

Обслуживание двигателя DS 7 Crossback 1.6 PureTech 180 2017–н.в.: диагностика, оценка состояния, подготовка к ремонту, документирование состояния.
Описание модели и модификации
Двигатель 1.6 PureTech 180, турбированный бензиновый агрегат с непосредственным впрыском, установлен на DS 7 Crossback в вариантах производства 2017–н;в. Компоновка поперечная, рабочий объём 1598 см3. Конфигурация головки блока цилиндров: алюминиевый корпус, четырёхклапанный механизм на цилиндр. Система принудительного наддува оборудована турбокомпрессором с электронным управлением. Топливная система представлена инжекторами высокого давления. Масляная система включает масляный насос с регулируемым давлением. Электронные блоки управления интегрированы с датчиками давления, температуры и положения распредвала. Привод газораспределения ременной. Специфические допуски и моменты затяжки регламентированы заводской документацией.

Объем услуги
Перечень работ включает комплексную диагностику двигателя, инструментальные измерения, демонтаж агрегатов, капитальный ремонт с заменой комплектующих.
Перечень выполняемых операций
Состав работ включает детализированные процедуры по диагностике и оценке состояния двигателя 1.6 PureTech 180 2017–н.в. Выявление неисправностей путем компьютерной проверки электронных узлов и записи ошибок. Измерение компрессии цилиндров с применением манометра с указанием нормативных значений. Измерение давления масла в рабочем режиме с фиксацией максимальных и минимальных показаний. Снятие двигателя с маркировкой и упаковкой отсоединяемых компонентов. Разборка агрегата по технологической последовательности с фиксацией деталей и размеров. Дефектовка всех компонентов с указанием предельных износов и рекомендаций по замене. Шлифовка коленчатого вала в допустимых пределах и расточка блока с протоколом размеров. Подбор и установка поршней, поршневых колец, коренных и шатунных вкладышей с контролем посадок и масляных зазоров. Ремонт или замена головки блока цилиндров с проверкой плоскостей и заменой направляющих седел. Сборка двигателя с соблюдением последовательности и моментных характеристик затяжки. Обкатка на стенде с регистрацией параметров работы. Финальная настройка электронных систем и оформление протокола выполненных работ.
Подготовительные мероприятия
Освобождение рабочего места. Инструменты и приспособления подготовлены. Запуск документации на ремонт оформлен. Этикетирование узлов выполнено.
Подготовка рабочего места и инструмента
Освобождение рабочей зоны от посторонних предметов. Организация освещения мощностью, обеспечивающей равномерную освещенность агрегатов. Установка вытяжной системы для удаления паров топлива и масел. Размещение емкостей для отработанных жидкостей с крышками и маркировкой. Организация поддонов и подъемных приспособлений с расчетной грузоподъемностью, соответствующей массе двигателя с навесным оборудованием. Обеспечение притока фильтрованного воздуха. Закрепление защитных ограждений вокруг зоны подъема двигателя. Расстановка инструментов по списку: ключи динамометрические, набор торцевых головок, удлинители, воротки, съемники, фиксаторы, специальные приспособления производителя двигателя. Подготовка измерительного оборудования: компрессометр, манометр давления масла с калиброванным адаптером, микрометры, щупы, индикаторы часового типа. Наличие комплекта новых расходных материалов в упаковке: прокладки, болты крепления головки, масляный фильтр, уплотнения. Маркировка деталей для обратной сборки и упаковка мелких элементов в индивидуальные контейнеры. Установка приспособлений для безопасной фиксации коленчатого вала и распредвала. Организация средств индивидуальной защиты с инструкциями по применению. Контроль комплектности инструмента по контрольному листу до начала работ.
Документирование состояния до работ
Фотофиксация видимых дефектов. Запись пробега и серийных номеров. Заполнение акта приёма с указанием внешних повреждений и уровней жидкостей.
Фиксация показаний контролирующих приборов
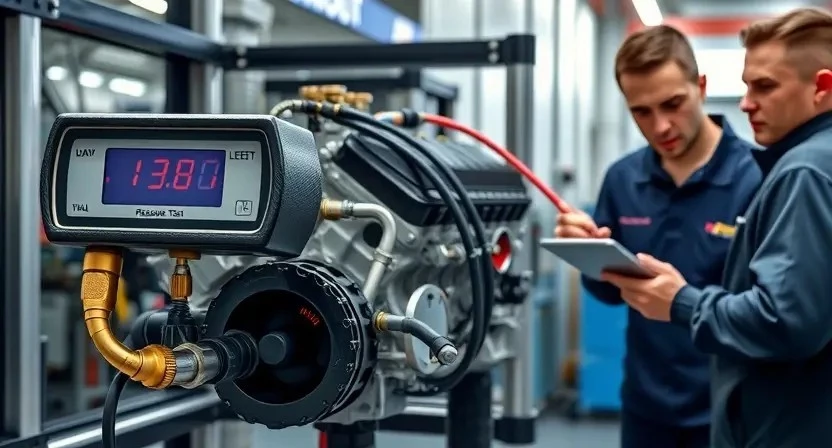
Фиксация параметров производится до демонтажа узлов. Запись оборотов холостого хода, пиковых значений датчиков давления топлива и масла, температуры охладителя, напряжения бортсети; Протоколирование кодов неисправностей электронных блоков управления при помощи диагностического прибора; Регистрация параметров топливной системы в статических и динамических режимах. Съем данных о фазах газораспределения и сигналов датчиков положения коленвала и распределительного вала. Измерение времени впрыска топлива фиксируется в миллисекундах.
Снятие показаний производится при прогретом двигателе. Указанные значения фиксируются в сервисной документации с указанием времени и условий снятия. Оценка отклонений производится по заводским нормативам.

Диагностика двигателя
Компьютерная диагностика выполняется. Считывание кодов ошибок. Анализ параметров в реальном времени. Замеры давления и компрессии планируются отдельно.
Компьютерная диагностика электронных систем
Подключение диагностического адаптера к OBD‑разъему выполняется с регистрацией идентификационных кодов блока управления двигателем и связанных модулей. Считывание архивов ошибок производится с фиксацией кодов неисправностей, временных меток и условий появления. Блоки управления анализируются на наличие записей о прогревочных циклах, регенерациях и сбоях по фазам. Активация исполнительных тестов производится через специализированное ПО для проверки фаз газораспределения, управления турбокомпрессором и топливной системы. Параметры живых данных снимаются в статическом и динамическом режимах с записью диапазонов оборотов, давления топлива, положения клапанов и температуры охлаждающей жидкости. Диагностические логи экспортируются в формат, обеспечивающий дальнейшую обработку и включение в отчет о состоянии двигателя.
Оценка состояния механических узлов
Осмотр шатунов, коленвала, поршней, вкладышей, распределительного вала проводился визуально и измерительно; дефекты фиксированы в акте.
Визуальный и инструментальный осмотр агрегатов
Визуальный осмотр направлен на фиксацию внешних дефектов корпуса и навесного оборудования. Осмотр производится при естественном и искусственном освещении. Фотографирование дефектов выполняется с указанием места и масштаба. Инструментальный осмотр включает измерение люфтов, проверку размеров резьбовых соединений, контроль состояния шлангов и трубопроводов. Применение эндоскопа предусматривает исследование камер сгорания и каналов охлаждения. Замеры радиальных и осевых зазоров выполняются микрометром и индикатором часового типа. Контроль герметичности узлов осуществляется методом пресс-наддува и вакуумирования. Протокол состояния оформляется с перечнем дефектов, измеренных значений и рекомендациями по дальнейшей дефектовке.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с применением манометра, фиксирование значений, сопоставление с нормативами и запись в акт.
Последовательность операций и нормативы
Определение перечня операций выполняется на основании заводской инструкции по двигателю 1.6 PureTech 180 2017–н.в. План работ включает диагностирование, измерение компрессии и давления масла, снятие агрегатов, разборку, дефектовку, шлифовку коленвала и расточку блока, замену поршней, колец и вкладышей, ремонт ГБЦ, сборку, обкатку и настройку. Для каждого этапа установлены техпроцедуры и контрольные значения. Измерения проводятся специализированным оборудованием с поверкой в действующих межкалибровочных сроках. Допуски на диаметры и зазоры соответствуют сервисной документации производителя. Фиксация результатов производится в отчетной форме с указанием идентификационных данных детали, примененных инструментов и значений параметров.

Измерение давления масла
Проведение замера давления масла через штуцер датчика; фиксация показаний при прогретом двигателе; сравнение с нормативами производителя.
Порядок проведения замеров и интерпретация данных
Подготовка к измерениям осуществляется путем вывода двигателя на рабочую температуру и установки базовых параметров приборов. Давление масла фиксируется манометром в масляной магистрали при холостом ходе и при повышенных оборотах; измерения выполняются по цилиндрам после прогрева. Значения давления сопоставляются с нормативами производителя; отклонения фиксируются в протоколе. Измерение компрессии производится компрессометром при выключенной системе подачи топлива и отключенной зажигании. Снятие показаний осуществляется последовательно по цилиндрам с ведением таблицы. Интерпретация данных производится путем сравнения абсолютных значений и межцилиндровых разниц; выявление прогрессирующего снижения давления или компрессии трактуется как износ или повреждение уплотнений, колец, клапанов, направляющих. Рекомендуется дальнейшая инструментальная диагностика при превышении допустимых пределов, с указанием на необходимость дефектовки узлов и оценки состояния масляной системы.
Снятие двигателя и агрегатов
Фиксация маркировки проводов и трубопроводов производится. Отсоединение соединений, слив жидкостей, креплений. Подготовка подъёмного оборудования выполнена.
Техника отсоединения и маркировка узлов
Отсоединение агрегатов двигателя выполняется по этапам с фиксацией состояния. Электрические разъемы отключаются с применением защитных колпачков. Каналы топливной системы обесточиваются и заглушаются. Шланги охлаждения демонтируются с промаркировкой по номерам на липких метках. Тросы и тяги фиксируются в положение, обозначенное на схеме. Болтовые соединения маркируются бирками с указанием позиции и момента затяжки. Масляные магистрали пломбируются и промаркируются для исключения перекрестной установки. Крепежные элементы группируются по пакетам с пометками. Пакетирование проводится в прозрачной таре с кодом узла. Маркировочные записи заносятся в журнал в цифровом и бумажном виде. Инструментальная идентификация производится при помощи штрих-метки.
Разборка двигателя
Демонтаж навесного оборудования. Снятие ГРМ и клапанной крышки. Разборка коленвала и поршневой группы. Маркировка и упаковка узлов.
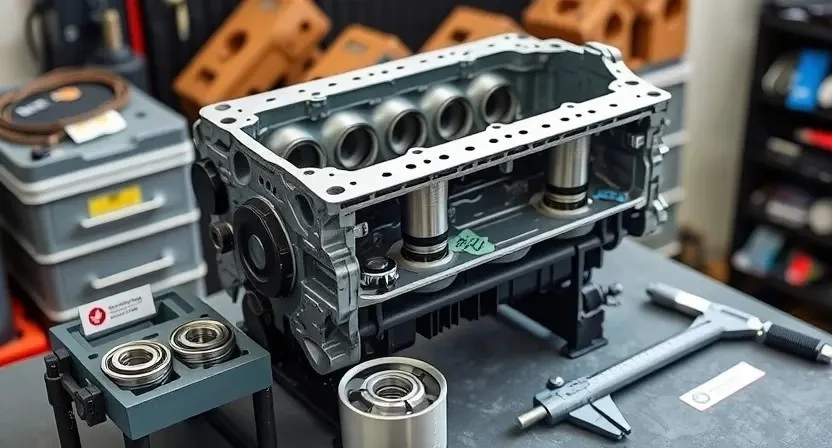
Алгоритм демонтажа головки и блока цилиндров
Подготовка рабочего места выполнена с освобождением пространства вокруг двигателя. Электропитание отключено. Системы охлаждения и топливоподачи слиты в ёмкости. Маркировка трубопроводов и разъёмов выполнена. Съём впускного коллектора и навесного оборудования произведён в последовательности, учитывающей доступ к головке. Ремень газораспределения демонтирован с фиксацией фаз по меткам. Болтовая развязка головки выполнена по схеме от краёв к центру с контролем момента ослабления. Головка снята с применением подъёмного механизма. Блок зафиксирован на опорной плите. Далее производится демонтаж поршневой группы через верхний люк без воздействия на шатуны, при необходимости задействуется пресс для выпрессовки вкладышей. Все снятые детали промаркированы и упакованы по группам для дальнейшей дефектовки.
Дефектовка компонентов
Детали осматриваются визуально и инструментально. Измерения геометрии и износа выполняются. Отказные параметры фиксируются в акте дефектовки.
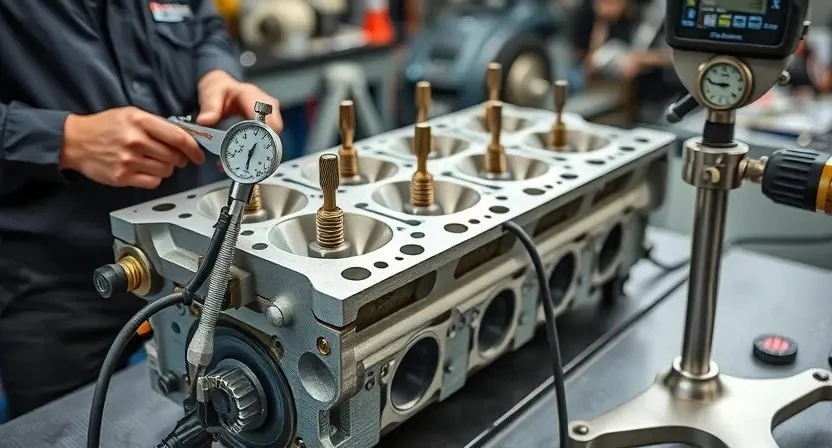
Критерии годности и методы определения износа
Определение годности компонентов двигателя выполняется по установленным параметрам производителя. Измерение диаметра цилиндров производится микрометром и нутромером с фиксацией замеров в паспорте работ. Контроль износа поршней и колец осуществляеться по зазорам поршень-цилиндр и кольцо-канал; допустимые величины приведены в технической документации. Износ коленвала и шейки оценивается путем измерения овальности и биения; применяются индикаторная стойка и микрометр. Контроль масляных зазоров вкладышей производится щупом; сопоставление с допустимыми значениями указано в регламенте. Оценка седел клапанов и направляющих производится визуально и замерами; при отклонении от норм подлежит ремонт или замена. Фиксация результатов в ведомости дефектовки обязательна.
Шлифовка коленвала и расточка блока
Шлифовка коленвала производится по размерам ремонтных шейки. Расточка блока выполняется с контролем биения и строго по допускам завода.
Технологические параметры и допуски
Установленные размеры коленвала, блоков и головки соответствуют заводским паспортным величинам. Шероховатость опорных поверхностей допускается в пределах, указанных производителем. Зазор между коренным вкладышем и шейкой коленвала при контроле щупом должен вписываться в нормативный диапазон. Радиальное биение шейки коленвала после шлифовки не должно превышать установленный предел. Диаметр цилиндра после расточки и подборки гильз фиксируется по таблице допусков. Плоскостность поверхности головки фиксируется в микрометрах; отклонение свыше нормативного значения считается браком. Рекомендуемая толщина прокладки устанавливается по каталогу. Напряжения затяжки болтов головки контролируются динамометрическим ключом с указанием момента и угловой доводки. Контроль зазора клапанов производится при холодном агрегате; пределы зазора указаны в сервисной документации. Масляный зазор вкладышей измеряется микрометром и селективно подбирается по таблице посадочных размеров. Допуск износа поршней и шатунов фиксируется в процентах от нового размера; превышение допуска приводит к замене компонентов.
Замена поршней и колец
Замена поршней и колец производится с измерением цилиндров, подбором посадочных допусков, установкой новых колец по направляющим и протяжкой шатунных болтов.
Подбор комплектующих и допуски посадки
Подбор поршневых колец производится по внутреннему диаметру цилиндров и модели поршня для двигателя 1.6 PureTech 180. Подбор шатунных и коренных вкладышей выполняется на основании измеренного масляного зазора и стандартных толщин, указанных в заводской документации. Подбор направляющих клапанов и клапанных седел осуществляется с учётом износа и типа материала. Подбор болтов крепления головки производится по классам прочности и моментам затяжки. Подбор прокладок осуществлен по материалу и по уровню теплового и масляного сопротивления. Подбор масляного насоса и фильтра производится по каталогу производителя. Контроль соответствия допусков и посадок фиксируется в акте.
Замена коренных и шатунных вкладышей
Замена вкладышей производится при износе более допустимого; измерение масляного зазора выполняется микрометром; маркировка устанавливаемых деталей фиксируется в отчёте.
Методы установки и контроль масляного зазора
Определение масляного зазора производится при сборке коленчатого вала и установке коренных и шатунных вкладышей. Измерение выполняется щупом в зафиксированном положении вкладыша в постели коленвала. Замер проводится после предварительной очистки сопрягаемых поверхностей и удаления грязевых отложений. Контрольные размеры сравниваются с заводскими паспортными значениями. При получении результата вне допуска проводится подбор толщины вкладыша по каталогу и повторный замер. Допуск регулировки фиксируется в протоколе работ.
Применение пластичных паст подразумевается только для маркировки контакта. Масло наносится для имитации рабочей смазки при проверке зазора на вращение в сборе. Фиксация результатов осуществляется в отчете по ремонту с указанием измерительных приборов и их поверочных аттестатов.
Ремонт и замена головки блока цилиндров
Демонтаж головки выполнен. Контроль плоскостей произведён. Замена седел клапанов и направляющих при выявленных дефектах. Контроль герметичности выполнен.
Проверка плоскостей, замена седел и направляющих
Оценка плоскостей головки блока цилиндров и седел клапанов производится измерениями на поверочной плите и индикатором часового типа для выявления коробления и износа. Измерение производится по сетке точек с шагом, заданным технологией. Допуск на отклонение плоскости указывается в технической документации и сравнивается с результатом. При превышении предела производится шлифование. Замена седел осуществляется с использованием оправок и станка для запрессовки с контролем соосности. Направляющие клапанов демонтируются прессацией; посадка выполняется с применением нагрева блока и охлаждения направляющей для обеспечения натяга по допустимым значениям. Подбор посадочных размеров производится по каталожным справочникам. Контроль герметичности сальников и седел осуществляется методом давления и индикаторными приспособлениями; при несоответствии нормы производится замена компонентов. Фиксация выполненных операций оформляется в акте дефектовки с указанием измеренных величин, применённых деталей и применённого оборудования.

Сборка двигателя
Сборка производится по контролю за чистотой. Установлены вкладыши, поршни с кольцами. Момент затяжки соблюден по каталогу производителя.
Последовательность сборочных операций и затяжка болтов
Сборка двигателя производится по установленной последовательности. Установить коленчатый вал в шатунные вкладыши. Шатунные крышки закрепить легким моментом для центровки. Поршневые группы ориентировать по маркерам. Блок цилиндров подготовить к установке ГБЦ: очистка поверхностей, проверка параллельности. ГБЦ установить совместно с прокладкой. Болты головки затягивать в три этапа с контролем угла поворота. Момент первого этапа небольшой, второй этап промежуточный, третий этап угловой. Коленчатый шкив зафиксировать при окончательной затяжке. Распредвалы зафиксировать по меткам. Натяжение цепей или ремней установить по заводским величинам. Контроль крутящих моментов фиксация в протоколе работ.
Обкатка и проверочные испытания
Обкатка двигателя производиться по этапам: прогрев, холостой режим, постепенное увеличение нагрузки, контроль давления и температуры, фиксация параметров в протокол.
Режимы прогрева, нагрузки и контроль параметров
Прогрев двигателя выполняется по этапам. Первичный прогрев проводится при оборотах холостого хода до достижения рабочей температуры охлаждающей жидкости 85 °C. После достижения температуры производится кратковременная эксплуатация при умеренных оборотах для равномерного прогрева масляной системы. Нагрузка вводится ступенчато. На первых 500 км обкаточного пробега применение высокой нагрузки ограничивается. Замеры параметров проводятся в статическом и динамическом режимах. Контрольные показатели фиксируются: давление масла, температура охлаждающей жидкости, температура масла, обороты, наличие утечек, уровни напряжения бортовой сети. Регистрация данных производится через диагностический интерфейс и измерительные приборы с калибровкой. Анализ полученных значений осуществляется по заводским допускам.
Финальная настройка и передача автомобиля
Калибровка систем выполнена. Протокол работ сформирован. Обкатка завершена. Передача автомобиля производится с документами и контрольными показаниями.
Калибровка систем, протокол работ и рекомендации по эксплуатации
Калибровка электронных и мехатронных компонентов произведена после сборки двигателя. Параметры управления двигателем восстановлены до заводских значений. Программная адаптация выполнена через диагностический интерфейс с протоколированием всех шагов. В протоколе зафиксированы серийные номера контроллеров, даты выполнения операций, показания исходных и итоговых параметров. Данные проверки включают обороты холостого хода, углы опережения зажигания, фазировку распределительного вала, давление топлива и давление наддува. Результаты измерений оформлены в форме таблицы с указанием допусков. Обкаточные режимы заданы по режимам прогрева и увеличения нагрузки с контролем температуры масла, температуры охлаждающей жидкости и уровня вибрации. Калибровка систем выполнена с учетом рекомендаций производителя. Рекомендации по эксплуатации включают интервалы замены масла и фильтров, требования к маслу по допускам, предельные режимы работы в первые километры после обкатки, а также период проверки натяжения приводных ремней и состояния крепежа. Финальный протокол передан в архив с указанием ответственных за проведение процедур.