

Предоставление услуги ремонта двигателя Marussia B1 2.8 Turbo Cosworth 360 л.с. включает диагностику, оценку состояния и планирование работ.
Область применения услуги
Оказание комплексного ремонта двигателя Marussia B1 2.8 Turbo Cosworth 360 л.с. предназначено для экземпляров, выпущенных в 2011–2014 годах. Выполнение работ распространяется на полный цикл обслуживания силового агрегата, включая проведение диагностических мероприятий, инструментальных исследований и функциональных испытаний. Выполнение оценки технического состояния направлено на определение объёма восстановительных операций и их экономической целесообразности. Применение процедуры измерения компрессии и давления масла обеспечит количественную оценку состояния цилиндропоршневой группы и масляной системы. Снятие агрегата выполняется по регламентной документации производителя с обязательной маркировкой соединений и компонентов.
Разборка производится по технологической карте с контролем дефектов и замером геометрии. Выполнение дефектовки предусматривает классификацию повреждений и выбор способа восстановления. Применение шлифовки и расточки ограничено пределами допусков, представленных в технической документации. Замещение поршней, колец и вкладышей производится подбором по калибрам и номерам, указанным для данной модели. Головка блока обрабатывается с контролем посадочных поверхностей и седел клапанов. Сборка и контрольные регулировки выполняются с использованием динамометрических ключей и специализированного инструмента. Обкатка и окончательная настройка включают проверку рабочих параметров при нагруженном и холостом режимах.

Технические характеристики двигателя
Объём 2.8 л; мощность 360 л.с.; турбонаддув; количество цилиндров V6; система впрыска электронная; рабочие параметры и допуски указаны в каталогах.
Основные параметры и допуски
Приведены критические размеры и предельные значения, применимые при ремонте двигателя Marussia B1 2.8 Turbo Cosworth 360 л.с. Значения рассчитаны для узлов производства 2011–2014 годов. Диаметры цилиндров указаны в миллиметрах с допуском на износ. Ход поршня и рабочий объем представлены как контрольные параметры при замене комплектующих. Суммарный износ вкладышей документируется в миллиметрах и сопоставляется с допустимыми ремонтными размерам. Моменты затяжки шатунных и коренных болтов приведены в ньютон-метрах с градацией для новых и повторно используемых элементов. Смещение фаз газораспределения ограничено величиной в градусах коленвала. Допускаемые предельные зазоры в направляющих клапанов и седлах указаны для единичной замены.
Предварительная подготовка автомобиля
Освободить рабочую зону. Отсоединение аккумулятора. Обеспечение доступа к двигателю. Маркировка трубопроводов и разъёмов. Зафиксировать уровень жидкостей.
Организация рабочего места и обеспечение безопасности
Подготовка места выполнения работ предусматривается размещением двигателя на специализированной стойке с фиксацией усилием, исключающим перемещение при демонтаже и разборке. Освещение рабочей зоны обеспечивается равномерным световым потоком для устранения теней на деталях. Инструмент и приспособления размещаются по каталожным группам на маркированных панелях для сокращения времени поиска. Защитные ограждения устанавливаются вокруг подъемного оборудования. Электросеть оснащается устройствами защитного отключения и запираемыми автоматами. Вентиляция организуется приточно-вытяжным способом с фильтрацией масляной аэрозоли. Пол покрывается влагонепроницаемым материалом с каналами для слива технических жидкостей в сборник. Хранение снятых деталей производится на поддонах с маркировкой позиции и направления установки. Разделение смазочных материалов по классам и маркировке проводится отдельно от абразивных и кислотных веществ. Протокол безопасности оформляется до начала работ с перечислением контрольных операций и средствами индивидуальной защиты, указанными в документе.
Приём и документирование состояния
Фиксация VIN и пробега. Визуальная регистрация дефектов. Составление карточки приёма с перечнем выявленных неисправностей и требуемых измерений.
Формирование карточки приёма и фиксация внешних признаков
Оформление карточки приёма производится для документирования исходного состояния двигателя Marussia B1 2.8 Turbo Cosworth 360 л.с. Запись идентификационных данных автомобиля и двигателя. Фиксация пробега, VIN, номера двигателя и года выпуска. Регистрация видимых повреждений кузова и агрегатов, отметки о наличии течей жидкости, следов нагара, коррозии и механических деформаций. Внесение информации о шуме, вибрации и запахах при первоначальном осмотре. Приведение списка ранее проведённых ремонтов и замен компонентов, если документы представлены; Фотофиксация проблемных зон с привязкой к позициям карточки. Присвоение уникального номера приёма и указание даты и времени приёма. Внесение контактных данных владельца исключительно для служебного использования. Автоматизация ввода данных допускается при наличии оборудования.

Диагностика системы управления двигателем
Считывание кодов ошибок выполняется через OBD. Анализ параметров производится при рабочем цикле. Фиксация результатов в отчётной форме.
Снятие кодов ошибок и анализ параметров в рабочем цикле
Снятие кодов ошибок производится с использованием диагностического сканера, совместимого с протоколами Bosch и CAN. Считывание выполняеться до выполнения механических операций. Сформированный список кодов заноситься в приёмную документацию. Расшифровка кодов проводится по официальным таблицам производителя двигателя. Анализ короткоживущих и постоянных кодов разделяется по типам: электрические цепи, датчики, исполнительные механизмы.
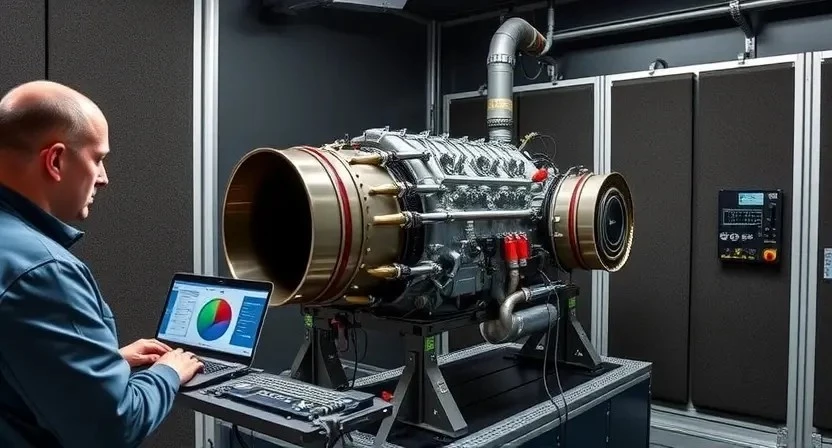
Регистрация параметров производится при прогретом двигателе. Снятие логов производится в режиме реального времени с фиксацией частоты вращения, давления наддува, угла опережения впрыска и температуры.
Сравнение показателей выполняется с эталонными графиками. При расхождении более допустимых допусков формулируется протокол несоответствий. Повторное считывание кодов делается после устранения выявленных неисправностей для подтверждения восстановления рабочей логики.
Оценка общего состояния агрегата
Визуальный осмотр узлов произведён. Функциональные измерения проведены. Дефекты зафиксированы в отчёте. Оценка пригодности для ремонта составлена.
Визуальная оценка и инструментальная проверка узлов
Визуальный осмотр компонентов двигателя Marussia B1 2.8 Turbo Cosworth 360 л.с. производится с фиксацией внешних дефектов: трещин, коррозии, следов перегрева и утечек. Оценка состояния поверхностей цилиндров ведётся с измерением овальности и износа микрометром и нутромером. Проверка шатунных и коренных вкладышей осуществляеться с динамометрическим измерением зазоров после установки калибровочных плунжеров.
Контроль ГБЦ включает осмотр седел клапанов и измерение плоскостности линейкой и щупом. Измерение биения маховика выполняется индикатором часового типа. Давление масла фиксируется манометром в точке отборного штуцера. Электрические соединения диагностируются при помощи мультиметра и осциллографа для анализа сигналов датчиков. Результаты протоколируются в отчёт с указанием измеренных значений и рекомендаций по дальнейшим операциям.
Измерение компрессии
Замер компрессии производится по цилиндрам с использованием манометра высокого давления. Результаты фиксируются в приёмной карточке для оценки износа.
Процедура замера и критерии оценки цилиндров
Подготовка двигателя к измерениям производится с демонтированными свечами и закрытыми впускными трактами. Приведение поршня в НМТ выполняется для каждого цилиндра по очереди. Использование манометра компрессии с калиброванным адаптером. Ввести манометр в свечное отверстие. Привод крутить стартером до стабильного показания в течение не менее пяти оборотов. Запись максимального давления в бар и повторный замер после прогрева двигателя до рабочей температуры. Сравнение показаний между цилиндрами. Отклонение более 10 процентов от среднего значения считать критерием износа. Снижение давления ниже технического минимума, указанного в документации, расценивать как необходимость разборки и дефектовки. Испытание компрессии с применением масла в цилиндр для дифференциации утечек. Вариант определения утечки по впуску и выпуску осуществляется диагностированием со снятым впускным коллектором и закрытым выпускным трактом. Ведомость результатов заполняется с указанием цилиндра, давления до и после добавления масла, температуры, частоты оборотов и выявленного дефекта.
Измерение давления масла
Измерение давления масла производится манометром на холодном и горячем двигателе. Фиксация значений по оборотам и нагрузке в документе.
Методика измерений и интерпретация результатов
Измерение давления масла выполняется манометром высокого давления через предусмотренное для измерений контрольное отверстие. Подготовка заключается в прогреве агрегата до рабочей температуры, установка датчика на контролируемый гидравлический канал и обеспечение минимальных утечек. Снятие показаний производится на холостом ходу, при 2000 об/мин и при повышенной нагрузке для оценки динамики.
Интерпретация основана на сравнении с нормативами завода изготовителя. Отклонение давления вниз указывает на износ масляного насоса, увеличенные зазоры в опорах или засорение масляных каналов. Повышение давления рассматривается как признак забитого масляного фильтра или повышенного сопротивления в гидросистеме. Фиксация результатов выполняется в сервисной карточке с указанием условий измерений.

Решение о снятии двигателя
Оценка компрессии и давления масла выполнена. Снятие двигателя планируется при превышении допусков, значительных повреждениях и несоответствии параметров.
Критерии и документация на проведение демонтажа
Оценка целесообразности демонтажа производится при наличии неисправностей, подтверждённых инструментальной диагностикой: снижение компрессии более допустимого, давление масла ниже регламентного, наличие посторонних шумов коренных и шатунных подшипников, значительная утечка охлаждающей жидкости через блок или головку, трещины в корпусных деталях. Принятие решения оформляется актом с указанием выявленных параметров, измерительных приборов и их сертификатов. Формирование накладной демонтажа включает перечень снятых агрегатов, маркировку деталей, фотofиксацию дефектов, отметки по моментам и положениям распределительного механизма. Хранение сопроводительной документации производится в электронном и бумажном виде.
Снятие и маркировка компонентов
Демонтаж двигателя производится по фиксированной последовательности. Маркировка деталей выполняется с указанием позиции, направления и номера для сборки.
Последовательность демонтажа и маркировочные операции
Определение очередности демонтажа производится по узлам с наибольшим напряжением и риском повреждения. Слив эксплуатационных жидкостей выполняется перед отсоединением магистралей. Крепления внешних агрегатов раскручиваются в последовательности, обеспечивающей сохранность фланцев и резьбовых соединений. Электрические разъемы отсоединяются с пометкой и фиксацией положения на платах и жгутах. Маркировка трубопроводов и шлангов производится цветовой маркировкой и нумерацией, сопроводительная карта заполняется печатными символами.
Опорные элементы двигателя закрепляются на балансировочной подставке до снятия с рамы. Головки кронштейнов маркируются по стороне установки. Болты и шпильки сортируются по пакетам с указанием размера и положения установки. Контрольная фотография с экспозицией и шкалой включается в комплект документации. Уплотнения, хомуты и прокладки раскладываются на подложках с подписью позиции.
Отметка на корпусе производится стойкой краской и штрих-кодом для отслеживания при сборочных операциях.
Разборка двигателя
Последовательность разборочных операций задокументирована. Упаковка снятых узлов производится по маркировочным кодам. Хранение деталей учитывает стабильность.
Порядок разборочных операций и хранение деталей
Определение последовательности демонтажа выполняется по узлам: силовой агрегат, навесное оборудование, системы впуска и выпуска, элементы электрооборудования. Маркировка проводится на каждом компоненте методом нанесения устойчивой индексной метки и фотографической фиксации. Упаковка осуществляется по группам функциональной совместимости в промаркированные контейнеры с влагозащитой. Сбор крепежа производится по номиналам и размещается в разделённые лотки с указанием места установки. Контроль чистоты деталей ведётся перед укладкой. Хранение компонентов предусматривает стеллажи с амортизацией контактов и температурным мониторингом. Металлические поверхности покрываются ингибитором коррозии. Документация на узлы ведётся в электронном реестре с указанием состояния при разборке, размеров и допусков.
Дефектовка и измерения допусков
Проведение дефектовки деталей двигателя. Выполнение измерений валов, шатунов, цилиндров и направляющих с фиксацией отклонений и допусков.
Контроль состояния деталей и определение допустимости ремонта
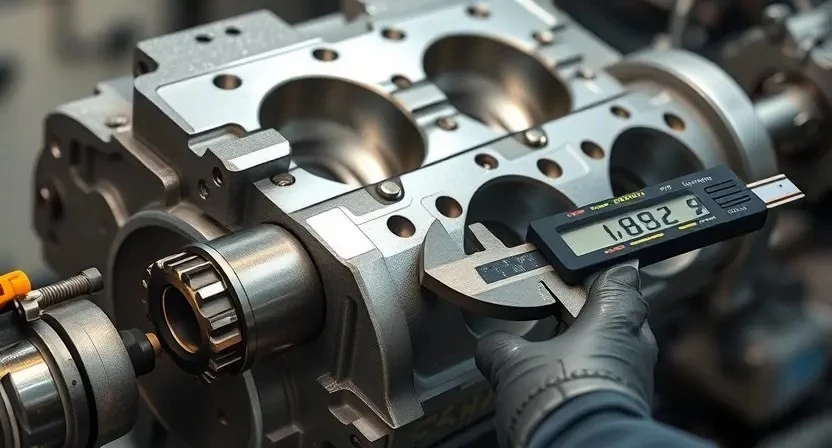
Проведение визуальной инспекции поверхностей цилиндров, поршней, шатуных и шатунных вкладышей. Фиксация износа по наружным и внутренним параметрам. Измерение внутренних диаметров цилиндров микрометром и нутромером. Результаты сравниваются с исходными заводскими допусками. Оценка задира и рисок по шкале критичности. Определение наличия трещин методом магнитного контроля для чугунных деталей и капиллярного контроля для алюминиевых компонентов. Замер биения шеек коленвала. Выявление выработки маслосъёмных канавок. Замер толщины стенки рубашки охлаждения и оценка коррозионного износа. Составление акта дефектовки с указанием кодов повреждений, необходимых операций, перечня запчастей и оценочной стоимости ремонта.
Шлифовка коленчатого вала и расточка блоков
Шлифовка коленвала производится по размерам ремонта. Расточка цилиндров выполняется с указанием посадочных и радиальных допусков.
Технологические операции и контроль после обработки
Обработка коленчатого вала производится на шлифовальных станках с поддержанием цилиндричности и биения в пределах заводских допусков. Расточка блоков цилиндров выполняется последовательными проходами с измерением внутреннего диаметра после каждого цикла. Поверхности опор фрезеруются с контролем плоскостности. После механической обработки поверхности очищаются от абразивных загрязнений с применением растворителей без оставления следов. Контроль геометрии производится индикаторными и электронными приборами с протоколированием результатов.
Балансировка шатунно-поршневой группы осуществляется динамическим методом. Замеры массы деталей фиксируются в ведомости. Контроль масляных каналов и протяжённости отверстий производится эндоскопией и измерительными щупами. Проверка герметичности камер сгорания проводится камерой давления с регистрацией спада. После сборки двигателя выполняется стендовая проверка рабочих параметров с фиксацией давления масла и компрессии на каждый цилиндр.
Замена поршней, колец и вкладышей
Замена производится по результатам дефектовки. Подбор деталей по заводским допускам. Монтаж выполняется с контролем зазорных величин и очисткой посадочных мест.
Подбор деталей и монтажные допуски
Подбор деталей производится по заводским каталожным номерам и паспорту двигателя. Применение компонентов с несоответствующими характеристиками исключается. Подбираемые поршни классифицируются по диаметру и компрессионной высоте. Вкладыши подбираются по классу износа и толщине, с указанием ориентации при установке. Кольца выбираются по высоте и зазору, с учётом маркировки производителя. Направляющие клапанов подбираются по внутреннему диаметру и посадочной длине.
Монтажные допуски задаются в сопроводительной документации. Радиальное биение вала ограничено значением, указанным в спецификации. Зазор между шатуном и вкладышем контролируется по картриджу допустимых значений. Торцевые зазоры поршневых групп измеряются набором щупов. Натяги резьб проверяются динамометрическим ключом по моментам, указанным в таблице.

Ремонт или замена головки блока цилиндров
Демонтаж ГБЦ производится по документу. Контроль плоскости и седел клапанов. Замена направляющих при износе. Притирка седел выполняется.
Проверка ГБЦ, шлифовка седел, замена направляющих и направляющих втулок
Проведение проверки головки блока цилиндров выполняется по протоколу контроля геометрии, герметичности и состояния посадочных поверхностей. Замеры плоскостности приводятся микрометром и щупом, деформация фиксируется в карточке дефектов. Испытание на газопроницаемость производится стендовым методом с фиксацией перепада давления. При обнаружении износа седел обозначается необходимость шлифовки посадочных кромок с номинальной подачей и контролем углов рассверловки. Шлифование производится абразивной оправкой с шагом обработки, после чего контроль торцевой плоскости повторяется. Направляющие клапанов измеряются нутромером; при превышении износа оформляется замена направляющих. Втулки подбираются по внутреннему диаметру с обеспечением натяга, посадка производится прессованием с контролем перпендикулярности. Резьбовые отверстия восстанавливаются при необходимости вставками с фиксацией момента затяжки. Испытание готовой головки проводится в сборе на стенде с регистрацией утечек и параметров хода клапанов.
Сборка двигателя и контрольные регулировки
Сборка выполняется по технологической схеме. Контроль моментов затяжки осуществляется динамометром. Регулировка фаз газораспределения выполняется по меткам.
Последовательность сборки, контроль моментов затяжки и регулировки фаз газораспределения
Сборка блока цилиндров выполняется по этапам, предусмотренным заводской инструкции. Установление коленчатого вала производится на опоры с применением крутящего момента, заданного спецификацией. Шатунные крышки монтируются с новым комплектом болтов; контроль усилия затяжки выполняется динамометрическим ключом в два этапа: предварительная и окончательная ступени с фиксацией в документе. Установление поршневых колец производится по меткам и последовательности, указанных в технологической карте.
Регулировка фаз газораспределения производится при выставленном ВМТ первого цилиндра. Натяжение цепи или ремня газораспределения контролируется по показателям натяжителя и моменту затяжки направляющих. Моменты затяжки крышки распредвала и опор распределительных валов фиксируются в акте сборки. Завершение сборки сопровождается проверкой впускных и выпускных путей на герметичность и свободный ход клапанов.
Обкатка и настройка после ремонта
Программа обкатки включает поэтапный прогрев, постепенное увеличение нагрузки и контроль параметров. Регулировка производится по замерам.
Программа обкатки, контроль параметров и заключительная проверка работоспособности
Определение режима обкатки проводится на поверхности дороги или стенде с регулировкой нагрузки и оборотов. Программа обкатки включает постепенное увеличение нагрузки в три этапа с фиксированием температурного диапазона масла и охлаждающей жидкости. Фиксация параметров производится через диагностический интерфейс с записью значений давления масла, расхода топлива, динамики оборотов и показаний датчиков детонации. Временные интервалы выдержек регламентированы для стабилизации уплотнений и притирки колец. Отклонения от нормативов документируются и подлежат корректировке настройки управляющей системы. Заключительная проверка работоспособности выполняется после прогрева до рабочей температуры, включая контроль герметичности, уровней технических жидкостей и соответствия динамики развиваемой мощности паспорту двигателя. Протокол испытаний формируется с указанием измеренных значений и рейтинга готовности к эксплуатации.