
Предмет документа: ремонт двигателя Lexus RX 2.4 Turbo 279 л.с. (2022–н.в.). Описание объёма работ, порядок диагностики и контроля параметров.
Назначение документа
Цель документа: формирование регламента выполнения работ по ремонту двигателя Lexus RX 2.4 Turbo 279 л.с. (2022–н.в.). Описание включает последовательность операций, перечень контрольных измерений и критерии оценки состояния узлов. Документ предназначен для обеспечения единообразия технического подхода при проведении диагностики, измерения компрессии и давления масла, демонтажа и разборки, дефектовки и оценки износа, обработки поверхностей блока и ГБЦ, подбора и установки поршней, колец и вкладышей, выполнения шлифовки и расточки, сборки узлов, обкатки и окончательной настройки. Характеристика работ изложена в виде процедур и контрольных точек, включая требуемые инструменты, измерительные приборы и оформляемые отчётные данные. Стандартизация документации предусматривает фиксацию результатов измерений и оформляемых заключений по каждому этапу работ.
Область применения
Обслуживание и ремонт двигателя Lexus RX 2.4 Turbo 279 л.с. (2022–н.в.). Применение стандартных процедур диагностики, восстановления и контроля технического состояния.
Модель и период выпуска
Указана модель Lexus RX с бензиновым двигателем 2.4 Turbo, мощностью 279 л.с. Год начала выпуска 2022. Серийные обозначения двигателя соответствуют каталожным данным производителя. Применяемые версии включают базовые и комплектационные вариации, отличающиеся навесным оборудованием и электронными блоками управления. Эксплуатационный ресурс узлов зависит от условий эксплуатации и соблюдения регламентных интервалов технического обслуживания. Применение оригинальных деталей и смазочных материалов регламентируется паспортными требованиями. Диапазон выпуска охватывает период с 2022 года по настоящее время.
Общие требования к обслуживанию
Операции выполняются по регламенту производителя. Применение сертифицированных материалов. Ведение актов работ и фиксация параметров измерений.
Технические стандарты и нормативы
Применение нормативных документов и методов контроля при ремонте двигателя Lexus RX 2.4 Turbo 279 л.с. (2022–н.в.) регламентируется эксплуатационной документацией производителя и действующими отраслевыми стандартами. Контроль размеров деталей производится по калибровочным таблицам, указанным в сервисной документации. Качество поверхности после шлифовки и расточки оценивается по параметрам шероховатости и геометрии, указанным в технологических картах. Применение инструментов измерения и испытательного оборудования осуществляется с подтверждённой поверкой. Значения компрессии и давления масла сопоставляются с нормативными допусками, приведёнными в технической документации. Материалы расходных элементов обязаны соответствовать спецификациям по прочности, термостойкости и химическому составу, указанных поставщиком. Монтажные зазоры поршней, колец и вкладышей контролируются измерительными шаблонами и таблицами допусков. Процесс шлифовки головы блока и седел клапанов выполняется по установочным параметрам, обеспечивающим восстановление герметичности и рабочей поверхности. Фиксация и оформление результатов контроля производится согласно требованиям по учёту несоответствий и оформлению актов дефектовки.
Подготовка к диагностике
Организация рабочего места: освещение, антикоррозионные подставки. Инструменты подготовлены. Электрооборудование отключено. Документация приложена.
Организация рабочего места и инструментов
Определение зоны работ: выделение пространства для демонтажа двигателя и временной складской зоны для узлов и деталей. Размещение подъемного оборудования рядом с рабочей зоной. Выделение поверхности для маркировки и укладки компонентов по порядку разборки. Установка ограждений ради безопасности и ограничение доступа к месту ремонта. Обеспечение освещения с уровнем, соответствующим измерительной деятельности. Подготовка инструмента: набор динамометров, компрессометр, манометр давления масла, набор слесарных и съёмниковых инструментов, испытательное оборудование для ГБЦ. Хранение расходных материалов в упакованном виде. Протоколирование наличия инструментов и состояния комплектности. Контроль чистоты поверхности рабочего стола и пола. Регистрация времени начала и окончания операций.

Входная диагностика
Фиксация внешних признаков неисправности: осмотр корпуса, протечек, креплений. Регистрация звуковых и вибрационных аномалий при запуске двигателя.
Фиксация внешних признаков неисправности
Визуальная регистрация повреждений и дефектов кузова и силового агрегата. Фиксация следов утечек технических жидкостей с указанием цвета, запаха и места истечения. Регистрация уровня накопления нагара на наружных поверхностях выпускной системы и коллекторов. Описание изменений в местах креплений, наличии трещин, деформаций и коррозии. Учёт состояния шлангов и соединений, выявление набухания и трещиноватости;
Документирование шумов и вибраций при холодном и прогретом двигателе с указанием частоты возникновения. Описание изменений в пусковой системе и стартере. Фиксация состояния ремней привода вспомогательных агрегатов и их натяжения. Регистрация следов перегрева на корпусах и проводке. Указание обнаруженных следов посторонних предметов в системе впуска и выхлопа. Съём фотографий, привязка к точкам крепления и электронным записям диагностики;

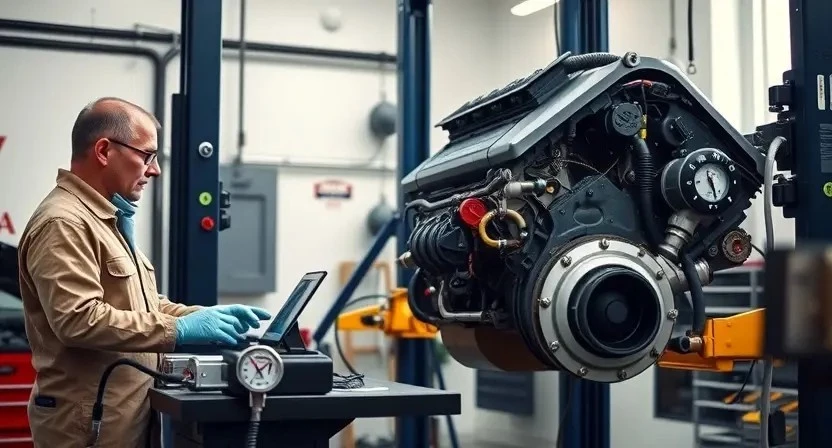
Электронная диагностика
Считывание кодов ошибок ЭБУ производится специализированным сканером. Сбор параметров в реальном времени. Протоколирование данных для отчёта.
Считывание кодов ошибок и параметров ЭБУ
Подключение диагностического интерфейса производится к разъёму OBD для получения данных контроллера двигателя. Считывание сохранённых и текущих кодов ошибок выполняется в режиме полного доступа. Расшифровка кодов производится в соответствии с заводскими таблицами кодировки. Запись параметров работы двигателя производится в лог с временными метками для последующего анализа. Снятые данные включают обороты, температуру охладителя, давление наддува, угол опережения впрыска и коррекции топливоподачи. Сравнение фактических значений с эталонными значениями выполняется по регламенту производителя. Регистрация кодов восстановления и условий их появления фиксируется в отчётной части.

Оценка состояния двигательной установки
Оценка производится по показателям компрессии, давления масла, утечкам и шуму. Фиксация дефектов в акте. Протоколирование результатов.
Визуальный осмотр элементов и узлов
Осмотр перед началом работ проводится по утверждённой методике. Визуальная оценка включает внешний вид блока цилиндров, состояние головки, крышек распредвалов, масляных каналов и прокладок. Фиксация повреждений производится фотографированием и занесением в акт. Коррозия, трещины и термические деформации регистрируются отдельно. Ремонтные следы и несоответствия маркировки отмечаются. Состояние турбокомпрессора и масла контролируется по цвету и запаху. Резьбовые соединения и торцевые поверхности осматриваются с применением увеличительных приборов. Уплотнения и сальники проверяются на герметичность визуально. При обнаружении дефектов назначается инструментальная диагностика и дальнейшая дефектовка.
Измерение компрессии
Подготовка: сведение системы зажигания и впрыска. Выполнение замеров компрессии цилиндров манометром при проворачивании стартером.
Порядок выполнения и нормативные значения
Определение очередности операций при измерении компрессии: подготовка двигателя к замеру, удаление свечей и создания условия для поворота коленчатого вала. Замер производится в цилиндрах поочерёдно с использованием манометра класса точности не ниже 1,5%. Нормативное значение компрессии для исправного цилиндра указано в технической документации двигателя; допуск на разброс между цилиндрами установлен в пределах 10% от среднего.
Измерение давления масла осуществляется при прогретом моторе с рабочей температурой 90°С. Контрольное давление на холостом ходу и при 3000 об/мин сопоставляется с эталонными величинами производителя; Допустимый перепад давления между режимами фиксируется в сервисной книжке. При отклонениях выполняется диагностика масляной системы и фильтрации.
При планировании расточки и шлифовки блока цилиндров и ГБЦ используются предельные размеры износа и припуски на обработку. Измерения диаметра цилиндра и конусности производятся микрометром и индикатором часового типа. Предельные износы и величины припусков приведены в нормативных таблицах производителя и включены в отчётную документацию.
Измерение давления масла
Применение манометра с допуском ±1 бар. Подключение к масляному каналу производится через штатный адаптер. Фиксация показаний при разных оборотах.
Методика и контрольные параметры
Методика измерения давления масла предусматривает подключение манометра к магистрали подачи до масляного фильтра при прогретом двигателе. Исполнение замера при оборотах холостого хода и при 2000 об/мин. Контрольные параметры: холостой ход 0,8–1,5 бар; при 2000 об/мин 2,5–4,0 бар. При применении холодного масла ориентиры снижаются на 0,3 бар. Измерение компрессии производится компрессометром с демонтированными форсунками и отключённым сигнальным проводом бензонасоса. Порядок: доведение до рабочей температуры, четыре рабочих цикла на цилиндр с учётом начального давления. Нормативы компрессии: не менее 10,5 бар на цилиндр; разбег между цилиндрами не более 1,0 бар. Дополнительная фиксация: расход масла по результатам контрольного замера установлен на 0,8 л/1000 км или менее.
Решение о ремонте
Оценка состояния двигателя выполнена. Принято решение о демонтаже при превышении предельных износов. План работ сформирован и утверждён.
Критерии перехода к демонтажу
Фиксация показателей компрессии ниже нормативных значений по двум и более цилиндрам. Регистрация перепадов давления масла за пределами допуска при прогреве и под нагрузкой. Обнаружение механического шума в блоке при рабочей частоте, сопровождаемого влиянием на обороты и вибрацией. Анализ кодов ЭБУ с указанием критических ошибок, относящихся к гидросистеме, системе смазки или системе турбонаддува. Выявление масляного потребления, превышающего контрольную величину, при одновременном снижении компрессии.
Фиксация видимых дефектов ГБЦ: трещины, деформация плоскости, нарушение седел клапанов. Обнаружение чрезмерного износа вкладышей коленвала по результатам измерений биений и зазоров. Регистрация значительного износа поршней или задиров на цилиндрах при визуальном осмотре после частичного демонтажа компонентов. Наличие смещений распредвалов, подтверждённых осциллографией фаз газораспределения. Превышение предельного износа направляющих втулок клапанов и фасок на клапанах. Решение о демонтаже принимается при сочетании двух и более перечисленных критериев.
Снятие двигателя
Операция снятия двигателя выполняется по этапам: отсоединение электропроводки, слив жидкостей, демонтаж навесного оборудования, подъём силового агрегата.
Последовательность операций при демонтаже
Снятие кузовных элементов производить для доступа к моторному отсеку. Отсоединение аккумуляторной батареи выполнять до операций с электрооборудованием. Демонтаж воздухо- и охлаждающих систем проводиться с маркировкой магистралей и фитингов. Слив рабочих жидкостей производиться в подготовленную тару с последующей утилизацией по регламенту. Отсоединение топливной линии выполняться с депрессуризацией системы подачи. Снятие навесного оборудования производиться по очереди: генератор, компрессор кондиционирования, насосы. Разъединение электрических разъёмов сопровождаться маркировкой. Отсоединение выхлопного коллектора и системы выпуска выполняться при охлаждённом агрегате. Опоры двигателя демонтироваться после фиксации агрегата на грузоподъёмном устройстве. Крепёж головки блока и поддона сниматься по чередованию, указанному в сервисной документации. Блок цилиндров извлекаться с использованием траверсы и средства для подъёма, с контролем равномерности усилий. Каждый узел маркироваться и укладываться в предназначенную тару для предотвращения путаницы и повреждений.
Разборка двигателя
Фиксация маркировки узлов выполнена. Демонтаж агрегатов производится по очередности. Части очищены, промаркированы, упакованы для дефектовки.
Фиксация и маркировка узлов
Фиксация узлов выполняется до разборки. Обеспечение стабильного положения агрегата производится с применением траверс, кронштейнов и подставок, выдерживающих расчетную нагрузку. Маркировка производится специальной краской и стойкими бирками с указанием позиции, ориентации и номера цилиндра. Электрические разъёмы маркируются нумерацией с привязкой к электросхеме. Гидравлические и топливные линии обозначаются цветовой маркировкой и пломбируются при необходимости.
Для болтовых соединений применяется последовательная нумерация с указанием момента затяжки. Детали, подлежащие замене, маркируются пометками и помещаются в отдельные ёмкости с пломбами. При снятии агрегатов фиксируются положение шкивов, меток ГРМ и фаз. Документация заполняется в форме ведомости с указанием даты, кода операции и исполнителя. Хранение маркированных узлов организуется на специальных стеллажах с визуальным доступом к маркировке.
Дефектовка узлов и деталей
Проведение дефектовки: измерение износа, контроль биений, оценка трещин и микроповреждений, фиксация результатов в протоколе работ.
Методы определения износа и неисправностей
Визуальный осмотр поверхности блоков, поршней, шатунов и коленчатого вала для выявления трещин, задиров и эрозии. Контроль размера выработки цилиндров и замер диаметра поршней с последующим сравнением с техническими таблицами. Измерение зазоров вкладышей в шатунных и коренных опорах с использованием щупов и микрометров. Оценка состояния колец по наличию задиров и по изменению профильной геометрии. Испытание на герметичность камер сгорания методом компрессии и методом давления в цилиндре под давлением воздуха. Анализ масла и взвесей для определения наличия посторонних частиц и продуктов износа. Контроль люфта клапанов и состояния направляющих. Замеры параметров ГБЦ, включая плоскостность, с использованием линейки и щупов. Электронная проверка датчиков и исполнительных механизмов с выводом кодов ошибок. Испытание масляной системы под давлением для выявления утечек и падения давления.
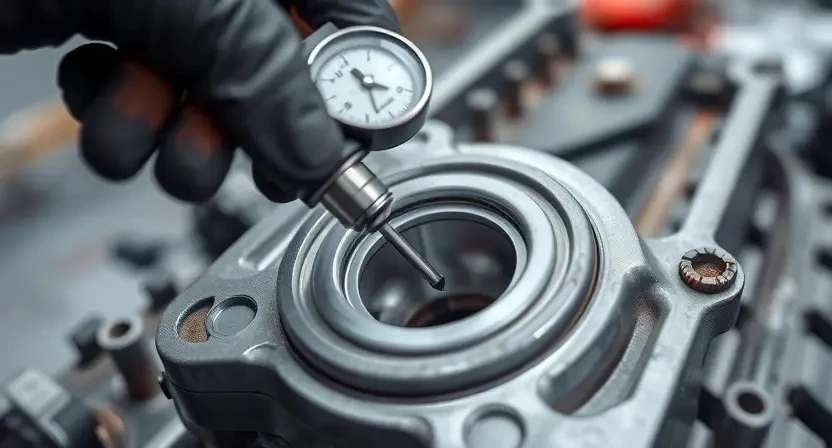
Контрольные измерения блоков и седел
Измерение цилиндров производится штангенциркулем и микрометром. Результаты заносятся в журнал. Отклонения фиксируются для решения о расточке.
Замеры геометрии и износа блоков цилиндров
Определение состояния блоков производится измерениями внутренних диаметров, овальности и конусности в уровнях, требуемых технологией. Измерения выполняются индикатором часового типа и микрометром с калиброванными щупами. Фиксация результатов ведётся в таблице по цилиндрам с указанием допустимых пределов и фактических величин; Испытательные значения сравниваются с техническими паспортными данными производителя. Допуск к восстановительной обработке предоставляется при превышении только тех параметров, которые указаны в нормативной документации. При обнаружении задиров и износа поверхностей производится оценка возможности расточки до ремонтного размера. Результаты измерений оформляются протоколом с отметкой о дальнейшем направлении ремонтных операций;
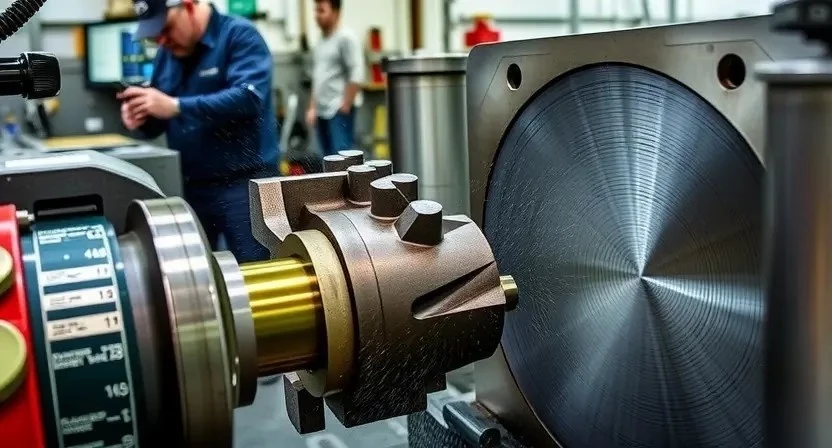
Шлифовка и расточка блока
Шлифовка плоскостей блока проводится с контрольной проточкой. Расточка цилиндров выполняется по снятым размерам. Контроль геометрии после обработки.
Технологические параметры обработки
Определение режимов обработки направлено на обеспечение восстановления геометрии и эксплуатационных характеристик двигателя. Заданные допуски и шероховатости поверхности фиксируются в технологической карте. Обработка блока цилиндров предусматривает расточку с шагом подачи 0,08–0,12 мм/оборот и скорость резания 60–100 м/мин при использовании твердосплавных резцов. Шлифовка плоскостей выполняется с зернистостью абразива 120–240 и контрольной проточкой для снятия температурных напряжений. Допуск на биение плоскости ГБЦ не превышает 0,05 мм.
Подбор поршней и вкладышей осуществляется по размерам после замера внутренних диаметров. Зазор между поршнем и стенкой цилиндра устанавливается в пределах 0,02–0,06 мм. Кольца комплектуються с зазором в замке 0,20–0,40 мм в зависимости от диаметра цилиндра. Параметры притирки клапанов фиксируются по утечке не более 0,03 л/мин при давлении 30 кПа.

Выбор и замена поршней, колец и вкладышей
Подбор размеров по замерам цилиндров. Замена производится при превышении износа. Контроль зазоров по таблице, протяжка по моментам.
Подбор размеров и зазоров
Определение размеров поршней, колец и вкладышей производится на основе измерений рабочих элементов. Замеры внутреннего диаметра цилиндров и наружного диаметра поршней фиксируются с точностью до сотых миллиметра. Выбор вкладышей основывается на результатах замера биения коленчатого вала и размера шатунных шеек. Зазоры маслосъёмных колец подбираются с учётом рабочего давления масла и температуры эксплуатации. Зазор между поршнем и цилиндром подбирается для обеспечения компенсации теплового расширения при рабочей температуре. Контроль посадочных поверхностей осуществляется индикатором часового типа. Запасные компоненты подбираются по каталожным номерам и техническим допускам производителя.
Восстановление блока и сборка картерных узлов
Восстановление блока производится по результатам дефектовки. Сборка картерных узлов проводится с контролем радиального и аксиального зазоров.
Техника сборочных операций и фиксации
Описываемая секция содержит технологию сборки картера и верхних узлов двигателя. Контроль чистоты рабочих поверхностей обязателен. Применение монтажных приспособлений устанавливается в соответствии с чертежами завода изготовителя. Фиксация роторов и коленчатого вала производится с использованием специальных фиксаторов, исключающих осевое смещение. Моменты затяжки болтов головки и крышек коренных подшипников указываются в таблице. Промежуточная проверка угловых моментов осуществляется после первой расшивки. Установление уплотнений производится только новыми элементами, смазка контактных поверхностей предусмотрена регламентом. Последовательность сборочных операций документируется актами.
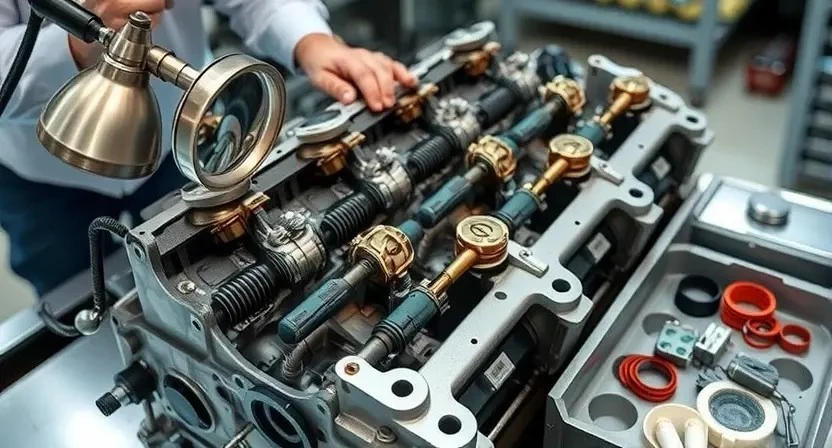
Ремонт и обработка головки блока цилиндров (ГБЦ)
Очистка плоскостей и проверка трещин выполнены; Притирка клапанов и замер уплотнений произведены. Шлифовка плоскости выполнена по допуску.
Шлифовка плоскостей, проверка клапанов и седел
Шлифование плоскостей головки блока производится на специализированном станке с контрольной линейкой и шлифовальной лентой соответствующей зернистости. Зачистка поверхности выполняется до удаления коррозии и следов герметика. Контроль плоскостности производится щупом и микрометром по заранее заданной сетке точек.
Проверка клапанов и седел осуществляется в следующем порядке. Считывание зазоров клапанов производится до демонтажа; замеры радиусов и посадочных поверхностей выполняются визуально и инструментально. Испытание герметичности производится методом вакуумного испытания или проверкой на масляной бане с использованием индикаторов герметичности. Измерение углов запирания выполняется шаблоном; величины сравниваются с номинальными параметрами. Результаты фиксации в журнале дефектов оформляются с указанием предельных размеров и рекомендаций по шлифовке или замене деталей.
Сборка двигателя
Сборка производится по технологической карте. Контроль чистоты и смазки выполняется перед установкой вкладышей и поршней. Момент затяжки болтов фиксируется протоколом.
Инструменты контроля момента затяжки и последовательности
Перечень применяемых средств: динамометрические ключи с диапазоном 5–200 Н·м, угломеры с точностью 0,5°, динамометрические адаптеры для ограниченного доступа, торцевые головки с направляющими, преднастройка на заданные крутящие моменты. Калибровка инструментов выполняется согласно заводским калибровочным листам. Фиксация показаний проводится протоколом с указанием серийных номеров. Контроль последовательности затяжки выполняется в соответствии с технологической картой производителя двигателя. Применение моментных значений и угловых донажима фиксируется в отчёте о сборке.
Обкатка и регулировочные мероприятия
Обкатка двигателя проводится поэтапно. Контроль параметров масла и давления; Регулировка фаз газораспределения и холостого хода производится.
Параметры обкатки и корректировка работы
Установление режима обкатки двигателя производится после сборки и первичного запуска. Время прогрева двигательной установки до рабочей температуры фиксируется. Ограничение нагрузок и оборотов устанавливается в документе приработки. Период обкатки разбивается на этапы с постепенным увеличением нагрузки и длительности. Регистрация параметров давления масла, температуры охлаждающей жидкости и частоты вращения производится непрерывно. Фиксация расходов топлива и показателей детонации выполняется через диагностический интерфейс. Корректировка топливных карт и фаз газораспределения производится по результатам графиков. Запись протокола испытаний и акт выдачи результатов оформляется в отчётной документации.
Финальная проверка и сдача работы
Контрольные измерения выполнены. Протокол оформлен. Испытания на холостом ходу и нагрузке выполнены. Выдача отчёта и акт приёмки выполнены.
Контрольные измерения и оформление отчётной документации
Проведение измерений осуществляется после сборки и обкатки двигателя. Измерения компрессии и давления масла фиксируются в журнале с указанием цилиндра, значения в кПа и времени снятия показаний. Замеры зазоров вкладышей, поршневых колец и геометрии блока заносятся в ведомость с указанием допустимых пределов и фактических параметров. Протоколы шлифовки и расточки блока прилагаются в виде отдельного отчёта с параметрами инструмента и оборотами резца. Состояние ГБЦ документируется актом с результатами проверки седел и плоскостей, указываются величины утечки и допуски после правки. Данные электронных сканеров и кодов ошибок сохраняются в архиве в формате CSV. Оборудование и калибровочные таблицы прикладываются к отчёту. Подпись ответственного лица и дата проставляются в конце отчётного пакета.