

Описание услуги по ремонту двигателя AITO M5 гибрид EREV 272 л.с. (2022–н.в.) с указанием объема работ, сроков и ответственности сервиса.
Назначение документа
Документ разработан для фиксирования объема и порядка работ по ремонту двигателя AITO M5 гибрид EREV 272 л.с. (2022–н.в.). Описаны состав действий, этапы контроля и требования к результатам на уровне процедур. Указаны границы ответственности при выполнении измерений, демонтажа, дефектовки и восстановительных операций. Приведены критерии оценки пригодности деталей и допуски для взаимодействующих элементов. Определено использование специализированного оборудования и измерительных средств с указанием поверочных характеристик. Заданы требования к маркировке деталей при разборке и к ведению протоколов. Описаны требования к оформлению акта выполненных работ и к комплектации передаваемой технической информации.
Объект и область работ
Объект: двигатель AITO M5 гибрид EREV 272 л.с. (2022–н.в.). Область: диагностика, измерения, демонтаж, разборка, дефектовка и восстановление механики.
Идентификация двигателя
Определение типа двигателя производится по заводским табличкам и маркировочным обозначениям на блоке. Фиксация модели AITO M5 гибрид EREV 272 л.с. и года выпуска 2022-н.в. выполняется путем считывания VIN и контрольных кодов. Серийный номер и коды модулей управления электрической части фиксируются в отчете. Описание компоновки и наличие модулей гибридной установки вносится в карточку технического учета. Регистрация программного обеспечения двигателя и версий прошивки производится с указанием контрольных значений. Состояние видимых плоскостей корпуса и резьбовых соединений документируется фотографиями с масштабом.
Перечень выполняемых услуг
Диагностика, оценка состояния, измерение компрессии и давления масла; демонтаж, разборка, дефектовка; шлифовка, расточка; замена поршней, вкладышей, колец, ГБЦ.
Состав работ по этапам
Первичный этап: выполнение диагностирования силовой установки с использованием специализированного оборудования для получения параметров работы гибридной системы EREV; Считывание кодов неисправностей и регистрация значений давления масла и компрессии. Второй этап: оценка состояния узлов на основании инструментальных и визуальных данных с фиксацией дефектов в протоколе. Третий этап: подготовка к демонтажу с маркировкой и фотографированием соединений, снятием навесного оборудования и сливом рабочих жидкостей. Четвертый этап: разборка агрегата на блоки и узлы с учетом заводских допусков и применяемых методик; Пятый этап: дефектовка компонентов с измерением износа, проверкой геометрии и установлением причин неисправностей. Шестой этап: обработка блока цилиндров, включая шлифование плоскостей и контроль параллельности. Седьмой этап: расточка цилиндров по заданным параметрам и допускам с последующим контролем размеров. Восьмой этап: подбор поршней и колец с учетом зазоров, установка вкладышей и проверка зазоров шатунных соединений. Девятый этап: восстановление головки блока цилиндров, проверка седел клапанов и фрезеровка посадочных поверхностей. Десятый этап: сборка двигателя с применением новых уплотнений и соблюдением моментов затяжки по регламенту производителя. Одиннадцатый этап: обкатка после ремонта с поэтапным увеличением нагрузки и последующей диагностической проверкой рабочих параметров. Завершение: формирование отчета о проведенных работах с указанием выполненных операций, замененных деталей и измеренных показателей.
Подготовительные мероприятия
Освобождение рабочего места. Инструментальный комплект подготовлен. Подъемник и строповка проверены. Эскизы маркировки узлов подготовлены.
Организация рабочего места и инструментов
Рабочее место подготовлено для ремонта двигателя AITO M5 гибрид EREV 272 л.с. (2022–н.в.). Помещение оборудовано стационарной подъемной платформой с грузоподъемностью, соответствующей массе силовой установки. Оборудование для вытеснения технических жидкостей размещено в специализированных пунктах сбора. Освещение рассчитано для выполнений измерений и визуального контроля. Инструмент расположен по группам: слесарный, измерительный, гидравлический, электроинструмент. Наборы ключей промаркированы и закреплены в системах хранения. Контрольные приборы поверены согласно графику калибровок.
Защитные экраны и подкладки применены для предотвращения механических повреждений узлов кузова. Рабочие поверхности промаркированы для размещения деталей при разборке. Маркировочные комплекты подготовлены для идентификации компонентов. Транспортировка сборочных единиц планируется с использованием монтажных элементов и стропов с учетом допустимых нагрузок. Журналы учета инструментов заведены и доступны для внесения данных о выдаче и возврате.
Документация и контроль
Фиксация исходных параметров и результатов диагностики. Протоколирование операций, маркировка деталей, регистрация документов на ремонт и испытания.
Фиксация исходных данных и протоколирование
Фиксация идентификационных данных автомобиля и двигателя производится в регистрационной форме. Внесение VIN, номер двигателя, год выпуска и модификация осуществляется в отдельные поля. Запись пробега и даты проведения первичного осмотра выполняется в хронологическом журнале. Диагностические данные с электронных блоков сохраняются в формате, обеспечивающем последующую проверку. Измерения компрессии и давления масла документируются с указанием приборов и условий проведения. Фотофиксация дефектов и общего состояния выполняется с метрической привязкой. Протокол разборки содержит маркировку деталей, номера позиций и описание дефекта каждой позиции. Ведомость использованных запчастей и расходных материалов формируется с указанием артикула, количества и состояния при монтаже. Подпись ответственного лица и печать организации проставляются в конце протокола.
Диагностика двигателя
Считывание параметров ЭБУ и журналирование. Измерение компрессии и давления масла. Фиксация кодов ошибок и снятие начальных замеров.
Система диагностирования и считывание параметров
Описание применяемого диагностического комплекса, перечень подключаемых интерфейсов и последовательность получения параметров рабочего процесса двигателя AITO M5 гибрид EREV 272 л.с. (2022–н.в.).
Подключение электронного блока управления производится через диагностический разъем. Считываемые параметры: обороты холостого хода, коррекция подачи топлива, положение дроссельной заслонки, фазорегуляция, температурные параметры охлаждающей жидкости и масла, напряжение аккумуляторной батареи гибридной системы, поток топлива, коды ошибок хранения.
Считывание производится в режиме реального времени с фиксацией временных рядов. Протоколирование выполняется в формате, обеспечивающем последующий анализ динамики. Расшифровка кодов неисправностей выполняется по базе идентификационных кодов производителя. Сравнение параметров с нормативами производится автоматически, с выдачей перечня отклонений и рекомендаций по углубленной проверке узлов.
Оценка состояния узлов
Визуальный и инструментальный осмотр узлов выполнен. Износ, трещины и зазоры зафиксированы. Оценка пригодности составлена в протоколе.
Визуальная и инструментальная оценка корпуса и навесного оборудования
Осмотр внешних поверхностей блока цилиндров и навесных узлов выполняется с фиксацией обнаруженных дефектов. Выявление трещин, коррозии, следов перегрева и линейных деформаций производится посредством визуального контроля и люминесцентной дефектоскопии. Контроль геометрии плоскостей осуществляется измерительными щупами и индикатором часового типа. Оценка состояния резьбовых соединений и отверстий для крепежа выполняется при помощи калибров и метрических шаблонов. Проверка посадочных мест сальников и уплотнений производится микрометром и нутромером. Рекомендуется регистрация всех параметров в протоколе с указанием допустимых пределов. При превышении пределов проводится классификация повреждений для дальнейшей дефектовки.
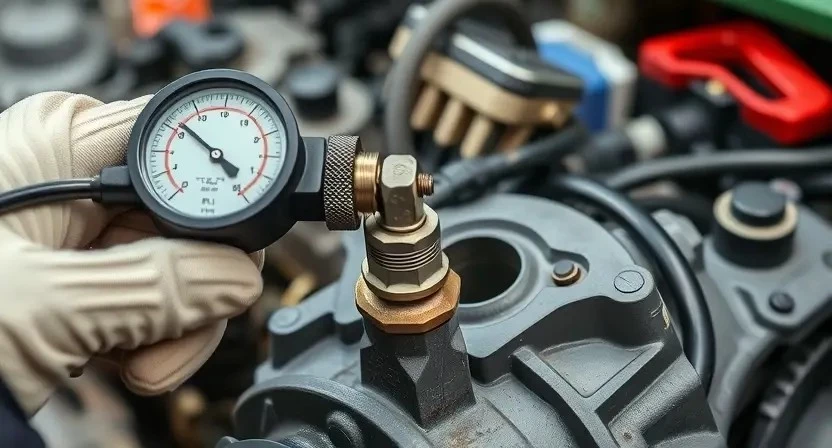
Измерение компрессии
Измерение компрессии проводится цилиндр за цилиндром при отключенной системе подачи топлива. Результаты фиксируются в протоколе.
Методика измерения и обработка результатов
Подготовка двигателя к измерению компрессии производится с отключением электрических цепей управления подачей топлива и аккумуляторной батареи от бортовой сети. Для исключения попадания топлива в цилиндры обеспечивается отключение форсунок и продувка цилиндров с использованием стартера в повторных коротких включениях. Применение манометра с градуировкой до 30 бар и адаптеров по типоразмеру свечных отверстий обязательно. Измерения компрессии выполняются поочередно для каждого цилиндра при одинаковых условиях старта. Результаты фиксируются в протоколе в виде абсолютных значений в барах или килопаскалях. Обработка данных производится с применением статистических методов: вычисление среднего значения, стандартного отклонения, оценка расхождений по цилиндрам и сопоставление с заводскими допусками. При расхождении превышающем допустимый предел фиксируется необходимость дальнейшей дефектовки. Дополнительное измерение давления масла производится с использованием манометра низкого и высокого диапазонов через масляный канал под нагрузкой холостого хода и увеличенной частоты вращения. Показания сравниваются с нормативными значениями. Формируются заключения о состоянии уплотнений, вкладышей и масляной системы на основе обработанных показателей и заносятся в итоговый протокол работ.
Измерение давления масла
Измерение давления масла производится манометром на холодном и прогретом двигателе. Фиксация показаний, сравнение с паспортными значениями.
Контрольная процедура и интерпретация показаний
Осуществление измерения давления масла производится манометром с поверенным сертификатом. Подключение манометра выполняется к штуцеру масляного давления на блоке цилиндров с сохранением герметичности соединения. Измерение проводится при прогретом двигателе до рабочей температуры и при двух режимах: холостой ход и повышенные обороты, указанные в технической документации производителя. Фиксация значений выполняется в протокол с указанием температуры масла, оборотов коленвала и времени замера.
Интерпретация показаний производится по нормативным пределам, установленным производителем. Отклонение вверх указывает на возможное засорение масляного канала или неисправность датчика давления; пониженное значение указывает на износ масляного насоса, увеличенные зазоры в подшипниках или низкую вязкость масла. Принятие дальнейшего решения основывается на сопоставлении показаний с результатами визуального осмотра и измерений компрессии; при совпадении признаков износа предусмотреть демонтаж для дефектовки и замены изношенных деталей.
Принятие решения о демонтаже
Критерии для снятия двигателя определяются по результатам диагностики: компрессия низкая, давление масла ниже допуска, повреждения блока или ГБЦ выявлены.
Критерии для перехода к снятию двигателя
Диагностические показатели, при которых принимается решение о снятии двигателя, фиксируются документально. Показатель компрессии цилиндров зафиксирован ниже допустимого уровня производителя на величину, превышающую установленный допуск для данной модели. Показания давления масла соответствуют критериям отказа при рабочих оборотах: уровень давления стабильно ниже паспортного значения или наблюдаются резкие провалы при нагрузке. Наличие посторонних металлических частиц в масле подтверждена лабораторным анализом. Шумы и вибрация превышают установленные значения контроля вибродиагностики при идентичных режимах работы. Повреждения корпуса или навесного оборудования, делающие невозможным восстановление на месте, задокументированы фотографиями и отчетом дефектовки. Решение о демонтаже оформлено в протоколе с указанием кодов неисправностей и согласуемых сроков ремонта.
Снятие двигателя
Подготовка автомобиля к демонтажу двигателя. Маркировка электроразъемов и магистралей. Обесточивание гибридной системы. Фиксация положения агрегата.
Пошаговая последовательность демонтажа и маркировка компонентов
Фиксация исходного состояния производится перед началом работ. Фотофиксация и регистрация кодов блока управления, датчиков и навесного оборудования в журнале. Электропитание обесточивается для исключения коротких замыканий. Отключение магистралей выполняется с использованием маркированных фитингов, каждая магистраль промаркирована уникальным идентификатором. Снятие внешних агрегатов производится по очередности: воздушный тракт, впускной коллектор, системы охлаждения, топливная аппаратура. Болтовая и соединительная арматура маркируется по зоне установки и хранится по комплексу. Подвес двигателя размонтируется после фиксации подъёмных точек и маркировки креплений. Разъёмы электропроводки фиксируются на панели с указанием номеров контактов. Крышки распределительного вала и масляный поддон подготавливаются к снятию с пометкой ориентации. Блок цилиндров промаркирован по порядку цилиндров и положению маховика. Снятие коленчатого вала и шатунов производится с регистрацией момента отворачивания и положения вкладышей. Все компоненты упаковываются в индивидуальные контейнеры с этикеткой, содержащей дату, номер заказа и место хранения.
Технология разборки блоков и узлов
Демонтаж узлов двигателя производится по нормативной последовательности. Снятие навесного оборудования выполняется после отсоединения электрических разъемов и линий охлаждения. Слив рабочей жидкости производится в сборные емкости с маркировкой. Фиксация положения шкивов и меток выполняется перед демонтажем ремней и цепей. Отделение узлов производится с применением специализированного инструмента и съемников. Маркировка деталей и упаковывание в промаркированные контейнеры обеспечивается для сохранения соответствия при сборке. Фотодокументация комплектовки составляется для протоколирования. Электронные модули изымаются и помещаются в антистатическую упаковку. Контроль крепежных элементов и их параметров производится до сортировки на ремонт или замену.
Дефектовка компонентов
Дефектовка выполнена согласно регламенту: измерение износа, выявление трещин, оценка биения деталей, фиксация дефектов в протоколе для дальнейшей обработки.
Методика выявления износа и повреждений
Осмотр визуальный и инструментальный для обнаружения трещин, задиров, коррозии и деформаций. Наличие контакта поверхностей регистрируется через измерение микронным щупом и индикатором часового типа. Поверхностные дефекты фиксируются фотографированием и занесением в протокол. Измерение размеров производится микрометром и нутромером с последующей сверкой с заводскими допусками. Испытание на герметичность клапанных седел и камер сжатия выполняется методом подачи воздуха под давлением и фиксации падения давления по времени.
Контроль износа коленчатого вала и вкладышей производится замером радиального биения и толщины масляной пленки методом микрометрии. Измерение цилиндров проводится хонингометром с фиксацией овальности и конусности в отчетной форме. Результаты обработки инструментальных данных сводятся в дефектную ведомость с указанием требуемых операций восстановления и допустимых параметров замены компонентов.
Обработка блока цилиндров
Шлифовка плоскостей блока выполняется специализированным станком. Контроль геометрии производится после каждого этапа обработки. Расточка по техкарте.
Шлифовка плоскостей и восстановление геометрии
Подготовка поверхности головки блока и посадочных плоскостей блока цилиндров производится для восстановления параллельности и плоскостности. Замер плоскостей производится микрометром и щупом; фиксирование результатов протоколируется. Дефекты материи устраняются путем снятия контролируемого слоя металла с использованием плоскошлифовального оборудования. Шероховатость поверхности задаеться по нормативным параметрам производителя. Контроль геометрии выполняется после шлифования с применением индикаторной головки и поверочных плит. Очистка рабочих поверхностей производится обезжириванием и продувкой сжатым воздухом. Состояние прокладок головки оценивается при повторной сборке.

Расточка цилиндров
Расточка цилиндров производится по замерам износа. Заданные диаметры и допуски соблюдены. Контроль радиального биения выполняется после операции.
Параметры расточки и допуски
Установление номинальных диаметров цилиндров производится согласно заводским паспортным данным двигателя AITO M5 гибрид EREV 272 л.с. (2022–н.в.). Контрольные размеры для расточки указываются в миллиметрах с точностью до 0,01 мм. Допуск радиального биения цилиндра относительно плоскости блока ограничен 0,05 мм. Конусность по длине рабочей поверхности не должна превышать 0,03 мм. Отклонение круглости устанавливается максимум 0,02 мм. После расточки обязательна проверка шероховатости Ra, допускаемое значение Ra ≤ 0,8 мкм. Отверстия под направляющие втулки подвергаются контролю посадочных размеров с допуском ±0,02 мм. Контроль диаметра после хонингования производится калибром с допуском 0,01 мм. Документирование замеров осуществляется протоколом с указанием исходных и конечных значений, инструментальных средств и ответственных операций.

Подбор и замена поршней
Подбор поршней по размерам и допускам. Контроль диаметра цилиндров. Установка поршней с монтажной смазкой. Замер зазоров между кольцами.
Критерии подбора и контроль размеров
Определение номинальных размеров поршней и вкладышей производится по заводским допускам для двигателя AITO M5 гибрид EREV 272 л.с. (2022–н.в.). Классификация деталей по диаметру цилиндра и по допуску радиального зазора выполняется на основе измерений расточки и колец. Контроль наружного диаметра поршня и внутреннего диаметра цилиндра выполняется микрометром и калибром, с записью результатов в протоколе. Контроль зазоров шатунных и коренных вкладышей проводится плоскопараллельной щуповкой и микрометрическим измерением шеек коленвала. Измерение высоты поршня и компенсация массы проводится аналитическим методом с взвешиванием. Замеры кольцевых зазоров осуществляются упорной щуповой техникой с фиксированием величин. Присвоение классов износа производится по таблицам производителя. Отклонения от паспорта фиксируются в акте дефектовки с указанием рекомендуемой операции замены или расточки. При подборе комплектов предусматривать совместимость материалов и термообработки. Контрольная документация хранится в электронном архиве с проставлением даты и подписи ответственного лица.
Замена вкладышей коленвала
Демонтаж коленвала выполнен. Замена вкладышей произведена с контролем радиального зазора, измерение площади опоры выполнено, протокол оформлен.
Технология установки и контроль зазоров
Установка вкладышей производится по маркировке корпуса коленвала и шатунов. Подбор вкладышей выполняется по внутреннему диаметру посадочных мест и наружному диаметру коленчатого вала. Контроль радиальных зазоров выполняется щупом и микрометром с фиксацией величин в протоколе. Монтаж поршней и колец проводится с учётом взаимного расположения замков и допуска бокового зазора в канавках. Контроль осевого люфта коленвала осуществляется индикатором часового типа. Регулировка зазоров клапанов производится штангенциркулем по технологическим картам производителя. После окончательной сборки замеры зазоров повторяются и вносятся в акт.
Замена поршневых колец
Демонтирование поршня производится. Контроль зазоров в замках выполняется штатным щупом. Установка новых колец по размерной группе зарегистрирована.
Проверка зазоров в замках и посадка колец
Подготовка: очистка канавок поршней и промывка деталей органическим растворителем. Измерение внутреннего диаметра цилиндра осуществляется микрометром и индикатором часового типа для расчета зазора. Замеры толщина колец выполняется микрометром, при необходимости фиксируется износное отклонение. Установка кольца в цилиндр производится без перекоса, с последующей проверкой замкового зазора при помощи щупа с фиксацией значения в протоколе.
Параметры зазора сравниваются с нормативами производителя. При несоответствии величин производится подбор комплектующих по допуску или замена. Посадка колец контролируется на отсутствие заеданий и свободное перемещение в канавке; Протокол испытания включает серийные номера деталей, измеренные значения и вывод о возможности установки на окончательную сборку.

Ремонт и замена головки блока цилиндров
Демонтаж ГБЦ произведён. Разборка цилиндровой головки выполнена. Контроль седел и направляющих выполнен. Фрезеровка плоскости запланирована.
Разборка ГБЦ, контроль седел клапанов, фрезеровка плоскостей
Демонтаж головки блока цилиндров производится после маркировки и фиксации положения компонентов. Снятие навесных агрегатов выполняется последовательным снятием трубопроводов, датчиков и крепежа. Разборка клапанного механизма осуществляется с использованием приспособлений для удержания пружин и направляющих с обязательной защитой сальников. Контроль седел клапанов осуществляется измерением профиля сопряжения и плотности при посадке на смазку; параметры профиля протоколируются. Фрезеровка плоскостей выполняется на монтажном столе с контролем параллельности и шероховатости; снятый металл фиксируется в технологической карте. Оценка результатов проводится по допускам производителя; фиксация в акте дефектации обязательна.
Сборка двигателя
Сборка производится по этапам: установка коленвала, вкладышей, поршней с кольцами, ГБЦ. Применение новых уплотнений и контроль крутящих моментов.
Порядок сборки, применение уплотнений и момент затяжки
Сборка узлов двигателя выполняется по этапам с фиксированием каждой операции в журнале работ. Подготовка деталей включает очищение рабочих поверхностей, удаление остатков герметиков и контроль чистоты посадочных мест. Уплотнения подбираются по каталожным номерам и по материалу; замена силовых прокладок производится в обязательном порядке при разборке. Применение герметика допускается на указанных производителем поверхностях в нормированных объёмах.
Болтовые соединения затягиваются строго по последовательности и моментам, указанным в нормативной документации для конкретного двигателя. Момент затяжки указывается в ньютон-метрах; преднатяг достигается в несколько стадий с контролем крестообразной схемы. Фиксация момента производится калиброванным динамометрическим ключом с записью результатов в протокол. Контроль угловой добивки допускается при наличии соответствующего средства измерения.

Обкатка и настройка после ремонта
Обкатка проводится контролируемыми режимами. Настройка выполняется по параметрам ЭБУ. Запись параметров и итоговый протокол прилагаются.
Режимы обкатки, проверка рабочих параметров и окончательная диагностика
Обкатка двигателя AITO M5 гибрид EREV 272 л.с. производится в контролируемых условиях для формирования приработки деталей после сборки. Первичный режим обкатки предусматривается с ограничением нагрузки и частоты вращения в течение первых 100 км пробега. Полунагрузочный режим вводится после снятия начальных ограничений с последующим увеличением длительности рабочих циклов. Контроль рабочих параметров включает фиксацию давления масла, температуры охлаждающей жидкости, концентрации выхлопных газов и оборотов холостого хода. Параметры сравниваются с заводскими допусками. Окончательная диагностика выполняется после обкатки посредством сканирования ЭБУ, измерения компрессии и анализа виброакустики; протокол результатов формируется и прилагается к отчетной документации.
Составление акта выполненных работ и передача эксплуатационной информации
Формирование акта выполненных работ производится после завершения всех процедур по ремонту двигателя AITO M5 гибрид EREV 272 л.с. (2022–н.в.). В документ включаются перечень выполненных операций, использованные комплектующие с указанием оригинальности или соответствия техническим требованиям, номера и серийные сведения деталей, сведения о шлифовке, расточке и установленных зазорах. Результаты измерений компрессии и давления масла фиксируются в табличной форме с указанием допустимых значений и фактических показаний. Протокол обкатки содержит режимы, продолжительность и промежуточные проверки. Предоставление эксплуатационной информации оформляется отдельным листом с рекомендациями по маслу, пробегу до следующей проверки и ограничениями на эксплуатацию в первые часы работы двигателя. Подпись ответственного лица ставится в акте; копии документов передаются собственнику вместе с оригиналом акта и гарантийными документами на выполненные работы.