

Вhведение
Описание услуги по ремонту двигателя Dodge Caliber 2.4L 172 л.с. (2006–2012). Диагностика, оценка состояния, измерения, демонтаж, дефектовка, ремонт;
Описание выполняемой услуги
Комплекс ремонтных операций, применяемых к бензиновому двигателю 2.4L 172 л.с. (2006–2012), представлен последовательностью технологических действий. Диагностирование подразумевает определение неисправностей с фиксацией параметров системы впуска, зажигания и смазки. Измерение компрессии и давления масла выполняется с использованием калиброванных приборов; результаты фиксируются в протоколе. Демонтаж двигателя производится по регламенту с маркировкой соединений и крепежа. Разборка агрегата выполняется послойно с учётом очередности деталей. Дефектовка производится по таблицам предельных размеров; принимается решение о восстановлении или замене. Шлифовка коленчатого вала и расточка блока выполняются в соответствии с технологическими допусками; контроль размеров документируется. Подбор поршней осуществляется по диаметру цилиндров и зазорам; установка вкладышей и колец производится с соблюдением посадочных параметров. Работы по головке блока включают контроль плоскости и регулировку зазоров клапанов с протоколированием. Сборка двигателя осуществляется по операторской карте с применением фиксированных моментов затяжки. Обкатка выполняется в заданных режимах прогрева и нагрузок с последующей настройкой фаз газораспределения и холостого хода. Финальная проверка качества оформляется протоколом с результатами измерений и перечнем выполненных операций.
Область применения
Обслуживание двигателей Dodge Caliber 2.4L 172 л.. 2006–2012. Работы по диагностике, оценке состояния, ремонту и восстановлению эксплуатационных параметров.
Модель и период выпуска
Двигатель 2.4L 172 л.с. устанавливался на Dodge Caliber, выпускавшийся в период 2006–2012 годов. Конфигурация представляет собой рядный четырехцилиндровый агрегат с верхним расположением распредвала. Серийный индекс и коды модификаций указываются в заводской документации. Рабочий объем и мощностные характеристики соответствуют эксплуатационным таблицам производителя. Варианты креплений навесного оборудования и точки подвески двигателя конкретизируются в руководстве по ремонту. Привод газораспределительного механизма, ременной. Материалы корпуса и головки блока — литой алюминий с усиленными стальными гильзами в блоке цилиндров у некоторых серий. Сопоставление VIN с заводской спецификацией производится для подтверждения комплектации. Информационная сверка годов выпуска и применяемых узлов проводится перед выполнением работ.

Цель работ
Восстановление функциональности двигателя путем диагностики, дефектовки, замены изношенных деталей и восстановления размеров сопряжений с протоколом контроля.
Ожидаемый результат ремонта
Функциональное восстановление двигателя Dodge Caliber 2.4L 172 л.с. предполагает достижение нормативных параметров давления масла и компрессии в цилиндрах. Измерения должны подтвердить равномерность по цилиндрам в пределах заводских допусков. Снятие и разборка обеспечивают получение деталей для дефектовки и оценки износа. Применение шлифовки и расточки обеспечивает восстановление геометрии коленчатого вала и цилиндров в пределах указанных допусков. Замена поршней, колец и вкладышей обеспечивает восстановление герметичности и маслосъема. Ремонт или замена головки блока обеспечивает восстановление плоскостности и упругости седел клапанов. Сборка производится с применением новых уплотнений и фиксированных моментов затяжки. Обкатка выполняется в контролируемых режимах до стабилизации рабочих параметров. Финальная настройка включает регулировку фаз газораспределения и холостого хода. Результаты протоколируются в сервисной документации.
Подготовительные мероприятия
Оформление документов. Осмотр состояния внешних узлов. Подготовка инструмента и запчастей. Маркировка шлангов, линия питания обесточена.
Оформление технической документации
Формирование комплектов документов при ремонте двигателя Dodge Caliber 2.4L 172 л.с. (2006–2012) предусматривается в виде отчетов и актов. Включение ведомостей дефектов, протоколов измерений компрессии и давления масла, обозначение использованных калибров и поверочных свидетельств. Фиксация состояния элементов с указанием измеренных величин и допусков. Документирование выполненных операций по демонтажу, разборке и дефектовке с указанием последовательности и примененных приспособлений.
Оформление заказ-наряда с перечнем работ и перечнем замененных деталей. Внесение серийных номеров компонентов и поставщиков. Протоколы шлифовки коленвала и расточки блока с указанием обработанных размеров. Акты приемки после сборки и обкатки. Хранение документов в электронном и бумажном виде с регистрацией даты и подписи ответственного лица.

Инструмент и оборудование
Перечень специализированного инструмента: стенд для испытаний, токарный станок, шлифовальный станок, расточной станок, гидравлический пресс, набор ключей.
Перечень специального оборудования
Наличие стенда для шлифовки коленчатых валов. Оборудование для расточки блока цилиндров. Пресс гидравлический с набором адаптеров. Стенд для балансировки шатунно-поршневой группы. Машина для чистки деталей ультразвуком. Станция для испытания масляного насоса. Аппарат для вакуумной проверки герметичности. Стенд для испытания топливной и смазочной систем. Комплект съемников и фиксаторов коленвала и распредвала. Набор для запрессовки вкладышей и направляющих. Стенд для проверки клапанной группы при давлении.
Инструмент для демонтажа и сборки головок блока цилиндров с оправками. Установка для прогрева и обкатки собранного агрегата. Приспособления для контроля биения и плоскостности. Специальные оправки для установки поршней и колец. Набор специальных ключей и динамометрических головок. Оборудование для калибровки датчиков давления масла и компрессии. Система подъема и фиксации двигателя с регулировкой положения;
Средства измерений
Калиброванные манометры, компрессометр, микрометр, нутромер, щупы, индикатор часового типа, измерительные оправки. Поверка документируется.
Калиброванные приборы и их поверка
Перечень калиброванных приборов: манометр компрессии с диапазоном 0-20 бар, манометр давления масла 0-10 бар, индикатор часового типа 0,01 мм, нутромер 10-50 мм, микрометр 25-50 мм, шаблон плоскостности, калибр-пробка шатунного вкладыша. Поверка приборов выполняется в соответствии с заводскими методиками. Поверочные сроки фиксируются в журнале учета. Погрешности сравниваются с допустимыми значениями, указанными в технической документации. При отклонении от допуска приборы выводятся из эксплуатации. Калибровочные сертификаты прилагаются к комплекту. Хранение и транспортировка обеспечивают сохранность метрологического соответствия.

Диагностика состояния двигателя
Диагностика проводится поэтапно: визуальный осмотр, функциональные замеры, измерение компрессии и давления масла, фиксация результатов в протокол.
Последовательность диагностических операций
Визуальный осмотр двигателя выполняется для выявления внешних повреждений и утечек. Фиксация дефектов проводится в журнале с указанием мест и характера выявленных нарушений. Электронная диагностика блока управления проводится с подключением диагностического оборудования, считывание кодов ошибок и протоколов работы системы. Измерение компрессии производится в цилиндрах по установленной методике с фиксированием значений по каждому цилиндру. Измерение давления масла выполняется с установкой манометра на масляную магистраль и записью пиковых и стабильных показателей. Испытание на герметичность проводится для оценки состояния головки блока и блока цилиндров. Оценка результатов сопоставляется с заводскими допусками и нормативными таблицами. Формирование отчета производится с указанием рекомендаций по дальнейшим операциям и перечнем необходимых работ для ремонта.
Измерение компрессии
Измерение компрессии проводится цилиндр за цилиндром. Применение калиброванного компрессометра. Фиксация пиковых значений в протоколе.
Методика и фиксация результатов
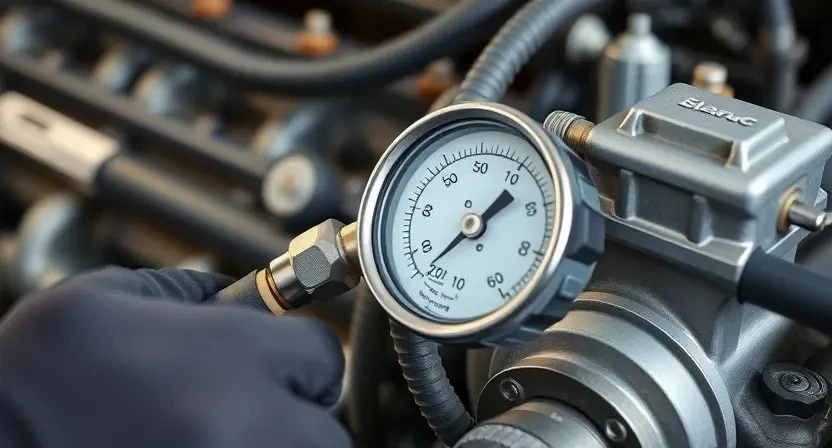
Измерение компрессии производится манометрическим прибором с указанием цилиндра, давления и количества оборотов стартером. Запись результатов выполняется в журнале с указанием даты и кода двигателя. Измерение давления масла производится манометром высокого давления через рабочий штуцер масляной магистрали. Фиксация значений производится в протоколе с привязкой к температуре масла и частоте вращения. Оценка отклонений производится по регламентным таблицам производителя. Несоответствия документируются фотографиями и комментариями по месту выявления дефекта. Примечания по методике включают применение калиброванных переходников и герметизацию соединений. Контроль допустимых погрешностей приводится в отдельной ведомости.
Измерение давления масла
Процедура измерения давления масла производится манометром на прогретом двигателе. Фиксация показаний при разных режимах работы двигателя производится документально.
Процедура измерений и интерпретация
Подготовка оборудования включает применение манометра с пределом измерения до 10 бар и адаптеров, исключающих подсос воздуха. Для измерения давления масла применение манометра производится через пробку датчика давления или адаптер в магистрали подачи. Фиксация результатов производится при работе двигателя на прогретом состоянии, на установившихся оборотах холостого хода и при повышенных оборотах для оценки динамики. Измерения компрессии выполняются при выключенной системе зажигания, при закрытых впускных и выпускных клапанах, с каждым цилиндром в отдельности. Регистрация значений осуществляется с протоколированием номера цилиндра, показания манометра и температуры двигателя. Интерпретация данных проводится по сравнению с нормативными величинами производителя и по межцилиндровому разбросу. Отклонения давления масла анализируются с учётом возможных причин: износ масляного насоса, загрязнение сетки, большие зазоры в подшипниках. При низкой компрессии оценка сосредотачивается на герметичности клапанов, состоянии поршневых колец и уплотнений. Результаты оформляются протоколом с рекомендациями по следующим операциям: дефектовка, измерения износа, проведение ремонтных работ или замена компонентов.
Оценка пригодности деталей
Осмотр деталей произведён. Измерение размеров и выявление износа выполнены. Решение о ремонте или замене основано на сопоставлении с допусками.
Критерии годности поршней и колец
Визуальная оценка поверхности поршней производится на наличие задиров, трещин, перегрева и следов детонации. Измерение наружного диаметра поршня производится по двум направлениям с интервалом по высоте. Измерение износа поршневой юбки производится сравнением с заводскими допусками. Замер зазора между поршнем и стенкой цилиндра фиксируется для сопоставления с результатами расточки. Кольца оцениваются по целостности, износу рабочей фаски и боковому зазору в канавке. Боковой зазор кольца измеряется микрометром и щупом. Зафиксированные значения сверяются с паспортными пределами. При превышении допуска подлежит замена. Запись результатов производится в дефектовочный лист.
Снятие двигателя
Подготовка рабочего места выполнена. Сброс аккумуляторной батареи и слив жидкостей произведены. Соединения и крепеж маркированы. Демонтаж навесного оборудования проведён.
Подготовка к демонтажу и порядок работ
Определение перечня снятых компонентов производится на основании дефектной ведомости и технической документации. Обеспечение изоляции электрических цепей и отключение аккумуляторной батареи выполняется перед началом демонтажа. Слив рабочих жидкостей организуется в емкости с маркировкой и последующей утилизацией согласно нормативам. Маркирование и фотографирование узлов применяется для сохранения исходного расположения и облегчения сборочных операций.
Обеспечение доступа к крепежным элементам достигается снятием навесного оборудования в установленной последовательности. Фиксация положения распределительного вала и маховика производится стопорными приспособлениями. Сбор крепежной оснастки и упаковка мелких деталей производится с привязкой к номерной схеме. Перемещение двигателя на подъемное устройство осуществляется при использовании грузоподъемных приспособлений с расчетной грузоподъемностью. Открытие моторного отсека и удаление заглушек производится для обеспечения визуального контроля при демонтаже.
Разборка агрегата
Демонтаж узлов выполняется по разделам. Снятие навесных деталей, удаление жидкостей, маркировка компонентов, хранение болтов по группам для сборки.
Последовательность разборочных операций
Разборка двигателя производится поэтапно с фиксацией состояния по каждому этапу. Слив рабочей жидкости с последующей утилизацией. Демонтаж вспомогательных агрегатов, навесного оборудования и электроразъемов. Снятие системы впуска и выпуска для доступа к головке блока цилиндров. Демонтаж головки блока цилиндров с маркировкой направляющих отверстий. Съём коллектора и привода ГРМ с фиксацией фаз относительно меток. Снятие крышек коренных и шатунных подшипников с последовательной упаковкой деталей. Извлечение поршней совместно с шатунами при хранении в маркированных контейнерах. Отделение масляного насоса и маслоприемника. Сборка деталей для дефектовки сопровождается составлением протокола с указанием измерений и обнаруженных повреждений.
Дефектовка компонентов
Фиксация повреждений производится по журналу. Замеры износа и трещин вносились в акт. Принятие решения основывалось на измерениях и допусках.
Фиксация дефектов и принятие решений
Фиксация дефектов производится по результатам дефектовки с обязательной фотофиксацией и измерительной картой. Описывать обнаруженные повреждения в протоколе с указанием места и параметров. Присвоение категорий годности выполняется по таблице допусков производителя и нормативам из технической документации. Решения по восстановлению принимаются на основании таблицы критических размеров и стоимости восстановления относительно цены новой детали. Замена признается целесообразной при превышении износа более установленного предела или при наличии трещин. Ремонтные операции согласуються через оформление акта дефектовки и сметы работ.
Шлифовка коленчатого вала
Шлифование вала производится с контролем биения и диаметра. Обработка уменьшает износ, восстанавливает геометрию шеек, обеспечивает подготовку к опрессовке.
Технологические требования и допуски
Установление технологических параметров производится для обеспечения взаимозаменяемости и долговечности. Шлифовка коленчатого вала выполняется с сохранением соосности; суммарный износ коренных и шатунных шеек фиксируется в протоколе. Расточка цилиндров производится с контролем конусности и овальности; перепуск кромок исключается. Подбор поршней осуществляется по диаметру цилиндров с учётом требуемого теплового зазора. Замена вкладышей выполняется по величинам радиального зазора, указанным в нормативной документации. Уплотнительные поверхности головки блока проверяются на плоскостность; критический прогиб фиксируется. Клапанные зазоры измеряются при холодном двигателе с точностью, обеспечивающей нормативный тепловой зазор. Торцевые зазоры распределительных валов приведены к заводским величинам. Моменты затяжки крепёжных соединений контролируются динамометрическим ключом; последовательность затяжки регламентируется.
Расточка блока цилиндров
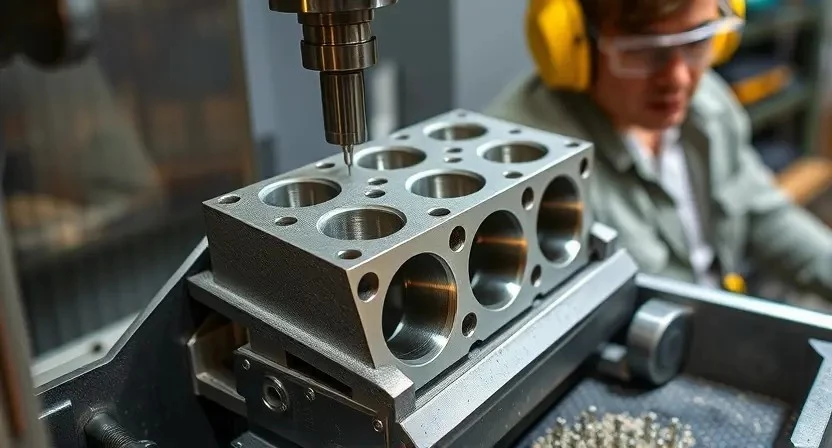
Расточка выполняется для восстановления геометрии гильз. Контроль диаметра и концентричности производится. Допуски и шаги обработки фиксируются.
Контроль размеров и обработка
Измерение рабочих параметров блока цилиндров производится при помощи микрометров, нутромеров и индикаторных головок с поверкой. Фиксация исходных данных выполняется в акте контроля. Расточка цилиндров осуществляется на координатно-расточном станке с обеспечением соосности посадочных поверхностей. Контроль круглости, конусности и диаметра производится по каждой паре цилиндр-поршень. Замер чистоты поверхности выполняется профилометром; допустимые шероховатости регламентированы технической картой. Снятие припусков и выдерживание температурных режимов соблюдаются для предотвращения термических деформаций. Подбор ремонтных комплектов по размерным группам осуществляется на основании конечных замеров. Завершающая проверка сопряжений производится индикатором и вносится в протокол.
Выбор и установка поршней
Подбор поршней по диаметру и цилиндровым допускам. Установка выполняется с контролем зазоров, ориентацией канавок и моментом затяжки шатунных болтов.
Подбор по диаметру и зазорам
Определение совместимости поршней и цилиндров производится на основе измерений внутреннего диаметра гильз и наружного диаметра поршней. Измерения выполняются микрометром и рейсмусом с фиксацией в протоколе. Подбор поршней по диаметру осуществляется с учётом слоя износа и допусков завода-изготовителя. Контроль зазоров между поршнем и стенкой цилиндра осуществляется измерением минимального и максимального зазора в байке при установленном поршне. Выбор поршневых колец производится по внутреннему диаметру канавок и наружному диаметру поршня. Зазоры замеряются щупом с фиксацией результатов. При выявлении отклонений от допустимых параметров производится подбор ремонтных размеров или замена деталей.
Замена вкладышей и колец
Замена вкладышей и колец производится по результатам дефектовки. Подбор по размерам. Контроль зазоров. Запись параметров в акт ремонта.
Параметры посадки и сопрягаемых поверхностей
Определение допусков посадочных мест для поршней, шатунов и вкладышей. Измерение диаметров цилиндров и шеек производится калиброванными индикаторами. Допуски изготавливаемых деталей сверяются со справочными значениями. Контроль конусности и овальности цилиндров выполняется по трем концентрическим замерам на двух уровнях. Радиальные зазоры вкладышей сопоставляются с толщиной смазочной пленки. Валовые шейки допуска подвергаются проверке биения и круглости. Сопряжения штифтов и направляющих подлежат контролю по натягу. Притирка седел клапанов фиксируется по глубине и диаметру. Резьбовые соединения проверяются на соответствие шагу и прочности сцепления. Допуски на компрессионные кольца указываются отдельно в эксплуатационной документации. Измерения протоколируются с указанием места, инструмента и результата.

Ремонт или замена головки блока цилиндров
Проведение дефектоскопии ГБЦ. Прямолинейная обработка плоскости. Замена направляющих и направлений седел по ведомым размерам.
Проверка плоскости и замер зазоров клапанов
Проверка плоскости поверхности головки блока цилиндров выполняется при демонтаже головки. Плоскость подвергается визуальному осмотру на наличие трещин, коррозии и механических повреждений. Контроль плоскости производится с использованием поверочной линейки и щупа толщиномера; зафиксировать величины биения и зазора, измерения протоколируются. Результаты сопоставляются с заводскими допусками для двигателя 2.4L 172 л.с. (2006–2012).
Замер зазоров клапанов производится после установки распредвалов в фазе впуска и выпуска. Использование щупов разной толщины обеспечивает определение зазора толкателя-клапан. Полученные размеры заносятся в карту дефектов. Отклонения от нормативных значений классифицируются как пригодность к регулировке или необходимость ремонта направляющих седел. Исправление геометрии головки или замена изношенных элементов назначается при выявлении превышения допустимых пределов.
Сборка двигателя
Сборка производится пооперационно с контролем моментов затяжки, зазоров и совместимости. Применение новых уплотнений и фиксация параметров в протоколе.
Последовательность сборочных операций
Подготовка деталей и узлов к сборке производится посредством очистки и обезжиривания поверхностей. Контроль геометрии выполняется измерительными приборами с поверкой. Установление поршневых групп осуществляется по диаметру и направлению маркировки. Подбор вкладышей производится по размерам шатунных шеек; посадка фиксируется торцевыми моментами. Установка коленчатого вала осуществляется на опоры с применением калиброванных смазочных материалов. Момент затяжки коренных крышек фиксируется протоколом. Монтаж ГБЦ производится с новой прокладкой, последовательность затяжки болтов фиксируется по температурной карте. Распределительный вал сажается по меткам, фазировка подтверждается индикаторами. Установка привода ГРМ выполняется с контролем натяжения и угловой компенсации. Установка навесного оборудования производится по заданным моментам. Система смазки заполняется регламентным маслом. Финальная проверка включает проверку проворота коленвала вручную и фиксацию показаний в акте.
Обкатка и первоначальная эксплуатация
Обкатка проводится согласно регламенту: прогрев, постепенное увеличение нагрузки, контроль параметров, фиксация показаний, запись дефектов в лог.
Режимы прогрева и нагрузочные циклы
Обкатка двигателя производится по регламенту, соблюдая температурные интервалы и длительности циклов. Прогрев начальный осуществляется при минимальных оборотах до достижения рабочей температуры охлаждающей жидкости 85±5 °C. После достижения температуры допускается постепенное увеличение нагрузки. Нагрузочные циклы включают чередование режимов частичных и средних оборотов с удержанием нагрузки в течение 10–15 минут для стабилизации показателей. На этапе обкатки фиксируются давления масла и компрессия в цилиндрах. По результатам измерений выполняется оценка динамики параметров. Ремонтные операции повторно контролируются после обкатки. Устранение выявленных отклонений проводится согласно протоколу работ.
Настройка систем после сборки
Настройка систем производится: синхронизация фаз газораспределения, регулировка холостого хода, адаптация датчиков, программная калибровка ЭБУ двигателя.
Регулировка фаз газораспределения и холостого хода
Настройка фаз газораспределения производится с фиксацией положений распредвалов относительно меток коленчатого вала. Фиксация выполняется при помощи приспособлений для блокировки валов. Контроль угловых смещений осуществляется динамометрическим ключом и индикатором часового типа. Коррекция времени впрыска и открытия клапанов осуществляется через программное сканирование ЭБУ с записью исходных параметров.
Регулировка холостого хода производится после установки правильной синхронизации. Параметры оборотов фиксируются тахометром. Параметры холостого хода заносятся в протокол. Испытание проводится при холодном и прогретом двигателе. Результаты сравнительной диагностики фиксируются в отчете с указанием измеренных значений и примененных регулировок;
Контроль качества и испытания
Финальные измерения выполнены. Испытания на стенде проведены. Протокол оформлен. Соответствие параметров двигателю подтверждено документально.
Финальные измерения и протоколирование результатов
Окончательные измерения выполняются после сборки и обкатки двигателя. Контроль компрессии проводится по цилиндрам с записью показаний в протокол. Давление масла фиксируется на холостом ходу и под нагрузкой с указанием температуры и оборотов. Геометрические параметры коленчатого вала и блок цилиндров измеряются микрометром и индикатором, результаты сопоставляются с заводскими допусками. Зазоры вкладышей и поршневых колец внесены в акт приемки. Остаточная деформация головки блока зарегистрирована по результатам плоскостности. Протоколы прошиты и подшиты к накладной. Подписи исполнителя и ответственного лица проставлены на каждой странице. Копии протоколов прилагаются к заказ-наряду.