
Вhведение
Документ описывает процедуру ремонта двигателя Ford Fiesta 1.0 EcoBoost 155л.с. 2017-2023: диагностика, дефектовка, восстановление узлов.
Цель документа
Определение объема работ по ремонту двигателя Ford Fiesta 1.0 EcoBoost 155 л.с. 2017–2023. Описание целей включает обеспечение достоверной диагностики, проведение измерений компрессии и давления масла, выполнение демонтажа и разборки агрегата, проведение дефектовки и оценка износа сопряженных деталей, определение необходимости шлифовки коленвала и расточки блока, подбор и замена поршней, колец и вкладышей, восстановление или замена головки блока цилиндров, организация сборки с контролем натягов и моментов затяжки, выполнение обкатки с регистрацией режимов, подтверждение соответствия рабочих параметров установленным нормам и подготовка технического отчета.

Область применимости
Применимость ограничена бензиновыми двигателями Ford Fiesta 1.0 EcoBoost 155 л.с. выпуска 2017–2023. Обслуживание проводится в стационарных условиях.
Модель и годы выпуска
Указана модификация двигателя Ford Fiesta 1.0 EcoBoost 155 л.с. с турбонаддувом, применяемая на моделях 2017–2023 годов выпуска. Конструктивные особенности включают алюминиевый блок цилиндров с чугунными гильзами, непосредственный впрыск топлива, турбокомпрессор с изменяемой геометрией не применяется, используется маломоментный турбонадув с системой промежуточного охлаждения. Рабочий объем равен 999 см3. Система смазки с подачей под давлением и масляным насосом цепного привода. Характеристика натяжения ремней и цепей варьируется в зависимости от комплектации. Применение долговечных поршневых колец обусловлено заводскими допусками. Степень сжатия и распредвалы регламентированы спецификацией производителя.

Комплектность работ
Перечень операций включён: диагностика, измерение компрессии и давления масла, демонтаж, разборка, дефектовка, обработка, замена деталей, сборка.
Перечень выполняемых операций
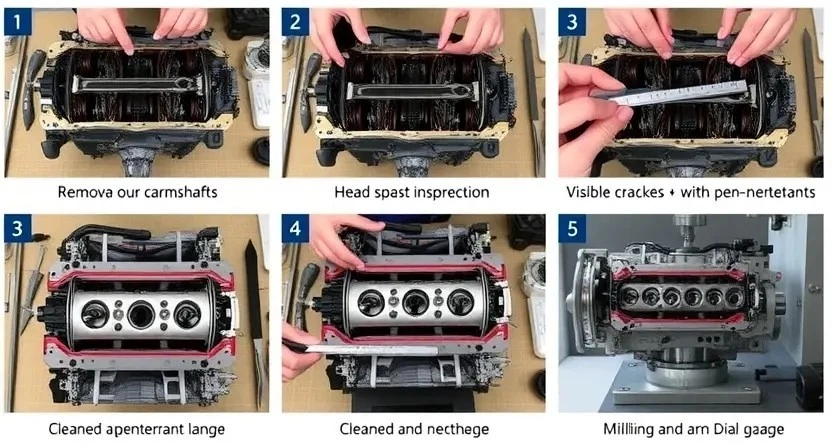
Диагностика электронных систем производится с использованием сканера и анализа параметров в реальном времени. Считывание кодов неисправностей и регистрация результатов выполняются в отчётной форме. Визуальная инспекция исполнения узлов проводится с фиксацией износа и коррозии. Измерение компрессии производится поршневой камерой и документируется с указанием цилиндровых величин. Измерение давления масла выполняется под нагрузкой и при холостом ходе с записью графиков. Снятие двигателя выполняется с применением траверсы и такелажных приспособлений. Разборка комплекта агрегатов производится на специализированной стойке. Дефектовка деталей оформляется протоколом с указанием брака и допусков. Шлифовка коленвала и расточка блока выполняются на специализированных станках с контрольным замером после обработки. Замена поршней, колец и вкладышей производится по размерам и предписанным моментам затяжки. Ремонт головки блока осуществляется с контролем плоскостей и заменой прокладки. Сборочные операции сопровождаются применением смазочных материалов и крутящих моментов, указанных в технической документации. Обкатка двигателя выполняется в режимах, регламентированных заводом, с последующей настройкой параметров управления и окончательной проверкой рабочих характеристик.
Требования к оборудованию и инструменту
Перечень: гидравлический подъемник, стенд для испытаний, компрессометр, манометр масла, токарный станок, расточной агрегат, измерительные щупы.
Станочная оснастка и измерительные приборы
Список оборудования и инструментов, используемых при обслуживании и ремонте двигателя Ford Fiesta 1.0 EcoBoost 155 л.с. 2017–2023. Станочный парк включает: токарный станок с ЧПУ для шлифовки коленвала, вертикальный расточной станок для расточки блока цилиндров, фрезерный станок для обработки плоскостей головки блока цилиндров, шлифовальный станок для прилегания распределительных валов, стенд для обкатки и испытаний готового агрегата. Измерительная оснастка представлена: индикаторными стойками для контрольных замеров биения, микрометрами различного диапазона, штангенциркулем, нутромером для контроля внутреннего диаметра, плоскопараллельными плитами, динамометрическими ключами, манометром высокого давления для измерения давления масла, компрессометром для определения компрессии в цилиндрах, толщиномерами для контроля износа и остатка металла, испытательной оправкой для проверки шатунных вкладышей, калибр-пробками для подбора колец и подшипников. Хранение и маркировка деталей производится в таре с индексами обработки. Контроль технологических параметров регистрируется в форме протокола.

Подготовка автомобиля
Установка на подъемник производится. Слив топлива и масла выполняется. Электропитание отключается. Обеспечение доступа к двигателю производится.
Обеспечение безопасности и установка на подъемник
Предварительная подготовка места работ выполнена: рабочая зона освобождена от посторонних предметов, поверхностная уборка проведена. Электросеть под контролем: кабели и розетки проверены на изоляцию и надежность соединений. Противопожарное оборудование доступно на рабочей площадке. Место под подъемник размечено согласно габаритам автомобиля. Подъемник визуально осмотрен на отсутствие дефектов несущих элементов. Гидравлическая система прогнана на отсутствие утечек и на стабильность хода платформ.
Установка автомобильного кузова производится с выравниванием по центровым направляющим платформы. Опоры подрамника и точки подъема согласно заводским ориентирам выставлены. Фиксация корпуса выполняется специальными стопорами против сдвига. Электронные соединения отсоединяются при необходимости для снижения риска повреждений. Контрольный замер высоты подъема зафиксирован в протоколе.
Предварительная визуальная диагностика
Осмотр моторного отсека выполнен: выявлены следы масла, коррозия крепежа, потеки уплотнений. Фиксация дефектов произведена в журнале.
Осмотр узлов и выявление внешних дефектов
Визуальный осмотр выполняется по регламенту с последовательным контролем видимых поверхностей блока цилиндров, головки блока, навесного оборудования и масляных магистралей. Фиксация дефектов производится фотографированием и записью в акт. Коррозия, раковины, трещины и следы перегрева маркируются для дальнейшей диагностики. Уплотнения и прокладки оцениваются на предмет уплотняющей способности по следам масла и охлаждающей жидкости. Резьбовые соединения проверяются на вырывы и деформацию резьбы. Крепежные болты осматриваются на признаки растяжения или повреждения головок. Патрубки и шланги проверяются на трещины и потерю эластичности. Электрические разъемы осматриваются на коррозию контактов и целостность изоляции. Наличие посторонних включений в масляной ванне фиксируется отдельно.
Электронная диагностика
Считывание кодов неисправностей проводится спецсканером. Анализ параметров в реальном времени выполняется по сигналам датчиков. Протокол фиксируется.
Считывание кодов неисправностей и анализ параметров
Считывание кодов выполняется специализированным диагностическим сканером, совместимым с протоколом Ford. Подключение разъема диагностики производится при выключенном зажигании; питание модуля ECU оставлено активным в соответствии с регламентом. Считывание производится в режиме Live и в режиме DTC. Фиксация кодов выполняется в журнале с указанием номера кода, описания и статуса. Параметры потоков данных записываются в течение нагрузочных циклов двигателя. Анализ проводится по критериям соответствия рабочим диапазонам: обороты холостого хода, угол опережения зажигания, давление наддува, температура охлаждающей жидкости, массовый расход воздуха, угол открытия дросселя, сигнал датчика детонации. Аномалии трактуются как указание на необходимость дальнейшей инструментальной диагностики и измерений.
Оценка состояния двигателя
Оценка производится по замерам компрессии и давления масла. Фиксация параметров. Сводка дефектов для определения объема восстановления.
Сводка параметров состояния двигателя
Фиксация результатов диагностических процедур произведена в структурированном виде. Измерение компрессии выполнено по цилиндрам с указанием величин в бар и разброса. Давление масла зарегистрировано при холостом ходе и при рабочих оборотах с указанием минимального и максимального значения. Состояние системы смазки описано через наличие загрязнений и металлической стружки в масле. Измерения уплотнений и зазоров головки блока зафиксированы в протоколе. Контроль электронных параметров включил запись кодов ошибок и рабочих параметров датчиков. Оценка износа поршней и цилиндров представлена в миллиметрах износа и допусках. Оценка коленвала и шатунных шеек описана через биение и дефекты поверхности. Рекомендации по ремонту сформированы на основании сопоставления измеренных значений с заводскими допусками.
Измерение компрессии
Измерение компрессии производится для каждого цилиндра. Применение динамометрического наконечника и манометра высокого давления. Результаты фиксируются.
Методика проведения и контрольные значения
Измерение компрессии выполняется при температуре рабочей жидкости около 20-40°С. Для осуществления измерений применяется манометр с пределом не менее 30 бар и приспособление для фиксации на свечном канале. Прокрутка коленвала производится стартером при полностью открытой дроссельной заслонке и снятых катушках зажигания. Значение компрессии должно находиться в диапазоне 12,0-15,5 бар. Разброс между цилиндрами допускается до 1,0 бар.
Измерение давления масла производится при прогретом двигателе до рабочей температуры 80-95°С. Применяется манометр 0-10 бар с адаптером вместо датчика давления. Минимальное давление на холостом ходе составляет 0,7-1,0 бар. При частоте вращения 2000 об/мин давление должно составлять 2,5-3,5 бар. Фиксация показаний производится после стабилизации параметров не менее 30 секунд.
Измерение давления масла
Подготовка датчика и подключение манометра. Измерение при холостом ходе и под нагрузкой. Фиксация показаний и сравнение с нормативами.
Последовательность измерений и нормы давления
Подготовка к измерению масла включает обеспечение прогрева до рабочей температуры 90–105 °C и установка манометра на масляный канал после снятия датчика давления. Первичный замер выполняется при пуске холостого хода; фиксирование давления через 30–60 с после запуска. Норма на холостом ходу для двигателя Ford Fiesta 1.0 EcoBoost 155 л.с. должна составлять 0,8–1,5 бар. Последующая серия замеров проводится при 2000 об/мин; фиксируемое давление должно находиться в диапазоне 3,0–4,5 бар. Измерение при прогазовке до 4000 об/мин используется для проверки максимального давления; ожидаемое значение 4,5–6,0 бар в зависимости от состояния масляного насоса и вязкости масла. Проверка падения давления при нагрузке производится с имитацией нагрузки на приводные агрегаты; допустимое снижение не более 15% от значения при 2000 об/мин. Регистрация результатов выполняется в протокол с указанием температуры, оборотов, применённого манометра и марки масла. При расхождении с нормами проводится дополнительная диагностика масляной системы, включая осмотр масляного фильтра, канала подачи и состояния масляного насоса.
Демонтирование агрегатов
Отсоединение навесного оборудования производится последовательно. Электропитание отключается. Топливная система обезвоживается. Метки сборки фиксируются.
Снятие навесного оборудования и агрегатов
Последовательность работ по демонтажу навесных узлов представлена в строгой последовательности. Слив топливной системы и отключение электрических соединений выполняются первыми. Система охлаждения опорожняется через радиаторный кран. Воздухозаборник и корпус фильтра удаляются с целью освобождения доступа к впускному коллектору. Роликовые натяжители и ремни приводов демонтируются после ослабления натяжения при помощи специального приспособления. Стартер и генератор отсоединяются от сети и снимаются с креплений для исключения механических повреждений при дальнейших операциях.
Топливные магистрали обесточиваются и герметично заглушаются. Турбокомпрессор отсоединяется от выпускной системы и фиксируется отдельно для транспортировки. Датчики положения коленвала и распредвала отключаются и маркируются. Впускной коллектор демонтируется совместно с впускными трубопроводами при сохранении уплотнительных прокладок в специальной таре. Гидроусилитель руля и компрессор кондиционирования сняты с передач для предотвращения утечек и повреждений. Все снятые крепежные элементы сгруппированы и промаркированы по месту установки.
Фильтры масляная и воздушная удаляются и заменяются после завершения работ. Охлаждающие шланги и патрубки промаркированы и отсоединены с применением ёмкостей для сбора технических жидкостей. Кронштейны двигателя освобождены от болтов, после чего моторная опора подготовлена к вывешиванию. Фиксация к подъёмному оборудованию производится через предусмотренные технологические точки. Условия транспортировки снятых агрегатов определяются по массе и форме с использованием контейнеров с амортизацией.
Снятие двигателя и разборка
Фиксация двигателя на подъемнике производится. Отсоединение жгутов, топливной магистрали и навесного оборудования выполняется по этапам.
Фиксация деталей и хранение снятых элементов
Фиксация снятых компонентов должна производиться по маркированию узлов и позиций. Маркировка выполняется с указанием номера цилиндра, положения на блоке и направления установки. Упаковка выполняется в индивидуальные контейнеры с амортизирующим вкладышем. Болты и мелкие крепежные элементы размещаются в подписанных пакетах. Корпуса с масляными каналами закрываются заглушками для исключения попадания загрязнений. Металлические детали складируются на стеллажах с разделителями по материалу и коэффициенту износа. Электронные модули размещаются в антистатической таре. Дефектные элементы маркируются для последующей дефектовки и списания. Записи о местонахождении каждой позиции вносится в ведомость с указанием даты снятия, пробега и диагностических параметров. Хранение контейнеров допускается в сухом помещении с контролем температуры и влажности: температура 5-25 °C, относительная влажность менее 60%. Ограничение доступа к снятым деталям устанавливается через журнал выдачи и автоматизированную систему учёта.
Дефектовка деталей
Выполнение дефектовки произведено: измерение износа блоков, поршней, коленвала; оценка трещин; фиксация размеров; протоколирование результатов.
Оценка состояния блоков, поршней и коленвала
Визуальный осмотр блока цилиндров проводится при разборке для выявления трещин, коррозии, следов перегрева и задиров на цилиндрических поверхностях. Измерение цилиндрических посадочных диаметров выполняется индикатором и микрометром для определения износа и конусности. Поршни подвергаются проверке на деформацию, задиры, износ канавок под кольца и пригар на днищах. Замеры внешнего диаметра поршней и зазоров по поршневому пальцу фиксируются в протоколе. Коленчатый вал осматривается на забоины, изломы, износ шейк и биение шейки проверяется индикатором часового типа. Контроль круглости и овальности шеек производится нутромером и микрометром, балансировка оценивается по отметкам и технологическим отверстиям. Результаты сверяются с заводскими допусками, отклонения записываются в дефектную ведомость. При выявлении превышений допуска назначается шлифовка шеек или замена детали, при сохранении геометрии допускается применение ремонтных вкладышей по размеру.
Шлифовка коленвала и расточка блока
Шлифовка коленвала производится по допускам; расточка блока выполняется на станке с контролем биения и шероховатости поверхности под вкладыши.
Технологические параметры и контроль после обработки
Указание размеров и предельных допусков при шлифовке коленвала и расточке блока выполнено в табличной форме. Контроль диаметра шеек коленвала производится с точностью до 0.01 мм. Контроль цилиндров выполняется по внутреннему диаметру после расточки с допуском 0.02 мм на ремонтный размер. Контроль овальности и конусности фиксируется измерениями через каждые 20 мм по оси цилиндра. Контроль шероховатости рабочих поверхностей производится после притирки с предельным значением Ra 0.8. Балансировка коленчатого вала выполняется с учетом массы по шатунным шейкам. Контроль посадочных мест вкладышей осуществляется с применением щупов и микрометра. Испытание на герметичность блоков и головки выполняется под давлением 2 бар с выдержкой не менее 5 минут и фиксированием потерь. Контроль зазоров поршневых колец производится по процедурной методике с измерением торцевого зазора в кольце в цилиндре. Протяжка крепежных резьб выполняется по моментам, указанным в регламенте, с порядком затяжки по этапам и повторной проверкой после 10 циклов нагрева-охлаждения.
Замена поршней и колец
Замена поршней производится комплектно с кольцами по моторному коду. Подбор размеров по замеру цилиндров. Установка с применением смазки.
Выбор комплектующих и последовательность установки
Подбор деталей осуществляется по каталожным номерам двигателя 1.0 EcoBoost 155 л.с. 2017-2023. Устанавливаются только оригинальные или одобренные аналоги с документом соответствия. Подбираемые элементы: поршни с указанием размера посадки, компрессионные и маслосъемные кольца, шатунные и коренные вкладыши с указанием класса посадки, направляющие впускных и выпускных клапанов, седла клапанов, прокладка ГБЦ с параметром сжатия, болтовая номенклатура с отметкой предела прочности.
Последовательность монтажа определяется технологическим регламентом. Сборка производится на чистой поверхности, смазка осуществляется специальным составом для обкатки. Поршни и кольца устанавливаться по меткам, зазоры кольцевых канав фиксироваться измерениями. Вкладыши устанавливаться с контролем масляного зазора. Болтовые соединения затягиваться по этапной схеме с применением динамометрического ключа. Установка ГБЦ проводится после проверки плоскостей и установки новой прокладки. Заключительный этап ⎻ контрольный запуск и протяжка соединений после прогрева.
Замена вкладышей
Демонтаж коленвала выполнен. Подбор вкладышей по коду и допускам произведён. Установка вкладышей выполнена с контролем зазоров масляных каналов.
Подбор размеров и методы установки
Подбор вкладышей производится по маркировке и измеренным посадочным диаметрам шатунных и коренных шеек. Измерение диаметров производится микрометром и внутренним шаблоном. Подбор колец осуществляется по диаметру поршня и клиренсу замка. Подбор поршней основывается на замерах рабочего объёма цилиндров и допусков производителя. Установка вкладышей выполняется с применением оправок и прессовой посадки в составе сборочного комплекта. Монтаж колец производится инструментом для захвата с обеспечением зазора замка согласно технологической карте. Натяг маслосъёмных элементов контролируется шаблоном. Допуски зазоров записываются в акт измерений.

Ремонт и замена головки блока цилиндров
Демонтаж ГБЦ выполнен. Поверхности проверены на коробление. Шлифовка выполнена в станке. Замена прокладки головки произведена.
Проверка плоскостей, шлифовка и установка новой прокладки
Осмотр плоскостей головки блока цилиндров и блока цилиндров проводится при температуре окружающей среды, обеспечивающей стабильность размеров деталей. Плоскостность измеряется щупом и поверочной линейкой с нанесением контрольной шкалы. При выявлении биений свыше допустимого значения производится шлифовка головки блока цилиндров на специализированном станке с указанием снятого слоя в техническом протоколе. Контроль после обработки осуществляется повторным измерением плоскостей по установленной сетке точек. Герметичность камер проверяется опрессовкой под давлением, фиксируются значения утечек. Замена прокладки выполняется подбором по каталожному номеру, прилагается новая прокладка с соответствующей толщиной и материалом. Поверхности перед установкой обезжириваются растворителем, осуществляется удаление остатков старого материала механическим способом с последующей финишной очисткой абразивом мелкой зернистости. Моменты затяжки головки указываются в таблице моментах и последовательности. Установка производится с применением новых болтов, если болты рассчитаны на одноразовую установку, фиксируются номера и характеристики крепежа в акте выполненных работ.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней, ГБЦ с новой прокладкой. Контроль моментов затяжки и смазки.
Контрольные моменты при сборке и применения смазки
Контроль чистоты посадочных поверхностей и каналов выполняется перед нанесением смазки. Применение смазки осуществляется по узлам: вкладыши шатунные и коренные, направляющие и фасонные поверхности поршней, направляющие клапанов, распределительный вал и его опоры, уплотнения. Нанесение производится тонким равномерным слоем специализированного моторного состава с допуском производителя. Объем нанесения фиксируется в технологической карте для каждого узла. Величина временной смазки для первичного пуска регламентируется. Равномерность распределения подтверждается протяжкой и вращением коленчатого вала при сборке; Контроль крутящего момента болтов и проверка остаточного усилия крепежа выполняются после нанесения смазки на резьбы и опорные поверхности. Сборка производится при соблюдении последовательности установки подшипников, поршней и ГБЦ, с фиксацией допусков.
Обкатка и регулировка после ремонта
Обкатка производится на холостом ходу и под нагрузкой. Замеры параметров выполняются через интервалы. Регулировка проводится по результатам.
Режимы обкатки и проверка рабочих параметров
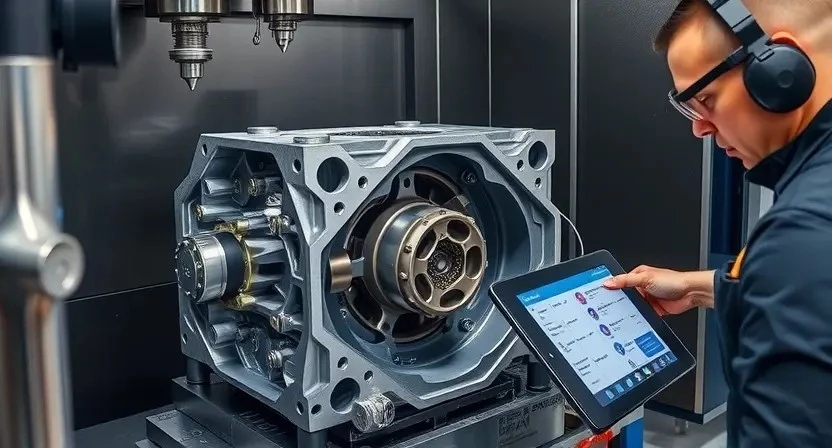
Обкатка проводится в три этапа с фиксированными режимами оборотов и нагрузок. На первом этапе запуск холодного двигателя при рабочем давлении масла в пределах нормативов, выдержка на холостых оборотах в течение 10 минут, плавное повышение оборотов до 3000 об/мин с удержанием на протяжении 2 минут и последующее возврат к холостому ходу. Второй этап предусматривает циклы переменной нагрузки: 5 циклов ускорений до 4500 об/мин с интервалами охлаждения 3 минуты. Третий этап заключается в длительной работе при средних оборотах 2000 об/мин в течение 30 минут с мониторингом температуры, давления масла, утечек и дымности выхлопа. Контроль параметров производится посредством стационарного стенда и диагностического сканера, фиксирование результатов в протоколе. При отклонениях проводятся повторные измерения и анализ причин, с последующей корректировкой регулировок или доработкой узлов.

Финальная проверка и контроль качества
Испытание на стенде выполнено. Проверка герметичности проведена. Параметры давления и компрессии соответствуют заводским значениям.
Испытание на стенде и проверка на утечки
Испытание двигателя проводится на стенде давления и мощности с фиксацией рабочих параметров. Подключение магистралей выполняется через специализированные фитинги; герметичность соединений контролируется манометром высокого давления. Проведение измерений компрессии согласуется с ранее полученными значениями; Давление масла создаётся регулятором стенда, измеряется в нескольких точках масляной системы. Протечки охлаждающей жидкости выявляются при повышенном давлении охлаждающей системы; использование индикаторов утечек допускается в качестве метода локализации. Утечки газов картерной вентиляции фиксируются газоанализатором. При обнаружении несоответствий проводится протокол дефектовки с указанием величин отклонений и списком необходимых мероприятий по устранению дефектов.
Докумтация и отчетность
Оформление акта выполненных работ, протоколов измерений компрессии и давления масла. Ведение экземпляров с указанием серийных номеров деталей.
Формирование технического отчета и передача заказчику
Составление технического отчета производится по результатам выполненных работ на двигателе Ford Fiesta 1.0 EcoBoost 155 л.с. 2017–2023. Включение разделов: исходные данные, диагностические протоколы, измерения компрессии, измерения давления масла, перечень демонтированных агрегатов, результаты дефектовки, перечень восстановительных операций, примененные комплектующие, результаты шлифовки и расточки, данные о замене поршней, колец, вкладышей и головки блока, записи о примененной смазке и моментах затяжки.
Приложение к отчету содержит фотографическую фiksацию дефектов, копии измерительных протоколов и сертификаты используемых деталей. Передача документации производится в электронном виде и в печатном варианте. Подписание акта выполненных работ и передача ключей фиксируются в журнале приемки-передачи. Гарантийные условия и сроки эксплуатации указываются отдельным разделом.