
Описание объекта работ: автомобильный двигатель Cadillac ATS 3.6 V6 335 л.с. (2012–2018). Объём работ включает диагностику, оценку состояния.
Описание объекта работ
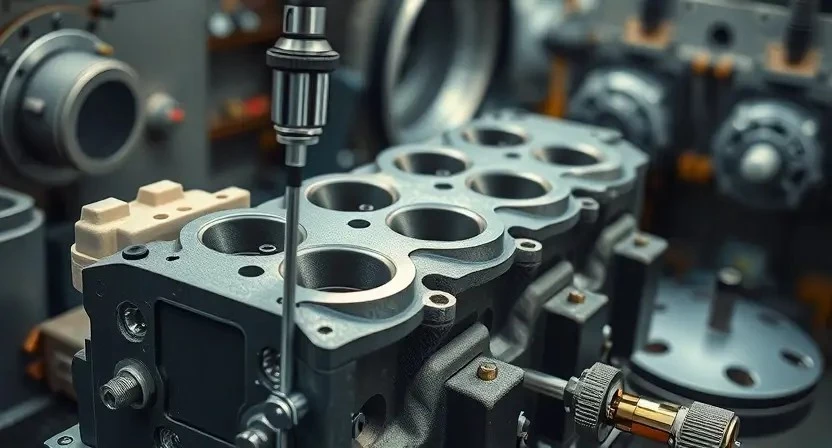
Объектом работ является бензиновый двигатель Cadillac ATS 3.6 V6 335 л.с. выпущенный в период 2012–2018 годов. Конфигурация: V6, рабочий объём 3.6 л, система непосредственного впрыска топлива, алюминиевый блок и головка, двойной верхний распределительный механизм. Имеется система изменения фаз газораспределения и электронная система управления мощностью. Включён спектр операций: диагностика электронных систем, измерение компрессии, измерение давления масла, полная разборка с дефектовкой, шлифовка и расточка цилиндров, реставрация и замена поршней, колец, коренных и шатунных вкладышей, работы с головкой блока цилиндров, окончательная сборка и обкатка. Описание состояния двигателя должно сопровождаться перечнем обнаруженных дефектов, указанием износов по размерам, фиксированием наличия трещин, коррозионных поражений и повреждений резьбовых соединений. Техническая документация по допускам и спецификациям должна прилагаться к отчету.
Общие требования к проведению работ
Документация и регламенты должны быть доступны. Инструменты калиброваны. Защитные средства выданы. Контроль параметров фиксируется в журнале.
Нормативная документация и допуски
Перечень нормативных документов включает заводские технические инструкции производителя двигателя Cadillac, каталоги запасных частей и спецификации по металлообработке. Таблицы допусков по размерам цилиндров, поршней и вкладышей соответствуют заводским значениям и ремонтным пределам. Таблицы крутящих моментов крепежных элементов соответствуют спецификациям OEM. Контроль шлифовки и расточки должен выполняться согласно стандартам по чистоте поверхности и шероховатости. Применение смазочных материалов и герметиков регламентируется паспортами материалов. Выдача актов о выполненных операциях осуществляется с указанием измеренных значений и серийных номеров применённых деталей. Формирование отчётной документации производится в соответствии с внутренней формой сервисного предприятия и законодательными требованиями по хранению документов.
Подготовительные мероприятия
Организация рабочего места: очистка зоны, маркировка магистралей. Подготовка инструментов: калиброванные ключи, динамометр, домкрат, подставки.
Организация рабочего места и инструментов
Подготовка площади работ проводится с расчётом размещения узла и подъёмного оборудования. Рабочая зона выделяется с пределами безопасности, маркируется проходы и зоны хранения тяжёлых деталей. Стеллажи для агрегатов подбираются по грузоподъёмности и габаритам; стеллажи маркируются идентификаторами. Инструментальная тележка комплектуется набором динамометров, ключей, выколоток, оправок, приспособлений для фиксации распредвалов, съёмников шестерён. Контейнеры для расходных материалов центруются рядом с зоной разборки. Защитные покрытия подложены под автомобиль для локализации жидкости. Освещение направленное, измеренное освещённость обеспечена не менее проектных величин. Электропитание выделено на инструменты с защитой от перегрузки.
Первичная диагностика силового агрегата
Осмотр внешних соединений и креплений. Замер компрессии и давления масла назначается после визуального осмотра. Фиксация результатов проводится.
Фиксация внешних признаков повреждений
Визуальный осмотр наружной поверхности двигателя производится с целью зафиксировать дефекты корпуса, маслопотери, следы перегрева и механических повреждений. Фотофиксация выполняется под разными углами для документирования трещин, вмятин, коррозии, следов масла на местах соединений. Маркировка дефектных зон наносится с указанием координат относительно опор, крепёжных отверстий и магистралей. Замеры контуров производится штангенциркулем и микрометром на видимых деформациях. Протечные пятна фиксируются с указанием состава флюида и предполагаемой точки утечки. Состояние сальников и прокладок описывается по степени износа и наличию дефектов. Результаты вносятся в акт приёма с подробным перечнем обнаруженных признаков и приложенными изображениями.

Диагностические процедуры электроники и систем управления
Снятие кодов ошибок выполняется через диагностический интерфейс. Запись параметров в реальном времени производится для последующего анализа данных.
Снятие кодов ошибок и анализ параметров в реальном времени
Снятие кодов ошибок производится с помощью диагностического оборудования, совместимого с протоколами GM. Считывание данных выполняется по каналу OBD-II с сохранением исходных кодов в журнал диагностических сессий. Коды фиксируются с указанием времени, номера блока управления и статусной информации. При расшифровке кодов применяется официальная база ошибок производителя. Параметры в реальном времени записываются с частотой, соответствующей возможностям интерфейса, с фиксацией оборотов, форсировки впрыска, давления масла и температуры охлаждающей жидкости. Анализ данных выполняется по заранее установленным контрольным картам. Выявленные аномалии документируются отдельно с указанием величины отклонения и предположительного механизма возникновения. При необходимости выполняется повторное считывание после очистки памяти адаптаций. Запись сессий сохраняется для последующей проверки результатов дефектовки и привязки к оперативным измерениям.
Оценка состояния внутренних компонентов двигателя
Визуальная оценка масляных каналов, шатунных шеек и поршневых юбок. Замер износа, фиксация дефектов, присвоение статуса на дальнейшую обработку.
Осмотр масляных путей и состояния шатунов
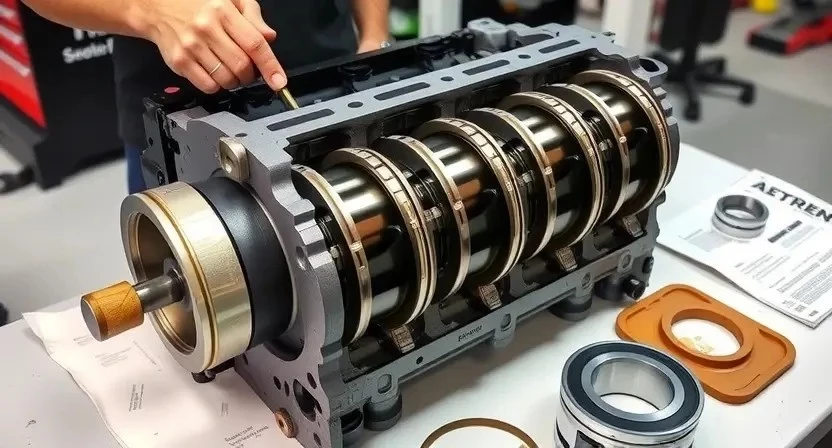
Визуальная оценка масляных каналов выполнена после удаления поддона. Очищение магистралей произведено способом промывки специализированным растворителем с последующей продувкой сжатым воздухом. Обнаружены участки частичной закупорки отложениями на направлениях подачи к шатунным шейкам. Измерение проходимости выполнено с применением калиброванных щупов и эндоскопа. Состояние шатунных шеек зафиксировано по признакам износа и задиров; Контроль биения шатунов осуществлён на стенде с индикатором часового типа. Измерены диаметры шеек и величины овальности. Зазоры между шейками и вкладышами сопоставлены с эталонными значениями. Результаты документированы с указанием допустимости дальнейшего восстановления или замены деталей.
Измерение компрессии цилиндров
Измерение компрессии производится манометром через свечной колпачок. Замер на каждом цилиндре в 3 циклах. Результаты фиксируются в протоколе.
Методика проведения и критерии оценки
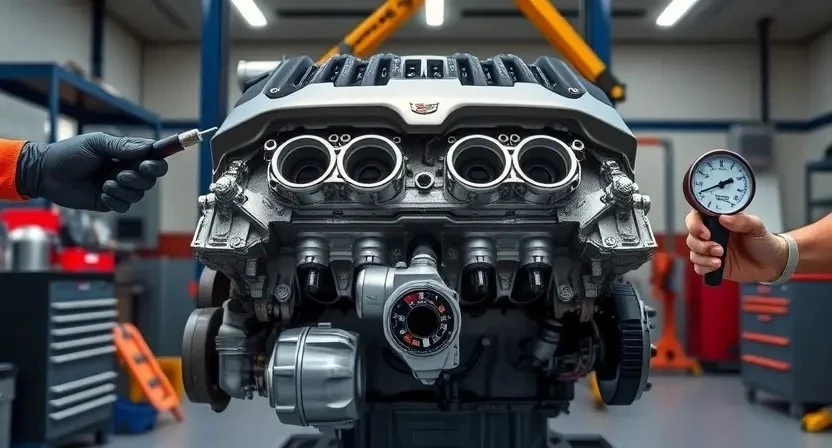
Измерение компрессии производится с отключённым подачей топлива и выведенной системой зажигания в режим покоя. Применение калиброванного компрессометра с манометром высокого диапазона. Фиксация показаний каждого цилиндра при проворачивании коленвала стартером до стабилизации стрелки. Отклонения фиксируются относительно среднего значения. Критерий годности установлен в техспецификации двигателя; интервал допуска приведён в приложенной таблице. Расхождение более допустимого указывает на износ поршневой группы или неплотности клапанов.
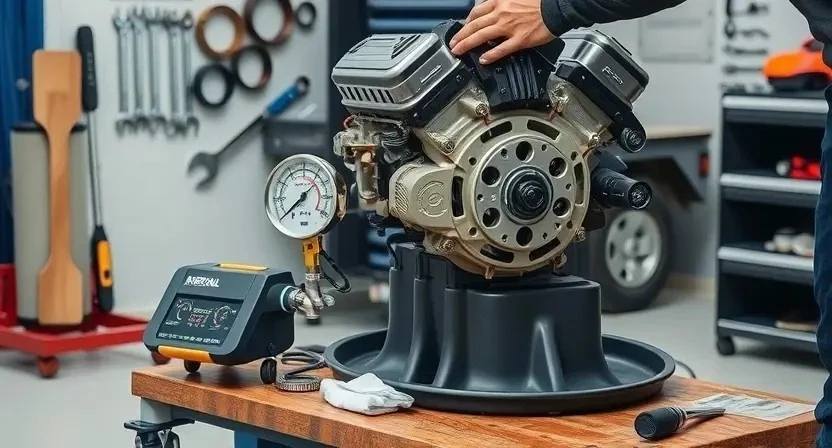
Измерение давления масла производится при рабочей температуре и при холостом ходе. Подключение манометра к штатному штуцеру посредством переходника. Параметры фиксируются на фиксированных оборотах: ХХ и 3000 об/мин. Оценка производится по сопоставлению с нормативами производителя. Превышение падения давления указывает на износ масляного насоса, увеличение зазоров в подшипниках или загущение масла.
Измерение давления масла под нагрузкой и на ХХ
Подключение манометра производится к масляному каналу. Снятие показаний выполняется на холостых оборотах и при заданной нагрузке; результаты фиксируются.
Порядок подключения манометра и интерпретация результатов
Подключение манометра производится к штуцеру подачи масла через адаптер, установленный в место датчика давления. Для агрегата Cadillac ATS 3.6 V6 335 л.с. применяется манометр с диапазоном до 10 бар и быстросъёмными соединениями. Перед подключением производится слив давления в системе и прогрев двигателя до рабочей температуры. Снятие показаний производится на холостом ходу и под заданной нагрузкой на трансмиссии. Результаты сравниваются с табличными значениями производителя. Отклонения свыше допустимого допуска выявлением износа масляного насоса, закупоркой каналов или повышенным зазором вкладышей. Интерпретация включает расчёт падения давления, анализ динамики при переходных режимах и оценку соответствия состояния масляных путей.
Подготовка к снятию двигателя
Маркировка креплений производится. Отключение электрических разъёмов и слив рабочих жидкостей выполняется. Обесточивание и фиксация агрегата.
Фиксация маркировок и последовательность отсоединения магистралей
Фиксация маркировок производится перед началом отсоединения магистралей. Маркировочные обозначения наносимыми яркими метками на элементах крепления и шлангах. Фиксация нанесённых знаков документируется фотоснимками и заносится в ведомость. Нумерация элементов выполняется согласно схеме расположения агрегатов. Снятие электрических разъёмов производится после отключения аккумуляторной батареи и снятия напряжения с бортовой сети. Отсоединение топливных магистралей выполняется с использованием уплотнительных колец и ёмкостей для сбора топлива. Охлаждающие шланги отводятся в спецсосуды, пробки маркируются. Вакуумные линии промаркированы по назначению, фиксация производится лентой с указанием направлений потока. Магистрали гидроприводов отмечаются цветовой маркировкой. Дополнительная маркировка наносится на болтовые соединения и хомуты. Документация приложения включает перечень снятых элементов с указанием позиции и состояния.

Снятие и транспортировка агрегата
Вывешивание мотора на траверсу производится с маркировкой узлов. Крепления демонтируются по очередности. Опресовка мест защиты производится.
Методика безопасного вывешивания и перемещения
Подготовка рабочего пространства производится с маркировкой зон подъёма и маршрутов перемещения. Инструмент и приспособления укладываются по градуированной схеме. Краны и тали подвергаются визуальному и измерительному контролю на соответствие грузоподъёмности. Крепёжные точки двигателя идентифицируются по заводским меткам. Стропы и хомуты подбираются по нагрузочной способности и изоляции от острых кромок. Подвеска двигателя организуется через центральную балку или кронштейны, при этом центр тяжести определяется по контрольным отметкам. Подъём производится плавно, с контролем вертикального смещения. Транспортировка агрегата по площадке осуществляется по заранее проложенному маршруту с обеспечением опорной устойчивости и защитой систем двигателя от механического воздействия.
Разборка силового агрегата
Демонтаж узлов выполняется по последовательности. Отсоединение магистралей, маркировка, снятие головки и поддона. Комплектность зафиксирована.
Порядок демонтажа головки, поддона и агрегатов
Фиксация маркировки выполняется перед демонтажем для сохранения ориентации деталей. Обозначение положения головки и крышек производится маркером, наносится код на корпусе и сопрягаемых поверхностях. Слив эксплуатационной жидкости производится в ёмкость с последующей утилизацией по нормативам. Отключение электрических разъёмов и магистралей проводится по последовательности, указанной в документации, с маркировкой и хранением соединителей по группам. Снятие навесного оборудования производится по этапам: генератор, компрессор кондиционера, насос гидроусилителя. Отсоединение трубопроводов охлаждения и маслоснабжения выполняется с применением заглушек для предотвращения загрязнения. Поддон масляный снимается после демонтажа крепежа и осмотра уплотнений. При демонтаже головки фиксируются моменты затяжки, используются динамометрические ключи. Поверхности оцениваются визуально на наличие трещин и деформаций до отправки на дефектовку.
Дефектовка компонентов
Дефектовка выполнена по плану: измерение размеров, выявление трещин, оценка износа. Результаты протоколируются. Допусковые значения указываются в отчёте.
Контроль размеров, трещин и износа
Визуальный осмотр поверхностей цилиндров, коленвала, шатуна и крышек выполнен при освещении не менее 1000 лк. Измерение диаметров цилиндров производится микрометром и цилиндрометрическим набором с точностью до 0,01 мм. Контроль биения шейки коленвала выполняется индикатором часового типа с фиксацией показаний в диапазоне допустимых значений производителя. Замер износа направляющих клапанов и седел производится микрометром и калибрами. Наличие трещин фиксируется дефектоскопией магнитно-порошковым или ультразвуковым методом в зависимости от материала. Проверка зазоров вкладышей осуществляется щупом с указанием измеренных величин и допустимых пределов. Результаты измерений заносятся в протокол с указанием инструментов, калибровочных номеров и температурных условий замера.
Шлифовка и расточка коленвала и цилиндров
Шлифовка и расточка выполняются по чертежам. Заданные диаметры и допуски соблюдаются. Контроль шероховатости и соосности проводится после обработки.
Технические параметры обработки и допуски
Определение параметров обработки цилиндро-поршневой группы выполнено в соответствии с оригинальной спецификацией. Шлифовка коленвала предусматривает удаление дефектов поверхности с контролем диаметра шеек в три замера. Допуск остаточного овала цилиндров обозначен 0,05 мм. Допуск конусности цилиндров установлен 0,03 мм. После расточки диаметры приводятся к номиналу с интервалом 0,01 мм. Зазоры поршневых колец измеряются в канавках; максимальный зазор в компрессионных кольцах 0,45 мм. Шатунные вкладыши подбираются по натягу; радиальный зазор в коренных вкладышах 0,02–0,04 мм. Контроль биения коленвала проводится при сборке с шагом 0,01 мм.
Замена поршней и колец
Выбор поршней и колец по спецификации. Замена производится по измеренным размерам цилиндров. Контроль зазорных параметров выполняется метрологией.
Выбор деталей по спецификации и сборка узла
Подбор деталей производится по идентификационному коду двигателя и каталожным номерам производителя. Оригинальные и качественные аналоги подбираются по техническим характеристикам: диаметр поршня, класс вкладышей, толщина компрессионных колец, материал направляющих, комплектация ГБЦ. Контроль соответствия осуществляется по паспортным параметрам и справочным таблицам. Соответствие маркировки и размеров фиксируется в актах приёмки комплектующих.
Сборка узла выполняется в условиях чистой зоны. Поверхности контактных пар обезжириваются. Установка вкладышей производится с применением калиброванных оправок. Момент затяжки крепежа регламентируется таблицей моментов; последовательность сборки соблюдается согласно сервисной документации. Фиксация несоответствий и замены отражается в отчёте о работах.
Замена вкладышей коренных и шатунных
Замена вкладышей выполняется по результатам дефектовки. Подбор размеров по спецификации. Установка выполняется с контролем зазоров и натягов.
Проверка зазоров и установка преднатягов
Измерение зазоров вкладышей и шатунных соединений выполняется с использованием микрометров и щупов. Применение контрольных калибров для определения зазора производится в соответствии с заводскими допусками двигателя Cadillac ATS 3.6 V6 335 л.с. Результаты измерений фиксируются в протоколе с указанием номеров цилиндров и мест установки. Подбор вкладышей выполняется по маркировке и номиналу; установка осуществляется в посадочные места с контролем совпадения меток. Преднатяг шатуна устанавливается посредством крутящего момента или методом контроля осевого перемещения в соответствии с техническими параметрами. Регулирование торцевого люфта производится путем подбора прокладок при наличии требований по осевому зазору. Контроль окончательного зазора масла производится манометром и визуальным осмотром масляных канавок. Заполнение протокола включает исходные данные, применённые инструменты и измеренные значения.
Работы с головкой блока цилиндров
Шлифовка поверхности ГБЦ производится на станке по заданным размерам. Седла клапанов восстанавливаются дозированной расточкой и шлифовкой.
Сборка двигателя и контрольные операции
Сборка производится по технической карте. Моментные характеристики затяжки применяются по табличным значениям. Контроль уплотнений и зазоров проведён.
Моментная характеристика крепежа и последовательность сборки
Указание: перечисление операций производится в строгой последовательности для обеспечения соответствия спецификациям производителя и поддержания долговечности узла. Моменты затяжки для основных соединений приведены в технической документации на двигатель Cadillac ATS 3.6 V6 335 л.с. (2012–2018). Болты коренных крышек имеют свой диапазон моментных усилий, шатуны и крышки шатунов имеют отличные параметры. Головка блока закрепляется по этапам с контролем углового добора. Резьбовые соединения обрабатываются новым герметиком в местах, указанных в инструкции. Контрольный перечень включает проверку посадочных поверхностей перед сборкой и повторную проверку момента после прогрева под нагрузкой.
Первичный запуск и обкатка
Первичный запуск двигателя производится после сборки. Обкатка выполняется по установленным режимам. Контроль параметров и фиксация результатов.
Режимы обкатки и контроль параметров в процессе
Обкатка проводится после капитального ремонта двигателя Cadillac ATS 3.6 V6 335 л.с. (2012–2018). Первичный режим предусматривает прогрев до рабочей температуры при минимальной нагрузке. Плавное увеличение оборотов и кратковременные переходные нагрузки используются для приработки колец и седел. Продолжительность этапа определяется по времени работы и по параметрам давления масла, компрессии, температуры охладителя и выхлопных газов. При каждом этапе производится регистрация параметров и занесение в технологическую карту. Фиксация аномалий производится с указанием значения, момента и предполагаемой причины. Корректировка режима обкатки выполняется на основе измеренных параметров и допусков производителя. Контроль утечек и состояния крепежа выполняется до выхода на испытательный цикл.
Настройка систем после ремонта
Калибровка датчиков выполнена. Адаптация ЭБУ произведена. Проверка утечек выполнена. Контроль параметров запущен. Запись параметров в отчёт.
Калибровка датчиков, адаптация ЭБУ и проверка утечек
Настройка датчиков положения коленвала и распредвала производится с использованием заводских эталонов положения. Калибровка датчиков массового расхода воздуха и абсолютного давления выполняется с применением калиброванных приборов. Адаптация блока управления двигателем проводится через специализированный диагностический интерфейс по установленной последовательности команд. Параметры топливной смеси, угол опережения зажигания и параметры холостого хода фиксируются в журнал. Проверка герметичности топливной и масляной систем производится методом сухой и влажной опрессовки, контроль утечек вакуумных магистралей выполняется манометром. Ошибки памяти ЭБУ стираются после завершения адаптации.
Оформление отчётной документации и гарантийные условия
Формирование отчёта производится с указанием выполненных операций, серийных номеров и применённых деталей. Гарантия оформляется документально на работы.
Формы отчёта, отметки о выполненных работах и условия гарантии
Формирование отчёта производится в бумажном и электронном виде. Включение в документ ведомости выполненных операций, перечня заменённых деталей, серийных номеров, пробега и даты работ. Представление результатов инструментальных измерений: компрессия по цилиндрам, давление масла на холостом ходу и под нагрузкой, суммарные показатели по раскату. Фиксация дефектов с указанием методики измерения и применённых допусков. Отметки о шлифовке и расточке содержат величины съёма металла и применяемые допуски.
Гарантийные условия оформляются отдельным разделом. Указание срока гарантии на работы и на установленные детали, исключения гарантийного покрытия при нарушениях технологии установки и при использовании топлива или масел, не соответствующих спецификации. Условия аннулирования гарантии включают повреждения вследствие перегрева, коррозии, механического воздействия и несанкционированного вмешательства. Оформление подписью уполномоченного лица и печатью фирмы подтверждает принятие отчёта и гарантийных условий.