
Описание услуги: Выполнение диагностики и комплексного ремонта двигателя Audi Q3 2.0 TFSI 245 л.с. 2019–н.в.; документирование этапов работ.
Описание услуги
Описание услуги предусматривает проведение последовательного комплекса работ по двигателю Audi Q3 2.0 TFSI 245 л.с. 2019–н.в. Диагностика выполняется с применением специализированного оборудования для получения кодов ошибок и параметров работы. Оценка состояния включает анализ механической части, систем смазки и охлаждения. Измерение компрессии и давления масла производится по регламентным процедурам с фиксацией результатов. Снятие агрегата осуществляется по технологической карте с маркировкой узлов. Разборка проводится по этапам для обеспечения сохранности деталей. Дефектовка выполняется с инструментальной и визуальной проверкой на износ и повреждения. Шлифовка и расточка предполагают контроль размеров и шероховатости. Замена поршней, колец и вкладышей производится с подбором по заводским допускам. Работы с головкой блока включают восстановление геометрии и замену прокладки. Сборка и обкатка осуществляются с применением смазочных материалов и настройкой управляющей электроники. Документация работ оформляется с перечнем замененных компонентов и измерений.
Область применения
Применение услуги ограничено бензиновыми двигателями Audi Q3 2.0 TFSI 245 л.с. 2019–н.в.; работы выполняются в стационарных условиях сервиса.
Модель и двигатель
Audi Q3 2019–н.в. с бензиновым турбированным двигателем 2.0 TFSI, номинальная мощность 245 л.с., рядная компоновка четырех цилиндров, цепной привод ГРМ. Конфигурация включает систему непосредственного впрыска топлива, турбокомпрессор с изменяемой геометрией коллектора, электронную систему управления дроссельной заслонкой и систему изменения фаз газораспределения. Корпус блока изготовлен из алюминиевого сплава с гильзами цилиндров и интегрированной рубашкой охлаждения. Коленчатый вал выполнен из кованой стали, поршни — облегченные кованые или литые с кольцевыми канавками под маслосъемные и компрессионные кольца.
Система смазки включает масляный насос с переменным давлением и датчик давления масла в головке. Электронная система управления двигателем обеспечивает адаптивную подстройку угла опережения зажигания и времени впрыска. Спецификации зазоров, давления и момент затяжки фиксируются производителем и применяются при проведении работ, включая измерения компрессии и давления масла, разборку и сборку узлов, дефектовку и восстановление геометрии деталей.
Цели работ
Обеспечение восстановления рабочего ресурса двигателя; выполнение диагностики, оценка технического состояния, документирование проведённых процедур.
Ожидаемые результаты ремонта
В результате выполненных операций восстанавливается рабочая герметичность цилиндропоршневой группы. Измеренные значения компрессии и давления масла приводятся к заводским параметрам. Изношенные поршни, кольца и вкладыши заменяются комплектами по размерам. Геометрия поверхностей блока и головки блока цилиндров восстанавливается шлифовкой и расточкой с подтверждением размеров по контрольным картам. После сборки производится калибровка системы управления двигателем и адаптация параметров; Обкатка проводится при контроле температуры, давления масла и состава выхлопа. Журнал работ включает замерные протоколы, перечень установленных деталей и коды программных корректировок. Гарантийные сроки и условия указываются в акте выполненных работ.

Подготовка к работам
Подготовка включает инвентаризацию инструментов, заказ деталей по VIN, подготовку стенда, контроль расходных материалов, оформление рабочих карт и графика.
Оборудование и инструменты
Перечень оборудования и инструментов для обслуживания двигателя Audi Q3 2.0 TFSI 245 л.с. 2019–н.в. включает стенды и приборы, применяемые на всех этапах ремонта. Для диагностики предусмотрены сканеры с поддержкой протоколов производителя и адаптаций, приборы для считывания кодов и сохранения журналов. Для измерений компрессии и давления масла используются манометры класса точности не ниже 1,0 и адаптеры под свечные отверстия и масляные каналы. Для снятия и монтажа агрегата предоставляются подъёмные приспособления со штатными креплениями и траверсы. Для разборки предусмотрены комплектированные наборы торцевых головок и динамометрические ключи с поверенными градуировками. Для дефектовки применяются нутромеры, микрометры, индикаторы часового типа и приборы неразрушающего контроля. Для расточки и шлифовки задействуются станки с ЧПУ и балансировочные стенды с записью параметров. Для установки вкладышей и поршней используются монтажные оправки и прессовое оборудование с контролем силы. Для работ с головкой блока применяются фрезерные столы и планетарные шаблоны для контроля плоскостей. Для обкатки и калибровки систем предусмотрены стенды прогрева и эмуляторы датчиков. Для хранения и маркировки деталей используются промаркированные поддоны и наборы маркеров, исключающие смешение комплектующих. Для обеспечения безопасности предусмотрены защитные экраны, вытяжки для удаления паров и средства индивидуальной защиты с сертификацией.

Первичная диагностика
Снятие кодов неисправностей производится сканером. Журналирование параметров двигателя. Замеры рабочих температур и оборотов выполняются в нагрузке.
Снятие кодов неисправностей и журналирование
Подготовка диагностического стенда выполняется по регламенту производителя; Подключение диагностического адаптера производится к сервисной розетке автомобиля. Считывание кодов ошибок выполняется фирменным сканером с сохранением данных в электронный журнал. Коды ошибок классифицируются по происхождению: электроника, топливная система, механика, датчики. Сопутствующие параметры записываются: обороты холостого хода, давление топлива, температура охлаждающей жидкости, напряжение бортсети. Расшифровка кодов проводится по справочным базам данных. Сформированный отчет включает список кодов, временные метки, сохраненные живые данные и рекомендуемые последующие операции. Архивация отчета производится в формате, совместимом с системой учета работ.
Оценка состояния двигателя
Оценка включает измерение компрессии, давления масла, инспекцию видимых повреждений, фиксацию дефектов в протоколе и классификацию работ.
Визуальная инспекция внешних узлов
Визуальная инспекция проводится для фиксации внешних признаков, влияющих на работоспособность двигателя. Осмотр внешней поверхности блока цилиндров, крышки распределительного вала, масляного поддона и прилегающих магистралей выполняется при хорошем освещении. Фиксация трещин, следов течи масла, коррозионных поражений и механических деформаций производится в журнале. Состояние уплотнений и сальников документируется по параметрам эластичности и наличию дефектов. Оценка крепежных элементов производится по степени износа и моментам затяжки. Состояние шлангов и электрических разъемов определяется по наличию термических повреждений, оплавлений и нарушений изоляции. Фиксация результатов сопровождается фотофайлами и отметками времени, после чего формируется перечень дальнейших измерений и операций.
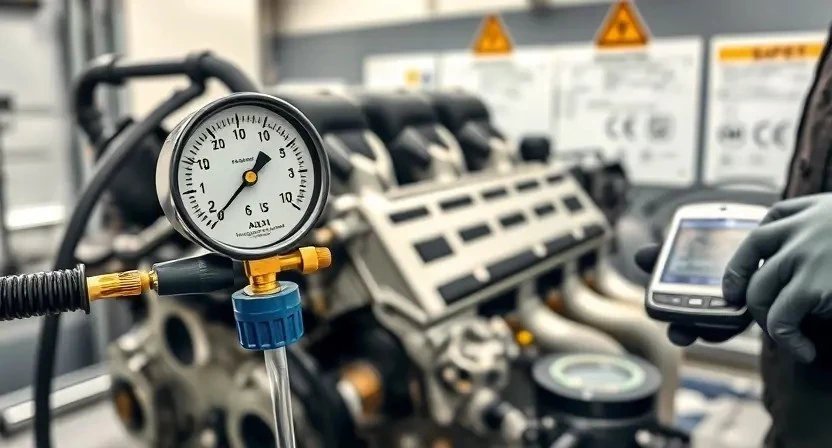
Измерение компрессии
Методика: Демонтаж свечей, установка манометра, проворот коленвала стартером; фиксация пиковых значений по цилиндрам и внесение в журнал.
Методика выполнения и контрольные значения
Измерение компрессии выполняется компрессометром с адаптером для свечного отверстия. Подготовка двигателя предусматривает отключение системы зажигания и подачи топлива для предотвращения вращения. Прокрутка коленвала производится стартером до установления стабильного показания на манометре. Контрольные значения компрессии для цилиндра: минимальное 11 бар, допускается разброс между цилиндрами до 0,5 бар.
Измерение давления масла производится с помощью цифрового манометра, подключаемого к магистрали давления. Измерение выполняется на прогретом двигателе при 800 об/мин и при 3000 об/мин. Норма давления масла на холостом ходу 1,0–1,5 бар, при 3000 об/мин не менее 3,0 бар. Фиксация результатов журналом выполняется по каждому цилиндру и режиму картерных давлений.
Измерение давления масла
Производство измерения давления масла производится манометром через штуцер; фиксация показаний при холостом ходу и нагрузке; журналирование результатов.
Порядок замера и допустимые параметры
Подготовка измерительного комплекса и калибровка датчиков выполняется перед работой. Замер давления масла производится при холодном и рабочем состояниях двигателя через штатный или временный датчик на масляной магистрали. Значения фиксируются при холостых оборотах и при 3000 об/мин. Допустимое абсолютное давление при холостом ходе составляет не ниже 0,8 бар; при 3000 об/мин не ниже 2,0 бар. Отклонение между цилиндрами не должно превышать 0,2 бар. При падении давления ниже указанных величин производится поиск источника утраты давления.
Документирование результатов замера производится с указанием температуры масла и применяемого манометра. Ведение журнала дефектов и протокол замеров включаются в итоговую ведомость.

Решение о демонтаже
Критерии демонтажа: выявленные превышения зазоров, компрессия ниже нормы, давление масла за пределами регламента, трещины или повреждения корпуса.
Критерии перехода к снятию агрегата
Оценка состояния двигателя производится по измерениям и результатам диагностики. Принятие решения о снятии агрегата основывается на совокупности параметров, подтверждающих невозможность восстановления узлов на месте.
Давление масла фиксируется ниже нормативного диапазона работающего мотора при частоте вращения холостого хода; при уменьшении давления на 20% и более относительно паспортного значения производится рассмотрение демонтажа.
Компрессия измеряется по цилиндрам; расхождение между цилиндрами превышает 15% или одно значение ниже минимального порога рассматривается как основание к снятию.
Визуальная инспекция выявляет трещины в блоке, деформации плоскостей и масляные каналы с выраженной эрозией; наличие механических повреждений кривошипно-шатунного механизма учитывается при принятии решения.
Коды неисправностей и журналирование показывают критические коды по системе смазки или по детонации, сопровождающиеся повторяемостью; при отсутствии коррекции параметров в рамках программной адаптации переход к демонтажу считается оправданным.
Снятие двигателя
Отсоединение коммуникаций и электрики производится. Демонтаж навесного оборудования выполняется. Подвеска двигателя к подъемнику организована. Документация ведется.
Последовательность операций при извлечении
Обеспечение безопасности при вывешивании автомобиля и фиксация на подъемнике. Отключение аккумуляторной батареи и изоляция электрических цепей. Слив моторного масла и охлаждающей жидкости в подготовленные емкости с маркировкой. Демонтаж элементов системы впуска, выхлопа и вспомогательных агрегатов, обеспечивающих доступ к опорам двигателя. Отсоединение топливных магистралей и вакуумных шлангов с применением пробоотборных заглушек. Отсоединение электропроводки с маркировкой разъемов для последующей сборки. Ослабление и снятие опор крепления коробки передач при сохранении трансмиссии на подставках. Установка домкратов под картер для исключения провисания. Освобождение крепежа двигателя к раме и передаче крутящего момента. Подвешивание двигателя к траверсе с использованием грузоподъемного оборудования, сертифицированного для массы агрегата. Постепенное снятие опор и опускание двигателя с контролем углов крена. Помещение извлеченного агрегата на монтажную тележку и фиксация хомутами. Оформление журналов работ с указанием номеров снятых деталей и состояния крепежа.
Разборка двигателя
Демонтаж узлов выполнен по этапам. Снятие головки, коленвала и поршней выполнено. Маркировка деталей произведена. Части очищены от отложений.
Разборка блоков и систем
Разборка блока цилиндров выполняется в строго определенной последовательности. Снятие навесных агрегатов производится до демонтажа головки блока. Фиксация маркировки деталей и соединений обеспечивается для последующей сборки. Слив технологических жидкостей осуществляется через предусмотренные отверстия, сбор материалов производится в емкости с маркировкой. Снятие головки блока производится по этапам с контролем моментных характеристик крепежа. Газораспределительный механизм демонтируется с фиксацией положения шкивов и натяжителей. Коленчатый вал подвергается расконсервации и оценке биения. Поршневая группа извлекается по цилиндру, плунжеры маркируются. Система смазки отделяется с промывкой магистралей и фильтров. Электрические разъемы отсоединяются с применением инструмента, исключающего механическое повреждение. Картер демонтируется с сохранением прокладочных поверхностей и последующей упаковкой деталей по комплектам.

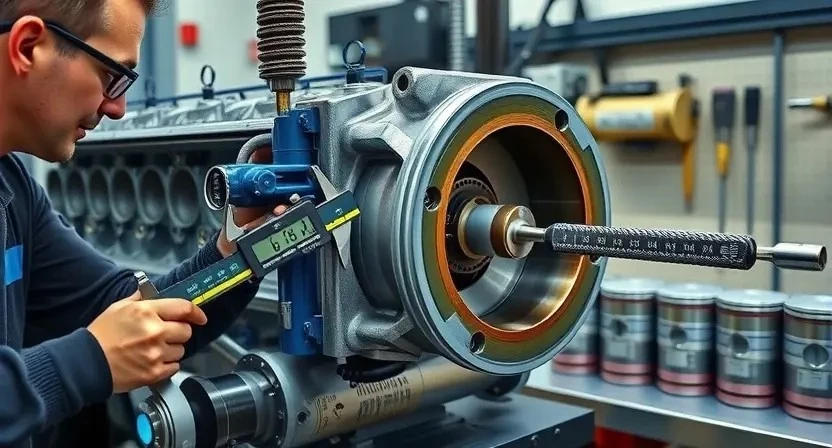
Дефектовка деталей
Дефектовка деталей производится поэлементно: измерение износа, выявление трещин, оценка коррозии, фиксация допусков и допущенных отклонений.
Методы выявления износа и повреждений
Визуальная оценка поверхности цилиндров и поршней производится при освещении направленного типа с использованием увеличительных приборов. Фотофиксация дефектов выполняется для последующего учета в отчете. Измерение зазоров в шатунных и коренных подшипниках проводится с применением щупов и микрометра. Снятие показаний толщины стенок и овальности выполняется с использованием нутромеров и микрометров. Контроль трещин головки блока и блока цилиндров производится с применением магнитной дефектоскопии и красителя для обнаружения капиллярных нарушений. Замеры шероховатости поверхности поршневых канавок и торцов поршней фиксируются профилометром. Оценка состояния масляных каналов и сетки фильтра производится путем промывки и оптического осмотра с эндоскопом. Испытание на герметичность впускных и выпускных клапанов выполняется манометром и вакуумным испытателем. Запись результатов производится в формате протокола с указанием измерительных инструментов и допусков.
Шлифовка и расточка
Шлифовка колец и расточка цилиндров выполняются по технологической карте. Контроль диаметра производится микрометром. Документация прилагается.
Контроль размеров и состояние поверхностей
Измерение диаметров цилиндров и шатунных шеек выполняется микрометром и нутромером с протоколированием значений. Расточка фиксируется в журнале с указанием припуска и допуска; сопоставление результатов с заводскими параметрами производится по коду двигателя. Плоскостность поверхностей головки блока и блока цилиндров оценивается щупом и индикатором качания с записью величин деформации. Шероховатость поверхностей измеряется профильметром; отклонения вносится в акт дефектовки. Контроль конусности и биения поршневых каналов осуществляется индикатором; превышение допусков фиксируется. Фиксация результатов производится в электронном виде и в бумажном журнале, с указанием инструмента и калибровки.
Замена поршней и колец
Подбор поршней по размеру и допуску. Монтаж колец по фазировке. Измерение зазоров производится до окончательной сборки. Документация работ ведётся.
Подбор элементов и монтажные допуски
Подбор поршней выполняется по внутреннему диаметру цилиндров после расточки и по массе в сборе; соответствие размера маркируется на деталях. Подбор колец осуществляется по канавкам головок поршней и по зазору в замке; зазоры измеряются щупом при температуре окружающей среды 20°C. Подбор вкладышей производиться по коду ремонтной комплектации и по зазору шатунной шейки при установленном коленвале. Подбор направляющих и седел клапанов осуществляется по износу направляющих и по посадочному конусу седла.
Монтажные допуски документируются отдельно. Допуск радиального зазора вкладышей в шатунной группе 0,02–0,05 мм для стандартных ремонтных размеров. Допуск осевого люфта коленвала 0,10–0,25 мм. Допуск зазора поршневого кольца в цилиндре: первые компрессионные 0,15–0,30 мм, маслосъемное 0,20–0,40 мм. Зазор между шатуном и шейкой коленвала после установки вкладышей должны быть подтверждены замером микрометром и щупом. Документация по каждому комплекту прикладывается к акту выполненных работ.
Замена вкладышей коленвала
Замена вкладышей выполнена по паспорту двигателя. Контроль зазоров произведён микрометром. Установлены новые вкладыши с соблюдением допустимых натягов.
Контроль зазоров и установка вкладышей
Контроль зазоров осуществляется перед монтажом коленвала. Измерение выполняется щупом толщиномером и микрометром для определения наружного диаметра шейки и внутреннего размера коренных постелей. Сопоставление измерений с заводскими допусками фиксируется в протоколе. Подбор вкладышей производится по метке и посадочному месту. Вкладыши должны соответствовать классу ремонтного диаметра и иметь маркировку.
Установка вкладышей производится с применением очистки масляных отверстий и поверхности посадочных гнезд. Контактные поверхности покрытия не обрабатываются после установки. Сборка осуществляется с применением смазки для начального пуска. Допуск смещения устанавливается по радиальному зазору, контрольный замер проводится после легкой пригонки вкладышей. Результаты регистрации вносятся в ведомость работ и прикладываются к акту сдачи.
Работы с головкой блока цилиндров
Демонтаж ГБЦ выполнен; Дефектовка клапанов, направляющих и седел проведена. Плоскость шлифована при заданной шероховатости и биении.
Ремонтные операции и проверка геометрии
План работ предусматривает проведение восстановительных операций с головкой блока цилиндров и контрольных измерений геометрии посадочных и рабочих поверхностей. Демонтажная операция головки производится при документированном соблюдении маркировки и последовательности креплений. Очистка поверхностей от нагаров и отложений выполняется механическими и химическими способами с регистрацией использованных средств. Проверка плоскостности поверхности ГБЦ осуществляется линейкой и щупом с указанием предельного прогиба 0,05 мм на длине 300 мм; при превышении допустимого значения планирование поверхности допускается с удалением слоя не более 0,5 мм. Контроль седел клапанов и направляющих включает измерение посадочных диаметров микрометром с протоколированием результатов. Испытание на трещины производится магнитопорошковым или красочной методикой в соответствии с нормативами. Обработка седел клапанов осуществляется растачиванием и притиркой по посадочным размерам с записью допусков. Замена прокладки ГБЦ производится с применением оригинальной или эквивалентной детали с фиксацией крутящего момента затяжки болтов по этапам и величинам в документации. Контроль герметичности камер сгорания выполняется методом опрессовки с протоколированием утечек и давлений. Обработка и проверка развала-поперечного биения колодцев клапанов осуществляется на стенде с указанием допусков в протоколе.

Сборка двигателя
Сборка производится по регламенту: установка коленвала, вкладышей, поршней, ГБЦ с соблюдением крутящих моментов, контроль зазоров и смазка узлов.
Порядок сборочных операций и смазка
Сборка двигателя выполняется по этапам, соответствующим заводской технологии. Установление кривошипно-шатунного механизма производится с контролем осевых и радиальных зазоров. Шатунные крышки монтируются с моментами затяжки, указанными в технической документации. Подшипники вкладышей подлежат смазке специализированным составом до установки. Поршневые группы собираются с соблюдением ориентации и натяга колец, применение калиброванных инструментов обязательно. Вал распределительный устанавливается с прокладками и герметиком, рекомендованным производителем. Муфты фаз газораспределения фиксируются в позициях, зафиксированных маркировкой. Привод газораспределения собирается по меткам синхронизации. Клапанная крышка монтируется с новым уплотнителем. Масляный насос устанавливается с проверкой подачи масла на холостом ходу на стенде. Схема смазки контролируется путем измерения давления и визуального контроля подачи по каналам после первичного запуска.
Обкатка двигателя
Обкатка производится по этапам: прогрев, постепенное увеличение нагрузки, контроль параметров, запись данных, корректировки по результатам мониторинга.
Параметры обкатки и мониторинг показателей
Программа обкатки двигателя Audi Q3 2.0 TFSI 245 л.с. предусматривается в трех этапах с фиксированием параметров. На первом этапе производится запуск и прогрев до рабочей температуры при минимальных нагрузках; фиксирование температуры охлаждающей жидкости, давления масла и оборотов холостого хода. На втором этапе задаются переменные нагрузки с плавным увеличением оборотов до средних значений; регистрация показаний датчиков давления наддува, расхода топлива и состава отработанных газов. На третьем этапе выполняется выход на эксплуатационные режимы с контролируемой нагрузкой; запись графиков вибрации, утечек и динамики давления масла. Мониторинг производится с применением диагностического сканера, манометров и анализатора выхлопа. Результаты тестов вносится в акт обкатки и передаётся в сервисную документацию.

Настройка и калибровка систем
Настройка ECU производится после сборки; калибровка датчиков давления и положения валика выполняется с записью параметров в журнал. Контроль адаптаций выполнен.
Регулировка фаз газораспределения и контроль ECU
Настройка фаз газораспределения производится с целью восстановления синхронизации распределительного вала и коленчатого вала. Первичный этап ⎼ фиксация меток распредвалов и коленвала при выставленном ВМТ. Затем выполняется демонтаж элементов привода газораспределения при необходимости доступа к точкам регулировки. Регулировочные планки устанавливаются при наличии допустимых люфтов. Кулачковые поверхности оцениваются по износу; при обнаружении дефектов производится замена компонентов привода.
Контроль ECU включает считывание блоков управления, анализ адаптационных значений и архивирование параметров до вмешательства. Корректировка программных карт производится через специализированный интерфейс производителя. Параметры впрыска и фазы газораспределения фиксируются в отчёте после завершения процедур. Обязательной частью является тестирование двигателя на холостом ходу и под нагрузкой с целью верификации совпадения фактических фаз с заданными значениями.
Отчетность и гарантийные обязательства
Выдача акта выполненных работ и подробного отчета. Гарантия на комплектующие и работы оформляется на указанный срок согласно регламенту сервиса.
Документация выполненных работ и сроки гарантии
Оформление акта выполненных работ производится с перечислением выполненных операций, использованных материалов и узлов. В акт вносится информация о диагностике, измерениях компрессии и давления масла, снятии, разборке, дефектовке, шлифовке, расточке, замене поршней, колец, вкладышей и головки блока цилиндров, сборке, обкатке и настройке. Приложение к акту содержит фотопротокол повреждений и размеров, результаты контрольных измерений до и после ремонтов. Ведомость запчастей включает позиций с заводскими номерами и упаковкой.
Гарантийный талон выдается на кузовные и моторные работы отдельно. Период гарантийного покрытия устанавливается в документации и указывается в акте; гарантийный срок на выполненные механические работы и детали определяется видоизменением позиции в гарантийном талоне. Условия аннулирования гарантии фиксируются в приложении и включают эксплуатационные ограничения, использование несертифицированных компонентов и несвоевременную сервисную обкатку. Журнал технического обслуживания передается вместе с документами; регистрация операций выполняется в нем с указанием даты, пробега и идентификаторов замененных деталей.