

Вhведение
Оказание услуг по ремонту двигателя 2.5 Turbo 290 л.с. (2020–н.в.). Перечень работ: диагностика, измерения, демонтаж, дефектовка, восстановление, сборка, обкатка.
Область применения и цель документа
Документ предназначен для регламентирования работ по ремонту двигателя Hyundai Sonata 2.5 Turbo 290 л.с. (2020–н.в.). Применение распространяется на технологические операции диагностики, оценивания состояния, измерения компрессии и давления масла, демонтажа агрегата, разборки, дефектовки, шлифовки и расточки блоков, замены поршней, колец и вкладышей, ремонта или замены головки блока цилиндров, сборки, обкатки и настройки. Цель документа — установление последовательности операций, критериев приемки результатов и требований к документации работ.
Область применения ограничена указанной моделью двигателя и перечисленными видами работ; иная техника обслуживанию не подлежит.
Общая информация о двигателе
Двигатель 2.5 Turbo 290 л.с. 2020–н.в. Описаны назначение, конструктивные особенности, рабочие параметры и совместимость с навесным оборудованием.
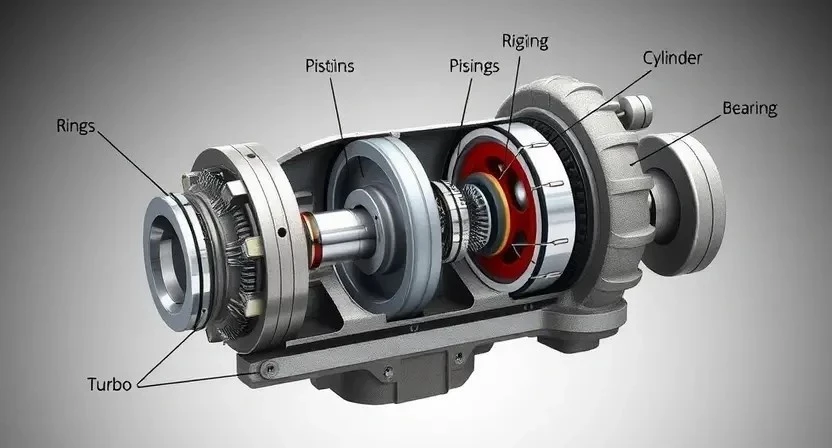
Техническая характеристика двигателя 2.5 Turbo 290 л.с. (2020–н.в.)
Конфигурация: рядный четырехцилиндровый блок с турбонаддувом. Рабочий объем 2,5 л. Максимальная мощность 290 л.с; при установленном диапазоне оборотов. Крутящий момент указан производителем в паспортной документации. Системы питания: непосредственный впрыск топлива высокого давления, система наддува с интеркулером. Система смазки: масляный насос с регулируемым давлением, масляный радиатор в зависимости от исполнения. Система газораспределения: цепной привод газораспределительного механизма с гидрокомпенсаторами. Охлаждение: жидкостное, с электрическим термостатом и электронасосом в отдельных исполнениях. Материал блока: алюминиевый сплав с гильзами или втулками цилиндров в зависимости от модификации. Поршневая группа: кованые или литые поршни по версии, многослойные кольца с проточками под маслосъем. Впускной тракт с электронноуправляемыми заслонками в зависимости от комплектации. Масляный картер снижен для увеличения объема масла в модификациях с повышенной нагрузкой. Система управления: электронный блок управления с адаптивными картами впрыска и опережения зажигания, интеграция с системой контроля давления наддува. Технические данные для обслуживания и ремонта задаются заводской документацией и используются при оценке износа, подборе запчастей и выполнении ремонтных операций.

Приемка автомобиля в ремонт
Оформление заявки производится в журнале. Регистрация показаний приборов, фиксация внешних дефектов, занесение данных в карточку ремонта.
Оформление заявки и регистрация измерений
Оформление заявки производится через единый журнал приемки. В заявке фиксируются: идентификационные данные автомобиля, тип двигателя, пробег, дата поступления, заявленные неисправности и перечень требуемых работ. Регистрация измерений выполняется до демонтажа. В протокол вносится дата и время проведения, используемое оборудование с указанием калибровочных сертификатов, температура окружающей среды и уровень топлива. Приборные показания фиксируются в цифровом и печатном виде. Составляется акт приемки с подписью ответственного специалиста и отметкой о согласии на работы. Архивация документов производится в электронном и бумажном форматах.
Предварительная визуальная инспекция
Осмотр внешних признаков: обнаружение течей масла и охлаждающей жидкости. Фиксация повреждений корпуса, патрубков, креплений. Фотофиксация выполняеться.
Осмотр внешних признаков неисправностей и утечек
Визуальный осмотр проводится с целью фиксации внешних повреждений и течей. Осмотр включает проверку поверхностей блока цилиндров, головки блока, кожухов приводов, соединительных патрубков, соединений маслопроводов и уплотнений. Осмотр производится при открытом моторном отсеке и при поднятом автомобиле для доступа к поддону картера. Осмотр сопровождается фотографированием обнаруженных дефектов и занесением данных в протокол. Наличие масляных следов, концентрированных в местах стыков, считается признаком нарушенной герметичности. Наличие охлаждающей жидкости на внешних поверхностях указывает на дефект в системе охлаждения или уплотнениях. Штриховка и маркировка дефектных зон производится для последующей дефектовки.
Диагностика электронных систем
Считывание кодов ошибок выполняется специализированным оборудованием. Анализ параметров двигателя проводится по логам. Регистрация неисправностей обязательна.
Считывание кодов ошибок и анализ параметров двигателя
Снятие данных диагностическим интерфейсом производиться перед механическими вмешательствами. Считывание ошибок выполняется с использованием совместимого адаптера и заводской либо специализированной программы. Полученные DTC регистрируются с указанием кода, оперативного статуса, условий появления и количества зафиксированных запусков. Параметры живых данных считываются одновременно: обороты холостого хода, давление наддува, температура охладителя, температура масла, положение дросселя, угол опережения зажигания, коэффициент подачи топлива, показания датчиков кислорода и датчики давления масла.
Анализ производится путем сопоставления текущих значений с эталонными диапазонами. Аномалии классифицируются по степени влияния на работоспособность: критические, ограничивающие эксплуатацию, не влияющие на движение. Корреляция кодов и параметров выполняется для локализации причин. Протокол диагностики формируется в документальной форме с указанием времени, примененного ПО, версии прошивки ЭБУ и перечнем последующих процедур для подтверждения дефектов.

Оценка состояния механических узлов
Осмотр привода ГРМ, турбины и шатунно-поршневой группы. Фиксация износа, люфтов и повреждений. Замеры зазоров и износа в протокол.
Проверка состояния турбокомпрессора, привода ГРМ и навесных агрегатов
Осмотр турбокомпрессора производится на предмет внешних повреждений корпуса и сапунов. Вращение ротора контролируется на люфт в радиальном и осевом направлениях. Утечки масла в зоне соединений и патрубков фиксируются для последующей дефектовки. Состояние лопаток оценивается по наличию коррозии, повреждений и отложений. Привод газораспределительного механизма подвергается измерению растяжения ремня или состояния цепи. Измерение корректности фазирования выполняется путем сопоставления меток. Износ направляющих и натяжителей регистрируется. Навесные агрегаты осматриваются на заедание, износы и нарушения герметичности. Результаты заносятся в акт дефектовки с указанием рекомендуемых операций по восстановлению или замене компонентов.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром. Применение манометра. Фиксация значений в протоколе. Сравнение с нормой и анализ отклонений.
Порядок снятия данных и критерии оценки результатов
Подготовка измерительного оборудования производится согласно заводским методикам. Приборы калиброваны и документированы. Порядок снятия данных включает последовательность: прогрев двигателя до рабочей температуры, фиксация величин холостого хода, измерение компрессии по каждому цилиндру, регистрирование пикового и среднечасового давления масла, регистрация утечек по топливной системе и системе охлаждения. Снятые значения вносится в протокол с указанием условий измерения и серийных номеров приборов. Критерии оценки результатов установлены по нормативам производителя: разница по компрессии между цилиндрами не превышает 10 процентов; минимальное абсолютное давление масла при холостом ходе соответствует паспортному значению минус допустимый допуск; превышение допустимых значений утечек классифицируется как неисправность; отклонения параметров от норм учитывается при принятии решения о дальнейшем демонтаже; документирование результатов выполняется в форме дефектной ведомости с указанием рекомендуемых операций и ссылкой на используемые методики.
Измерение давления масла
Порядок измерений установлен: подключение манометра к линии давления, запуск двигателя на холостых, регистрация пиков и холостых значений, фиксация результатов.
Порядок проведения измерений и анализ отклонений
Подготовка оборудования выполнена: калиброванный манометр для масла, компрессометр с адаптером под свечное отверстие, манометр топлива при необходимости. Применение заводских процедур предусматривалось. Измерение давления масла производится на прогретом двигателе при фиксированных оборотах и условиях стоянки. Запись значений производится по каждому фиксированному режиму. Измерение компрессии выполняется после удаления топливной подачи и отключения системы зажигания, при прокручивании стартером до установившегося показания. Сравнение результатов выполняется с нормативами производителя. Отклонения свыше установленных границ классифицируются как критические или допустимые. Документирование результатов оформляется в виде таблицы с указанием дат, режимов, инструментов и показателей. При выявлении критических отклонений поручается составление дефектной ведомости с указанием возможных причин и рекомендуемых методов восстановления.
Принятие решения о демонтаже двигателя
Оценка измерений и визуальных данных проведена. Критерии превышены: компрессия, масляное давление, механические повреждения. Демонтаж рекомендован.
Критерии перехода к снятию и состав дефектной ведомости
При выявлении отклонений от нормативных параметров двигателя 2.5 Turbo 290 л.с. (2020–н.в.) принятие решения о демонтаже основывается на объективных измерениях и визуальной диагностике. Показатели компрессии ниже установленных значений, давление масла вне допуска, коррозионные повреждения на стенках цилиндров, заметная изношенность вкладышей, задиры на поршнях, трещины или деформация ГБЦ, заедание турбокомпрессора, критические люфты коленвала и несоответствие фаз газораспределения. При фиксации хотя бы одного из указанных дефектов оформляется дефектная ведомость.
Дефектная ведомость включает наименование детали, идентификационные коды, измеренные значения, степень повреждений, перечень рекомендуемых работ и предварительную оценку стоимости. Документация подписывается техническим специалистом и регистрируется в журнале приемки работ. Оценка экономической целесообразности включается в отдельный раздел ведомости.
Снятие двигателя
Последовательность демонтажа описана: отсоединение систем, маркировка разъёмов, слив жидкостей, фиксация мотора, подъем, размещение на стенде для разборки.
Последовательность операций при демонтаже и маркировка деталей
Подготовка рабочего места производится с демонстрацией рабочей документации и применением специализированного инструмента. Отключение электрических соединений и слив технических жидкостей выполняется в последовательности, исключающей смешение потоков. Крепежные соединения раскрепляются поочередно, начиная от вспомогательных агрегатов к блоку двигателя. Снятие навесных агрегатов выполняется с маркировкой положений и номеров разъемов. Отсоединение магистралей и трубопроводов сопровождается пломбированием и маркировкой узлов. Подъем агрегата осуществляется с применением грузоподъемного устройства с указанной грузоподъемностью. Фиксация двигателя в подвесном состоянии производится средствами, исключающими смещение. Маркировка деталей осуществляется с указанием позиции, стороны установки и номера цилиндра. Обозначение производится стойким маркером на защитном покрытии или прикрепляемыми бирками. Упаковка мелких деталей производится по комплектам с документацией о состоянии. Регистрация операций фиксируется в электронной карте ремонта с указанием времени и исполнителя.
Разборка и первичная дефектовка
Разборка узлов выполнена. Визуальная дефектовка цилиндров, шатунов, крышек и уплотнений произведена. Фиксация дефектов занесена в ведомость.
Шлифовка и расточка блоков и коленвала
Шлифовка поверхностей цилиндров проводится до допустимого натяга. Расточка выполняется по калибрам. Балансировка коленвала выполняется на стенде.
Технологические параметры шлифовки и допустимые допуски расточки
Определение размеров производится по исчерченной программе технического задания. Шлифовка поверхности блока выполняется абразивными кругами с зернистостью 120–240 по ГОСТ, обороты шпинделя и подача выбираются по величине снимаемого слоя. Снимаемый слой не должен превышать 0,5 мм для единичной операции. Контроль плоскостности проводится поверочной плитой и индикатором часового типа с допустимым биением до 0,03 мм.
Расточка цилиндров выполняется расточным агрегатом с центровкой по постели коленвала. Допуск диаметра цилиндра после расточки определяется ремонтным классом: +0,50 мм для первого ремонтного размера, +1,00 мм при втором. Раствор между цилиндром и поршнем проверяется щупом; зазор после установки колец должен соответствовать технической таблице конкретной детали. Поверхностная шероховатость допускается не более Ra 0,8 для рабочей стенки. При совмещении операций шлифовки и расточки запись параметров и протокол замеров включаются в дефектную ведомость.
Замена поршней, колец и вкладышей
Подбор деталей по размеру. Снятие поршневых групп. Замена колец и вкладышей по техническим картам. Контроль зазорів после установки.
Подбор запчастей по размерам и порядок установки компонентов
Определение номинальных и ремонтных размеров поршней, колец, вкладышей выполняется по измерениям цилиндров и коленчатого вала. Измерения диаметра цилиндров выполняются микрометром и привязкой к рекомендуемым допускам производителя. Подбор компонентов производится по таблице допусков: стандарт, +0.25 мм, +0.50 мм и т.п. Выбор вкладышей основывается на радиальном зазоре шатунного подшипника после замера шейки коленвала. Подбор поршневых колец определяется по зазору в замке при установке в цилиндр. Подбор комплектующих документацией фиксируется.
Установка компонентов выполняется в следующей последовательности. Установка вкладышей и шатунов производится с промасливанием рабочих поверхностей. Контроль радиального зазора выполняется щупом. Установка поршней с кольцами производится с обратной ориентацией меток относительно выпускного коллектора, с применением компрессора колец. Моменты затяжки шатунных и коренных болтов соответствуют технической карте и фиксируются протоколом. Уплотнения и прокладки заменяются новыми, позиции маркируются. Контрольные вращения коленвала выполняются вручную перед окончательной сборкой.
Ремонт или замена головки блока цилиндров (ГБЦ)
Дефектовка ГБЦ проводится: проверка трещин, шлифовка плоскости, замена направляющих, герметизация, испытание на герметичность в стенде.
Дефектовка ГБЦ, шлифовка седел и замена направляющих втулок
Проведение дефектовки головки блока цилиндров выполняется для выявления трещин, деформаций и износа седел клапанов. Замеры плоскостности выполняются прибором с точностью до 0,01 мм. Контроль состояния каналов маслоподачи и охлаждения осуществляется визуально и измерением проходимости. Оценка износа седел проводится по ширине контактной дорожки и глубине посадки. Шлифовка седел производится при выявлении дефектов контактной поверхности с применением специализированного абразивного инструмента. Регулировка углов седел производится согласно нормативным значеям производителя. Замена направляющих втулок производится при превышении предельного люфта. Подбор новых втулок выполняется по внутреннему диаметру и материалу. Прессование втулок осуществляется на стенде с контролем перпендикулярности посадки. После установки втулок выполняется контрольная проверка люфта клапана и плотности посадки. Протяжка крепежа головки проводится по заданной пооперационной схеме и моментам затяжки. Документирование дефектовки и выполненных операций производится в отчётной форме с указанием измеренных величин и применённых деталей.
Сборка двигателя
Сборка производится по этапам: установка коленвала, вкладышей, поршней с кольцами, натяжение ГРМ, монтаж навесного оборудования, нанесение герметика, контроль зазоров.
Контрольные моменты сборки, моменты затяжки и применение уплотнений
Контроль соответствия поверхности посадки головки и блока производиться перед установкой уплотнения. Прокладка головки подбираться по каталожному номеру и по размерам торца. Торцевые поверхности очищаться от остатков герметика и продуктов коррозии. Нанесение герметика ограничиваться участками, указанными в технической документации. Болты крепления головки подлежать замене при наличии растяжения или повреждений резьбы. Моменты затяжки болтов определяться заводскими значениями и выполняться в несколько этапов с последовательностью от центра к периферии. Контроль момента осуществляться динамометрическим ключом с калибровкой не реже года. Шпильки и болты картера смазываться маслом моторным перед установкой, смазка поршней отсутствовать на резьбах, чтобы обеспечить заданный момент. Прокладки крышек распределительного вала устанавливаться с новыми уплотнительными кольцами. Прокладки масляного поддона фиксироваться равномерным усилием по периметру с указанным моментом. Резьбовые соединения, требующие фиксирования, обрабатываться фиксатором классов, указанными в документации производителя. Контроль герметичности проводиться после сборки при давлении масла и при испытательном прогоне на стенде.
Обкатка и настройка после ремонта
Программа обкатки включена: поэтапное увеличение нагрузок, контроль параметров давления и температуры, регулировка подач топлива, финальная проверка работоспособности.