

Описание услуги ремонта двигателя Hummer H3 5.3 V8 305 л.с.: диагностика, оценка состояния, измерения, разборка.
Цель документа
Определение целей и объемов работ по ремонту двигателя Hummer H3 5.3 V8 305 л.с. (2008–2010). Описание последовательности операций, подлежащих документированию: диагностические процедуры, измерения компрессии и давления масла, визуальная фиксация дефектов. Формирование критериев допуска к разборке. Уточнение границ ответственности за дефектовку и оценку деталей. Установление требований к составлению дефектного листа и сметы. Определение порядка принятия решения о замене комплектующих и выполнении машинных обработок. Контроль качества выполняемых операций.
Область применения
Представленная документация охватывает проведение ремонта двигателя Hummer H3 5.3 V8 305 л.с. для моделей 2008–2010 годов выпуска. Применение регламентируется при выявлении признаков снижения мощности, повышенного расхода масла, посторонних шумов, неустойчивой работы на холостом ходу и появления кодов неисправностей, связанных с системой питания и смазки. Обслуживание предусматривает диагностику, измерение компрессии и давления масла, разборку узлов, дефектовку деталей, шлифовку и расточку поверхностей, замену поршней, колец и вкладышей, ремонт головки блока цилиндров, сборку, обкатку и окончательную настройку систем.
Общие сведения о двигателе
Описание конструкции V8 5.3L, рабочий объём 5300 см3, максимальная мощность 305 л.с., система впрыска электрическая.
Технические характеристики двигателя 5.3 V8 305 л.с.
Тип двигателя: бензиновый V8 с рабочим объёмом 5.3 л. Мощность указана 305 л.с. при установленном режиме. Крутящий момент приводится в паспортных данных производителя. Степень сжатия задана спецификацией. Коленчатый вал оснащён цилиндрическими шейками. Система смазки — давлением циркуляции с масляным насосом цепного привода. Система охлаждения, помповая циркуляция с термостатом. Система питания, многоточечный впрыск. Конфигурация впускного коллектора модульная. Установлены гидрокомпенсаторы распределительных валов.
Особенности конструкции и типичные износы
Конструкция двигателя V8 5.3 включает чугунный блок, алюминиевую головку и гидрокомпенсаторы клапанов. Распределительный вал приводится в действие цепью. Поражение направлений масляной системы проявляется отложениями в каналах и снижением давления. Износ шеек коленвала и вкладышей наблюдается при повышенном пробеге. Цилиндры подвержены износу посадочных поверхностей поршней и набору выработки. Усиленный износ колец ведёт к снижению компрессии. Прогоревшие седла клапанов фиксируются при перегреве.
Подготовительные мероприятия
Организация рабочего места: освещение, подъемник, поддоны. Подбор инструментов и спецоснастки. Запас расходных материалов.
Организация рабочего места и инструмента
Оборудование рабочей зоны разделено на функциональные секции: зона приема агрегата, зона демонтажа, зона очистки, зона дефектовки, зона хранения деталей. Поверхности с антискользящим покрытием и поддон для слива масел размещены в зоне демонтажа. Стеллажи с маркированными контейнерами применены для хранения крепежа и мелких деталей. Наборы метрических и дюймовых ключей, трещоток и головок подготовлены по перечню работ. Подъемное оборудование рассчитано на массу сборки двигателя. Освещение направленное. Защитные экраны и плитки применены для предотвращения загрязнений. Рабочие поверхности очищены перед началом операции.
Обеспечение диагностического оборудования и расходных материалов
Перечень диагностического оборудования включает компрессометр с адаптерами под V8, манометр для масла с адаптером под масляный канал, сканер OBD-II с расширенным набором кодов, осциллограф для контроля зажигания, стенд для испытания форсунок и вакуумный насос для проверки герметичности. Расходные материалы задокументированы: моторное масло по спецификации, масляный фильтр оригинального типа, герметики определённого состава, абразивные пасты для шлифовки, хонинговальные камни, измерительные щупы, наборы динамометрических головок. Хранение материалов производится в маркированной упаковке. Контроль состояния приборов выполняется по калибровочному графику с записью результатов в журнал.
Диагностика состояния двигателя
Визуальный осмотр выполнен. Фиксация дефектов произведена. Состояние узлов зафиксировано в отчёте.
Визуальный осмотр и фиксация дефектов
Визуальный осмотр двигателя Hummer H3 5.3 V8 305 л.с. выполняется в строгой последовательности. Поверхности блока и головок исследуются на наличие трещин, коррозии, следов перегрева и масляных подтеков. Крепежные элементы оцениваются по наличию деформаций и следов сорванной резьбы. Соединения шлангов и трубок осматриваются на истирание и растрескивание. Электрические разъемы фиксируются как имеющие окисление или ослабление контактов.
Фиксация обнаруженных дефектов производится с использованием фотофиксации и журналирования. Для каждого дефекта указывается местоположение, характер повреждения, предполагаемая степень влияния на работоспособность и первичная оценка риска дальнейших разрушений. Записи вносились в дефектный лист с указанием даты, времени, используемого инструмента и условной маркировки деталей. Проставляются коды для последующей сортировки и приоритизации ремонтных операций.
Электронная диагностика и считывание кодов неисправностей
Подключение диагностического оборудования осуществляется к OBD-II разъему. Считывание кодов неисправностей производится согласно протоколу SAE J1979. Выбранные коды фиксируются в отчёте. Расшифровка кодов производится по официальным справочникам производителя. Состояния датчиков записываются в лог для последующего анализа. Замеры параметров в реальном времени выполняются с частотой, обеспечивающей разрешение показаний. Результаты сравниваются с эталонными значениями. Ошибки исторические и текущие разделяются. Файлы данных архивируются.

Измерение компрессии и давления масла
Измерение компрессии выполняется по цилиндрам, документирование значений. Замер давления масла производится при прогреве двигателя.
Методика измерения компрессии в цилиндрах
Подготовка двигателя: удалить свечи зажигания, отсоединить катушки зажигания. Отключение системы подачи топлива и зажигания. Подача воздуха обеспечивается через стартер; обеспечить свободный ход коленчатого вала; Применение манометра с резьбовым адаптером к свечному отверстию. Запись показаний после 4–6 оборотов стартера. Повторение процедуры для каждого цилиндра. Фиксация температуры масла и окружающего воздуха при измерениях. Сравнение значений с нормативными пределами. При отклонениях проведение контрольного теста с добавлением масла в цилиндр.
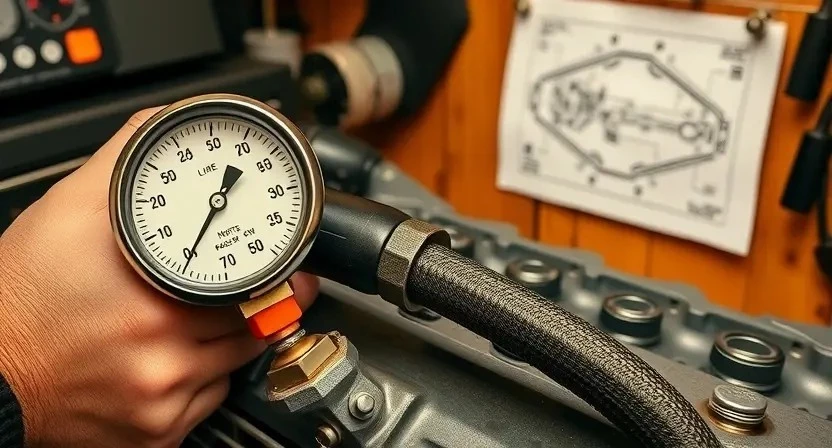
Методика измерения давления масла в рабочем режиме
Подготовка: прибор манометрический с адаптером для отверстия датчика давления масла. Отсоединение электрической части датчика выполняется перед установкой адаптера. Подключение манометра производится к адаптеру с обеспечением герметичности соединений. Запуск двигателя осуществляется до рабочей температуры масла. Фиксация показаний производится на холостом ходу, при стабильных оборотах 2000 об/мин и при повышенных нагрузках. Сопоставление показаний с эталонными таблицами двигателя 5.3 V8 производится для определения отклонений.
Решение о дальнейших работах
Формирование дефектного листа; Оценка восстановительного ремонта по параметрам компрессии и давления масла. Смета составлена.
Критерии допустимого износа и предельных значений
Определение предельных значений выполнено на основании заводских допусков и опытных измерений. Компрессия в цилиндре при проворачивании стартером должна находиться в пределах 11,0-14,0 бар; расхождение между цилиндрами допускается до 0,7 бар. Давление масла на холостом ходу при рабочей температуре двигателя должно составлять 0,8-1,2 бар; при 3000 об/мин ⸺ 2,5-4,0 бар. Износ шеек коленвала подлежит оценке при превышении диаметра на 0,05 мм относительно ремонтного размера. Износ вкладышей считается предельным при зазоре верхней пары превышающем 0,04 мм. Износ поршней определяется из разности диаметра поршня и цилиндра; предельный износ при превышении ремонтного размера на 0,03 мм. Износ колец подлежит замене при потере упругости или при поршневой компрессии ниже минимального значения. Шероховатость поверхности цилиндров должна соответствовать параметрам хонингования для новой расточки. Головка блока оценивается по наличию трещин и деформаций; величина прогиба рабочей поверхности не должна превышать 0,05 мм на длине контрольной линейки 300 мм.
Формирование дефектного листа и сметы работ
Составление дефектного листа производится по результатам визуальной дефектовки, измерений компрессии и давления масла, а также по результатам дефектовки ГБЦ и блока. Наименование повреждений фиксируется с указанием места, степени и кода дефекта. Для каждого позиции указываеться требуемая операция, номенклатура запасных частей и стандартные нормы времени. Стоимость материалов и работ рассчитывается по прайс-листу и сводится в единую смету. Оценка остаточной стоимости детали выполняется отдельной строкой. Подготовка итогового документа завершается подписью ответственного лица и датой.
Снятие и разборка двигателя
Снятие двигателя выполняется с маркировкой крепежа и составлением акта. Разборка проводится по этапам с фиксацией дефектов.
Снятие агрегатов и подготовка к разборке
Обеспечение доступа к моторному отсеку производится демонтажем навесного оборудования и систем, влияющих на разборку. Слив эксплуатационных жидкостей выполняется контролируемым образом с применением промаркированной тары. Электрические соединения и разъемы подлежат маркировке и фиксации для восстановления схемы. Охлаждающая система и топливная магистраль отключаются с сохранением целостности контуров. Системы впуска и выпуска отсоединяются по точкам крепления с сохранением деталей для дефектовки. Массо-габаритные данные двигателя фиксируются для безопасной погрузки. Рабочее место комплектуется подъемными средствами, опорами и защитными ограждениями. Инструмент проверяется по передаточным калибрам, измерительные приборы калибруются согласно протоколу. Документация на операцию заводится в электронном журнале.
Порядок разборки блока цилиндров и головок
Определение последовательности операций на основании маркировки и фотофиксации узлов. Электропитание и топливная система отключены. Демонтаж навесных агрегатов выполнен. Слив жидкостей произведён в тару с маркировкой. Крепёжные элементы головок и коллектора раскручены по заданной схеме и в последовательности, указанной в паспорте двигателя, с применением динамометрического ключа.
Головки сняты. Поршни извлечены вместе со шатунами после фиксации валов и меток. Маркировка деталей и упаковка для дальнейшей дефектовки выполнены. Муфты и цепи ГРМ задержаны фиксирующими устройствами при демонтаже.
Дефектовка и оценка деталей
Дефектовка проводится по паспорту; изношенные детали фиксируются, замеряются допуски, составляется отчет о пригодности.
Контроль состояния блока, коленвала и шатунов
Визуальный осмотр блока цилиндров выполняется для выявления трещин, коррозии и следов перегрева. Поверхности плоскостей проверяются на наличие деформаций и износа. Контроль круглости и износа цилиндрических отверстий производится измерением внутренним микрометром и индикатором; отклонения фиксируются в протоколе. Коленвал подвергается замеру шеек на износ и овальность. Замеры выполняются специализированными микрометрами и индикатором часового типа. Шатуны проверяются на прямизну и трещинообразование методом магнитопорошковой дефектоскопии или визуально при увеличении. Измерение биения производится на оправке при вращении; результаты сравниваются с паспортными допусками. При выявлении превышения пределов вывод оформляется в дефектный акт с указанием допустимых значений и размера ремонта: шлифовка шеек, правка шатунов или замена деталей.
Оценка состояния поршней, колец и вкладышей
Визуальная оценка поршней производится на предмет трещин, задиров и деградации юбок. Измерение диаметра поршней выполняется микрометром с фиксацией размеров в протоколе. Износ канавок под кольца фиксируется измерением глубины и ширины штуцеров. Контроль зазора кольца в канавке выполняется специальным щупом и измерительным инструментом. Оценка вкладышей производится по износу рабочих поверхностей и биения, измерение зазора в шейке коленвала выполняется индикатором часового типа. Принятие решения по замене основывается на полученных параметрах.
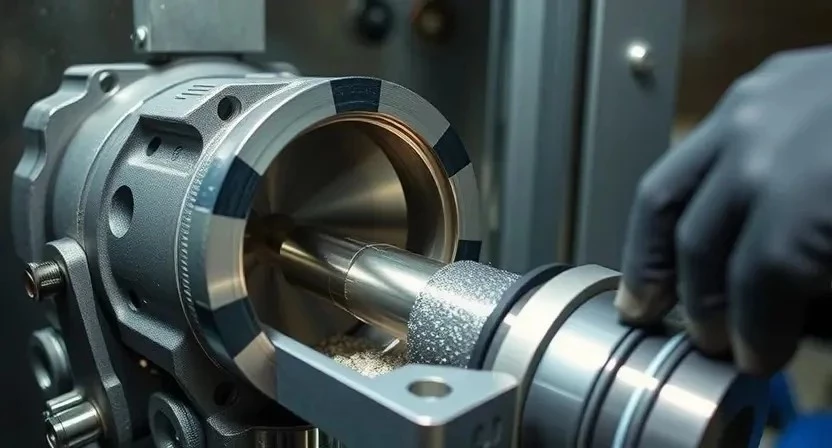
Шлифовка и расточка
Шлифовка коленвала выполняется по замерам; расточка цилиндров производится с допуском; контроль размеров и чистоты поверхности.
Шлифовка коленвала и обработка шеек
Операция по восстановлению шлифовальных поверхностей коленвала выполняется после дефектовки. Контроль износа шеек производится измерением диаметра и биения с применением индикаторов и микрометров. Выявление задиров и рисок фиксируется в акте. Шлифовка выполняется на специализированных станках с применением зернистых кругов, при этом обеспечивается допуск по чистоте и круглости. После шлифовки производится полировка, балансировка и проверка под посадочные размеры под вкладыши. Результаты вносятся в дефектный лист.
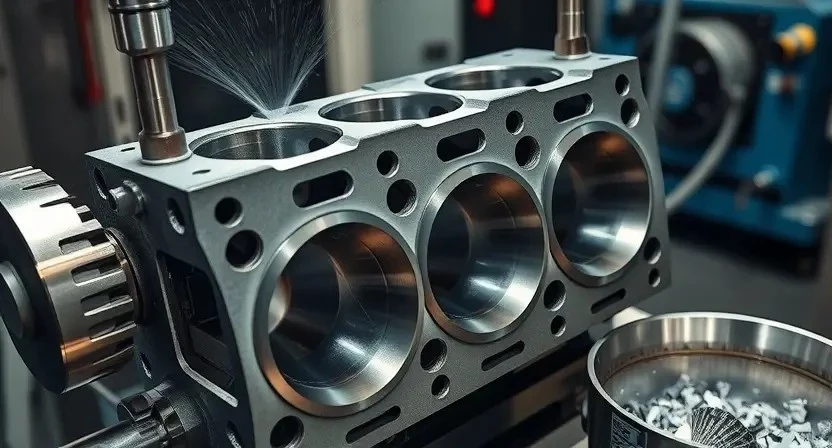
Расточка цилиндров и хонингование
Подготовка рабочего места и документации на двигатель выполнена. Блок цилиндров зафиксирован на расточном станке. Замер исходного диаметра каждого цилиндра выполнен микрометром и индикатором; результаты внесены в карту дефектов. Расточка производится по размерам ремонтных поршней с выдерживанием соосности. Операция организована по шаблону: грубая обработка, чистовая расточка, удаление припусков. Хонингование выполняется абразивными головками с контролем шероховатости Ra; Контроль размера и формы цилиндров после обработки проводится пластинчатым калибром и индикатором, допуск вносится в акт.
Замена комплектующих
Подбор деталей производится по идентификационным данным. Замена поршней, колец и вкладышей выполняеться по дефектному листу.
Подбор и монтаж поршней, колец и вкладышей
Подбор комплектующих производится по размерам посадочных мест и допускам, указанным в технической документации. Поршни подбираются по диаметру цилиндров и при необходимости по расчётному объёму. Кольца соответствуют типу привода и рабочему давлению, выбирается комплект с требуемыми зазорами. Вкладыши подбираются по классу износа коленвала и по толщине ремонтных наборов. Монтаж выполняется с контролем чистоты поверхностей и смазкой антифрикционным составом.
Сборка производится с измерением зазоров поршневых колец в канавках и радиального люфта вкладышей. Торцевые и осевые зазоры фиксируются протоколом. При несоответствии размеров выполняется замена деталей. Испытание герметичности и контроль давления масла проводятся после предварительного вращения коленвала для подачи масляной плёнки.
Ремонт и установка головки блока цилиндров
Дефектовка головки блока цилиндров выполнена: выявлены трещины и износ седел клапанов. Ремонтная обработка седел произведена, шлифовка рабочей поверхности выполнена, замена направляющих и клапанных уплотнений проведена, контрольная проверка герметичности произведена и зафиксирована в отчете.
Дефектовка ГБЦ и обработка седел клапанов
Проведение дефектовки головки блока цилиндров производиться методом визуального осмотра, замеров геометрии и выявления трещин. Оценка седел клапанов выполняться замером износа, проверки прилегания и контроля углов посадки. Фиксация дефектов в дефектном листе производится с указанием размеров и степеней износа. Для восстановления седел применяться сварка наплавкой с последующей фрезеровкой или расточкой, хонингование рабочей поверхности и притирка клапанов. Контроль уплотнения клапанов выполняться давлением и герметичностью газовых каналов.
Замена направляющих и клапанных уплотнений
Демонтаж головки блока цилиндров производится для доступа к направляющим и уплотнителям клапанов. Направляющие извлекаются с применением съемников, при наличии заеданий допускается применять нагрев корпуса узла. Изношенные направляющие подлежат замене на детали со специфицированным посадочным диаметром. Поверхности седел очищаются от отложений и продуваются. Клапанные уплотнения заменяются на новые с соблюдением материала и температуры эксплуатации, установка выполняется прессовым методом. Контроль зазоров стержней и степень фиксации колпачков фиксируются в отчете. Проверка герметичности производится при помощи сжатого воздуха и масла под давлением, результаты фиксируются протоколом.
Сборка и монтаж двигателя
Сборка производится по технической карте. Контроль зазоров и натягов выполняется. Монтаж двигателя на раму производится.
Сборка узлов с контролем зазоров и натягов
Сборка выполняется по технической карте двигателя 5.3 V8 305 л.с. Контроль размеров шейки коленвала производится микрометром и индикатором. Зазоры вкладышей сопоставляються с допусками производителя. Момент затяжки коренных и шатунных болтов фиксируется динамометрическим ключом в три этапа. Уплотнительные поверхности очищаются и обезжириваются растворителем технического класса. Подшипники устанавливаются ориентированно, совмещение меток выполняется визуально и измерением радиального зазора. Регистрация результатов производится в акте сборки.
Установка двигателя на автомобиль и подключение систем
Установка двигателя производится с фиксацией на штатные опоры и контролем соосности монтажных отверстий. Крепления затягиваются моментом, установленным в нормативной документации. Подключение проводки выполняется по группам: силовые цепи, системы управления, датчики. Топливные магистрали подсоединяются с применением новых уплотнений. Система охлаждения подключается с прокладками и хомутами требуемого типа. Вакуумные линии соединяются с исключением утечек. Система выпуска фиксируется на шпильках и метках совмещения. Масляные магистрали присоединяются герметично. Контроль герметичности проводится при статическом давлении.
Обкатка и первичная эксплуатация после ремонта
Обкатка проводится поэтапно: щадящий режим работы двигателя, периодические контрольные измерения давления и температуры.
Режимы обкатки и параметры работы в первые километры
Обкатка двигателя выполняется в несколько этапов с контролем рабочих параметров. Установить минимальные нагрузки при холодном запуске. Ограничить длительность высоких оборотов на протяжении первых 200 км. Поддерживать диапазон оборотов в пределах 1500-3000 об/мин при переменных нагрузках. Давление масла контролироваться каждые 50 км в ходе движения. Замер температуры охлаждающей жидкости производиться каждые 20 км до стабилизации. Плавная смена режимов движения для притирки рабочих пар. Фиксация параметров в журнал.
Контрольные измерения после обкатки
Замер компрессии цилиндров выполняется через 50–100 километров пробега после обкатки. Фиксация показателей производится в рабочем температурном диапазоне двигателя при частоте вращения стартера не менее 200 об/мин. Снятие данных выполняется манометрическими приборами класса точности не ниже 1,5. Снятие давления масла производится под рабочей нагрузкой на прогретом моторе с использованием манометра с адаптированным переходником. Сравнение результатов с эталонными величинами производится по протоколу завода-изготовителя.

Настройка и финальная проверка
Настройка системы впрыска и зажигания производится. ХХ регулируется. Диагностика после обкатки зафиксирована.
Настройка системы впрыска, зажигания и холостого хода
Настройка системы впрыска производится по параметрам, указанным производителем. Регулировка топливных карт выполняется с использованием диагностического сканера и стенда. Калибровка форсунок производится до достижения равномерного расхода топлива по цилиндрам. Синхронизация датчика коленвала и фаз газораспределения проводится с применением меток и измерительных приборов. Угол опережения зажигания устанавливается по эталонным значениям в режиме испытательного стенда. Холостой ход контролируется по оборотам и стабильности, милисекундные отклонения подвергаются протоколированию. Регистрация исходных параметров и фиксирование итоговых значений производится в акте.
Проведение контрольных диагностик и устранение остаточных дефектов
Функциональная проверка двигателя выполняется после обкатки и регулировок. Измерение компрессии и давления масла проводится по установленным методикам с фиксацией результатов в протоколе. Считывание кодов неисправностей выполняется диагностическим сканером, протоколирование событий и сохранение логов. Испытания на холостом ходу и под нагрузкой выполняются на динамометрическом стенде или в реальных условиях при контроле параметров. Устранение выявленных дефектов документируется в акте работ с перечнем замененных деталей и примененных процедур.

Документирование и передача автомобиля
Оформление акта выполненных работ, указание перечня заменённых деталей, фиксирование измерений компрессии и давления масла, передача гарантийных сроков и сервисных рекомендаций.
Оформление актов выполненных работ и гарантийных обязательств
Составление акта выполненных работ производится по завершении ремонтных операций на двигатель Hummer H3 5.3 V8 305 л.с. В акте фиксируются проведённые виды работ: диагностика, измерения компрессии и давления масла, разборка, дефектовка, шлифовка, расточка, замена поршней, колец, вкладышей, ГБЦ, обкатка, настройка. Приводятся серийные номера заменённых деталей и номера применённых материалов. Указывается перечень контрольных измерений и итоговые значения. Устанавливается срок гарантийной ответственности на выполненные работы и заменённые комплектующие. Подписи ответственных лиц и печать оформляются в соответствии с внутренним регламентом.
Рекомендации по последующему обслуживанию и проверкам
Периодичность обслуживания устанавливается на основе пробега и условий эксплуатации. Замена моторного масла и фильтров производится через интервалы, указанные в сервисной документации. Контроль уровня масла осуществляется визуально и измерением; фиксация показаний в журнале. Замена ремня привода навесных агрегатов планируется при наличии износа по результатам осмотра. Диагностические проверки электронных систем проводятся через заданные интервалы после обкатки. Контроль компрессии и давления масла выполняется при появлении признаков падения мощности или нестабильной работы.