

Вhведение
Предоставление услуги ремонта двигателя Geo Metro 1.3 L R4 79 л.с. (1995–2001): диагностика, оценка состояния, измерения, демонтаж, ремонт, сборка, обкатка.
Общая информация о двигателе Geo Metro 1.3 L R4 79 л.с. (1995–2001)
Двигатель рядный четырехцилиндровый, рабочий объем 1,3 л, мощность 79 л.с. Конструкция с верхним расположением распредвала и цепным приводом газораспределения. Блок цилиндров изготовлен из чугуна; головка блока алюминиевая с отдельными седлами клапанов. Система питания карбюраторная на ранних модификациях и инжекторная на последующих исполнениях. Система смазки комбинированная с давлением в фильтре и регулирующим клапаном. Охлаждение принудительное с водяной помпой и термостатом. Электронная система зажигания с катушкой зажигания на модуле. Конструкционные особенности влияют на последовательность диагностики и демонтажа.
Цель и объем работ
Определение перечня вмешательств: диагностика двигателя Geo Metro 1.3 L R4, измерения компрессии и давления масла, оценка состояния, подготовка к ремонту.
Перечень выполняемых операций
Диагностика двигателя посредством комплексной проверки рабочих параметров и параметров электрической системы. Измерение компрессии цилиндров с использованием манометра высокой точности; фиксация результатов в технической карте. Замер давления масла под нагрузкой и на холостом ходу; документирование показаний. Выполнение демонтажа двигателя с маркировкой агрегатов и составлением перечня деталей. Разборка узлов на специализированной оснастке; хранение компонентов по каталогам. Дефектовка блока, коленвала, шатунов, поршней, ГБЦ с применением приборов контроля. Принятие решения о шлифовке коленвала и расточке блока на основании размеров и износа. Выполнение шлифовки и расточки на станках с контролем чистоты поверхностей. Подбор и замена поршней, колец, шатунных вкладышей с учетом допусков и взаимозаменяемости. Ремонт или замена головки блока с восстановлением фасок и заменой направляющих клапанов. Сборка двигателя с применением новых уплотнений и моментной затяжки по паспортным значениям. Обкатка двигателя на стенде с контролем температуры и давления; проведение последующей настройки угла опережения зажигания и состава смеси. Завершение оформлением акта выполненных работ и передачей протоколов измерений.
Подготовка к диагностике
Оформление накладных и карты работ. Проверка доступности инструментов. Обеспечение освещения. Подключение стендового оборудования и фиксация исходных данных.
Оформление технической документации и история обслуживания
Составление учетной карточки производиться при приеме двигателя на обслуживание. В карточке фиксируются идентификационные данные силового агрегата, пробег по одометру, версия программного обеспечения управляющего блока. Диагностические протоколы включаются в пакет документов: результаты измерения компрессии по цилиндрам, показания давления масла, осциллограммы зажигания и датчиков. Перечень выполненных операций с указанием нормо-часов и примененных запасных частей оформляется отдельным документом. Сохранение оригиналов счетов и сертификатов на комплектующие обеспечивается для подтверждения соответствия. История сервисных вмешательств вносится в базу данных с указанием дат, исполнителей и примененных материалов. Протоколы дефектовки с фотоснимками и измерительными показателями прикладываются к отчету. Архивация документов производится в электронном и бумажном виде с индексированием по VIN и дате работ.

Визуальный осмотр и подготовка автомобиля
Осмотр моторного отсека произведён. Очистка рабочей зоны выполнена. Фиксация автомобиля на подъёмнике произведена. Маркировка компонентов проставлена.
Осмотр моторного отсека и подготовка рабочих мест
Визуальный осмотр моторного отсека выполнен с фиксированием утечек, повреждений проводки, состояния крепежа и уровней жидкостей. Доступ к аккумулирующим элементам обеспечен для безопасного отключения электроцепей. Пространство вокруг двигателя освобождено от посторонних предметов. Освещение рабочей зоны организовано согласно нормам технического освещения. Инструмент и приспособления размещены по технологическим картам. Защитные подставки и домкраты установлены на рекомендованных опорных точках. Рабочие поверхности накрыты антикоррозийными материалами. Ограждения для предотвращения попадания загрязнений размещены. Составлена ведомость необходимых расходных материалов и запасных деталей.
Проверка электрооборудования и системы запуска
Диагностика стартерной цепи, генератора и обмоток. Испытание аккумулятора. Замеры напряжения проводки. Регистрация выявленных ошибок в протоколе.
Диагностика системы зажигания и подачи топлива
Определение состояния системы зажигания и подачи топлива производится последовательными измерениями и осмотрами. Сопротивление высоковольтных проводов и катушки измеряется омметром. Исправность свечей оценивается по свечному наконечнику и электроду; наличие нагара и следов перегрева фиксируется в протоколе; Проводка и разъемы осматриваются на предмет коррозии, повреждений и неплотных контактов. Напряжение питания на модуле зажигания и форсунках фиксируется в динамическом режиме при запуске и при работе холостого хода. Давление топлива измеряется манометром на топливной рейке; сравнение с эталонными значениями производится по таблице производителя. Подача топлива проверяется по времени впрыска и сигналам форсунок посредством осциллографа; синхронизация с фазами газораспределения подтверждается по меткам. Утечка вакуума и состояние впускного коллектора проверяются дымогенератором и манометрическими методами. Результаты оформляются в отчете с указанием измеренных величин, допусков и рекомендаций по дальнейшим операциям.
Измерение компрессии
Подготовка: снять свечи, отключить топливо, обеспечить проворот коленвала. Замер компрессии производится манометром на горячем двигателе с десяти секундным проворотом.
Последовательность работ при замере компрессии цилиндров
Подготовка двигателя к замеру компрессии включает отключение системы зажигания и подачи топлива, снятие высоковольтных проводов и свечей, предотвращение запуска.
Установка манометра в отверстие свечи зажигания производится с применением переходников требуемого диаметра. Прокачка стартера выполняется до стабилизации показаний на манометре. Фиксация значения производится после трех-четырех полных проворачиваний стартером. Повторение измерения проводится не менее двух циклов для каждого цилиндра с записью результатов в протокол.
Сравнение показаний производится по номинальным значениям завода-изготовителя и по допустимым отклонениям. Регистрация аномалий осуществляется в технической документации для последующей дефектовки.
Оценка состояния по результатам компрессии
Анализ показателей компрессии выполнен. Отклонения зафиксированы по цилиндрам. Причины: износ колец, повреждение седел клапанов, прогар поршней.
Критерии отклонений и возможные причины пониженной компрессии
Отклонение давления в цилиндрах фиксируется при измерении компрессии. Нормативное значение для модели Geo Metro 1.3 L R4 79 л.с. должно соответствовать заводским паспортным данным. Отклонение более чем на 15% между цилиндрами рассматривается как неравномерность. Снижение абсолютного значения ниже минимального порога указывает на дефекты, влияющие на герметичность камер сгорания.
Причины пониженной компрессии классифицируются по природе дефекта. Уплотнения колец нарушены вследствие износа, царапин или пригорания; это приводит к утечке газов в картер. Седла клапанов и направляющие подвергнуты износу или обгорели, что вызывает неплотное закрытие клапанов и утечку газов в систему впуска или выпуск. Повреждение прокладки головки блока допускает пропуск газов между цилиндрами или в систему охлаждения. Дефекты поршней в виде трещин, задиров или износа поршневых канавок снижают компрессию. Блок цилиндров с износом зеркала или деформацией гильз проявляет снижение уплотнения. Коленчатый вал и шатуны косвенно влияют через увеличение осевых и радиальных зазоров, приводя к снижению давления в картере и ухудшению компрессии при нагрузке.
Измерение давления масла
Подключение манометра к масляному каналу. Испытание на холодном и прогретом двигателе. Фиксация значений на холостых и при 3000 об/мин.
Методика замера и рабочие параметры
Подготовка измерительного оборудования производится калибровкой манометра давления масла и компрессометра с переходниками под свечные отверстия. Двигатель устанавливается в положение ВМТ первого цилиндра для снятия показаний, система питания и зажигания отключается для исключения вращения коленчатого вала. Замеры давления масла выполняются при прогретом до рабочей температуры двигателе, учитывается давление на холостом ходу и при повышенных оборотах; фиксируются значения в интервалах 700-900 об/мин и 2500-3000 об/мин. Компрессия измеряется при выключенном питании, с выкрученными свечами, с открытым дросселем; производятся три замера на цилиндр с предварительным прокручиванием стартером не менее пяти полных оборотов и усреднением результатов. Рабочие параметры давления масла для указанного двигателя: минимальное на холостом ходу 0.9-1.2 бар, при 2500 об/мин 2.5-3.5 бар. Допустимая компрессия по цилиндрам должна находиться в диапазоне 9.5-11.5 бар с расхождением между цилиндрами не более 1.0 бар; фиксирование отклонений проводится в протоколе измерений.
Оценка состояния масляной системы
Измерение давления масла выполняется манометром. Анализ показаний производится по паспортным параметрам. Осмотр фильтра проводится на предмет засоров и повреждений.
Интерпретация показаний давления и возможные дефекты
Измерение давления масла выполняется при холодном и рабочем состоянии двигателя. Показания фиксируются манометром в магистрали после масляного фильтра. При давлении на холостом ходу ниже 0,5 кг/см2 фиксируется понижение. Причинами пониженного давления считаются износ масляного насоса, увеличенный зазор в подшипниках коленвала, загрязнение маслопроводов, изношенные посадочные поверхности регулировочных клапанов. При высоком давлении свыше 5 кг/см2 регистрируется превышение; возможные причины, заклинивание перепускного клапана, загустевшее масло, использование несоответствующей вязкости масла. Колебания давления при равномерной работе двигателя указывают на износ механической части насоса или наличию взаимоувязанных повреждений в системе смазки. Наличие падений давления при повышенных оборотах свидетельствует о чрезмерных зазорах в шатунных вкладышах или дефектах масляных каналов в блоке цилиндров. Резкое падение давления после запуска указывает на разгерметизацию масляной магистрали или пробой масляного радиатора. При выявлении отклонений рекомендуется составление дефектного акта и проведение дальнейших контрольных измерений после удаления возможных засоров и замены фильтрующих элементов.
Решение о снятии двигателя
Снятие двигателя назначаеться при критических отклонениях компрессии, постоянном падении давления масла или при выявлении повреждений блока и головки цилиндров.
Критерии для выполнения демонтажа двигателя
Зафиксированы измерения компрессии ниже нормативных значений, отличия между цилиндрами превышают допустимый разброс; давление масла ниже минимального рабочего значения при холостом ходе и под нагрузкой; обнаружены металлические частицы в масляном фильтре или поддоне; наличие сильных посторонних шумов при вращении коленвала, сопровождаемых вибрацией, и отсутствие возможности восстановления регулировками; зафиксированы протечки охлаждающей жидкости в камерах сгорания или смешение ОЖ с моторным маслом; выявлены трещины в блоке цилиндров или деформация постелей коренных и шатунных шеек; обнаружены значительный износ поршневых колец с потерей компрессии и повышенным расходом масла; обнаружены задиры на цилиндровых гильзах, превышающие ремонтный допуск; выявлена искривленность или повреждение шейки коленчатого вала, требующая шлифовки за пределы возможностей текущего радиального ремонта; зарегистрированы повреждения головки блока цилиндров, исключающие восстановление без снятия для дефектовки и шлифовки; замечены следы гидроудара с деформацией поршней и клапанов; диагностирована невозможность точной регулировки фаз газораспределения из-за износа распределительного вала или опор.
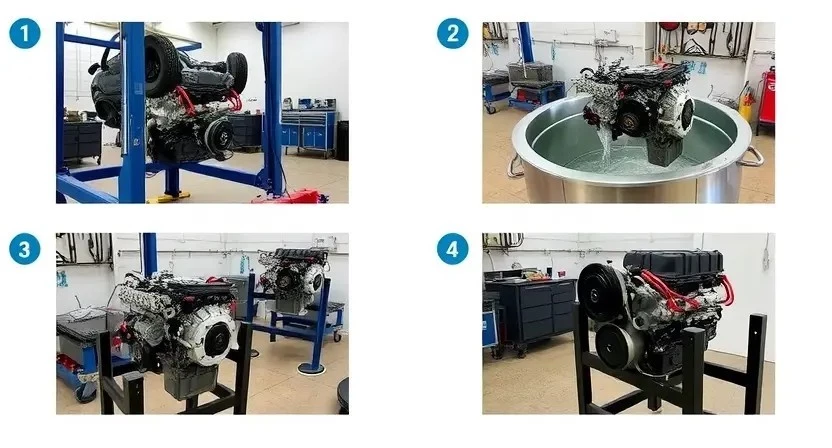
Снятие двигателя и маркировка узлов
Демонтаж двигателя выполняется по этапам. Маркировка узлов производится для сохранения взаимозаменяемости. Фиксация деталей осуществляется ярко и однозначно.
Технология демонтажа и правила маркировки деталей
Подготовка рабочего места предусматривает выделение площади с естественным освещением и ровным полом. Оборудование для поднятия двигателя размещается с допуском полезной нагрузки, проверка исправности приспособлений производится перед началом работ. Электросеть отключается, клеммы аккумулятора маркируются и отделяются для исключения случайных включений. Системы подачи топлива и охлаждения депрессуризуются, остатки топлива и охлаждающей жидкости собираются в емкости под маркировку утилизации. Демонтаж агрегатов выполняется по последовательности, обеспечивающей сохранность крепежа; болты и шпильки комплектуются по зонам и нумеруются. Детали сопряжений маркируются стойкими маркировочными средствами с указанием позиции и направления установки. Узлы с симметричными поверхностями комплектуются с фиксацией ориентации для восстановления исходного взаимного расположения. Присадки и уплотнения размещаются в герметичные пакеты с описанием состояния. Отклоненные или поврежденные детали отделяются в контейнеры для дефектовки. Инструментальная документация заполняется с указанием номера агрегата, пробега и обнаруженных дефектов.

Разборка двигателя
Разборка производится по этапам: слив жидкостей, Демонтаж навесного оборудования, снятие головки, извлечение поршней, маркировка деталей, хранение в чистоте.
Порядок разборочных операций и хранение деталей
Определение последовательности разборки двигателя производится документально. Демонтаж агрегатов производится поэтапно: снятие навесного оборудования, удаление систем впуска и выпуска, отделение топливной магистрали. Головка блока отделяется после маркировки положения распредвала и коллектора. Блок цилиндров освобождается последовательно: крышки шатунов снимаются с фиксацией номеров, поршни извлекаются с применением оправок. Извлечение коленвала осуществляется после удаления маховика и шкива. Детали маркируются устойчивыми к маслу маркерами и помещаются в индивидуальные контейнеры. Контейнеры клеймятся номером двигателя и датой операции. Мелкие элементы пакуются в закрываемые пакеты с влагопоглотителем. Металлические компоненты подлежат промывке и дегазации перед упаковкой. Хранение деталей производится в отапливаемом помещении при контроле влажности и температурного режима, поддерживаемом в пределах заводских допусков. График ревизий и повторных измерений вносится в сопроводительную ведомость.
Дефектовка деталей
Проведение измерений и визуального контроля блока, коленвала, шатунов и поршней. Фиксация дефектов. Составление отчёта о годности деталей.
Методика контроля блока цилиндров, коленвала, шатунов и поршней
Визуальный контроль поверхности блока выполняется для выявления трещин, коррозии и деформаций. Замеры внутреннего диаметра цилиндров выполняются микрометром и нутромером с фиксацией размеров по каждой штуке. Отклонения от заводских параметров подлежат фиксации в акте дефектовки. Контроль круглости и овальности выполняется по двум взаимно перпендикулярным диаметрам на разных высотах гильзы. Коленвал подвергаеться измерению диаметров шейки и биения приходом индикатора на оправке. Контроль износа шеек производится по посадочным поверхностям вкладышей с применением щупов для зазоров. Шатуны измеряются на прямолинейность и биение в упоре. Поршни осматриваются на трещины и пригор, измеряются диаметр и расстояние до замка поршневых колец; Все результаты вносится в отчет с указанием предельных значений и предложением о восстановлении или замене деталей.
Решение о шлифовке коленвала и расточке блока
Оценка износа шатунных шеек и цилиндров. Принятие решения на основе измерений биения, износа, радиального люфта и соответствия допусков производителя.
Параметры шлифовки и допустимые износы
Установлены контрольные размеры шейки коленвала и межцентровые зазоры. Измерение производится до и после шлифовки. Шлифовка допускается при износе шейки свыше 0,05 мм от заводского номинала. Снятие металла выполняется слоями не более 0,02 мм за проход. После окончательной обработки допускается суммарное удаление металла не более 0,20 мм по каждой шейке. Контроль круглости производится инструментальным методом; отклонение от круглой формы не более 0,01 мм. Биение по шейке после шлифовки не более 0,015 мм. При превышении указанных значений рекомендуется замена коленвала.
Работы по расточке блока и шлифовке шейки коленвала
Расточка блока выполняется по снятой плите цилиндров. Шлифовка шеек коленвала производится на балансировочном станке с контрольными измерениями после операции.
Технологическая последовательность операций на станках
Подготовка детали к обработке производится очисткой и маркировкой посадочных поверхностей. Установку блока в станок выполнять с применением оправок, обеспечивающих соосность. Центрирование проводится по контрольным отверстиям. Последовательность операций: черновая расточка цилиндров с заданным припуском; контроль диаметра кольцом; чистовая расточка до номинального размера с чистотой поверхности, соответствующей техкарте; притирка седел клапанов на фрезерном столе с измерением углов; шлифовка плоскости головки с применением шаблона и индикатора; шлифовка шейки коленвала в три прохода с замером микрометром; балансировка коленвала на противовесах; проверка биения и соосности после каждого этапа.

Замена поршней, колец и шатунных вкладышей
Демонтаж поршней при измерении посадочных мест. Подбор новых колец по диаметру. Вкладыши заменены с контролем зазоров и маркировкой деталей.
Выбор деталей и контроль взаимозаменяемости
Подбор деталей производится по заводским номерам и техническим параметрам. Совместимость колец, поршней и вкладышей определяется по диаметру, классу посадки, допускам и маркировке. Применение деталей с отклонениями от размеров допускается только при согласовании с размерами после обработки. Заменяемость штифтов и болтов фиксируется в документации. Маркировка шатунов и колец наносится при сборке для сохранения балансировки. Контроль взаимозаменяемости головки блока проводится по торцевым и направляющим размерам, по состоянию седел клапанов и по плоскостности прилегания. Серийные номера и коды деталей вносятся в акт работы. Испытание совместимости производится на стенде при сборке головы и блока.

Ремонт или замена головки блока цилиндров (ГБЦ)
Осмотр ГБЦ выполнен. Выявление трещин, деформаций, износа седел и направляющих. Подготовка к расточке и дефектовке головки произведена.
Дефекты ГБЦ и перечень восстановительных операций
Идентификация дефектов головки блока цилиндров проводится при визуальном осмотре и измерениях на стенде. Обнаружение трещин фиксируется методом гидростатической проверки и магнитопорошковой дефектоскопии. Прогиб опорной плоскости определяется плоскопараллельной линейкой и концевым индикатором. Износ седел клапанов и направляющих регистрируется по люфтам и контактным следам. Наличие коррозии и эрозии камер сгорания документируется фотографиями и замерами глубины поражения. Выполняются восстановительные операции: шлифовка плоскости ГБЦ до допустимого снятия металла, притирка седел клапанов с последующей заменой или расточкой направляющих, сварочное наплавление трещин с послесварочной механической обработкой, притирка клапанов с контролем утечек, замена прокладки головки блока на деталь с маркировкой, проверка герметичности после сборки на стенде под давлением. Контроль всех операций фиксируется в акте выполненных работ с указанием допускаемых параметров и применённых материалов.
Сборка двигателя
Сборка производится на чистой поверхности. Установить вкладыши, шатуны, поршни с кольцами. Момент затяжки и зазоры контролировать по регламенту.
Точность сборочных операций и контроль натягов
Сборочные операции выполняются с жестким соблюдением посадочных размеров и предельных допусков. Контроль зазорных параметров осуществляется с помощью щупов, микрометров и динамометрического ключа. Моменты затяжки указаны в сопроводительной документации и фиксируются в протоколе. Контроль натяга вкладышей производится измерением осевого люфта и контролем давления масляной пленки. Подшипниковые зазоры сверяются микрометром и пластинами щупового типа. Установочные размеры поршневых колец сверяются по калибровочным оправкам. Сборка коленвала проводится с последовательной проверкой радиального биения. Торцевые зазоры распредвала измеряются индикатором часового типа. При несоответствии параметров выполняется протяжка, замена или расточка посадочных мест. Регистрация результатов производится в акте выполненных работ.
Режимы прогрева, нагрузки и интервалы контроля
Прогрев двигателя выполняется до достижения температуры охлаждающей жидкости 80–90 °C перед началом диагностических нагрузочных испытаний. Плавное увеличение оборотов производится в пределах холостого хода до 2500 об/мин в течение первых пяти минут после прогрева. Испытательная нагрузка прикладывается ступенчато: минимальная нагрузка 25% мощности на 2 минуты, средняя нагрузка 50% на 5 минут, номинальная нагрузка 75–100% на 3 минуты с контролем температуры и давления масла. Интервалы контроля включают фиксацию параметров каждые 30 секунд при нагрузке и каждые 60 секунд при охлаждении. Охлаждение производится с выдержкой двигателя на холостом ходу до 60 °C перед демонтажем инструментов и снятием диагностического оборудования. Фиксация результатов производится в протоколе с указанием времени, температуры, давления и оборотов.

Настройка систем после обкатки
Настройка производится: регулировка угла опережения зажигания, корректировка подачи топлива, установка холостого хода, проверка выбросов и контроль датчиков.
Регулировка угла опережения зажигания, холостого хода и качества смеси
Настройка угла опережения зажигания производится по контрольным меткам коленвала и распредвала с применением стробоскопа и тахометра. Параметры сверяются с заводскими значениями. Регулировка холостого хода выполняется регулировочным винтом дроссельного узла при устойчивой работе на установленной температуре охлаждающей жидкости. Контроль стабильности оборотов производится тахометром в диапазоне рабочей температуры. Качество топливной смеси оценивается анализатором дымности и газоанализатором для бензиновых систем; при карбюраторном впрыске производится регулировка качества смеси винтами состава и холостого хода. Корректировка производится до получения показателей в допуске. Запись результатов производится в диагностическую карту с указанием исходных значений, выполненных операций и итоговых параметров. Отклонения от нормы сопровождаются протоколом дальнейших работ.

Финальная проверка и сдача работы
Проведение стендовых и дорожных испытаний. Оформление акта выполненных работ. Передача диагностических протоколов и параметров настроек двигателя.
Проверочные испытания на стенде и дорожные испытания
Проведение стендовых испытаний выполняется после завершения сборочных операций. Измерение мощности, крутящего момента и контроля утечек производится при заданных режимах работы. Фиксация параметров давления масла, температуры охлаждающей жидкости и расхода топлива выполняется в лог-файле. Регистрация акустических сигналов и вибраций производится специализированными датчиками. Оценка динамики оборотов производится при плавном изменении нагрузки. Отклонения от заданных характеристик приводят к выполнению дополнительных регулировок и повторной проверке.
Дорожные испытания осуществляются на маршрутах с различными нагрузками. Контроль поведения при разгоне, переходе на устойчивый режим и при длительной нагрузке записывается. Фиксация утечек, посторонних шумов и повышения температуры выполняется визуально и инструментально. Заводские параметры сравниваются с фактическими показателями. Отчёт по испытаниям оформляется с перечнем зафиксированных значений, выявленных дефектов и выполненных корректировок.