

Предоставление услуги ремонта двигателя Chevrolet Equinox 1.5 Turbo 170 л.с. включает диагностику, оценку состояния и комплекс операций по восстановлению.
Назначение документа
Документ предназначен для регламентации объёма и порядка выполнения работ по ремонту двигателя Chevrolet Equinox 1.5 Turbo 170 л.с. (2017–н.в.). Описываемый набор операций включает диагностику электронных систем и считывание кодов ошибок, измерение компрессии по цилиндрам с указанием методики и подготовительных действий, замер давления масла с указанием точек подключения манометра, демонтаж силового агрегата и последовательную разборку узлов для дефектовки. Включено указание критериев годности деталей, процедуры шлифовки и расточки блока цилиндров с технологическими параметрами, выбор и установка поршней, поршневых колец и вкладышей по допускам. Приведены требования к ремонту и замене головки блока цилиндров, контроль плоскости и седел клапанов. Описана процедура сборки с моментами затяжки и применением уплотняющих материалов, обкатка восстановленного двигателя с режимами и контрольными замерами, а также калибровка системы управления после ремонта. Требуемая документация по результатам работ указана в конце раздела.

Общие сведения о двигателе
Двигатель 1.5 Turbo 170 л.с. — четыре цилиндра, непосредственный впрыск, турбонагнетатель. Конструкционная особенность: алюминиевый блок и головка.
Технические характеристики двигателя 1.5 Turbo 170 л.с. (2017–н.в.)
Конфигурация: рядный четырехцилиндровый бензиновый двигатель с турбонаддувом. Рабочий объем 1,5 л. Номинальная мощность 170 л.с. при установленном диапазоне оборотов. Максимальный крутящий момент заявлен в спецификации производителя и доступен в паспорте агрегата. Система питания ― непосредственный впрыск топлива под давлением, комбинированная система управления фазами газораспределения. Турбокомпрессор с промежуточным охлаждением применяется для повышения наполнения цилиндров.
Конструктивные параметры: диаметр цилиндра и ход поршня соответствуют заводским допускам; система смазки ─ под давлением с масляным насосом с регулировкой давления; система охлаждения ─ принудительная с термостатом. Материал блока ─ алюминиевый сплав с чугунными гильзами или обработанными поверхностями; головка блока выполнена из алюминиевого сплава с интегрированными каналами. Установленные допуски и крутящие моменты для крепежа указаны в сервисной документации производителя и применяются при сборке.
Область применения услуги
Оказание ремонтных работ на двигателе Chevrolet Equinox 1.5 Turbo 170 л.с. охватывает диагностику и полное восстановление силового агрегата в сборе.
Перечень выполняемых работ
Диагностика проводится с использованием специализированного оборудования. Электронная диагностика и считывание кодов ошибок выполняются для выявления неисправностей управления двигателем. Оценка состояния включает визуальный осмотр внешних элементов и фиксацию эксплуатационных данных. Измерение компрессии производится по цилиндрам с применением манометра и изложенной методики. Измерение давления масла выполняется в условиях холодного и рабочего режимов для сравнения с нормативами. Демонтаж двигателя производится при наличии критериев для снятия агрегата. Разборка агрегата осуществляется по этапам с маркировкой деталей. Дефектовка включает контроль блока цилиндров, коленвала и шатунов по установленным методикам. Шлифовка и расточка блока выполняются с соблюдением параметров обработки и контроля формы плоскости. Замена поршней, колец и вкладышей проводится с подбором комплектующих по допускам и документированной фиксацией размеров. Ремонт или замена головки блока цилиндров производится с контролем плоскости и седел клапанов. Сборка двигателя выполняется по регламенту с применением герметиков и указанными моментами затяжки. Обкатка проводится в режимах с постепенным увеличением нагрузки и последующим контролем параметров. Настройка системы управления двигателя и калибровка проводятся при окончательной проверке работоспособности.
Порядок приемки автомобиля
Входной контроль выполняется с фиксацией VIN, пробега и видимых повреждений. Регистрация эксплуатации и оформление заявки на диагностику.
Фиксация внешних признаков и эксплуатационных данных
Осмотр кузова и моторного отсека документируется с фиксацией видимых повреждений, подтёков масла и охлаждающей жидкости; Запись производится в бланк приёма с указанием пробега, даты эксплуатации и регистрационных данных. Визуальная оценка элементов навесного оборудования, шлангов и соединений осуществляется с применением фотофиксации. Отмечаются следы перегрева, нагара и коррозии. Совместимость марки топлива и маслообслуживания фиксируется по сервисной книжке и по данным на этикетках фильтров. Объём масла и уровень охлаждающей жидкости регистрируются числовыми значениями. Фиксация кодов повреждений проводится по классификатору. Состояние крепёжных элементов и видимых уплотнений отражается в протоколе.
Диагностические мероприятия
Электронная диагностика проводится с целью считывания кодов ошибок. Замеры параметров двигателя и анализ сигналов выполняются по регламенту.
Электронная диагностика и считывание кодов ошибок
Подключение диагностического адаптера к штатному разъему OBD-II. Считывание кодов неисправностей и данных параметров в реальном времени. Сохранение логов работы ЭБУ для последующего анализа. Актуализация ПО диагностического оборудования перед началом процедуры. Считывание кодов постоянных и прерывистых ошибок с указанием мнемоники и идентификатора DTC. Проведение тестов исполнительных механизмов через интерфейс управления. Снятие показаний датчиков давления, температуры и положения при холостом ходе и при нагрузке. Фиксация ошибок в отчете с идентификацией момента появления и частоты повторения. Оценка соответствия измеренных параметров заводским значениям. Запись состояния адаптаций и кратковременных топливных коррекций. Анализ данных с указанием вероятных причин на уровне систем впуска, смазки, управления топливом и турбонаддува.
Оценка состояния двигателя
Визуальный осмотр выявляет утечки, повреждения и коррозию. Измерение компрессии и давления масла проводится для определения пригодности узлов.
Визуальный осмотр компонентов и монтажных соединений
Визуальный осмотр проводится по регламенту для выявления внешних дефектов силового агрегата. Осмотрируются корпуса навесного оборудования, патрубки системы охлаждения, трубопроводы масла и топливная магистраль. Фиксация повреждений производится фотофиксацией и внесением в акт приемки. Резьбовые соединения проверяются на наличие сорванной резьбы и микротрещин. Соединения штуцеров и хомутов осматриваются на предмет течи. Крепежные элементы оцениваются по сохранности головок и длине резьбы. Электрические разъемы и проводка осматриваются на наличие изоляционных повреждений и коррозии контактов. Визуальный осмотр элементов системы принудительного наддува включает проверку трубок, патрубков и креплений на наличие трещин и ослабления. Записи осмотра заносятся в отчет с указанием мест обнаружения дефектов и степени повреждения.
Измерение компрессии
Подготовка двигателя к измерению включает отключение зажигания, снятие катушек и форсунок. Замер производится поверяемым манометром при провороте коленвала.
Подготовка к измерению и методика проведения
Подготовка включает оформление рабочего места и подготовку комплекта измерительных приборов. Отключение аккумуляторной батареи производится для исключения срабатывания электрооборудования. Демонтаж свечей зажигания и топливной системы производится для обеспечения отсутствия воспламенения и предотвращения подачи топлива. Прокачка масляной системы исключается перед процедурой измерения компрессии. Присоединение компрессометра производится к резьбовому отверстию свечи; крутящий момент стартера фиксируется источником питания. Запуск двигателя производится короткими стартами для получения показаний. Показания фиксируются для каждого цилиндра отдельно. Повторение замера выполняется после удаления видимых отклонений.
Интерпретация результатов компрессии
Анализ значений компрессии выполнен. Отклонения от нормы указать как причина износа, уплотнений или повреждений. Решение на основании допусков подготовлено.
Критерии годности цилиндров и допуски
Определение годности цилиндров производится по измерению внутреннего диаметра, овальности и конусности. Допуск на износ цилиндров установлен в пределах 0,05 мм от номинального диаметра для первой ремонтной группы. Допуск на овальность не превышает 0,03 мм на длине рабочей поверхности. Допуск на конусность не превышает 0,04 мм между верхней и нижней контрольными плоскостями. При обнаружении задиров измерение шероховатости поверхности производится и сравнивается с параметром Rz не более 25 мкм. Измерение выполняется микрометром внутри и индикатором часового типа. Превышение допусков приводит к определению расточки до следующей ремонтной группы или к замене блока. Контроль размера посадочных гильз и поршневого зазора проводится после термической обработки детали.
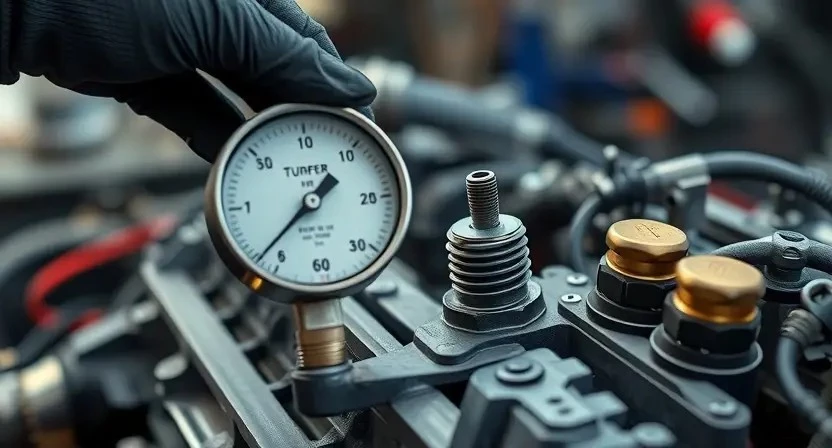
Измерение давления масла
Замер давления масла производится с использованием манометра. Фиксация показаний при прогретом двигателе и при холостых оборотах. Протокол оформляется.
Последовательность замера и контрольные значения
Подготовка к измерению давления масла производится при рабочей температуре двигателя. Демонтаж пробки датчика давления исключается. Манометр присоединяется к штатному месту измерителя через переходник. Заполнение системы маслом перед замером исключается. Пуск двигателя выполняется на холостых оборотах, регистрирование показаний через установившийся период не менее 30 с. Фиксация минимального и максимального давления выполняется при изменении оборотов до 2500 мин-1. Контрольные значения: давление на холостых 0,8-1,5 бар; при 2500 мин-1 2,5-4,0 бар. Отклонение более 20% от нормы рассматриваеться как неисправность масляной системы и требует дальнейшей диагностики и дефектовки узлов.

Анализ результатов измерения давления
Сравнение замеров с нормативными значениями выполнено. Низкие показатели связаны с износом масляного насоса, забитыми каналами или нарушением уплотнений.
Выявление причин низкого давления и сопутствующих дефектов
Анализ результатов измерения давления масла выполняется для установления причин пониженного давления. Осмотр масляного фильтра и магистралей проводится на предмет засорения и деформации. Проверка масляного насоса включает контроль подачи, зазоров шестерён и износа корпуса. Проверка масляных каналов и отверстий блока цилиндров выполняется для выявления засорений и эрозии. Оценка состояния масляного радиатора и теплообменника производится на предмет протечек и внутренних отложений. Анализ вязкости и состава отобранного масла применяется для обнаружения загрязнений и механических примесей. Контроль зазоров шатунных вкладышей и коренных вкладышей производится при помощи микрометров и щупов. Измерение компрессии и давления в цилиндрах сопоставляется с показателями масляного давления для выявления корреляций между износом поршневой группы и падением давления. Диагностика гидравлических компенсаторов клапанов выполняется при подозрении на их залипание или износ. Оценка состояния уплотнений крышки клапанов и прокладок блока проводится для обнаружения внешних течей, снижающих уровень масла. При обнаружении механических частиц в масле производится магнитный анализ и микроскопическое исследование фракций для определения источника износа. Результаты документируются и формируются в протокол для дальнейшего принятия решения о ремонте или демонтаже агрегата.
Принятие решения о снятии двигателя
Оценка компрессии и давления масла выполнена. Демонтаж назначается при несоответствии показателей паспортным допускам и при обнаружении внутренних повреждений.
Критерии для проведения демонтажа силового агрегата
Фиксация сниженной компрессии по результатам измерения в более чем двух цилиндрах при разнице свыше 15% от максимального значения. Регистрация давления масла ниже паспортных значений при рабочей температуре двигателя и повышенный расход масла при минимальных внешних утечках. Обнаружение металлической стружки в масляном фильтре или сливной пробке. Выявление посторонних стуков в блоке, совпадающих с признаками износа вкладышей и шейки коленвала. Диагностическая ошибка, указывающая на критическое загрязнение турбокомпрессора, с невозможностью восстановления на месте. Наличие трещин в блоке цилиндров, междуслоевая коррозия, деформация плоскости ГБЦ, выявленная при визуальном контроле и контрольной дефектоскопии. Повышенный расход топлива, сопровождаемый нестабильной работой на холостом ходу и накоплением сажи в выпускной системе при одновременном снижении мощности на всех диапазонах оборотов. Решение о демонтаже принимается на основании комплексной оценки измерений, визуальных данных и результатов электронного сканирования.

Снятие двигателя
Подготовка места выполнения работ. Отсоединение батареи и магистралей. Демонтаж навесного оборудования. Подвеска двигателя к траверсе. Снятие агрегата.
Подготовка рабочего места и пошаговая последовательность демонтажа
Освобождение зоны выполнения работ производится от посторонних предметов. Инструменты и приспособления располагаются по функциональным группам. Электрическая сеть оснащается тестовыми зажимами и устройствами защитного отключения. Контейнеры для мелких деталей маркируются. Рабочая площадка обеспечивается освещением и вытяжной вентиляцией. Зафиксировать уровень технических жидкостей до демонтажа. Слив топлива и охлаждающей жидкости выполняется в межконтейнеры с последующей утилизацией;
Разомкнуть электрические соединения силовой и вспомогательной проводки с маркировкой мест подключения. Снять навесные агрегаты по очередности, установленной конструкцией автомобиля. Отсоединение топливной магистрали производится с использованием обратных клапанов. Демонтаж выпуска и турбокомпрессора производится последним при сохранении опор двигателя. Опоры крепления ослабляются поэтапно с применением механизированных домкратов и фиксаторов. Снять силовой агрегат методом подъема, обеспечив равномерное распределение нагрузок на траверсу.
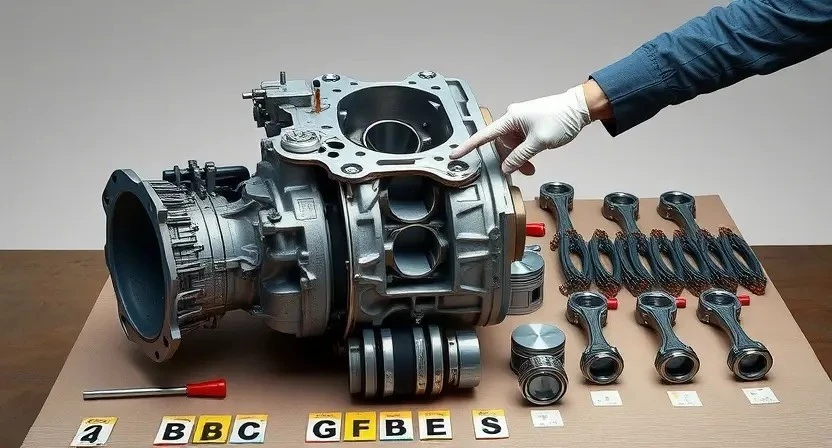
Разборка агрегата
Демонтаж узлов с маркировкой частей. Шаговый разбор выполняется по операции: снять навесное, отсоединить коммуникации, извлечь блок цилиндров.
Разборка узлов и маркировка деталей
Осуществление разборки производится по этапам с последовательной фиксацией положения агрегатов и соединений. Снятие навесных элементов выполняется с предварительной промаркировкой соединительных точек. Для исключения смешения деталей применяется нанесение условных отметок на блоке, крышках и крышках распределительного механизма. Разборка газораспределительного узла производится послойно. Пары болтов и шпилек маркируются числовыми обозначениями. Компоненты, поддающиеся взаимозаменяемости, помещаются в промаркированные контейнеры с указанием стороны установки. Уплотнения и прокладки группируются отдельно. Протокол разбора заполняется с указанием дефектов и измерений. Хранение маркированных деталей выполняется в условиях исключающих загрязнение и механические повреждения.
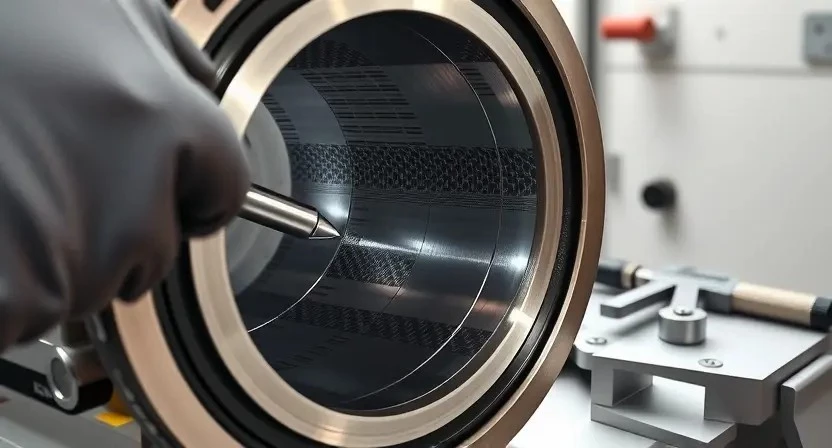
Дефектовка деталей
Проведение дефектовки включает измерение износа, контроль микротрещин, оценку биений и паспортную сверку размеров деталей с документацией изготовителя.
Методика контроля блока цилиндров, коленвала и шатунов
Подготовка: очистка деталей от загрязнений и остатков герметика. Осмотр поверхности блока на трещины выполняется визуально при подсветке. Контроль коробления плоскости производится измерением щупом и микрометром по периметру. Измерение диаметра цилиндров осуществляется нутромером по длине и в четырех секторах каждого цилиндра. Сопряжение шейки коленвала измеряется микрометром с оценкой износа по допускам изготовителя. Биение шеек определяется индикатором часового типа на стенде. Контроль шатунных втулок и вкладышей производится измерением внутреннего диаметра и фасок; зазор определяется расчетом по наружному диаметру шатуна и внутреннему диаметру вкладыша. Отклонение цилиндричности оценивается по предельным значениям; при превышении пределов производится расточка блока или замена деталей. Балансировка коленвала осуществляется на горизонтальном или вибрационном станке с фиксацией изгиба и массы. Документирование результатов измерений включается в акт дефектовки с указанием обнаруженных отклонений, рекомендованных операций и примененных инструментов.
Шлифовка и расточка блока цилиндров
Подготовка поверхности производится очисткой. Расточка выполняется по размерам ремонтного комплекта. Шлифовка проводится до допуска плоскостности. Контроль радиуса закруглений и соосности цилиндров выполняется измерителем.
Параметры обработки и контроль формы поверхности
Задача установить параметры шлифовки и расточки цилиндров. Указаны предельные диаметры и допуски чистоты после обработки. Применение абразивных кругов с зерном средней и тонкой фракции. Скорость подачи и окружная скорость контролируются по нормативам. Глубина съёма материала нормирована по миллиметрам для восстановления цилиндров без нарушения геометрии. Параллельность и коаксиальность проверяются индикатором и прибором для контроля круглости. Поверхностная шероховатость измеряется профилометром. Контроль формы осуществляется через замеры микронного перекоса и овальности. Величины допусков фиксируются в протоколе обработки.
Замена поршней и колец
Замена поршней и колец производится с подбором комплектов по номерам. Контроль за зазорами и ориентация колец выполняется при сборке блока.
Выбор комплектующих и допуски установки
Выбор комплектующих производится на основании технической документации производителя, каталожных номеров и результатов дефектовки. Подбор поршней осуществляется по диаметру цилиндра после расточки. Подбор колец производится по внутреннему диаметру поршня и толщине канавок. Подбор вкладышей осуществляется по посадочному диаметру шейки коленвала и классу износа. Выбор прокладок головки блока осуществляется по марке материала и номинальной толщине. Применение болтов крепления головки блока определяется по степени растяжения и по каталожным характеристикам. Контроль допусков производится измерительными инструментами с протоколированием.
Замена вкладышей и балансировка шатунно-поршневой группы
Замена вкладышей производится по размеру. Балансировка шатунно-поршневой группы проводится на стенде. Контроль биения и массы выполняется.
Технология замены и критерии допустимого износа
Определение зоны ремонта производится по результатам дефектовки шатунно-поршневой группы. Замена вкладышей выполняется при износе, превышающем заводской допуск на радиальный зазор; контроль зазора проводится микрометрией и щупом. Замена поршней и колец производится при превышении диаметра цилиндра относительно номинала или при наличии рисок и задиров на рабочей поверхности. Критерии износа поршней включают превышение диаметра юбки более допустимого значения и образование трещин. Кольца подлежат замене при потере упругости, износе фаски и изменении толщины. Балансировка шатунно-поршневой группы выполняется после подбора комплектующих по массе с допуском разброса по паре элементов не более установленного значения. Монтаж вкладышей проводится с соблюдением направления масла и номеров; проверка давления масла после сборки производится с фиксированием показаний в рабочем диапазоне. Оценка износа шеек коленвала проводится измерением овальности и знакопеременной шероховатости с привязкой к ремонтным размерам.
Ремонт и замена головки блока цилиндров
Осмотр головки выполнен. Плоскость измерена. Седла клапанов проверены. Замена направляющих и седел производится при превышении допусков.
Контроль плоскости, клапанов и седел
Проведение контроля плоскости головки блока цилиндров осуществляется после дефектовки с применением щупа и плоского индикатора. Замер производится в нескольких точках поверхности по продольной и поперечной сетке. Результат измерения фиксируется в паспорте работ. При превышении допустимого биения производится шлифовка поверхности с указанием снятого припуска. Контроль клапанного механизма включает измерение диаметра направляющих, зазора между стержнем и направляющей, а также проверки на люфт. Седла подвергаются осмотру под микроскопом для выявления выкрашиваний и трещин. Реставрация седел производится проточкой и притиркой с указанием применяемых абразивов. Применение новых комплектующих документируется.

Сборка двигателя
Сборка производится по контролю совпадения меток. Затяжка выполняется моментами по регламенту. Уплотнения заменяются. Контроль вращения проводится.
Порядок сборки, затяжка и применение герметиков
Сборка двигателя производится по этапам с документированием каждого шага. Очистка сопрягаемых поверхностей проводится перед составлением сборочной единицы. Установка коленчатого вала выполняется с применением новых подшипников; момент затяжки фиксируется протоколом. Установка шатунов и поршней производится в соответствии с маркировкой; контроль за зазором в подшипниках осуществляется измерением щупом. Применение герметиков ограничено зонами, указанными в технической карте; тип герметика и объем нанесения указываются в акте. Затяжка головки блока цилиндров выполняется в направлении, заданном заводской инструкцией, с последовательностью и моментами, задокументированными в протоколе. Промежуточные измерения плоскости и углового проворачивания фиксируются в журнале.
Обкатка двигателя после ремонта
Обкатка выполняется в три этапа: прогрев при холостых оборотах, постепенное увеличение нагрузки и контроль параметров. Записи о замерах вносится в протокол.
Режимы обкатки и контрольные замеры в процессе
Обкатка двигателя после капитального ремонта производится по последовательной программе. Холодный пуск допускается при температуре окружающего воздуха от +5 до +25 °C. Первичный режим интенсивности холостого хода назначается на 300–600 с при оборотах, обеспечивающих стабильность работы. Последующий переход к средним нагрузкам выполняется плавно, при диапазоне оборотов 1500–3000 об/мин, с длительностью этапа 20–40 км пробега. Контроль давления масла производится через 5, 20 и 100 км пробега. Измерение компрессии производится после 1000 км обкатки. Фиксация значений выполняется в сервисной документации. Регистрация отклонений от нормативов инициирует повторную диагностику. Регулировка управляющих параметров производится после установления стабильных рабочих характеристик.
Настройка и окончательная проверка
Настройка ЭБУ производится, калибровка датчиков выполнена. Испытание двигателя на стенде проведено. Контрольные параметры зафиксированы в протоколе.
Калибровка системы управления двигателем и контрольные испытания
Настройка электронных карт управления производится после сборки агрегата и завершения монтажных работ. Выполнение калибровки включает загрузку обновлённых прошивок, синхронизацию датчиков и адаптацию исполнительных механизмов. Параметры холостого хода, угла опережения впрыска и коррекции топливоподачи подвергаются регулировке по заводским таблицам. Испытания на стенде и дорожные контрольные замеры выполняются по протоколу. Запись параметров производится в отчётную форму для последующей трассировки.
Анализ ошибок ЭБУ осуществляется после контрольной обкатки. Сброс адаптаций допускается только при подтверждённой стабильности параметров. Отказные параметры фиксируются и сопровождаются рекомендациями по ремонту узлов.