
Оказание услуги по ремонту двигателя Galaxy L6 PHEV 1․5T + электромоторы 390 л․с․ (2023–н․в․)․ Описание объема работ и технологического подхода․
Цель документа
Определение целей и границ выполняемых работ при ремонте двигателя Galaxy L6 PHEV 1․5T с электромоторами 390 л․с․ (2023–н․в․)․ Установление перечня диагностических и ремонтных операций для достижения нормативных показателей работоспособности силовой установки без указания субъектов выполнения․
Фиксация методик измерения компрессии и давления масла, последовательности снятия, разборки и дефектовки, требований к шлифовке и расточке, правил подбора поршней, колец и вкладышей, параметров обработки ГБЦ, критериев приемки после обкатки и настройки․ Документ ориентирован на применение в производственном процессе сервиса и на документирование результатов․
Область применения
Применение услуги ограничено двигателем Galaxy L6 PHEV 1․5T с электромоторами 390 л․с․ для автомобилей 2023–н․в․; обслуживание основных узлов и систем․
Модель и годы выпуска
Предоставлен перечень модели Galaxy L6 PHEV 1․5T с электромоторами суммарной мощностью 390 л․с․, выпуск с 2023 года по настоящее время․ Идентификация по заводскому VIN-коду и маркировке силового агрегата․ Указание модификаций проводится по коду двигателя и версии гибридной системы․ Наличие обновлений программного обеспечения электроники фиксируется по версии ПЗУ․ Серии компонентов различаются по каталожным номерам․ Гарантийные ограничения и сервисные кампании учитываются отдельно от регламента ремонта․ Совместимость запасных частей определяется по кроссу оригинальных артикулов и допускам производителя․ Параметры натяжения ремней и моменты затяжки регламентируются заводскими таблицами․ Проверка применимости методов ремонта производится по году выпуска и коду комплектации․
Перечень выполняемых работ
Диагностика систем и оценка состояния двигателя․ Измерение компрессии и давления масла․ Снятие, разборка, дефектовка, шлифовка, расточка․
Комплекс операций
Диагностика проводится с применением специализированного оборудования․ Оценка состояния включает визуальный осмотр, инструментальные измерения и запись параметров․ Измерение компрессии выполняется согласно заводской методике с регистрацией значений по цилиндрам․ Измерение давления масла производится манометром с фиксацией давления на холодном и рабочем режимах․ Снятие агрегатов организовано по этапам с маркировкой элементов․ Разборка проводится с соблюдением технологической последовательности․ Дефектовка документовируется с указанием износа и замеров․ Шлифовка и расточка выполняются на станках по заданным размерам․ Замена поршней, колец и вкладышей производится по каталожным номерам и с контролем посадок․ Работы по головке блока включают шлифовку поверхности, смену направляющих и восстановление седел клапанов․ Сборочные операции сопровождаются контролем моментов затяжки и зазоров․ Обкатка проводится в условиях стендовой проверки с фиксацией параметров․ Настройка электроники двигателя и электромоторов производится калибровочными процедурами и тестовыми запусками․
Требования к помещению и оснащению
Помещение оборудовано под ремонт двигателя Galaxy L6 PHEV 1․5T: выделена зона разборки, участок испытаний, система вытяжки, электропитание 3-фазное․
Характеристика рабочего места
Рабочее место оборудовано стационарной подъемной платформой с грузоподъемностью, обеспечивающей доступ к силовому агрегату при снятом и установленном состоянии․ Освещение выполнено в виде равномерного распределенного светового поля․ Вентиляционная система организована для локального удаления испарений и масла․ Пространство рассчитано на размещение демонтажного стеллажа и рабочего верстака с антивибрационной поверхностью․ Рядом размещено специализированное хранилище для маркированных деталей и комплектующих․
Заземление и система питания выделены отдельно․ Организована пыле- и влагозащита для измерительного оборудования․ Зоны хранения масел и химии разграничены․ Предусмотрена стационарная мойка для деталей с подогревом раствора․ Рабочие поверхности обозначены зонами для контролируемых операций, вклюая измерение и маркировку․
Необходимые инструменты и стенды
Перечень специализированного оборудования: стенд для шлифовки и расточки, компрессометр, манометр давления масла, узловой съемник, набор динамометрических ключей․
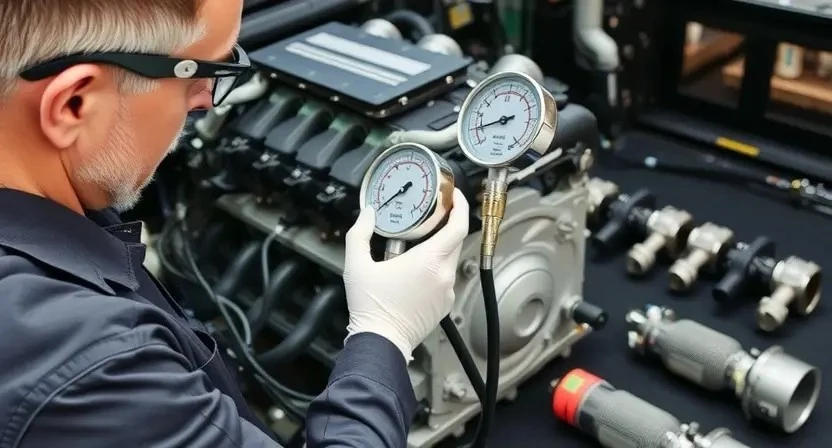
Оборудование для диагностики и испытаний
Перечень приборов и стендов, предназначенных для комплексной проверки двигателя Galaxy L6 PHEV 1․5T с электромоторами 390 л․с․ (2023–н․в․), включён в документ․ Постоянное напряжение и ток контролируются лабораторным источником питания с точностью измерений до 0,1%․ Диагностический сканер с поддержкой протоколов производителя применяется для считывания кодов неисправностей, мониторинга параметров и выполнения адаптаций․ Компрессометр цифровой используется для поочерёдного измерения давления в цилиндрах, с регистрацией давлений и фиксацией отклонений от эталонов․ Манометр для измерения давления масла с адаптером к штатной системе применяется для замеров при холостом ходе и под нагрузкой․ Стенд балансировки коленчатого вала и измерения биений обеспечивает контроль кривизны и массы․ Шлифовальный станок и расточной агрегат с ЧПУ используются при обработке блоков и валов с точностью по допускам․ Испытательная камера применяется для оценки герметичности после сборки с фиксацией утечек по протоколу․ Набор концевых мер и нутромеров предназначен для контроля посадочных и диаметральных размеров; Электронный тахометр и нагрузочный стенд используются для обкатки и симуляции рабочих режимов․

Подготовка автомобиля к приему
Подготовка включает оформление технической документации и фиксацию идентификационных данных․ Диагностическая аппаратура подключается к бортовой сети․ Освобождение доступа к моторному отсеку производится перед приемом․
Действия при поступлении
Принятие автомобиля сопровождается регистрацией идентификационных данных и фиксацией пробега в сервисной документации․ Оформление заявления на проведение диагностики выполняется через стандартный бланк приемки; Предварительная визуальная оценка состояния кузова и подкапотного пространства проводится для выявления внешних повреждений и утечек․ Электрические разъемы помечаются для сохранения заводской маркировки․ Подключение к шиномонтажному оборудованию не выполняется до завершения первичной проверки уровня технических жидкостей․ Заглушение высоковольтной части производится согласно регламенту производителя․ Извлечение кодов неисправностей производится с помощью сертифицированного диагностического сканера․ Документирование обнаруженных дефектов оформляеться в акте приемки с фотографическим подтверждением в заданном формате․ Присвоение приоритетности работ производится по результатам первоначальной диагностики и степени риска дальнейшей эксплуатации․
Первичная визуальная инспекция
Визуальный осмотр двигателя и электромоторов․ Выявление внешних дефектов, утечек, повреждений проводки․ Фиксация обнаруженных дефектов в отчете․
Осмотр внешних узлов и магистралей
Визуальный осмотр корпуса двигателя и прилегающих узлов на предмет механических повреждений и протечек․ Концы шлангов топливной и охлаждающей систем оцениваются на трещины и расслоение․ Соединения электрических разъемов подлежат контролю контактных гнезд и крепления․ Крепежные элементы двигателя проверяются на наличие ослабления и коррозии․ Вакуумные магистрали подлежат исследованию на разрушение и утечки․ Трубопроводы масляной системы осматриваются на следы подтекания и деформации․ Кожухи и кожуховидные элементы доступа к электромоторам проверяются на целостность․ Результаты фиксации оформляются в акте с указанием дефектов и предложенных операций․
Диагностика электронных систем гибридного привода
Считывание ошибок контроллеров․ Проверка целостности проводки, сопротивлений и сигналов․ Испытание батареи высоковольтной․ Калибровка блоков․
Проверка электроники и электрических цепей
Проверка электроники и электрических цепей включает последовательность процедур для оценки работоспособности гибридного привода․ Диагностическое подключение осуществляется к бортовой сети через специализированный разъем, считывание кодов ошибок выполняется с использованием фирменного диагностического оборудования․ Испытание высоковольтных цепей производится при отключенном аккумуляторе высокого напряжения и с применением изолированных инструментов․ Измерение сопротивления изоляции кабелей и обмоток электромоторов проводится мегомметром с калиброванными параметрами․ Проверка контактов и реле подразумевает контроль плотности контакта и величины переходного сопротивления․ Проверка системы управления двигателем включает эмуляцию датчиков и оценку ответов по рабочим параметрам: частота вращения, сигнал дросселя, фазы зажигания․ Регистрация результатов осуществляется в протоколе с указанием кодов, значений и принятых ограничений для дальнейшей дефектовки․

Оценка состояния силовой установки
Выполнение оценки состояния силовой установки производится на основании результатов диагностики․ Оценка включает анализ износа, герметичности и соответствие параметров․
Анализ результатов диагностики
Анализ диагностических данных выполнен по результатам комплексного обследования силовой установки Galaxy L6 PHEV 1․5T с электромоторами 390 л․с․ Полученные значения компрессии по цилиндрам сопоставлены с нормативами производителя․ Давление масла измерено при рабочей и холостой частоте вращения, данные каталогизированы․ Параметры электронных блоков захвачены через диагностический интерфейс, протоколы сохранены для дальнейшего сравнения․ Наличие механических повреждений определено по показателям утечек и шумов, зафиксированы аномальные вибрации․ Измерения биений валов и люфтов выполнены по установленной методике, результаты внесены в акт проверки․ На основании анализа выделены категории вмешательства: ремонт без разборки для устранения программных ошибок и регулировок; частичная разборка при износе уплотнений и сальников; полная разборка при превышении предельных износов поршней, цилиндров или вкладышей․ Оценка остаточного ресурса мотора произведена с учетом износа деталей и соответствующих допусков; предложена последовательность работ для восстановления работоспособности и подтверждения параметров на стенде после ремонта․
Измерение компрессии цилиндров
Измерение компрессии проводится поршневой компенсацией топлива исключая электроход․ Применение манометра высокого давления․ Фиксация значений․
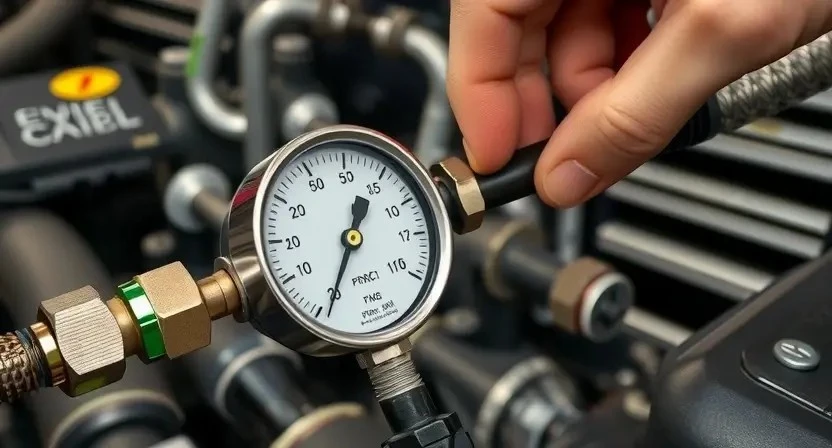
Методика и контрольные параметры
Описание методики измерения компрессии и давления масла проведено для двигателя Galaxy L6 PHEV 1․5T с электрической поддержкой 390 л․с․ Применение калиброванных манометров с точностью не хуже ±1,5% от показания․ Замер компрессии выполняется при прогретом двигателе, температура блока 80±10°С․ Отключение топливной подачи и запирание впуска и выпуска обеспечиваются перед измерением․ Запись показаний производится для каждого цилиндра с фиксацией давления удержания в кПа и переводом в бар․ Контрольная величина компрессии для допуска к сборке указана 12–16 бар с допустимым разбросом по цилиндрам не более 0,5 бар․ Порядок измерений ⏤ три циклических замера с усреднением․ Давление масла измеряется при заведенном двигателе на холостом ходу и при 3000 об/мин․ Нормативы давления: холостой ход 0,8–1,2 бар, 3000 об/мин 2,5–3,5 бар․ Применение адаптера для электромоторов исключено при выбранных операциях․ Результаты фиксируются в акте диагностики с указанием приборных серийных номеров․
Измерение давления масла
Измерение давления масла производится манометром на холодном и прогретом двигателе․ Фиксация показаний по оборотам и нагрузке для оценки герметичности․
Порядок измерения и нормативы
Измерение давления масла производится при прогретом двигателе до рабочей температуры 90–100 °C․ Подключение манометра выполняется к штуцеру масляного канала после отключения электрического питания․ Фиксация показаний производится на холостом ходу и при 3000 об/мин․ Нормативы: на холостом ходу давление в диапазоне 0,8–1,2 бар; при 3000 об/мин давление в диапазоне 2,5–3,5 бар․ При отклонениях протоколный отчет с указанием свечения, утечек и остаточного давления․ Период повторной проверки устанавливается после устранения неисправностей и восстановления герметичности системы;
Принятие решения о демонтаже двигателя
Анализ диагностических данных выполнен․ Демонтаж назначается при превышении износа, критическом падении давления масла или компрессии ниже нормативов․
Критерии для разборки
При диагностике двигателя Galaxy L6 PHEV 1․5T + электромоторы 390 л․с․ (2023–н․в․) принять за основание совокупность измерительных показателей и обнаруженных дефектов․ Компрессия цилиндров ниже нормативного порога по каталогу производителя считается признаком непригодности для дальнейшей сборки без разборки․ Давление масла в рабочем режиме ниже установленного значения при проверке манометром признаётся критерием для демонтажа масляной системы и двигателя․ Наличие механического удара, трещин блока, разрыва гильз, значительного износа направляющих клапанов и седел рассматривается как основание для полной разборки․ Обнаружение металлопроизводных частиц в фильтре и поддоне фиксируется как признак внутреннего разрушения․ Повышенные вибрации, выявленные при стендовых и дорожных испытаниях, служат подтверждением необходимости дальнейшей дефектовки с частичным или полным демонтажем агрегата․

Снятие агрегатов и узлов
Демонтаж агрегатов производится по технологической карте․ Снятие сопровождается маркировкой, упаковкой и протоколированием состояния снятых узлов․
Последовательность демонтажа
Отключение высоковольтных цепей и изоляция аккумуляторной батареи выполняются в первую очередь․ Снятие кузовных панелей, защит и декоративных элементов производится для доступа к силовой установке․ Изъятие электрических разъемов и магистралей выполняется с маркировкой и фиксацией положения․ Демонтаж электромоторов и трансмиссии производится после дегазации топливной системы и снятия приводных ремней․ Отсоединение охладительной системы и слив технологических жидкостей выполняется в подготовленной емкости․ Снятие силового агрегата с опор производится с применением подъемного оборудования․ Фиксация агрегата на сборочной раме производится для последующей разборки․ Метки совместимости и направления демонтажа проставляются на соединениях для обеспечения идентичности при сборке․
Разборка силовой части ДВС
Демонтаж блока цилиндров выполняется по схеме․ Снятие навесного оборудования производится последовательно․ Маркировка деталей обязательна․
Техника безопасной разборки
Организация рабочего пространства должна предусматривать демаркацию зоны и маркировку крепежа․ Применение подъемного оборудования к моторной трансмиссии оформляется протоколом соответствия грузоподъемности․ Электрические цепи и аккумуляторные блоки подлежат отключению с фиксацией состояния клемм․ Слив технических жидкостей осуществляется в емкости с маркировкой и последующей утилизацией по нормативам․ Фиксирование положения валов и распределителей производится путем нанесения меток․ Уплотнительные элементы подлежат маркировке для восстановления оригинальной компоновки․ Применение испытательного инструмента допускается при наличии калибровки․ Применение защитных ограждений при работе с вращающимися частями предусмотрено․ Контрольный перечень на каждом этапе оформляется актом․
Дефектовка компонентов
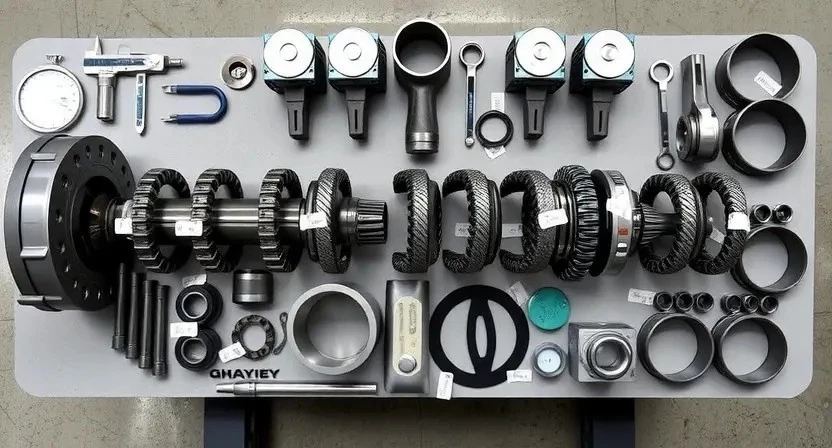
Осмотр цилиндров, поршней, шатунов, клапанов и седел․ Замеры износа и биений․ Фиксация дефектов․ Составление списка под замену и реставрацию․
Осмотр цилиндров, поршней и шатунов
Визуальный осмотр цилиндров выполнен после демонтажа головки блока․ Фиксация следов задиров, коррозии и трещин произведена․ Измерение внутреннего диаметра цилиндров выполнено микрометром инутримерным калибром с градацией в 0,01 мм․ Снятые поршни осмотрены на износ юбок, смещение поршневых пальцев и деформацию днищ․ Измерение зазора между поршнем и цилиндром произведено прибором; полученные значения зафиксированы в протоколе․
Шатуны проверены на изгиб и кручение на специализированном станке․ Замеры диаметра шеек коленвала и посадочных мест вкладышей выполнены индикатором․ Изношенные компоненты отмечены для дальнейшей дефектовки и подбора запасных частей․
Контроль коленчатого вала и вкладышей
Измерение биений и посадочных поверхностей․ Отклонения фиксируются․ Износ оценен по зазорам․ Документирование результатов и выводы․
Измерения посадочных и биений
Выполнение измерений посадочных и биений производится при снятом коленчатом вале и установленных опорах на станке․ Замеры радиального биения производится индикатором часового типа с точностью до 0,01 мм․ Контроль посадочных поверхностей в подшипниковых местах производится микрометром и нутромером․ Корпус блока устанавливается на плиту и выверяется по плоскости опоры; выявленные отклонения фиксируются в протоколе․ Концентрация контрольных точек должна обеспечивать проверку по окружности и по длине шейки․ Измерение конусовости выполняется с фиксацией допустимых значений․ Результаты сравниваются с нормативными допусками и оформляются как основание для принятия решения о дальнейшей обработке․
Шлифовка и расточка блоков и валов
Шлифовка блоков и расточка валов выполняется на станках с ЧПУ․ Контроль размеров проводится микрометром и индикатором; допуски соблюдаются по паспорту детали․
Параметры обработки и допуски
Параметры обработки цилиндров и валов регламентированы заводскими чертежами и спецификациями․ Радиальная обработка блоков выполняется с точностью до 0,01 мм․ Допуск на износ цилиндров после расточки установлен в пределах +0,03 мм относительно базового номинала․ Обработка коленвала и шлифовка шатунных шеек производится с контролем круговой биения 0,005 мм․ Поверхности опор вкладышей доводятся до шероховатости Ra 0,4 мкм․ Седла клапанов фрезеруются с допуском на конусность 0,02 мм․ Толщина ремонтной прокладки головки допускается до +0,2 мм․ Уплотнительные зазоры поршневых колец регулируются в интервале 0,15–0,35 мм по диаметру в зависимости от класса поршня․ Балансировка шатунно-поршневой группы обеспечивается по массе с разбросом не более 1,5 г․ Контрольный замер после обработки обязателен для фиксации допусков․
Замена поршней, колец и вкладышей
Замена компонентов производится после дефектовки․ Подбор по коду․ Монтаж с контролем зазоров и моментами․ Испытание проводится на стенде․
Подбор и монтаж деталей
Подбор деталей производится на основе результатов дефектовки и измерений․ Каталожные номера сверяются с заводскими спецификациями․ Выбор деталей ограничивается оригинальными изделиями и допусками, указанными в технической документации․ Замена компонентов осуществляется комплектно при выявлении несоответствия размерам или износа․ Монтаж клапанных направляющих и седел выполняется с контролем посадочных размеров и торцевых зазоров․ Установка поршней и колец производится с соблюдением взаимного расположения и зазоров в компрессионных канавках․ Подгонка вкладышей осуществляется по натягу и масляным зазорам․ Применение герметиков допускается согласно нормам производителя․ Контроль моментов затяжки фиксируется в протоколе․
Ремонт и замена головки блока цилиндров
Демонтаж ГБЦ производится по результатам дефектовки․ Шлифовка поверхности выполняется согласно допускам․ Замена седел и направляющих проводится при износе․
Шлифовка, замена направляющих и седел
Подготовка головки блока цилиндров производится путем удаления нагара и контроля геометрии поверхности․ Замер плоскостности выполняется с применением щупов и индикатора; отклонение от заводского допуска фиксируется․ Шлифовка поверхности производится на специализированном станке с использованием абразивных кругов заданной зернистости; контроль итоговой шероховатости проводится прибором․ Направляющие клапанов заменяются при износе посадочных отверстий, посадка направляющих обеспечивается по допуску по посадочному конусу․ Седла клапанов растачиваются и устанавливаются новые с притиркой по шаблону, при этом обеспечивается угол и ширина контакта в пределах спецификации; Контроль герметичности осуществляется методом вакуумного теста и визуальным осмотром масляных каналов․
Сборка двигателя и узлов
Сборка производится по технологической карте; Контроль моментов затяжки и зазоров выполняется по каталожным значениям․ Применение новых уплотнений․
Контроль моментов затяжки и зазоров
Фиксация технических требований и последовательности операций при окончательной сборке двигателя․ Приведение болтовых соединений к заданным моментам осуществляется с использованием динамометрического ключа с поверкой сертификата․ Применение угловой затяжки производится там, где предусмотрена нормативной документацией․ Контроль боковых зазоров клапанов выполняется щупами в горячем состоянии при установленном температурном режиме․ Зазоры распределительных валов и шатунных крышек сверяются по эталонным значениям и протоколам․ Результаты регистрируются в акте приемки и в карточке ремонта․ Допусковые и предельные значения указываются в техническом паспорте двигателя․ Превышение параметров фиксируется и сопровождается предложением по восстановлению с указанием методов и используемых деталей․
Обкатка и проверка герметичности
Обкатка двигателя проводится на стенде в определённых режимах․ Проверка герметичности производится по давлению, температуре и визуальным признакам․
Режимы и параметры контроля после сборки
Обкатка двигателя производится в режимах, определённых технической документацией производителя․ Первичный запуск осуществляется на стенде с контролем давления масла и температуры․ Плавный прогрев до рабочей температуры выполняется при частоте вращения холостого хода, превышение заданной частоты не допускается․ Заправка эксплуатационными жидкостями производится по объёму и маркировке․ Контроль герметичности выполняется по давлению в системе охлаждения и давлению масла при установленных оборотах․ Диагностика электроники производится с подключением штатного диагностического оборудования․ Запись параметров производится для последующего анализа․
Настройка и окончательная проверка систем
Калибровка датчиков и адаптация ЭБУ проводятся после сборки․ Проверка параметров ходовых режимов и логов выполняется при контролируемом прогоне․
Калибровка электроники и пробный запуск
Калибровка блоков управления силовой установки производится после сборки․ Подключение диагностического оборудования выполняется с применением заводских протоколов․ Загрузка обновленных конфигураций и калибровок выполняется через специализированный интерфейс․ Состояние параметров сохраняется в отчете․ Одновременная проверка связи между инвертором, батареей и ДВС осуществляется в диагностическом режиме․ Испытание мотора-генератора производится на холостом ходу с контролем токов и напряжений․ Пробный запуск выполняется при установленном давлении масла и температурном режиме․ Фиксация ошибок записывается в журнал․ Завершение процедуры сопровождается адаптацией датчиков положения и дросселя․