демонтаж двигателя из моторного отсека производится с применением траверсы и балансировочных приспособлений, двигатель укладывается на подготовленную подставку для последующей разборки.
Разборка мотора
Разборка двигателя проводится пооперационно: отключение электрики, слив жидкостей, демонтаж навесного оборудования, маркировка деталей, удаление блокирующих элементов.
Разборка блоков и вспомогательных узлов
Операция разборки двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. производится по технологической карте с фиксацией состояния компонентов. Слив рабочих жидкостей и маркировка электрических соединений выполняется для исключения ошибок при последующей сборке. Съем надстроек, защитных кожухов и навесного оборудования проводится последовательным демонтажом с применением специализированных ключей и траверс. Снятие выхлопной системы и турбокомпонентов осуществляется с контролем усилий затяжки.
Блоки цилиндров отделяются от вспомогательных узлов после откручивания крепежа и удаления уплотнений. Крепления распределительного вала освобождаются поэтапно с применением динамометрического инструмента. Снятые компоненты маркируются и укладываются в контейнеры с ватерлиней для предотвращения коррозии. Промежуточная очистка поверхностей производится растворителями класса индустриального, использование абразивов исключается до дефектовки. Шланги и проводка маркируются отдельными кодами, крепеж сохраняется в наборных пакетах. Протокол разборки заполняется с указанием номера детали, степени износа и необходимости дальнейшей обработки или замены.
Дефектовка деталей
Проведение дефектовки: визуальный осмотр, измерение геометрии, оценка износа, фиксирование несоответствий, составление списков деталей к замене.
Критерии годности и предельные износы
Определение годности компонентов двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. производится по измерительным параметрам и техническим паспортам производителя. Компрессия цилиндра признаётся удовлетворительной при расхождении между цилиндрами не более 10% и при абсолютном значении от 11,5 бар. Давление масла в рабочем режиме при 3000 об/мин должно находиться в диапазоне 3,0–5,5 бар; отклонение за пределами допуска считается неисправностью масляной системы. Износ цилиндров подлежит оценке по овальности и конусности; предельный износ по диаметру составляет +0,2 мм относительно номинала. Шатунные и коренные вкладыши годны при зазоре маховика в пределах 0,02–0,05 мм; при превышении подлежат замене. Поршневые кольца признаются годными при потере уплотнения не более 15% от первоначального давления компрессии на цилиндр. Поверхности распределительного вала и ножек коромысел допускается считать годными при отсутствии глубоких рисок и следов выкрашивания; допустимая глубина поверхностных дефектов не более 0,05 мм. Головка блока цилиндров годна при плоскостности, укладывающейся в 0,08 мм на 150 мм; при превышении производится шлифовка. Примечание: все измерения выполняются калиброванными приборами; документирование результатов производится в отчётной форме.
Шлифовка коленчатого вала
Шлифовка коленчатого вала выполняется на станке. Установить допуски шеек, обеспечить круглость и соосность. Контроль толщины масляной плёнки.
Технологические параметры обработки
Установлены режимы шлифовки и расточки для коленчатого вала и блока цилиндров с учетом материалов и допусков производителя. Обороты шпинделя, скорость подачи и количество проходов задаються по таблице параметров для алюминиевого блока и стального коленвала. Контроль температур поверхности осуществляется непрерывно датчиками при обработке; предел допуска нагрева 60°C. Применение смазочно-охлаждающей жидкости регламентировано концентрацией 5-10% и давлением подачи 1,5-2,5 бар. Чистота поверхности после обработки должна соответствовать микронеровности Ra 0,4 для плоскостей сопряжения.
Контроль размеров производится штангенциркулем, нутромером и микрометром с диапазоном точности 0,01 мм; протяженность замеров не менее трех точек на рабочей поверхности. Балансировка коленвала выполняется статическая и динамическая до дисбаланса не более 1 г·мм. Нанесение защитного покрытия после обработки исключает коррозию и обеспечивает сцепление при притирке. Логирование параметров обработки и протоколы измерений вносится в сервисную отчетность.

Расточка блока цилиндров
Расточка блока производится на станке с фиксацией биения; обеспечить линейность отверстий; установка размеров под ремонтные поршни и вкладыши.
Допуски и технические требования
Величины зазоров и предельные износы установлены заводскими нормативами для блока цилиндров, коленчатого вала, шатунов и коренных вкладышей. Применение измерительных инструментов калиброванных по ГОСТ должно выполняться с указанием класса точности. Для шатунных и коренных вкладышей указаны посадочные размеры и допустимые окружные биения. Для поршней приведены посадочные диаметры и коэффициенты теплового расширения. Для поршневых колец заданы межкольцевые зазоры и радиальные торцевые допуски. Для ГБЦ определены плоскостность поверхности и пределы притирания седел клапанов. Для шлифовки коленвала указаны допуски диаметров шеек и биения. Для расточки блоков цилиндров указаны предельные диаметры цилиндров и соосность. При замене вкладышей обозначены межщеки и осевые зазоры. Контроль давления масла производится на стандартных режимах холостого хода и под нагрузкой с указанием допустимых отклонений. Величины допусков фиксируются в сервисной документации автомобиля и в рабочих картах операции.
Замена поршней и поршневых колец
Замена поршней производится по результатам дефектовки; подбор размеров по допускам; установка колец с контролем зазоров и ориентации поршней.
Подбор деталей и посадочные размеры
Подбор поршней осуществляется по обозначенным заводом-изготовителем допускам и маркам материала. Выбор колец производится по внутреннему диаметру цилиндра после предварительной расточки. Подбор коренных и шатунных вкладышей производится по стандартным классам ремонтного размера; контрольная величина зазора замеряется микрометром и щупом. Подбор шпилек и болтов ГБЦ производится по классу прочности и длине с учётом торцевой посадки; контроль натяга производится динамометрическим ключом. Подбор направляющих клапанов и направляющих втулок осуществляется по наружному диаметру седла. Подбор уплотнений и маслосъёмных колец производится по каталожным номерам; соответствие посадочных диаметров подтверждается протоколом измерений.
Замена коренных и шатунных вкладышей
Замена вкладышей производится с измерением зазоров; применяются новые комплектующие OEM; контроль натяга цилиндров и протяжка болтов по моменту.
Контролируемые зазоры и методы измерения
Контроль зазоров производится при сборке и дефектовке коленчатого вала, шатунов, вкладышей и клапанного механизма. Контроль зазора вкладышей осуществляется щупом толщиномера в рабочей зоне коренных и шатунных подшипников при чистой поверхности и установленном моменте затяжки. Измерение радиального биения коленвала выполняется индикатором часового типа с опорой на блок в установочных местах. Профиль и конусность цилиндров фиксируются нутромером и микрометром по калиброванным шаблонам. Толщины поршневых колец контролируются микрометром, зазор между кольцами и канавками измеряется щупом. Контроль клапанных зазоров производится при установленном положении в.м.т. цилиндра, измерение производится щупом с последующей корректировкой штангами. Измерение компрессии и давления масла относится к диагностическим процедурам и фиксируется отдельными инструментальными протоколами.
Работа с головкой блока цилиндров
Демонтаж ГБЦ выполнен. Шлифовка плоскостей и проверка трещин произведены. Седла клапанов обработаны. Сборка с новыми прокладками произведена.
Ремонт, шлифовка и проверка плоскостей
Определение объёма работ производится по результатам дефектовки головки блока цилиндров. Выявление трещин, каверн и деформаций фиксируется документально. Контроль плоскостей головки и блока осуществляется измерением геометрии на плоскопараллельном столе с применением щупов и индикаторных приборов. Шлифовка поверхности головки допускается при превышении допусков плоскостности, с сохранением проектной толщины и уплотнительных канавок. Обработка выполняется на каменных шлифовальных станках с заданной зернистостью. После механической обработки ровность проверяется оптическими методами и индикаторными замерами. Прилегание прокладки оценивается по равномерности контакта. Контроль толщины головки производится микрометром в нескольких точках. Заполнение дефектов сваркой и последующая правка фиксируются в ведомости работ.
Сборка двигателя
Сборка двигателя производится по технологической карте. Контроль зазоров и момент затяжки фиксируется в протоколе. Сборочным маслам обеспечена подача.
Технология сборочных операций и затяжки
Описание последовательности сборки двигателя Chevrolet Corvette C8 Z06 5.5 V8 670 л.с. 2023–н.в. представлено как набор операций с указанием момента затяжки, порядка и контрольных параметров. Подготовка поверхностей и направляющих выполнена перед сборкой. Посадочные поверхности очищены и обезжирены. Установление вкладышей производится по номерам с контролем осевого люфта. Притирка сопрягаемых деталей исключена при заводских покрытиях. Смазка установочных мест нанесена измеренным слоем. Затяжка коренных и шатунных болтов выполнена в несколько этапов с применением динамометрического ключа и запоминанием угловых величин. Применение фиксирующих составов задокументировано. Моменты начальной затяжки и окончательной указаны в спецификации. Головки блока установлены с последовательностью перекрестной затяжки и контролем прогиба плоскости. Прокладки установлены с соблюдением натяга и толщины. Контроль углов затяжки выполнен после предварительной стадии для исключения релаксации резьбы. Сборка навесного оборудования произведена с указанными моментами для сохранения соосности. Завершающий этап включает проверку свободного проворота коленчатого вала под установленной нагрузкой, фиксирование результатов в отчёте и маркировку деталей, подлежащих последующей проверке при обкатке.

Обкатка и первоначальная настройка
Обкатка проводится поэтапно с регламентированными нагрузками. Контроль давления масла и температуры выполняется через диагностические интерфейсы.
Режимы обкатки и контрольные процедуры
Обкатка проводится в несколько этапов с фиксированными параметрами нагрузки и времени. Первичный этап предусматривает запуск двигателя на холостом ходу до установившейся температуры охлаждающей жидкости, длительность 15–20 минут. Вторичный этап включает переменные обороты с постепенным увеличением нагрузки в течение 30 минут при контроле вибрации и утечек. Третий этап предполагает испытание в диапазоне рабочих оборотов с выдержками для контроля давления масла и температуры, продолжительность 60 минут. Для каждого этапа выполняется протокол измерений: давление масла, температура охлаждающей жидкости, утечки топлива и масляные потери, уровень шума. Контроль компрессии и замер топливоподачи выполняются после окончания обкатки. Запись данных производится в акт введения двигателя в эксплуатацию.
Заключительная проверка и сдача работы
Оформление акта выполненных работ. Испытание двигателя на стенде. Контроль параметров давления, компрессии и уровней. Передача документации.