
Предоставление сервисной услуги по ремонту двигателя Chevrolet Corvette C7 Z06 6․2 V8 Supercharged 650 л․с․ (2015–2019) включено в перечень работ․
Описание услуги
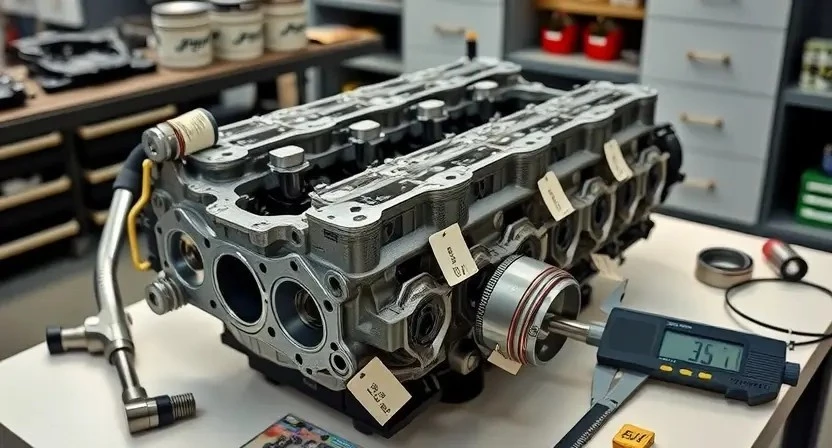
Диагностика двигателя Chevrolet Corvette C7 Z06 6․2 V8 Supercharged 650 л․с․ (2015–2019) включает последовательные мероприятия по оценке работоспособности․ Измерение компрессии производится цилиндр за цилиндром с фиксацией разницы между каналами․ Измерение давления масла выполняется под нагрузкой и на холостом ходу с использованием манометра промышленного класса․ Снятие двигателя с автомобиля осуществляется по технологической карте с маркировкой соединений․ Разборка выполняется по этапам с маркировкой деталей и хранением в секционированной таре․ Дефектовка проводится визуально и инструментально с протоколированием выявленных дефектов․ Шлифовка блоков и расточка цилиндров производится в соответствии с заводскими допусками․ Замена поршней, колец и вкладышей осуществляется подбором по размерам и микрометрам․ Работы с головкой блока цилиндров включают проверку плоскостей, шлифовку и замену прокладок с применением динамометрических ключей․ Сборка двигателя производится по регламенту с контролем моментов затяжки и этапов обкатки․ Настройка систем управления осуществляется калибровкой датчиков и адаптацией ECU․ Отчетность формируется в виде актов выполненных работ и результатов измерений․
Область применения
Применение услуги ограничено двигателями Chevrolet Corvette C7 Z06 6․2 V8 Supercharged 650 л․с․ выпуска 2015–2019; обслуживание выполняется по контракту․
Модель и годы выпуска
Указанный двигатель применяется в Chevrolet Corvette C7 Z06, выпускаемом в период 2015–2019 годов․ Конфигурация двигателя: 6․2 V8 с наддувом, заводская мощность 650 л․с․ Подлежащие работам автомобили идентифицируются по VIN и заводским обозначениям двигателя․ В документации указываются коды мотора, модификации впрыска топлива и система наддува․ Эксплуатационные данные и сервисные интервалы соответствуют заводским регламентам для указанного модельного ряда․ Гарантийные и сервисные записи должны быть представлены при проведении работ․ Совместимость запасных частей проверяеться по каталожным номерам производителя․
Технические характеристики двигателя
Объект: V8 6․2L с нагнетателем․ Мощность 650 л․с․ Рабочий объем и номинальные обороты фиксированы․ Конфигурация цилиндров V․
Параметры силовой установки
Описание базовой конфигурации двигателя представлено следующими данными․ Объем рабочего цилиндров 6․2 л․ Тип двигателя V8 с нагнетателем центробежного типа или Roots-копии в зависимости от модификации․ Номинальная мощность заявлена 650 л․с․ при заводских условиях․ Максимальный крутящий момент указан в спецификации производителя․ Система питания ー непосредственный впрыск топлива․ Система смазки ー сухой картер с масляным насосом секционного типа․ Давление наддува регулируется перепускным клапаном․ Ход поршня и диаметр цилиндра соответствуют заводским размерам; Система управления ー электронный блок управления с многоточечной калибровкой турбонаддува и защитой по детонации․

Цели диагностики
Определение технического состояния двигателя․ Выявление утрат компрессии и падения давления масла․ Оценка износа узлов и выявление дефектов․
Оценка состояния узлов и систем
Визуальная и инструментальная оценка выполнена по регламенту для двигателя Chevrolet Corvette C7 Z06 6․2 V8 Supercharged 650 л․с․ (2015–2019)․ Осмотр наружных поверхностей блока и ГБЦ проведён с фиксацией трещин, коррозии и деформаций․ Диагностические подключения к ЭБУ выполнены для считывания ошибок и параметров работы турбомеханизма и системы впрыска․ Состояние ремней и натяжителей оценено по износу и остаточной длине․ Контроль компрессии и давления масла проведён согласно методике․ Состояние поршней и цилиндров оценено по наличии задиров и износа канавок для колец․ Гидрокомпенсаторы и распределительный механизм исследованы на люфты и износы․ Система охлаждения подвергнута проверке герметичности и циркуляции․ Результаты оформлены в протоколе с указанием параметров и допусков․
Подготовка к диагностике
Подготовка включает паспортизацию двигателя, визуальный обзор узлов, подключение диагностического адаптера, обеспечение доступа к измерительным точкам․
Инструменты и оборудование
Комплект специализированного инструмента для работ с двигателем C7 Z06 подготовлен для выполнения диагностических и ремонтных операций․ Применение измерительных приборов сантехники исключено․
Перечень включает: динамометрический ключ с диапазоном моментов, набор воротков и головок с тонкими секторными выступами, компрессометр с адаптерами к свечным колодцам, манометр для системы масла с адаптером к тестовому порту, стенд для промывки деталей и жидкостей, станок для шлифовки и расточки блока цилиндров с цифровой системой управления, балансировочный станок для коленвала, прессы гидравлические с контролем усилия, установку для проверки ГБЦ под давлением, набор шаблонов и щупов для контроля зазоров, инструмент для снятия впускного коллектора с защитой каналов, поддоны и тележки для безопасного перемещения узлов, электрооборудование для адаптации ЭБУ и считывания кодов неисправностей с кабелями по спецификациям производителя, компрессорная система с фильтрацией и осушением воздуха․
Порядок выполнения первичной диагностики
Визуальный осмотр двигателя выполнен․ Подключение диагностического сканера производится; Замеры компрессии и давления масла зарегистрированы․
Проверка электрических систем и управления
Диагностирование электрической части двигателя производится последовательными этапами; Выполнение визуального осмотра моторовпроводки и соединителей для выявления изломов, окислов и перегрева․ Применение диагностического интерфейса для чтения кодов ошибок ECU, перечень считанных кодов вносится в протокол․ Проверка питания и массы, измерение напряжения на форсунках, катушках зажигания и датчиках с фиксированием показаний․ Тестирование цепей питания турбонагнетателя и актуаторов управления наддувом․ Проверка целостности высоковольтной проводки и разъемов управления топливной системой․ Прозвонка жгутов и измерение сопротивлений обмоток․ Оценка синхронизации сигналов датчиков коленвала и распредвала проводится осциллографом․ Фиксация результатов и формирование заключения о соответствии параметров заводским допускам․
Измерение компрессии
Измерение выполняется с применением манометра высокого давления․ Подготовка цилиндров к процедуре производится снятием свечей и отключением топливной системы․
Порядок и критерии оценки результатов
Проведение измерений компрессии и давления масла выполняется по регламенту, установленному для двигателя Chevrolet Corvette C7 Z06 6․2 V8 Supercharged 650 л․с․ (2015–2019)․ Фиксация показателей производится в протокол с указанием цилиндра, величины, температуры масла и оборотов при испытании․ Сравнение значений осуществляется с заводскими контрольными параметрами․ Отклонение величин от допустимых пределов рассматривается как основание для углублённой дефектовки․ Допуск по компрессии определяется как минимальное абсолютное значение для цилиндра и разница между цилиндрами․ По давлению масла оценивается минимум при холодном и номинальном прогреваемом состоянии․ При выявлении отклонений выполняется каталогизация дефектов и дальнейшая проверка креплений, маслопроводов и поршневой группы․

Измерение давления масла
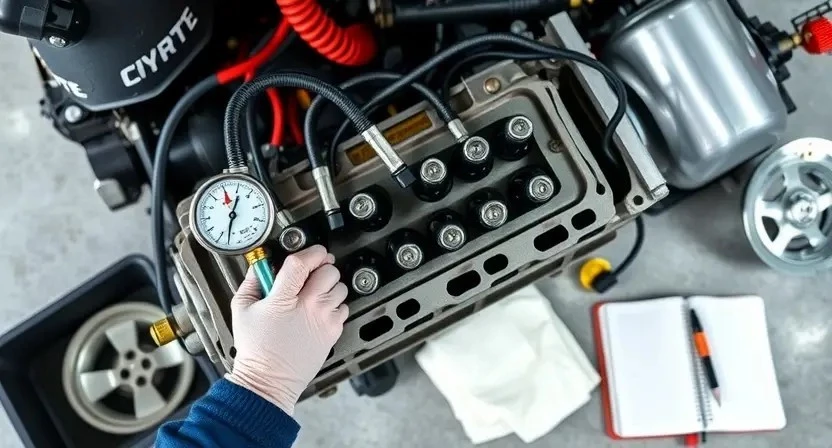
Измерение давления масла производится манометром на холодном и прогретом двигателе․ Фиксация показаний при разных оборотах и режимах работы выполняется строго․
Методика и контрольные значения
Измерение давления масла производится при прогретом двигателе на холостых и под нагрузкой․ Применение манометра с рабочим диапазоном до 10 бар․ Фиксация показаний на выходе масляного насоса и в масляной магистрали после фильтра․ Контрольные значения: на холостых 2,0–3,0 бар; при 3000 об/мин 4,5–6,0 бар․ Принятие решения по износу основывается на расхождении с паспортными значениями более 15%․
Компрессия цилиндров измеряется с демонтированными форсунками и закрытым дросселем․ Контрольные значения: 13,0–15,5 бар; допустимое неравенство между цилиндрами 0,5 бар․ Результаты документируются в виде таблицы․ Превышение пределов влечет дефектовку цилиндропоршневой группы․
Оценка результатов диагностических заммеров
Сопоставление фактических значений компрессии и давления масла с нормативами; Отклонения классифицируются по величине и влиянию на ресурс․
Критерии допуска и предельные значения
Определение допусков производится по измерительным показателям, фиксируемым при диагностике и дефектовке․ Компрессия в цилиндрах считается удовлетворительной при разнице между цилиндрами не более 10% и при абсолютных значениях от 11 до 14 бар․ Давление масла в режиме холостого хода должно находиться в диапазоне 0,8–1,2 бар, при 3000 об/мин ー 3,0–4,5 бар․ Износ шатунных вкладышей оценивается по зазору масляного клина, предельный зазор 0,08 мм․ Износ цилиндров оценивается по овальности и конусности, пределы 0,05 мм․ Толщина стенки поршней проверяется на соответствие заводским значениям․ Герметичность ГБЦ оценивается по падению давления в камере охлаждения и по наличию масла в системе охлаждения; допустимая потеря давления не более 0,2 бар в течение 30 минут при нагрузочном тесте․ Параметры колец оцениваются по прижиму и боковому зазору; боковой зазор кольца не более 0,35 мм на новом поршне и не более 0,6 мм на предельном износе․ Зазор между вкладышем и шатуном после установки должен соответствовать спецификации, усиление натяга роликовых опор не допускается․ Все значения фиксируются в отчетной документации․

Принятие решения о демонтаже
Анализ измерений компрессии и давления масла выполнен․ Превышение предельных значений и повреждения деталей зафиксированы․ Демонтаж двигателя целесообразен․
Основания для выполнения разборки
Выявление критических отклонений при первичной диагностике служит основанием для разборки․ Обнаружение давления масла ниже контрольных значений, зафиксированного в процессе измерения, классифицируется как показатель для демонтажа узла․ При измерении компрессии цилиндров установление расхождения более 15% между цилиндрами рассматривается как основание к разборке․ Фиксация механических шумов высокого уровня в области кривошипно-шатунного механизма, сопровождаемая вибрацией, включается в перечень причин для демонтажа․
Подтверждение наличия охлаждающей жидкости в картере двигателя или следов гидроудара определяется как прямое основание к разборке․ Регистрация интенсивного износа сопряженных деталей по результатам дефектовки узлов трактуется как требование к выполнению полного демонтажа для последующей дефектовки и восстановления геометрии посадочных мест․
Снятие двигателя с автомобиля
Отключение электрооборудования и слив жидкостей произведены․ Двигатель обесточен․ Подготовка места и подъемного оборудования выполнена․
Последовательность работ при демонтаже
Фиксация автомобиля на подъемнике производится для обеспечения доступа к моторному отсеку․ Отключение аккумуляторной батареи выполняется с целью исключения коротких замыканий при снятии электрооборудования․ Слив эксплуатационных жидкостей осуществляется по нормам утилизации; масло и охлаждающая жидкость собираются в специализированную тару․ Снятие воздуховодов и корпусов фильтров проводиться для освобождения пространства вокруг нагнетателя и впускного коллектора․ Отсоединение магистралей и электроразъемов выполняется с маркировкой для последующей сборки․ Демонтаж выпускной системы производится с отделением катализаторов и коллекторов от фланцев․ Снятие навесного оборудования предстоит после маркировки положений шкивов․ Тросы и тяги управления освобождаются от креплений․ Подвес двигателя отсоединяется от опор с фиксацией блока на механическом стенде․ Вывешивание двигателя производится с использованием грузоподъемного механизма с расчетом центра тяжести․ Фиксация двигателя в подвеске стенда выполняется для устойчивого положения при последующей погрузке на верстак․
Разборка двигателя
Разборка производится по технологической карте․ Маркировка компонентов выполняется перед демонтажем․ Детали размещаются по пакетам и нумеруются․
Технологическая последовательность и маркировка деталей
Определение порядка разборки двигателя производится по этапам: снятие навесных агрегатов, демонтаж ГРМ, извлечение головки блока цилиндров, удаление поршневой группы, отделение коленчатого вала и масляного поддона․ Маркировка компонентов выполняется с нанесением идентификаторов на блок цилиндров, головку, шатуны и крышки коренных подшипников․ Маркировочные знаки наносятся стойкими красками и штрихкодами для учета соответствия пар при сборке․
Фиксация положения деталей производится путём фотографирования и внесения данных в бланк․ Хранение комплектов осуществляется в промаркированных лотках с защитой от загрязнения․ Привязка деталей к цилиндрам и шатунам обозначается цифровыми метками․ Обозначение угловых положений распределительных валов выполняется при помощи шаблонов и меток на шестернях․
Дефектовка компонентов
Осмотр блоков, ГБЦ и шатунно-поршневой группы произведён․ Фиксация дефектов выполнена․ Замер износа и трещин зарегистриован в протоколе․
Осмотр блоков, шатунно-поршневой группы и ГБЦ
Визуальный осмотр блоков цилиндров и головок блока цилиндров выполняется при естественном освещении и с применением увеличительных приборов․ Оценка выполняется по наличию трещин, коррозии, задиров и следов перегрева․ Геометрические параметры блоков фиксируются измерениями глубины залегания седел, радиальных и осевых биений․ Поршни и шатуны подвергаются оценке износа по наружному диаметру, овальности и изломам․ Вкладыши проверяются по зазорам масляных каналов и посадочных мест․ ГБЦ осматривается по плоскостности и износу с направлением внимания на седла клапанов и масляные каналы․ Результаты регистрируются в форме дефектной ведомости с указанием размеров, допусков и предложенных операций по восстановлению или замене․
Шлифовка и расточка блока цилиндров
Шлифовка поверхности цилиндров выполнена по номиналу․ Расточка цилиндров произведена с контролем биений и цилиндрических допусков, протокол оформлен․
Технические параметры обработки и допуски
Определение параметров обработки блока цилиндров и ГБЦ производится по заводским спецификациям․ Шлифовка плоскостей ГБЦ должна выполняться с сохранением плоскостности в пределах 0,05 мм на длине контрольного размера․ Расточка цилиндров допускается с черновым съёмом до 0,4 мм, при переходе на ремонтный размер указывать номинал ремонтного поршня и соответствующие размеры вкладышей․ Контроль диаметра цилиндра осуществляется микрометром с точностью 0,01 мм․ Допуск на овальность и конусность цилиндра установлен 0,03 мм․ Смазочные каналы обрабатываются до чистоты Ra 1,6․ Допуск на биение коленвала по торцу и шатунным шеям 0,05 мм․
Критерии подбора и монтажные размеры
Подбор поршней производится по внутреннему диаметру блока после расточки․ Указание класса посадки фиксируется в паспорте двигателя․ Монтажные размеры вкладышей определяются по наружному диаметру шатунной шейки коленчатого вала и по зазорам в опорных подшипниках․ Зазор вкладышей фиксируется сравнением измерений с каталоговыми значениями․ Подбор колец осуществляется по наружному диаметру поршня и по зазору в канавке․ При замене ГБЦ отмечается номинальная толщина прокладки и изменение высоты плоскости․ Контроль моментов затяжки производится по спецификации производителя․
Замена вкладышей и шатунных соединений
Замена вкладышей производится по замерам износа․ Контроль зазоров выполняется микрометром․ Установочные размеры зафиксированы в акте․
Контроль зазорных параметров и установка
Проводится измерение зазоров вкладышей коленчатого вала и шатунных соединений с использованием микрометров и щупов․ Зафиксированы исходные размеры вкладышей и посадочных мест․ Определение зазора производится по разности замеров диаметра шейки и внутреннего размера вкладыша; Оценка производится по табличным предельным значениям производителя․ При обнаружении отклонений выполняется подбор комплектов вкладышей по таблице допусков․ Монтаж вкладышей выполняется с контролем ориентации масляных отверстий и натяжения посадки․
Измерение зазора поршневых колец проводится в цилиндре на ремонтном размере с индикатором и стопором․ Проверка бокового зазора производится в плоскости замка кольца․ Допусковый интервал соблюдается согласно технической документации․ При превышении предела выполняется замена колец с подбором по диаметру цилиндра․ Установка поршней производится с контролем направления установки и совпадения меток․ Контроль компрессионного зазора осуществляется после предварительного притирочного хонинга для достижения рекомендованного объема зазора․ Испытание герметичности колец выполняется давлением в камере цилиндра для исключения подсоса газов․

Работы с головкой блока цилиндров
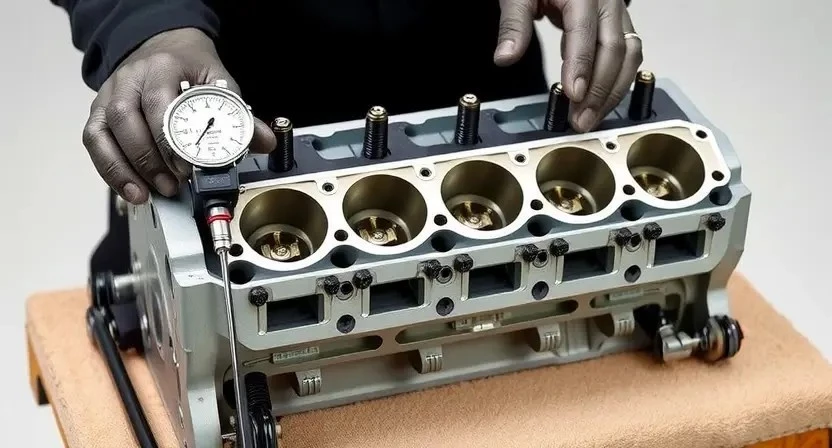
Осмотр ГБЦ проводится; плоскости измеряются․ Шлифовка выполняется при превышении износа․ Замена прокладок и клапанных направляющих производится по дефектовке․
Проверка плоскостей, шлифовка и замена прокладок
Осмотр поверхности головки блока цилиндров и посадочной плоскости блока выполняется визуально и измерительным инструментом․ Контроль ровности производится щупом и индикатором часового типа․ Резьбовые отверстия и направляющие подвергаются измерению износа․ Допуск плоскостности устанавливается в техкарте изделия․ При выявлении отклонений выше допуска запланирована шлифовка․ Шлифовка производится на специализированном станке с удалением минимального слоя металла до достижения проектной геометрии․ Подбор прокладки выполняется по каталожному номеру и толщине, сопоставляемой с итоговой плоскостью после обработки․ Монтаж прокладки производиться с применением новых крепежных элементов и моментных значений, указаных в спецификации изготовителя․ Контроль герметичности осуществляется после сборки путем опрессовки систем охлаждения и смазки с фиксацией давления и времени выдержки в акте․
Сборка двигателя
Сборка производится по технологической карте․ Контроль моментов затяжки выполняется динамометрическим ключом․ Уплотнения заменены; допуски проверены․
Последовательность операций и контроль моментов затяжки
Определение порядка затяжки головки блока цилиндров произведено в документации производителя․ Первичный этап включает очистку резьбовых соединений и нанесение смазки, совместимой с моментами затяжки․ Применение динамометрического ключа обязательно․ Очередность болтов указана по номерной схеме, раскрутка производится в обратной последовательности․ Затяжка разделена на этапы: предварительная с малым моментом, основная с номинальным моментом и контрольная с угловым приращением․ Контрольный момент фиксируется в акте выполненных работ․ Были определены допуски по моменту ±5% для алюминиевых соединений и ±3% для стальных․ Протоколирование каждого этапа производится с указанием номера болта, приложенного момента и итоговой установки․
Обкатка и проверочные испытания
Обкатка выполняется на стенде․ Испытания включают измерение температуры, давления масла, утечек и контроль параметров работы под нагрузкой․
Параметры обкатки и контрольные процедуры
Обкатка двигателя проводится после капитальной сборки и установки узлов․ Прогрев выполняется до рабочей температуры при минимальных нагрузках․ Наработка на холостом ходу проводится в течение 15-30 минут для стабилизации масляного слоя и тепловых зазоров․ Последующее повышение оборотов осуществляется ступенчато, с фиксированием параметров масла и давления при каждой ступени․ Контрольные замеры проводятся: давление масла, температура ОЖ, утечка по впускной и выпускной магистрали, параметры удара и вибрации․ Диагностическая аппаратура используется для регистрации сигналов ECU и датчиков․ Адаптация систем управления выполняется посредством прошивки и сброса адаптаций․ Испытательная нагрузка производится на стенде или в условиях дороги при фиксированном маршруте и протоколируется․ Завершающие проверки включают повторное снятие показаний компрессии и давления масла, сравнение с исходными значениями и оформление акта выполненных работ․
Настройка систем управления двигателем
Настройка ECU производится с калибровкой датчиков․ Адаптация топливных карт и углов зажигания выполняется по контрольным показаниям датчиков․
Калибровка датчиков, адаптация ECU
Калибровка датчиков выполнена после сборки и монтажа систем двигателя․ Процедура включает адаптацию датчиков давления, температуры и положений, а также обновление калибровочных таблиц блока управления двигателем․ Восстановление исходных параметров производится с использованием диагностического сканера, специализированного программного обеспечения и оригинальных калибровочных файлов․ Снятие ошибок памяти производится протоколом записи журнала․ Адаптация датчиков положения распределительных валов и датчика массового расхода воздуха проводится по регламенту производителя․ Параметры холостого хода и угла опережения зажигания совпадут с заводскими значениями после завершения процедуры․ Контроль стабильности показателей производится мониторингом данных в реальном времени, с фиксацией в отчете о работах․
Отчетность по выполненным работам и гарантийные условия
Составление акта выполненных работ производится по завершении всех этапов восстановления двигателя Chevrolet Corvette C7 Z06 6․2 V8 Supercharged 650 л․с․ (2015–2019)․ Включение в акт перечня операций: диагностика, измерения компрессии, измерения давления масла, демонтаж, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей, поршневых колец, головки блока цилиндров, сборка, обкатка, настройка․ Приведение в акте значений измерений с указанием контрольных параметров и допусков․ Указание примененных расходных материалов и марки деталей с указанием производителя и каталожного номера․ Фиксация фотографий узлов до и после ремонта с датировкой․ Включение в отчет результатов испытаний после обкатки с указанием давления масла, компрессии по каждому цилиндру и параметров работы на холостом ходу и под нагрузкой․ Приложение перечня гарантийных обязательств по видам выполненных работ․ Указание срока гарантии в месяцах и перечня условий утраты гарантии при нарушении технологической операции или использования несертифицированного топлива и смазочных материалов․ Фиксация условия ответственности за скрытые дефекты при первичной приемке и при последующей эксплуатации․ Формирование передаточного документа и копии акта для архива с отметкой даты передачи автомобиля владельцу․