

Описание услуги: диагностика и ремонт двигателя Koenigsegg Jesko 5.1 V8 Twin Turbo 1280 л.с.; работы включают полный цикл операций.
Область применения и объект работ
Область применения: специализированный ремонт двигателей высокой мощности в условиях стационарного сервиса с оснащением для суперкаров. Объект работ: двигатель Koenigsegg Jesko 5.1 V8 Twin Turbo 1280 л.с. 2020–н.в. Описание объема: проведение комплексной диагностики двигателя, оценка состояния узлов и деталей, измерение компрессии цилиндров и давления масла в системе смазки, демонтаж агрегата с автомобиля, разборка узлов, дефектовка компонентов, шлифовка коленвала, расточка блока цилиндров, замена поршней, поршневых колец, коренных и шатунных вкладышей, капитальный ремонт головки блока цилиндров, испытательная обкатка после сборки, окончательная настройка систем управления двигателем и контроль работы на испытательном стенде.
Общие сведения о двигателе
Описание конструкции V8 5.1 с двумя турбокомпрессорами. Мощность 1280 л.с. Упор на высокоточный алюминиевый блок и форсированные компоненты.
Конструкция и основные характеристики
Двигатель V8 с рабочим объёмом 5.1 л. Оборудование включает двойной турбонаддув, высокопрочные шатуны и кованые поршни. Система смазки ⎯ сухой картер с маслонасосом высокой производительности. Система охлаждения — многоканальная с интегрированными термостатами. Привод ГРМ ⎯ цепной с натяжителями. Электронная система управления ⎯ адаптивная, с контролем давления наддува и кривой зажигания. Топливная система ⎯ непосредственный впрыск с форсунками высокой пропускной способности. Максимальная мощность 1280 л.с. при заданных оборотах; пиковый крутящий момент реализуется в диапазоне. Монтажные размеры и точки крепления стандартизированы по модели.

Подготовка к приему автомобиля
Прием автомобиля производится по регламенту; оформление документов, фиксация текущих показаний, маркировка агрегатов и подготовка стенда для диагностики.
Документация и история обслуживания
Оформление входящей документации производится при приеме автомобиля. Технический паспорт двигателя фиксируется в карте работ. Журналы ремонтных операций и диагностические отчеты прикладываются к делу. Информация о предыдущих вмешательствах документируеться с указанием дат, пробега и использованных деталей. Отчеты о программных обновлениях электроники включаются в комплект бумаг. Гарантийные акты и сервисные сертификаты регистрируються отдельно. Сопроводительная документация по турбокомпрессорам и системам впрыска прилагается к основному комплекту. Результаты измерений компрессии и давления масла вносятся в протоколы с указанием методики, оборудования и допусков. Записи о заменах узлов и примененных материалах сохраняются в базе данных сервиса. Ведомости по расходным материалам и сертификаты соответствия деталей прикрепляются к картотеке работ.
Диагностика состояния двигателя
Визуальный осмотр проводится; фиксация дефектов выполняется в протоколе. Замеры давления и компрессии запланированы для оценки износа.
Визуальный осмотр и фиксация дефектов
Осмотр двигателя проводится по этапам. Визуальная оценка внешних поверхностей блока, головки, кожухов, патрубков и турбин. Фиксация ступеней коррозии, трещин, механических повреждений и следов перегрева. Фиксация утечек масла и охлаждающей жидкости на уплотнениях и соединениях. Осмотр приводов ГРМ и состояния натяжителей. Осмотр коллекторов и патрубков системы впуска и выпуска на предмет деформации. Осмотр антифрикционных поверхностей и видимых масляных каналов. Документирование выявленных дефектов с фотографиями и отметками координат. Составление перечня работ для дальнейшей дефектовки и оценки стоимости ремонта.
Измерение компрессии
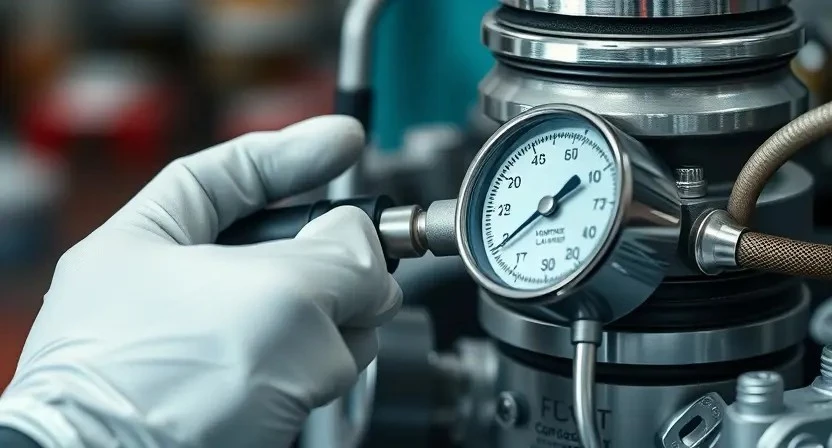
Проведение замеров по цилиндрам с применением манометра высокого давления. Фиксация значений. Сопоставление с нормативными границами.
Методика снятия показаний и критерии оценки
Подготовка: двигатель доведен до рабочей температуры; питание системы отключено; доступ к свечам и датчикам обеспечен. Для измерения компрессии применяются высокоточные манометры с диапазоном до 30 бар; адаптеры под резьбу свечи устанавливаются вручную. Порядок снятия: цилиндры выводятся на ВМТ по меткам; стартер короткими включениями прокручивается; показание снимается при закрытых впускных и выпускных каналах. Оценка компрессии производится по графику завода-изготовителя; отклонение свыше допустимого указывает на износ колец, прогорание клапана или пробой прокладки. Для исключения погрешностей выполняется повторный замер после снабжения канала моторным маслом; фиксируются максимальные и минимальные значения по каждому цилиндру; расчет средних величин производится для сопоставления с нормативом. Протокол измерений заполняется с указанием температуры, давления, номера цилиндра и примененного оборудования.
Измерение давления масла
Последовательность замера: подключение манометра к масляному каналу; прогрев до рабочей температуры; фиксация показаний при холостом ходе и нагрузке.
Последовательность замера и нормативные значения
Подготовка стенда и измерительного оборудования выполняется перед началом замера. Демонтаж электрических соединений и снятие свечей зажигания производится для обеспечения доступа к цилиндрам. Прокрутка коленчатого вала стартером до установленного оборота выполняется для стабилизации показаний. Подключение манометра компрессии производится к каждому цилиндру поочередно. Снятие показаний производится при пятишаговой прокрутке для повышения достоверности. Фиксация результатов осуществляется в ведомости с указанием цилиндра и показателя. Критерии оценки устанавливаются как минимальное значение 12 бар и разброс между цилиндрами не более 1 бар. Результаты ниже нормативов отражают необходимость дальнейшей диагностики и ремонта.

Оценка необходимости снятия двигателя
Оценка выполняется по критериям: несоответствие компрессии, падение давления масла, механические шумы, наличие металла в масле.
Критерии перехода к демонтажу
Фиксация показаний компрессии производится по цилиндрам; при расхождении более 15% от максимального значения переход к демонтажу считается обоснованным. Измерение давления масла проводится при прогретом двигателе; при показателях ниже нормативных величин по паспорту двигателя выполняется решение о снятии агрегата для поиска причин утраты давления. Визуальная фиксация течей и следов перегрева головки блока, наличие посторонних включений в масле и антифризе фиксируется и рассматривается как основание для демонтажа. Шумы и постуки при разных режимах работы, сопровождающиеся падением компрессии или давления, подлежат документированию и служат критерием перехода к разборке. При обнаружении износа вкладышей коренных или шатунных, превышающего допустимые зазоры по технической документации, выполняется демонтаж для дефектовки и ремонта.
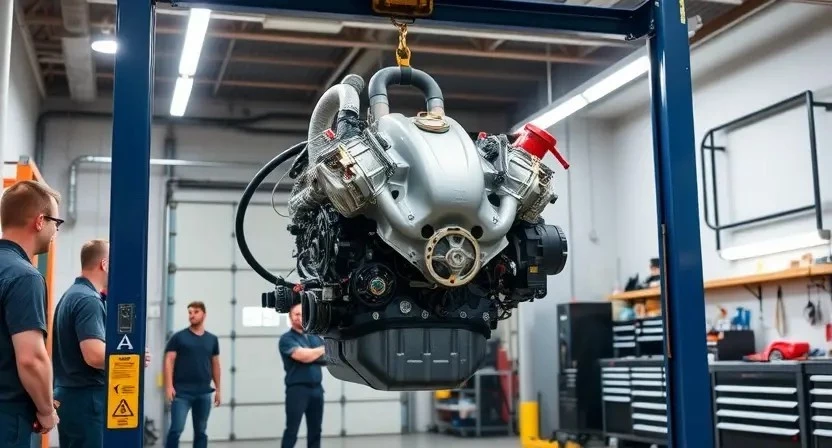
Снятие двигателя с автомобиля
Фиксация положения агрегата и маркировка элементов. Отключение коммуникаций производится. Подвеска двигателя устанавливается на кран. Демонтаж выполнен.
Фиксация положений и маркировка агрегатов
Фиксация положений производится перед демонтажем для сохранения исходной геометрии и обеспечения последующей сборки. Маркировка выполняется с использованием устойчивых к маслам и температуре маркеров. Нумерация агрегатов и крепежа присваивается в соответствии с позиционной схемой двигателя 5.1 V8. Сопровождающая документация оформляется в виде перечневого листа с указанием номера, наименования и места установки каждого элемента. Фотофиксация осуществляется с нескольких ракурсов для деталей с асимметричными расположениями.
Клеммы электронных модулей подлежат изоляции и промаркированию. Шланги и проводка маркируются цветовой и цифровой кодировкой по каталогу. Съемные датчики помечаются в позиции и упаковываются отдельно.
Уплотнения печатаются этикетками с датой и показателями износа. Ведомость вкладывается в сопроводительную папку.

Разборка узлов и агрегатов
Разборка производится по этапам: демонтаж навесного оборудования, удаление трубопроводов, маркировка соединений. Компоненты размещаются по каталожным позициям.
Порядок демонтажа головки блока и коленчатого вала
Подготовка рабочего места: очистка зоны, организация освещения, фиксация инструмента и защитных приспособлений. Электропитание и топливная система отключены. Охлаждающая система опорожнена, масляная магистраль обесточена. Маркировка проводки, шлангов и трубопроводов произведена. Снимать навесные агрегаты производится по этапам: выпускная система, впускной тракт, турбокомпрессоры, распределительный механизм. Болтовые соединения головки блока раскручены по установленной схеме с контролем момента при демонтаже. Шайбы и прокладки уложены в индивидуальные контейнеры с маркировкой цилиндр-группа. После снятия головки блока производится осмотр поверхности на трещины, коробление и следы эрозии. Демонтаж коленчатого вала производится после удаления маховика и сцепления, с обеспечением центрирования в подъемном приспособлении. Коренные крышки помечены по очередности. Вкладыши извлечены с фиксацией состояния посадочных мест. Все снятые детали промаркированы и задокументированы в акте приемки деталей.
Методика контроля блоков, шатунов и поршней
Определение состояния блока цилиндров производится визуальным и измерительным контролем. Контроль выполнения геометрии поверхности цилиндров производится микрометром и нутромером с протоколированием результатов. Измерения внутреннего диаметра выполняются по высоте рабочей поверхности; значения сравниваются с заводскими допусками. Контроль трещин и дефектов проводится магнитопорошковым или красителем с последующей документированной фиксацией.
Проверка шатунных шеек и шатунов производится измерением овальности и биения; замеры фиксируются в таблице. Измерение бурта и посадочных мест выполняется калиброванными щупами. Оценка износа поршней производится по диаметру и канавкам под кольца; изготавливаемые размеры сопоставляются с нормативами производителя. Результаты анализа оформляются отчетом с выводами о допуске к дальнейшей шлифовке или замене компонентов.

Шлифовка коленвала и расточка блока
Шлифование шейк коленвала производится по допускам производителя. Расточка блока выполняется с контролем овальности и концентричности рабочих гильз.
Технологические параметры и допуски
Приводятся основные размеры и предельные отклонения для обработки деталей двигателя Koenigsegg Jesko 5.1 V8 Twin Turbo 1280 л.с. Параметры подготовлены для контроля при шлифовке коленвала и расточке блока цилиндров.
Диаметры коренных и шатунных шеек: номинал и макс. износ в мм указаны в спецификации. Допуск овальности и конусности указывается в тысячных долях миллиметра. Радиусы закруглений подшипников соответствуют чертежам завода-изготовителя.
Ход поршня и допуск посадки поршневых колец заданы по каталогу. Клиренс вкладышей коренных и шатунных определяется инструментальной проверкой. Шероховатость поверхности расточки выражена в микрометрах Ra. Твердость обрабатываемых поверхностей выражена по шкале HRC или HB в зависимости от материала. Балансировка коленвала указывается по допускам остаточной дисбалансировки в граммм-см. Контрольные измерения фиксируются в протоколе.
Замена поршней и поршневых колец
Замена поршней производится с подбором по размеру. Установка колец выполняется с контролем зазора. Смазка канавок и следовательность монтажа фиксируются.
Выбор деталей и порядок установки
Определение комплекта поршней и колец производится по коду двигателя и результатам дефектовки. Подбор вкладышей коренных и шатунных осуществляется по измеренным посадочным диаметрам после расточки. Выбор направляющих клапанов и седел головки блока производится по износу и по размерам после контроля. Подбор болтовых соединений выполняется с учётом класса прочности и момента затяжки, указанного в технической документации.
Подготовка деталей включает очистку и нанесение смазки на рабочие поверхности. Упоры и фиксаторы маркируются. Сборочные операции проводятся в следующем порядке: установка вкладышей, монтаж коленчатого вала, установка шатунов с поршнями, установка поршневых колец, монтаж головки блока. Контроль за зазорами и усилиями обеспечивается измерениями после каждой операции. Запуск контроля производится после окончательной сборки и предварительной смазки.
Замена вкладышей коренных и шатунных
Вкладыши сняты. Измерение зазоров выполнено. Подбор новых деталей по коду двигателя. Установка производится с контролем натяга и совпадения.
Контроль за зазором и упрочняющие операции
Измерение зазоров вкладышей производится после установки шатунов на калиброванные постели; использование микрометра и щупов допускается для фиксации значений. Применение пластичных смазок допускается при сборке для контроля первоначального зазора. Подбор вкладышей осуществляется по номинальным и поправочным размерам; маркировка заменённых деталей выполняется с указанием посадочных размеров. Упрочнение трущихся поверхностей производится методом химико-термической обработки или плазменного напыления в зависимости от исходного износа. Испытание натянутых подшипников проводится при статической нагрузке, измерение прогиба обеспечивает оценку плотности сопряжения. Номинальные зазоры заносятся в протокол контроля.

Ремонт и замена головки блока цилиндров
Демонтаж головки выполнен для дефектовки. Контроль плоскости поверхности произведён. Замена направляющих клапанов и сальников выполнена.
Контроль поверхности и замена направляющих клапанов
Проверка поверхности седел и расточек головки блока производится измерительным инструментом с точностью до 0,01 мм. Фиксация биения и плоскостности выполняется путем нанесения индикаторных показаний по периметру рабочей зоны. Результаты сопоставляются с заводскими допусками. При обнаружении коррозии, задиров или трещин принимается решение о шлифовке рабочей поверхности.
Направляющие клапанов извлекаются прессовым методом. Оценка износа производится по диаметру и посадочному конусу; допустимые отклонения указываются в технической документации. Замена направляющих производится при превышении лимита износа. Установка новых элементов выполняется с прогревом до рабочей температуры и запрессовкой с контролем посадочной глубины.
Сборка двигателя
Сборка производится по регламенту. Установить коленвал, оправдать биения. Момент затяжки головки указан в спецификации. Смазка сопряжений обязательна.
Последовательность сборочных операций и смазка сопряжений
Описание последовательности сборочных операций представлено в виде этапов. Сборка коленчатого вала производится после контроля шеек и установки новых вкладышей; торцевые зазоры фиксируются по спецификации производителя. Установка шатунов выполняется с применением смазки на подшипниковые поверхности; момент затяжки болтов задается по таблице усилий. Поршни помещаются в цилиндры с ориентацией, указательной меткой наружу; замеры бокового зазора выполняются до окончательной фиксации. Головка блока устанавливается после проверки плоскостей; болтовая затяжка производится с последовательностью и кругооборотами, заданными заводом.
Смазочные операции регламентированы использованием масел и паст с вязкостными и противоизносными характеристиками, указанными в технической документации. Обработка сопряжений заключается в нанесении тонкого слоя смазки на шейках, пальцах и гильзах перед окончательной сборкой; излишек смазки удаляется. Контроль давления масла после сборки производится на холостом ходу и в нагрузочных режимах посредством стендовых замеров. Регистрация параметров сборки выполняется в акте работ для последующего анализа.
Контрольные замеры после сборки
Проверка компрессии и давления масла выполнена. Снятие показаний зафиксировано. Сравнение с нормативами произведено. Протокол составлен.
Проверка компрессии и давления масла вновь
Повторное измерение компрессии и давления масла проводится после сборки и предварительной обкатки. Измерения выполняются при температуре рабочей жидкости, при установленных свечах и подключенных датчиках. Компрессия снимается в цилиндрах с применением калиброванного манометра через штатное отверстие свечи при проворачивании коленчатого вала стартером без подачи топлива и зажигания. Фиксируются показания по каждому цилиндру в протоколе. При расхождении показаний с нормой производится повторная проверка после удаления возможных протечек уплотнений.
Давление масла измеряется манометром, подключаемым к системе смазки после прогрева до рабочей температуры. Фиксируются значения на холостом ходу и при увеличенных оборотах. Сравнение с нормативными значениями позволяет оценить исправность насоса, зазоры вкладышей и целостность маслопроводов. При обнаружении отклонений проводится инструментальная диагностика элементов масляной системы и регистрация параметров в отчётной документации.
Обкатка двигателя
Обкатка производится на стенде при контроле температуры и давления. Плавное увеличение оборотов, фиксация параметров, запись данных для последующего анализа.
Режимы обкатки и контроль параметров
Обкатка двигателя Koenigsegg Jesko 5.1 V8 Twin Turbo производится в несколько этапов с фиксированными режимами нагрузки и оборотов. Начальный этап предусматривает холостой прогрев до рабочей температуры с выдержкой на минимальных оборотах для стабилизации смазки. Последующий этап включает переменные обороты в диапазоне 1000-4000 мин-1 при постепенном увеличении нагрузки в пределах 30-60% от номинальной мощности для приработки контактных поверхностей.
Контроль параметров осуществляется по системе датчиков и ручному измерению. Проверка давления масла выполняется до и после каждого этапа; допустимые отклонения фиксируются. Измерение температуры охлаждающей жидкости и рабочее напряжение бортсети производится непрерывно. Регистрация вибраций и акустических сигналов производится с привязкой ко времени и режиму работы. Пройденные этапы документируются в акте обкатки.
Настройка и окончательная проверка
Настройка систем двигателя производится по эталонным параметрам. Проверка на стенде проводилась с регистрацией давления, оборотов и ошибок ЭБУ.
Диагностика электронных систем и проверка на стенде
Определение состояния электронных систем выполняется через подключение специализированного диагностического оборудования, совместимого с архитектурой управления Koenigsegg Jesko 5.1 V8. Считывание кодов неисправностей производится посредством автомобильного интерфейса; протоколирование ошибок выполняется в журнале диагностики. Калибровка датчиков давления и температуры проводится на стендовых модулях с имитацией рабочих условий. Испытание актуаторов и исполнительных устройств производится в режиме прогрузки с фиксацией откликов и потребления тока. Проверка системы зажигания и системы управления наддувом выполняется с контролем фаз и времени впрыска, с записью параметров в отчет. Эмуляция неисправности проводится для подтверждения устойчивости работы при аварийных режимах. Отчет о результатах содержит перечень кодов, значения параметров в норме или за пределами, рекомендации по дальнейшим процедурам ремонта и списку необходимых запасных частей;