
Общая информация об объекте работ
Идентификация двигателя Exeed LX 1․6 Turbo 197 л․с․ 2019-н․в․ Объект подлежит диагностике, измерениям и ремонтным операциям по регламенту․
Идентификация силовой установки
Идентификация двигателя выполнена по заводскому обозначению Exeed LX 1․6 Turbo 197 л․с․, год выпуска 2019-н․в․ Идентификационные номера сверены с документами автомобиля․ Серийный номер двигателя зафиксирован в отчете․ Конфигурация силового агрегата описана: турбонаддув, непосредственный впрыск, рядное расположение цилиндров, объем 1․6 л, рабочая мощность 197 л․с․ Приведена информация о версиях прошивки ECU и кодах модификаций․ Состояние винтовых и фланцевых соединений зафиксировано․ Присутствие заводских маркировок компонентов подтверждено визуально․ История регламентных работ внесена в карту технического обслуживания․
Технические характеристики двигателя
Тип двигателя: бензиновый с турбонаддувом․ Рабочий объём цилиндров: 1․6 л․ Мощность указана как 197 лошадиных сил при заводских параметрах․ Конфигурация камеры сгорания: четырехцилиндровая in-line․ Система впрыска топлива: непосредственный впрыск․ Наддув обеспечивается турбокомпрессором с промежуточным охлаждением воздуха․ Система газораспределения: фазовращатели на впуске и выпуске для изменения фаз клапанов․ Максимальный крутящий момент и диапазон оборотов указываются в техпаспорте для конкретной модификации․ Материалы деталей: блок из алюминиевого сплава, головка блока из алюминиевого сплава․ Смазочная система: с масляным насосом трубчатого типа и системой фильтрации․ Охлаждение: жидкостное с помпой и термостатом․]]>
Перечень выполняемых услуг
Диагностика, оценка состояния, измерение компрессии и давления масла․ Снятие, разборка, дефектовка․ Обработка, замена изношенных узлов и сборка․
Диагностика состояния двигателя
Предварительная регистрация идентификационных данных и эксплуатационных параметров двигателя․ Выполнение визуального осмотра на наличие течей, следов нагара, механических повреждений и посторонних материалов․ Проведение тестов работы системы впуска, выпуска и наддува с фиксацией параметров․ Выполнение проверки системы смазки с измерением давления при холостом и рабочих оборотах․ Измерение компрессии по цилиндрам с протоколированием показателей․ Проведение электронной снятия кодов ошибок и мониторинга живых параметров через диагностический интерфейс․ Оценка состояния охлаждения путем измерения температуры и давления в контуре․ Составление отчета с перечнем выявленных дефектов, рекомендаций по объему работ и перечнем необходимых заменяемых узлов и деталей․
Капитальный ремонт и сборочные операции
Капитальный ремонт двигателя Exeed LX 1․6 Turbo 197 л․с․ предусматривает последовательность операций, соответствующую регламентным требованиям производителя․ Демонтаж агрегатов проводится по установленной схеме с маркировкой элементов․ Дефектовка деталей выполняется с применением измерительных приборов и контролем геометрии․ Шлифовка коленчатого вала и расточка блока выполняются с допусками по чертежам․ Подбор вкладышей и колец осуществляется по размерным группам․ Сборка производится в чистой зоне с применением новых прокладок и крепежа, затяжка болтов осуществляется по моментам и порядку․ Контроль люфтов и зазоров проводится после сборки․ Испытание на стенде производится перед выдачей документации․
Подготовка к диагностике
Сведение документации по Exeed LX 1․6 Turbo 197 л․с․ 2019-н․в․ Оборудование и приборы подготовлены․ Контроль уровней и запитки системы выполнен․
Сведение технической документации
Сбор эксплуатационных и ремонтных документов по двигателю Exeed LX 1․6 Turbo 197 л․с․ 2019-н․в․ Процедура включает каталог деталей, схему системы питания, электрические схемы и регламенты завода-изготовителя․
Ознакомление с паспортными данными двигателя проводится перед началом диагностики․ Источники данных фиксируются в карточке работ для последующего отслеживания․
Технические требования к измерениям и допустимые отклонения сверяются с нормативами․ Протоколы испытаний, таблицы допусков и методы контроля прилагаются к заказ-наряду․
Обновления программного обеспечения и калибровочные данные ECU вносятся в документацию при наличии версий производителя․
Организация инструментов и измерительных приборов
Перечень инструментов формируется по операциям: демонтаж, разборка, шлифовка, расточка, сборка, обкатка․ Для снятия и демонтажа предусмотреть набор трещоток, головок, съемников, опорных стоек․ Для дефектовки подготовить микрометры, штангенциркули, индикаторы часового типа, щупы․ Для измерений компрессии и давления масла предусмотреть манометр высокого давления с адаптерами, компрессометр с цифровым индикатором, адаптеры под свечные отверстия․ Для контроля биения и износа подготовить индикатор часового типа с магнитной подставкой и плоскопараллельные плиты․ Для шлифовальных операций оснащение: станок для шлифовки коленчатого вала, балансировочный стенд, токарный станок․ Для расточки и хонингования подготовить расточной станок с набором расточных головок, хонинговальную машину с прецизионными головками․ Для установки поршней и колец предусмотреть съемники-прошивщики, шаблоны установки колец и оправки для запрессовки․ Для замены вкладышей и сальников подготовить пресс гидравлический, съемники стопорных колец, оправки для запрессовки вкладышей․ Для головки блока подготовить набор клапанных направляющих, пресс для запрессовки, фрезерный станок для проточки седел, вакуумный насос для испытания седел; Для контроля силы затяжки болтов подготовить динамометрический ключ с набором торцевых головок и моментную линейку․ Для электроники и настройки предусмотрены диагностический сканер с поддержкой протоколов двигателя, адаптеры OBD-II, источник питания для тестов, набор щупов и пробников․ Для хранения инструментов и мелких деталей предусмотрены модульные тележки с маркировкой, ложементы для фиксации деталей, емкости для мелких крепежных элементов․ Для безопасности предусмотрено средство для сбора масла, защитные плиты, подставки под двигатель и стойки․ Документация по метрологическим характеристикам всех приборов хранится в папке к рабочему месту․ Контроль состояния и калибровка измерительных приборов проводится в соответствии с калибровочными графиками․
Проведение диагностики
Электронная диагностика выполняется через OBD․ Снятие кодов неисправностей, считывание параметров в реальном времени, регистрация результатов․
Электронная проверка систем управления
Подключение диагностического интерфейса к OBD-порту производится для извлечения кодов неисправностей и параметров в реальном времени․ Считывание адаптаций и логов производится до проведения механических вмешательств․ Исправность датчиков давления наддува, положения коленчатого вала и температурных датчиков оценивается по фактическим сигналам и сравнению с эталонными кривыми․ Выполнение процедуры калибровки положений дросселя и датчиков осуществляется при необходимости после замены компонентов․ Обновление программного обеспечения блока управления рассматривается при обнаружении некорректных карт управления․ Запись результатов диагностики в отчет выполняется с перечислением кодов, значений параметров, времени и условий замера․
Механическая оценка состояния агрегатов
Визуальный осмотр блока цилиндров производится для выявления трещин, коррозии и следов перегрева․ Оценка поверхности поршней проводится с фиксацией задиров, нагара и задиров на юбках․ Измерение зазоров между поршнем и цилиндром выполняется индикатором часового типа; результаты фиксируются в протоколе․ Контроль износа вкладышей осуществляется микрометровыми замерами и сопоставлением с заводскими допусками․ Оценка состояния распредвала и шатунов производится по радиальным люфтам и износу шейки․ Степень овальности и износа цилиндров определяется хонингованием с последующим повторным замером․ Диагностика масляного насоса включает проверку подачи и герметичности․ Результаты измерений оформляются в виде дефектной ведомости с указанием требуемых операций и перечнем заменяемых деталей․
Измерение компрессии
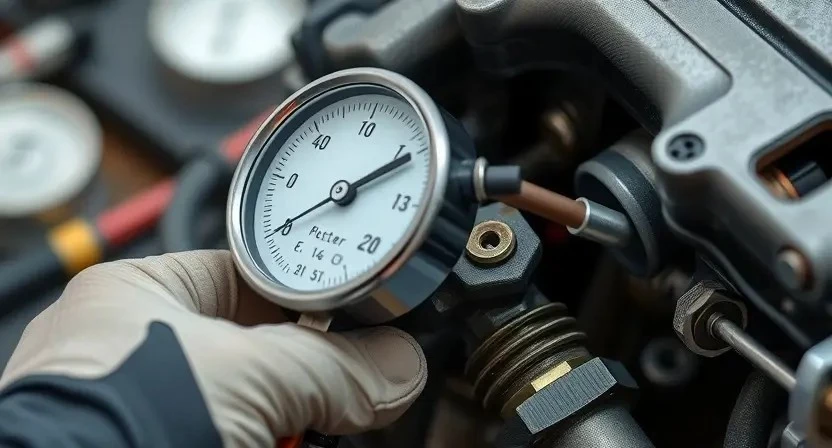
Проверка компрессии производится компрессометром через свечные каналы․ Фиксация давления в каждом цилиндре․ Сравнение с нормативом и протоколирование․
Порядок выполнения измерений
Подготовка двигателя к измерениям производится на холодном и прогретом состоянии согласно регламенту․ Демонтаж свечей и заглушение форсунок выполняется для исключения подачи топлива․ Подключение манометра компрессии производится к каждому цилиндру поочередно․ Крутящий момент стартером должен обеспечивать стабильные обороты для получения воспроизводимых показаний․ Фиксация показаний производится после трёх последовательных пусков на каждом цилиндре․ Сравнение показаний с нормативами проводится по табличным значениям производителя․ Регистрация результатов в отчётной документации обязательна․ Испытание давления масла проводится со штатным датчиком и манометром высокого давления через предусмотренный отвод в масляной магистрали․ Измерения выполняются при прогретом двигателе на холостом ходу и при повышенных оборотах, с фиксацией каждого режима․ Полученные величины сопоставляются с допусками, указанными в технической документации производителя, и оформляются протоколом с указанием даты, условий и использованных приборов․
Критерии оценки результатов
Оценка компрессии производится по абсолютным значениям в цилиндрах с применением поршневого манометра; расхождение между цилиндрами фиксируется․ Допустимый разброс задаётся в спецификации производителя․ Оценка давления масла проводится при холостом ходе и нагрузке, сравнение со справочными параметрами проводиться по калиброванным датчикам․ Измерительная погрешность указывается в протоколе измерений․ При дефектовке фиксируется износ по диаметру седел, направляющих и цилиндров, а также биение коленвала по стандарту․ Результат считается положительным при совпадении измерений со значениями допуска․ При несоответствии производится перечень восстановительных операций и указывается необходимость замены деталей, с указанием норм допусков и требований к комплектующим․

Измерение давления масла
Измерение давления масла производиться манометром на горячем двигателе․ Регистрация значений при холостом и рабочем оборотах․ Снятие ошибок․
Методика измерений в рабочих режимах
Подготовка к измерениям включает установку штатного манометра на масляную магистраль и подключение датчиков давления к диагностической колодке․ Обороты двигателя фиксируются тахометром․ Измерения проводятся на холостом ходу, при 2000 об/мин и при 3000 об/мин․ Для каждого режима производится запись давления после стабилизации показаний в течение 30 с․ Замеры совмещаются с контролем температуры масла и охлаждающей жидкости․ Протоколирование осуществляется построчно с указанием режима, температуры и времени снятия показаний․ При обнаружении отклонений производится повторный замер через 5 мин․ Статистическая обработка включает расчет среднего значения и стандартного отклонения․ Результаты сверяются с нормативами производителя и вносятся в акт измерений․
Нормативные величины и допуски
Давление масла в рабочем режиме при 2000 об/мин должно находиться в диапазоне 250-450 кПа․ Допуск по падению давления между максимальной и минимальной нагрузкой составляется 150 кПа․ Компрессия по цилиндрам для исправного цилиндрблока указывается 10,5-12,5 бар․ Разница между цилиндрами не должна превышать 0,7 бар․ Износ цилиндров по диаметру допускается до +0,05 мм относительно номинала․ Некруглость цилиндров не должна превышать 0,03 мм․ Биение коленвала после шлифовки допускается до 0,02 мм․ Радиальное биение шатунных шеек не должно превышать 0,01 мм․ Толщина поршневых колец после ресурса не должна быть менее 1,2 мм для компрессионных и 1,0 мм для маслосъёмных․ Люфт шатунных вкладышей по зазору масла допускается 0,02-0,06 мм․ Момент затяжки головки блока цилиндров после установки новых болтов указывается 90-110 Н·м с последующим угловым контролем 90°․ Температура контрольного нагрева при обкатке двигателя на стенде указывается 85-105 °C․

Снятие и подготовка к разборке
Отключение аккумулятора и слив рабочих жидкостей․ Демонтаж навесных агрегатов и трубопроводов․ Маркировка узлов и фиксация положения ремней․
Последовательность демонтажа узлов
Фиксация электрооборудования и отключение аккумуляторной батареи․ Слив эксплуатационных жидкостей выполняется в подготовленную емкость для последующей утилизации․ Демонтаж воздушного тракта производится до доступа к наддувочному агрегату․ Снятие навесного оборудования поочередно выполняется с маркировкой и упаковкой снятых элементов․ Отсоединение топливной магистрали производится с применением специализированных адаптеров․ Снятие выхлопной системы производится с сохранением крепежных элементов для контроля состояния․ Демонтаж впускной трубопровода и турбокомпрессора проводится по регламенту․ Снятие ГРМ производится по меткам совместно с фиксацией распределительных валов․ Снятие головки блока и картера производится после отсоединения всех коммуникаций и маркировки соединений․ Хранение снятых деталей организовано по категориям и документировано․
Маркировка и хранение снятых деталей
Маркировка должна производиться по нанесенному уникальному коду на пакетах и бирках․ Идентификация деталей посредством маркировочных карточек с указанием номера цилиндра, позиции в сборке, износа и предписанных операций․ Упаковка мелких деталей в застегиваемые мешки с влагопоглотителем и маркировкой․ Крупные узлы размещаются на поддонах с фиксацией положения и сопроводительной карточкой․ Хранение в сухом, температурно-стабильном помещении на стеллажах с разделением по статусу: на хранение, на дефектовку, на восстановление․ Протоколирование перемещения деталей с указанием даты, времени и исполнителя․ Ограничение складирования по весу и высоте․ Контроль сопроводительной документации при передаче между участками․

Разборка и дефектовка
Демонтаж узлов выполнен․ Разборка головки и блока произведена․ Дефектовка проведена с измерением износа, выявлены повреждения и зафиксированы размеры․
Разборка головки блока и цилиндров
Демонтаж головки блока производится после предварительной фиксации распредвалов и удаления навесных агрегатов․ Снятие крышек и коллектора выполняется последовательным откручиванием болтов по установленной схеме, крепеж маркируется․ Слив охлаждающей жидкости и масла выполняется в ёмкости с последующей утилизацией по нормам․ Системы впуска и выпуска отключаются, магистрали вакуума и топливные трубопроводы отключаются с использованием заглушек․ Порядок последовательности обеспечивает минимизацию деформаций и предотвращение повреждений․
Снятие поршней и шатунов производится после маркировки цилиндров и крышек коленвала․ Поршни извлекаются с применением оправок через верхнюю часть цилиндра, кольца срезаются специальными ножами․ Вал коленчатый изымается при соблюдении моментов, крышки шатуна промаркированы․ Детали упаковываются по номерам и размещаются на поддонах с обозначением состояния․ Протокол демонтажа заполняется с указанием номеров, износов и видимых дефектов․
Визуальная и измерительная дефектовка деталей
Осмотр поверхности рабочих элементов проводится при освещении не менее 1000 люкс․ Фиксация дефектов осуществляется фотографированием и внесением в карту дефектовки․ Поверхностные трещины, задиры и выгорания фиксируются по координатам․ Измерения выполняются инструментами с поверкой: микрометром, штангенциркулем, индикатором часового типа․ Измерение биения выполняется на оправке с показаниями до 0,01 мм․ Контроль посадочных диаметров производится по таблице предельных отклонений․ Измерительная карта заполняется с указанием допусков и фактических величин․ Результаты дефектовки влияют на выбор технологического процесса восстановления или замены․ Отклонения, выходящие за пределы, документируются с предложением мероприятий по восстановлению или замене․

Обработка деталей блока
Расточка цилиндров производится по посадочным размерам․ Хонингование выполняется для восстановления зеркала․ Балансировка шейки коленвала проводится на стенде․
Шлифовка коленчатого вала
Подготовка вала предусматривает очистку и дефектовку поверхности шеек․ Контроль микротрещин выполняется магнитной или краской-капельной дефектоскопией․ Замер биения и овальности производится по чертежным признакам; предельные значения фиксируются в документации․ Шлифовка производится на специализированном станке с применением абразивных кругов, соответствующих классу стали․ Обеспыливание и охлаждение обеспечиваются рабочей жидкостью с антикоррозионными присадками․ Завершающая обработка включает полировку и измерение шероховатости; параметры запечатлеваются в акте․
Установка вкладышей выполняется после контроля радиального зазора․ Сборочной смазкой заполняются масляные каналы․ Испытание на стенде проводится для контроля герметичности и динамики вращения․
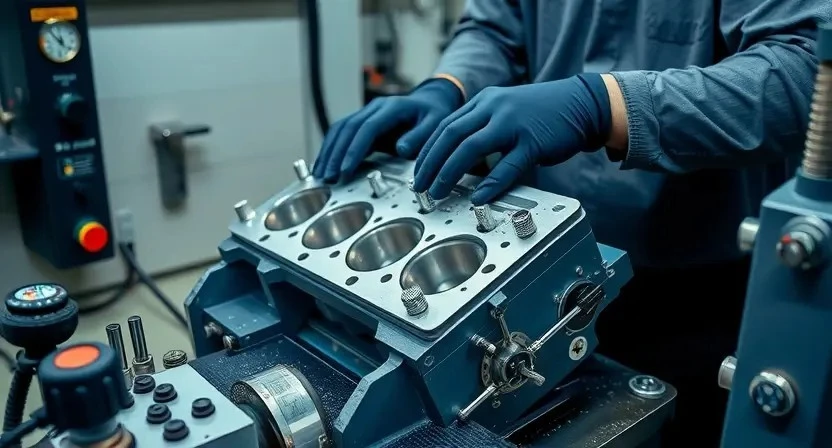
Расточка и хонингование цилиндров
Подготовка рабочего места выполнена согласно технологической карте․ Демонтаж поршневой группы и измерительная регистрация диаметров цилиндров проведена․ Расточка коррозионных и изношенных поверхностей выполнена на допуск, установленный производителем двигателя․ Контроль конусности и овальности выполняется после черновой обработки․ Промывка масляных каналов и удаление стружки осуществляется перед хонингованием․ Хонингование проводится с применением абразивных головок для формирования шероховатости, соответствующей спецификации для новой группы поршень-кольцо․ Контроль размера производится микрометром и индикатором часового типа․ Отказные размеры зафиксированы в протоколе дефектовки․ Окончательная проверка соосности производится при температуре, приближенной к рабочей․

Замена комплектующих
Замена поршней, колец и вкладышей производится по дефектовке․ Установка новых деталей производится с контролем за зазорами и совпадением маркировки․
Установка поршней и колец
Подготовка поршней и колец осуществляется согласно каталожным номерам и размерам цилиндров․ Применение новых колец и поршневых групп допускается при соответствии замерам цилиндров и поршней․ Установка производится по очередности цилиндров с соблюдением ориентации компрессионных и маслосъёмных колец․ Смазка рабочих поверхностей выполняется моторным маслом указанной вязкости․ Компрессионные зазоры измеряются щупом перед установкой․ Установка стопорных колец и пальцев выполняется с контролем радиального биения․
Кольца устанавливаются с равномерным разворотом щелей по окружности․ Уплотнение канавок осуществляется при удалении нагара и проверке износа․ Поршневые пальцы запрессовываются или фиксируются стопорными кольцами, допуски соответствуют спецификации․ Контроль зазорных величин после установки проводится манометрией и микрометрией․ Заполнение масляной системы выполняется перед первичным проворотом коленвала․
Замена вкладышей и сальников
Демонтаж коленвала выполняется для получения доступа к шатунным и коренным опорам․ Вкладыши подлежат измерению посадочных поверхностей на износ и овальность․ Измерение производится микрометром и щупами; зафиксированы значения допуска производителя․ Замена вкладышей производится при превышении допусков или обнаружении канавок, задиров, износа․ Подбор вкладышей по коду и классу осуществляется на основании размеров шейки коленвала и протяженности износа․ Сальники заменяются при деформации, трещинах или потере эластичности․ Монтаж сальников производится с применением оправок и равномерным усилием; смазка канала уплотнения наносится тонким слоем․ Контроль люфтов и зазоров проводится после установки; значения сопоставляются с нормативами для данного силового агрегата․

Ремонт и сборка головки блока цилиндров
Демонтаж головки выполнен․ Восстановление седел и направляющих клапанов производится․ Проверка плоскости проводится на шлифовальном станке․
Восстановление направляющих и седел клапанов
Демонтаж головки блока выполняется для доступа к направляющим и седлам клапанов․ Визуальная оценка выявляет износ, выкрашивание и трещины․ Замеры посадочных посадочных поверхностей проводятся нутромером и калиброванными щупами․ При обнаружении износа превышения допуска производится выбор метода восстановления: запрессовка новых направляющих или расточка с установкой втулок․ Применение посадочных втулок осуществляется в оболочке головки с контролем соосности․ Седла подвергаются притирке для восстановления геометрии и обеспечения плотности запирания․ Контроль углов запирания и замеров по диаметру производится после обработки․ Испытание уплотнения осуществляется давлением маслосистемы и вакуум-тестом․ Фиксация результатов производится в акте дефектовки с указанием применённых материалов и размеров․
Контроль и установка новых прокладок и болтов
Проверка соответствия маркировки и материалов прокладок головки блока производится перед монтажом․ Плоскостность контактных поверхностей измеряется толщиномером и индикатором; отклонения фиксируются в протоколе․ Замена прокладок производится на комплектные элементы по каталожным номерам․ Болты крепления головки подлежат контролю по состоянию резьбы и пределу растяжения; используются новые крепежные элементы при превышении предельных значений․ Моменты затяжки болтов задаются в последовательности и величинах, указанных заводским регламентом; применение динамометрического ключа обязательно․ Смазка резьбовых соединений производится разрешенными составами; составы и объём фиксируются в акте работ․ После установки выполняется повторная проверка уплотнения под давлением охлаждающей жидкости и компрессией; результаты регистрируются в протоколе․
Сборка двигателя и пусконаладочные работы
Сборка производилась по регламенту․ Контроль момента затяжки болтов реализован․ Пуск произведён с контролем давления и утечек․
Последовательность сборочных операций
Подготовка к сборке двигателя производится на чистой ровной поверхности․ Блок цилиндров устанавливается на оправку для исключения деформации․ Шатуны подбираются по маркировке; установка вкладышей производится с контролем зазорных величин микрометром и щупом․ Поршни комплектуются кольцами по рабочим номерам; установка выполняеться с ориентацией замков согласно технологической карте․ Кривошипный вал монтируется с новой прокладкой масляного уплотнения․ Момент затяжки коренных и шатунных болтов указывается в спецификации и достигается при помощи динамометрического ключа с поэтапным увеличением усилия․ Установка ГБЦ производится с новой прокладкой; последовательность затяжки болтов головки указана в руководстве изготовителя․ Сцепление распредвалов синхронизируется по меткам; натяжение цепи или ремня доводится до заданного диапазона․ Подключение магистралей осуществляется с применением новых прокладок и фиксаторов резьбы, при необходимости применяются новые сливные и впускные патрубки․ Контроль углов установки распределительных валов производится профильным прибором; измерения давления масла и компрессии выполняются перед окончательной установкой кожуха и навесного оборудования․ Финальная проверка включает статическую проверку проворачивания коленвала и визуальную оценку отсутствия утечек․
Обкатка двигателя после ремонта
Проведение обкатки производится в соответствии с регламентом производителя для двигателя Exeed LX 1․6 Turbo 197 л․с․ Процесс разделён на этапы с фиксированными параметрами нагрузки и времени․ Первичная прогревка выполняется до рабочей температуры охлаждающей жидкости и масла․ Находиться в диапазоне оборотов, минимальное время холостого хода исключается․ Постепенное увеличение нагрузки допускается через интервалы по времени и оборотам․ Использование скоростных перегрузок исключается вплоть до достижения установленных пробегов․ Контроль проводится за давлением масла и температурой; Регистрация показателей производится каждые заданные интервалы․ Фиксация значений компрессии и давления масла после обкатки выполняется с оформлением протокола․ Отклонения, выявленные при испытаниях, подлежат документированию и последующей дефектовке․
Настройка систем управления и контроль рабочих параметров
Настройка ECU производится по заводским картам․ Калибровка датчиков выполнена․ Контроль давления масла и компрессии фиксируется протоколом․
Калибровка датчиков и проверка ECU
Калибровка датчиков производится с целью восстановления точности сигналов давления, температуры и положения․ Применение заводских калибровочных таблиц и специализированного диагностического оборудования обеспечивает соответствие показаний установленным допускам․ Считывание параметров выполняется через интерфейс OBD-II с сохранением логов для последующего анализа․ Корректировка адаптационных значений производится программно в блоке управления двигателем после предварительной записи исходных параметров․ Верификация результатов осуществляется при рабочих оборотах и нагрузках, фиксация параметров производится в протоколе․
Контроль давления масла и компрессии после обкатки
Проведение замеров давления масла и компрессии выполняется после завершения обкаточных операций․ Охлаждение двигателя до рабочей температуры производится по регламенту․ Испытание давления масла проводится под статической и динамической нагрузкой при заданных оборотах холостого хода и повышенных оборотах․ Применение поверенных манометров и адаптеров обеспечивается для исключения погрешностей․ Фиксация значений осуществляется в протоколе с указанием температуры и оборотов․
Измерение компрессии выполняется после стабилизации давления в системе питания․ Применение компрессометра с насадкой, соответствующей типу свечных отверстий, обеспечивается․ Каждый цилиндр подвергается поочередному измерению при полностью открытом дросселе и выведенном зажигании․ Регистрация результатов проводится в измерительном журнале․ Сопоставление данных с нормативами проводится с учётом допусков завода-изготовителя․ Анализ расхождений производится по цилиндрам и по группам компонентов․
Оценка качества выполненных работ
Испытания на стенде проведены․ Параметры давления и компрессии сверены с регламентом․ Протокол оформлен, дефекты устранены, допуски подтверждены․
Испытания на стенде и в условиях дороги
Подготовка двигателя к стендовым испытаниям проводится по регламенту производителя․ Подключение к стенду измерительных каналов для регистрации давления масла, температуры охлаждающей жидкости и показаний датчиков управления выполняется с использованием калиброванных датчиков․ Испытательные режимы включают прогрев до рабочей температуры, нагрузки по крутящему моменту и режимы ускорения․ Режимы записываются в протокол с указанием времени работы и сопровождающих параметров․ Оценка выхлопных газов и детонации выполняется специализированными анализаторами․ В дорожных испытаниях производится согласование маршрута с наличием участков ускорения и нагрузки, замеры выполняются по заранее установленной методике․ Полученные данные сверяются с нормативами завода-изготовителя․ Протоколы испытаний оформляются в виде отчета с приложением графиков и значений контрольных параметров для последующей оценки выполненных работ и принятия решения о необходимости дополнительных операций․
Протоколирование результатов и выдача документов
Фиксация результатов ремонта выполняется в стандартизированном протоколе․ В протокол вносится идентификация силовой установки, перечень проведённых измерений компрессии и давления масла, результаты электронных тестов и механической дефектовки․ Описание выполненных операций по снятию, разборке, шлифовке, расточке, замене поршней, вкладышей, колец и ГБЦ фиксируется с указанием применённых компонентов и номеров деталей․ Указание тестов обкатки и настроек управления приводится с регистрацией показателей после прогрева и в рабочем режиме․ Протокол сопровождается актом приёмки-сдачи и сервисной книжкой с отметками о выполненных работах, гарантийными условиями и сроками обслуживания․ Копия протокола передаётся вместе с оригиналами документов на применённые запчасти и расходные материалы․