
Вhведение
Описание услуги ремонта двигателя Audi A3 2.0 TDI 150 л.с. 2016–н.в. Диагностика‚ оценка состояния‚ измерения‚ демонтаж‚ ремонт‚ сборка.
Цель документа
Определение состава работ и критериев приемки при ремонте двигателя Audi A3 2.0 TDI 150 л.с. 2016–н.в. Описание контрольных операций для диагностики‚ замера компрессии и давления масла‚ оценки износа‚ демонтажа и разборки агрегата. Установление последовательности дефектовки с фиксацией повреждений и измерений. Регламентация условий шлифовки коленвала и расточки блока с указанием допусков. Формулирование требований к подбору поршней‚ колец‚ вкладышей и головки блока цилиндров. Определение критериев приемки сборки и параметров обкатки. Формирование состава обязательной документации по результатам работ.
Область применения
Применение услуги ограничено двигателями Audi A3 2.0 TDI 150 л.с. 2016–н.в. Работы выполняются в стационарных мастерских с допуском к ремонту дизельных систем.
Модель и модификация двигателя
Идентификация двигателя произведена по маркировке: Audi A3 2.0 TDI‚ 150 л.с.‚ выпуск с 2016 года по настоящее время. Конфигурация двигателя: рядный четырехцилиндровый дизель с турбонаддувом‚ непосредственный впрыск топлива‚ система рециркуляции отработавших газов установлена. Рабочий объем 1968 см3. Номер типа и коды модификации фиксируются в сервисной документации. Версии с разной электроникой управления встречаются в пределах одной модификации. Ведомость запасных частей формируется по идентификатору двигателя. Применяемые материалы и допуски соответствуют заводским требованиям.

Перечень выполняемых работ
Состав работ: диагностика двигателя‚ измерение компрессии и давления масла‚ демонтаж‚ разборка‚ дефектовка‚ механическая обработка‚ сборка.
Полный список операций
Составление дефектной ведомости по результатам визуального осмотра и функциональной диагностики. Снятие двигателя с применением подъёмного оборудования и фиксация на сборочной раме. Демонтаж навесных агрегатов и разъединение топливных‚ охлаждающих и электрических коммуникаций. Разборка блока цилиндров с последовательной маркировкой деталей и фиксацией размеров. Измерение компрессии цилиндров методом поршневого теста с протоколированием результатов. Замер давления масла с использованием манометра и регистрация показателей при разных режимах. Дефектовка коленчатого вала‚ шатунов‚ поршней и втулок вкладышей с занесением в акт. Шлифовка коленвала и расточка блока с указанными допусками по посадкам. Подбор новых поршней‚ колец и вкладышей по размерам и материалу. Ремонт или замена головки блока цилиндров с притиркой седел и проверкой геометрии плоскости. Сборка двигателя с контролем зазоров клапанов и натяжения цепи привода газораспределения. Установка двигателя в моторный отсек и подключение систем. Обкатка на стенде с поэтапной рабочей нагрузкой и контроль параметров работы. Финальная калибровка электронных систем и оформление отчётной документации.
Технические требования
Контроль размеров по заводским допускам. Применение сертифицированных деталей. Испытания герметичности и давления при сборке проводятся.
Стандарты и допуски
Установлены промысловые и заводские величины‚ применимые к двигателю Audi A3 2.0 TDI 150 л.с. 2016–н.в. Значения зазоров поршневой группы‚ задних и передних вкладышей‚ биений коленвала и допусков радиальной и торцевой посадки указываются по заводской документации. Величины компрессии для каждого цилиндра фиксируются и сравниваются с нормативом. Давление масла при холодном и рабочем температурах измеряется и сопоставляется с паспортными пределами. Допуски на расточку цилиндров и шлифовку коленвала выражаются в микронах. Характеристики резьбовых соединений и крутящие моменты головки‚ маховика и опор указываются по техническим картам. Материалы расходных деталей соответствуют сертифицированным маркам металла. Контроль геометрии производится с использованием калиброванных инструментов и эталонных щупов. Записи о замерах вносятся в акт с указанием измерительных приборов‚ дат и идентификационных номеров партий деталей.
Необходимое оборудование и инструменты
Перечень оборудования: стенд компрессии‚ манометр масла‚ подъемник‚ съемники‚ токарный станок‚ расточник‚ шлифовальный инструмент.
Список специализированного оборудования
Диагностический стенд для дизельных систем подачи топлива. Измерительный комплект компрессии с адаптерами к свечным колодцам. Манометр для замера давления масла с набором переходников. Стенд для прогрева двигателя и имитации рабочих нагрузок. Подъемник с фиксирующими проушинами и опорами под двигатель. Траверса с регулировкой для снятия и установки агрегата. Разборочный стенд с системами вытяжки и защитой от попадания стружки. Пресс гидравлический для запрессовки вкладышей и поршневых пальцев. Шлифовальный станок для обработки коленвала с цифровыми показаниями. Расточной станок для блока цилиндров с системой охлаждения. Токарный станок для восстановления посадочных поверхностей. Микрометрический набор‚ щупы‚ нутромеры для контроля зазоров. Балансировочный станок для коленчатого вала. Устройство для испытания ГБЦ под давлением на герметичность; Станция подачи смазки и очистки деталей ультразвуком. Система калибровки и программирования форсунок и ЭБУ. Термокамера для обкатки компонентов. Комплект инструментов для монтажа резьбовых соединений и герметизации. Пломбировочный набор и форма для маркировки деталей.
Подготовка автомобиля
Размещение автомобиля в рабочей зоне. Отсоединение аккумулятора. Слив технических жидкостей. Обеспечение доступа к моторному отсеку и поддону.
Условия размещения и безопасность
Помещение для ремонта должно отвечать нормативам пожарной безопасности и электробезопасности. Пол рабочей зоны должен быть ровный‚ покрытие стойкое к маслам и охлаждающим жидкостям. Организация вытяжной вентиляции обязана обеспечивать удаление продуктов горения и паров топлива при пуске двигателя и во время обкатки. Освещённость рабочей зоны должна соответствовать нормам для точных измерений и сборочных операций. Зоны хранения деталей маркируются. Контейнеры для отработанных масел и химии должны иметь пломбы и обозначения. Оборудование для подъёма и перемещения двигателя применять с сертификацией и маркировкой грузоподъёмности. Электрические розетки и пульты диагностической аппаратуры эксплуатироваться с защитой от короткого замыкания. Системы пожаротушения обеспечивать оперативное срабатывание. Защитная ограда вокруг зоны обкатки должна быть установлена. Время доступа к эвакуационным выходам не должно превышать нормативные расстояния.
Предварительная диагностика
Сбор параметров двигателя. Считывание кодов ошибок. Замер компрессии для предварительной оценки. Замер давления масла для первичной оценки.
Сбор параметров и базовые проверки
Сбор исходных параметров производится перед выполнением любых операций. Фиксация VIN‚ модификации двигателя‚ контроль пробега и история обслуживания вносится в акт. Состояние визуальное фиксируется: следы утечек‚ коррозия‚ состояние шлангов и крепежа. Электрические цепи диагностируются сканером по кодам неисправностей с протоколом. Давление топлива замеряется на магистрали до рейки. Уровень масла и состояние фильтра документируются. Обороты холостого хода регистрируются при холодном и прогретом двигателе. Температура охлаждающей жидкости и давления масла замеряются датчиками. Показания фиксируются в журнале работ для последующей оценки.

Оценка состояния двигателя
Визуальный осмотр выявляет утечки и трещины. Измерения компрессии и давления масла осуществляются по регламенту. Фиксация результатов в акте.
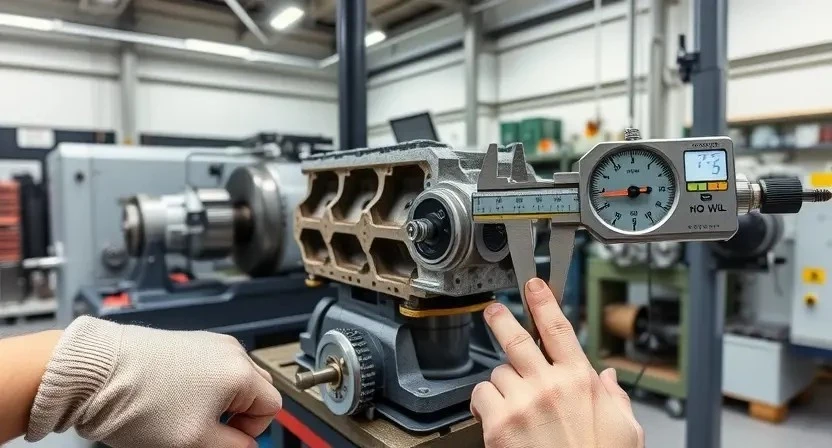
Критерии износа и повреждений
Фиксация следов задиров на цилиндрических поверхностях производится при визуальном и измерительном контроле. Допуск по радиальному зазору между поршнем и гильзой указывается в технической документации изготовителя. Износ вкладышей оценивается по остаточной толщине рабочей поверхности и по наличию раковин. Наличие трещин на блоке цилиндров и на головке блока фиксируется неразрушающим контролем. Изменение геометрии коленвала регистрируется при измерении биения и круглости шейки. Износ кольцевых канавок поршней определяется по ширине и деформации. Наличие коррозии на масляных каналах и следов задиров на распредвалах документируется. Уплотнительные поверхности головки оцениваются по плоскостности и следам прогорания. Наличие посторонних металлических включений в масле и на магнитах поддона отражается в акте дефектовки.
Измерение компрессии
Измерение компрессии выполняется по цилиндрам с применением манометра. Запись результатов в протокол. Сравнение с нормативными значениями.
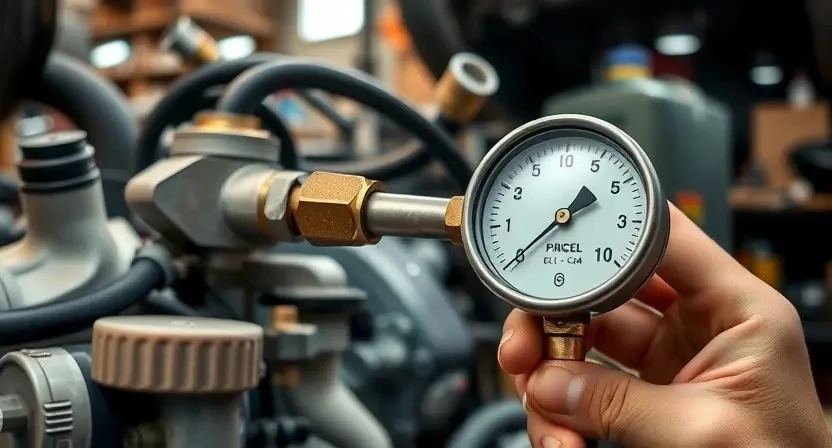
Порядок и методика измерений
Подготовка к измерениям производится с обеспечением рабочих температур и стабильного давления в системе. Отсоединение электрооборудования и впускной системы выполняется для исключения посторонних влияний. Для измерения компрессии применяются манометрический приборы с калибровкой‚ давление снимается на холодном и прогретом двигателе в стандартизированных циклах. Показания фиксируются для каждого цилиндра по отдельности в протоколе. Для определения давления масла используется манометр с диапазоном‚ соответствующим рабочим значениям‚ подключения производятся к масляному каналу на холодном и прогретом двигателе. Результаты сравниваются с нормами‚ расхождения документируются.
Измерение давления масла
Измерение давления масла производится манометром через адаптер. Фиксация показаний при холодном и рабочем температурах. Оформление протокола измерений.
Подготовка двигателя к измерениям включает обеспечить рабочую температуру‚ удалить системы‚ мешающие доступу к цилиндрам. Подготовка приборов производится согласно паспортам; Измерение компрессии выполняется манометрическим методом с оборотами стартера при закрытых впускных и выпускных клапанах; фиксация показателей по каждому цилиндру; Снятие свечей накаливания или форсунок производится для обеспечения проходимости. Измерение давления масла производится с подключением манометра к штатному штуцеру масляной магистрали; измерения проводятся при холостом ходе и при повышенных оборотах. Результаты вносится в акт с указанием предельных значений и отклонений. Анализ показателей производится по техническим паспортам двигателя и допускам производителя.
Принятие решения о демонтаже
Анализ диагностики выполнен. Принятие решения о демонтаже производится по критериям компрессии‚ давления масла и визуальным признакам повреждений.
Критерии для снятия двигателя
Фиксация признаков‚ при которых демонтаж силового агрегата признается обоснованным. Превышение допустимых значений компрессии по результатам измерений считается основанием для демонтажа при одновременном наличии механических повреждений поршней или цилиндров. Давление масла ниже нормативного диапазона при правильной работе масляной системы и при подтвержденных утечках в поддоне или магистралях рассматривается как основание для снятия.
Обнаружение трещин в блоке или в головке блока цилиндров после дефектовки считается прямым критерием к демонтажу для проведения восстановительной обработки или замены. Повреждение коленчатого вала‚ выявленное при визуальном осмотре или после шлифовки‚ подлежит снятию для замены или механической обработки на специализированном оборудовании. При обнаружении задиров на цилиндровых стенках в комбинации с износом поршневых колец демонтаж считается необходимым для расточки и подбора ремонтных комплектов.
Снятие двигателя
Фиксация автомобиля на подъёмнике. Отключение аккумулятора. Слив рабочих жидкостей. Снятие навесных агрегатов. Демонтаж двигателя с траверсы.
Последовательность операций при демонтаже
Снятие аккумуляторной батареи и отсоединение клемм. Слив моторного масла и охлаждающей жидкости в ёмкости‚ маркированной для дальнейшей утилизации. Демонтаж воздушного фильтра и корпуса турбокомпрессора. Отсоединение топливных магистралей с использованием заглушек для предотвращения вытекания и попадания воздуха. Снятие выпускной системы от коллектора до турбокомпрессора. Отключение электропроводки от датчиков блока управления двигателем и от стартер-генератора. Снятие ремней приводов и роликов. Демонтаж навесных агрегатов: компрессора кондиционера при сохранении герметичности‚ гидроусилителя руля и насосов. Фиксация коробки передач для предотвращения смещения. Снимаемый двигатель извлекается с использованием траверсы‚ установленной на подъемник‚ с фиксацией точек крепления согласно заводской схеме.

Разборка агрегатов
Разборка блока цилиндров производится по операциям: демонтировать навесные узлы‚ снять головку‚ извлечь поршни‚ разделить блок и картер.
Порядок разборки блока и навесных частей
Подготовка места работы выполняется с демонтажем элементов‚ мешающих доступу к блоку цилиндров. Электропитание отключается‚ топливная система изолируется‚ система охлаждения опорожняется. Снятие навесного оборудования производится в последовательности: воздухозаборник‚ интеркулер‚ впускной коллектор‚ турбокомпрессор отключается от коллектора. Системы трубопроводов и проводки маркируются и фиксируются для сохранения трасс. Крепления двигателя к раме ослабляются‚ опора двигателя поддерживается траверсой. Снятие двигателя выполняется с использованием подъемного оборудования с контрольными точками. Разборка блока начинается с удаления головки цилиндров‚ коллекторов и крышек распределительных валов. Масляный поддон демонтируется‚ шатуны и поршни извлекаются через технологические проемы. Маркировка деталей и упаковка обеспечивают сохранность и последующую идентификацию при сборке.

Дефектовка и документация
Фиксация дефектов производится по контрольным картам. Составление актов дефектовки. Фотофиксация деталей с отметкой размеров и повреждений.
Фиксация дефектов и составление актов
Фиксация дефектов производится по результатам визуального осмотра‚ замеров и дефектоскопии. Внесение данных осуществляется в формализованный акт с уникальным номером. Указание позиции дефекта сопровождается фотофиксацией и замером‚ оформленным таблицей с единицами измерения. Для каждого элемента указывается состояние: пригоден к эксплуатации‚ подлежит восстановлению‚ подлежит замене. Описание дефекта включает характер повреждения‚ геометрические параметры‚ степень износа в процентах и допустимый допуск по стандарту. Дополнительно фиксируются примененные методы контроля‚ оборудование‚ калибровка приборов и дата проведения работ. Подпись ответственного специалиста заменяется печатью мастерской и кодом операции в базе данных.
Шлифовка коленвала и расточка блока
Коленвал шлифуется до заводских допусков. Расточка блока проводится с контролем круглости и соосности. Замена вкладышей по чертежам.
Технология обработки и допуски
Обработка коленвала производится на станке с цифровым управлением в соответствии с заводскими чертежами. Шлифовка выполняется абразивными кругами определённой зернистости. Контроль диаметра шейки проводится микрометром и индикатором. Расточка блока цилиндров осуществляется специализированным оборудованием с фиксированными допусками по посадке гильз. Контроль овальности и конусности производится измерительным набором и протоколируется. При подборе вкладышей учитываются зазоры масляные по таблице. Шероховатость поверхностей приводится к нормам. Балансировка коленвала допускается в рамках заводских пределов. Финишная обработка сопрягаемых поверхностей осуществляется притиркой с контролем плоскостности.
Подбор и замена поршней‚ колец‚ вкладышей
Подбор по допускам выполняется. Замена поршней‚ колец и вкладышей производится по измеренным размерам. Контроль зазоров фиксируется в акте.
Критерии подбора и последовательность установки
Подбор деталей выполняется на основании измерений рабочей поверхности цилиндров‚ диаметра шатунных и коренных шеек‚ износа поршневых канавок. Применение деталей с несоответствующими размерами исключается. Порядок установки определяется технологической картой: первый этап ー подбор вкладышей по посадочному размеру; второй этап ー подбор поршней по диаметру и массе; третий этап ⎼ подбор колец по профилю и зазору. Совмещение параметров балансировки принимается при подборе комплектов. Сборка осуществляется по оставшимся допускам. Контроль бокового зазора и торцевого зазора производится после установки. Быстрая диагностика посадочных мест выполняется до монтажа. Документация о соответствии деталей составляется и прилагается к акту работ.
Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика ГБЦ производится. Дефекты фиксируются. Ремонтные работы документируются. Замена выполняется при превышении допусков.
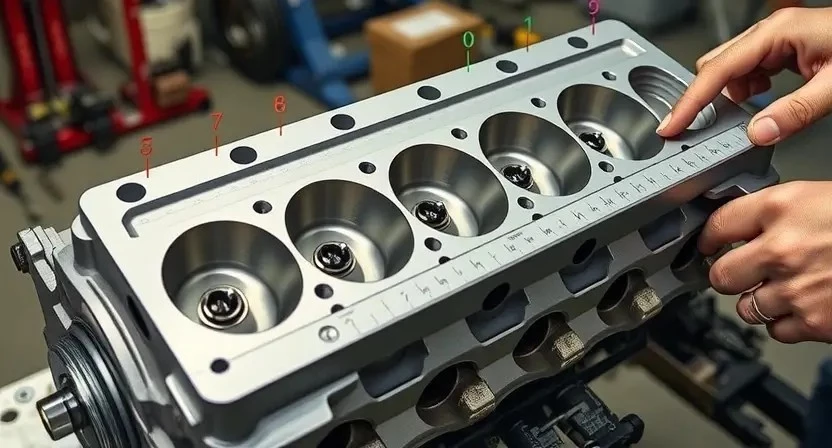
Диагностика ГБЦ и способы восстановления
Визуальный осмотр головки блока цилиндров выполняется при очистке от загрязнений и нагара. Контроль геометрии поверхности проведения уплотнения производится на плоском поверочном столе с использованием щупов и индикатора. Проверка трещин осуществляется магнитопорошковым или красочным методом в зависимости от материала. Измерение геометрии седел клапанов и направляющих выполняется микрометром и калибрами. Испытание на герметичность камер сгорания проводится методом давления с манометром и герметизирующими пробками. Ремонтные операции классифицируются по степени дефекта: шлифовка плоскости‚ проточка каналов‚ фрезеровка седел‚ запрессовка направляющих‚ установка новых направляющих и седел со сваркой или наплавкой при необходимости. Применение ремонтных вставок допускается при соблюдении заводских допусков. Документация дефектовки оформляется с указанием размеров до и после восстановления‚ применённых материалов и операций. Контроль качества завершается повторным измерением геометрии и испытанием на герметичность.
Сборка узлов и проверка зазоров
Сборка узлов производится по спецификациям. Зазоры измеряются щупами и фиксируются в акте. Контроль моментных затяжек выполнен.
Последовательность сборочных операций
Подготовка узлов к сборке производится очисткой и дефектацией деталей после ремонта. Применение оправок и фиксаторов для центровки валов и поршней; Поршни и кольца устанавливаться в цилиндры с контролем зазора кольца; зазоры регистрироваться в акте. Вкладыши вкладываться с нанесением смазки на рабочие поверхности; посадочные места протираться от загрязнений. Коленчатый вал устанавливаться с контролем осевого зазора; замеры вноситься в протокол. ГБЦ монтироваться с новой прокладкой; моменты затяжки фиксироваться в порядке‚ указанном заводом-изготовителем. Распредвалы устанавливаться в шестерни по меткам; натяжение цепи или ремня регулироваться. Привод масляного насоса подключаться с проверкой подачи при испытании на холостом ходу. Сборка навесных агрегатов выполняться по спецификации. Контроль масляного давления и компрессии проводиться до окончательной установки крышек и кожухов.
Установка двигателя и подключение систем
Монтаж двигателя производится в посадочное место. Подключение коммуникаций и электропроводки выполняется по схеме производителя. Проверка герметичности.
Порядок монтажа и подключение коммуникаций
Монтаж двигателя выполняется согласно технологической карте. Установка производится на крепления‚ предусмотренные конструкцией. Контроль совмещения монтажных площадок осуществляется до закрепления. Крепёж затягивается в три этапа с использованием динамометрического ключа по заданным моментам. Подключение систем охлаждения выполняется с применением новых уплотнений. Подсоединение маслопроводов производится с учетом направления потока и рекомендованных усилий на фитингах. Трубопроводы топливной системы подключаются с заменой фильтрующих элементов при необходимости.
Электропроводка укладывается по штатным каналам. Разъёмы обрабатываются очистителем контактов перед сборкой. Воздушные шланги соединяются с фиксатором и герметизируются соответствующими хомутами. Подсоединение вакуумных магистралей производится с проверкой целостности. Запуск производится после заполнения систем рабочими жидкостями и удаления воздуха из контуров. Контроль утечек и параметров производится на холостых оборотах до выхода на рабочие температуры.
Обкатка и проверочные испытания
Обкатка проводится на стенде в контролируемых режимах. Испытания включают замер давления‚ температур‚ вибраций‚ утечек и параметров работы.
Режимы обкатки и перечень контрольных параметров
Обкатка двигателя после капитального ремонта выполнять в контролируемых режимах. Первый этап ー прогревочный цикл на холостом ходу до стабильной температуры охлаждающей жидкости и масла. Второй этап ⎼ постепенное увеличение нагрузки при низких оборотах с удержанием в диапазоне 1500–2500 об/мин в течение заданного времени. Третий этап ー интервальная эксплуатация с чередованием участков малой и средней нагрузки для формирования масляной пленки и приработка новых деталей.
Контроль проводится по значениям давления масла‚ температуре масла и охлаждающей жидкости‚ уровню вибраций‚ динамике утечек‚ расходу топлива и наличию посторонних шумов. Давление масла фиксируется датчиком на холостом ходу и под нагрузкой; отклонения фиксируются в акте. Температура регистрируется датчиками для масла и ОЖ; пределы допуска указываются в рабочей документации. Вибрации измеряются виброметром в трёх плоскостях; превышение предела вызывает дополнительную диагностику. Измерение расхода топлива производится бортовым оборудованием или точными стендовыми приборами. Звуковая диагностика фиксируется спектральным анализом; выявленные гармоники документируются. Проверка герметичности выполняется визуально и с применением опрессовочного оборудования; обнаруженные утечки оформляются дефектным листом. Испытания должны сопровождаться периодической записью параметров в журнал с указанием времени‚ режима и результатов замеров.

Настройка и финальная диагностика
Настройка ECU производится. Калибровка датчиков выполнена. Контрольные прогревочные циклы пройдены. Отчет о параметрах сформирован.
Калибровка систем и составление отчета
Калибровка электронных и механических систем двигателя проводится после сборки и первичной обкатки. Калибровка выполняется с использованием диагностического оборудования‚ калибровочных адаптеров и программного обеспечения‚ совместимого с платформой Audi. Параметры‚ подлежащие калибровке: угол опережения зажигания‚ положения дроссельной заслонки‚ параметры подачи топлива‚ коррекция давления наддува‚ сигналы датчиков давления и температуры. В результате калибровки фиксируются контрольные значения‚ отклонения и принятые коррекции.
Составление отчета производится в структурированном формате. В отчет включаются исходные данные при поступлении‚ протоколы измерений компрессии и давления масла‚ перечень заменённых деталей с их артикулами‚ данные о применённых технологиях обработки‚ окончательные установленные параметры‚ рекомендации по эксплуатации после обкатки и перечень гарантийных условий. Отчёт оформляется в печатном и электронном виде. Хранение документации производится в электронном архиве с метаданными по дате и VIN.