

Оказание услуги по ремонту двигателя Mazda CX-5 2.5 Skyactiv G 194 л.с. (2017–н.в.) включает диагностику‚ оценку состояния и измерения для определения объёма вмешательств.
Предмет услуги
Предметом услуги является комплекс работ по восстановлению работоспособности и восстановлению технических параметров двигателя Mazda CX-5 2.5 Skyactiv G 194 л.с. (2017–н.в.). В состав предмета включены: диагностика электронных и механических систем двигателя; измерение компрессии цилиндров для определения герметичности камер сгорания; измерение давления масла в системе смазки для оценки насосной и масляной цепи; оценка износа и состояния шатунно-поршневой группы; оценка состояния вкладышей главной и шатунных опор; контроль состояния и плоскостности головки блока цилиндров; определение потребности в шлифовке коленчатого вала и расточке цилиндров; замена поршней‚ поршневых колец‚ шатунных и коренных вкладышей; выполнение ремонта или замены головки блока цилиндров с проверкой клапанного механизма; комплексная сборка двигателя с контролем моментов затяжки; проведение обкатки с мониторингом параметров и окончательной настройкой системы управления двигателем.

Объём работ
Перечень работ включает диагностику‚ измерения компрессии и давления масла‚ демонтаж двигателя‚ разборку‚ дефектовку и подготовку к восстановительным операциям.
Перечень операций
Включение комплексных процедур по ремонту двигателя Mazda CX-5 2.5 Skyactiv G 194 л.с. (2017–н.в.). Диагностика проводится с использованием специализированного оборудования для определения отказов и параметров работы систем.
Измерение компрессии выполняется по цилиндрам с фиксацией результатов в протоколе. Измерение давления масла производится при рабочих и холостых оборотах для оценки масляной системы.
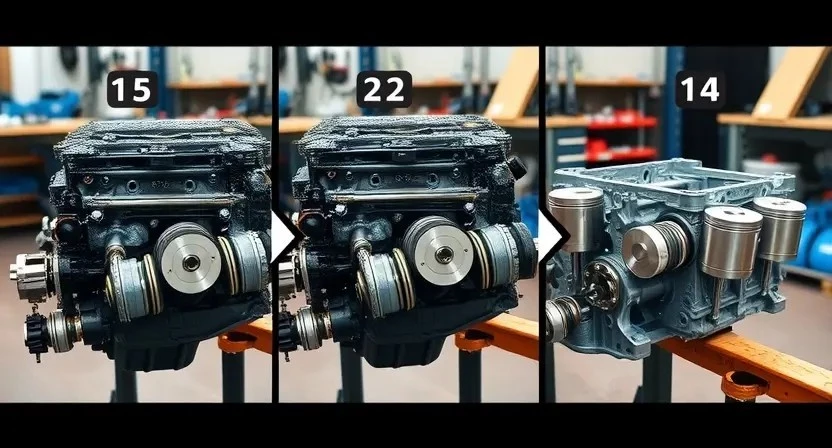
Снятие агрегата производится по регламенту с маркировкой соединений. Разборка осуществляется по узлам с маркировкой и упаковкой деталей. Дефектовка включает контроль износа и трещин‚ замер геометрии и оценку пригодности к восстановлению.
Шлифовка коленчатого вала и расточка блока выполняются с соблюдением допусков. Замена поршней‚ колец и вкладышей проводится с подбором комплектующих по допускам изготовителя. Ремонт или замена головки блока цилиндров предполагает проверку плоскостности и замену направляющих клапанов по результатам проверки. Сборочные операции выполняются с контролем моментов затяжки и регулировкой зазоров. Обкатка двигателя производится по установленным режимам с регистрацией параметров и финальной проверкой работоспособности.

Техническая документация
Предоставление эксплуатационных и сборочных регламентов‚ каталогов допусков‚ чертежей и спецификаций для проведения ремонта двигателя Mazda CX-5 2.5.
Нормативы и эталоны
Приведение ремонтных операций к стандарту осуществляется на основе заводской технической документации Mazda‚ эксплуатационных предписаний и контрольных значений производителя. Давление масла в рабочем режиме нормативно определяется диапазоном 200-600 кПа при прогретом двигателе и частоте холостого хода; превышение или понижение фиксируется как отклонение. Компрессия цилиндров нормируется не менее 11 бар единообразно по каждой камере; разброс между цилиндрами допускается до 1‚0 бар. Биение коленчатого вала после шлифовки ограничено 0‚02 мм. Шероховатость рабочих поверхностей поршней и гильз устанавливается 0‚4-0‚8 мкм. Зазоры вкладышей на шатунных шейках контрольные 0‚020-0‚040 мм в зависимости от размерного ряда. Плоскостность привалочной поверхности ГБЦ допускается 0‚05 мм. Моменты затяжки головки и основных болтов приводятся по таблице завода и применяются при окончательной сборке.
Подготовка к приему автомобиля
Вводный осмотр выполняется с фиксацией VIN‚ пробега и внешних дефектов. Оформление заявки проводится с указанием ожидаемых работ и сроков.
Регистрация заявки и вводный осмотр
Регистрация заявки производится с фиксацией идентификационных данных автомобиля‚ пробега и сведений о предыдущих вмешательствах. Вводный осмотр включает визуальный осмотр моторного отсека‚ оценку состояния креплений‚ внешних утечек масла и охлаждающей жидкости‚ проверку уровня рабочих жидкостей и состояния ремней привода. Фиксация посторонних шумов и признаков детонации производится при кратковременном прогреве в условии стоянки. Диагностические коды ошибок считываются с ECU для первичного анализа. Фотофиксация обнаруженных дефектов вносится в заявку. Оценка возможности дальнейшей диагностики без демонтажа отмечается в протоколе. Временная оценка трудозатрат и предварительная смета формируются на основании результатов вводного осмотра и данных сканера.
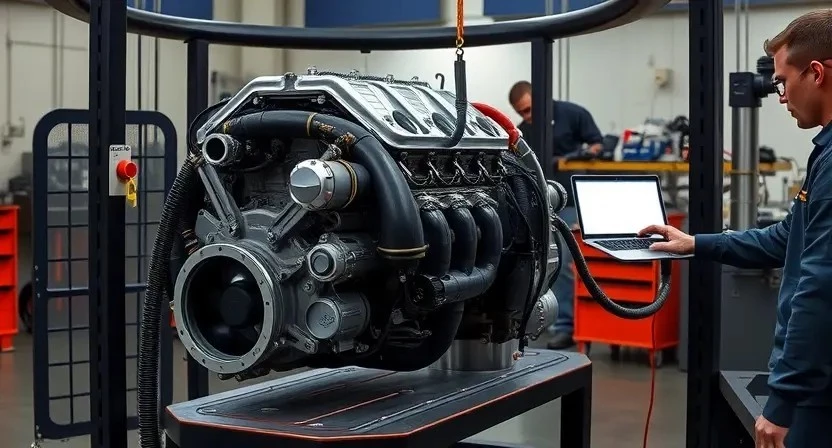
Диагностика двигателя
Компьютерная диагностика выполняется для выявления ошибок управления‚ испытания сенсоров и актуаторов. Испытания давления и компрессии назначены.
Проведение компьютерной диагностики
Подключение диагностического оборудования производится к разъёму DLC двигателя Mazda CX-5 2.5 Skyactiv G 194 л.с. (2017–н.в.). Считывание кодов неисправностей выполняется с использованием заводских протоколов. Полученные коды переводятся в список проверок для дальнейшей оценки. Запись параметров работы двигателя производится в режиме реального времени: угол опережения зажигания‚ частота вращения‚ расход топлива‚ датчики детонации‚ давление в топливной рампе и температура охлаждающей жидкости. Тестирование выполняется на холостом ходу и при нагрузке с применением динамометрической нагрузки или имитации нагрузки.
Анализ адаптаций системы впрыска и управления зажиганием проводится по протоколам производителя. Сохранение логов выполняется для последующего сравнения после ремонта. При регистрации критических ошибок производится составление отчёта с перечнем кодов и рекомендуемых контрольных измерений.
Оценка состояния агрегатов
Визуальный осмотр выполнен. Замеры зазоров зафиксированы. Измерения компрессии и давления масла назначены. Протокол заполнен и подписан.
Визуальный осмотр и контрольные измерения
Визуальный осмотр блока цилиндров‚ головки‚ поршней и шатунов выполняется с целью выявления трещин‚ задиров и коррозии. Поверхности оцениваються на наличие деформаций и следов перегрева. Крышки подшипников осматриваются на износ посадочных мест. Соединения газоотводов и впускного коллектора проверяются на герметичность по следам масла и нагара. Резьбы и шпильки проверяются на целостность и вытяжку. Уплотнительные поверхности головки оцениваются на притертость и плоскостность.
Контрольные измерения выполняются инструментом калиброванным: измерение зазора шатунных вкладышей‚ проверка биения коленчатого вала‚ измерение выработки направляющих втулок клапанов. Замеры толщины прокладки головки и глубины канавок в поршнях фиксируются в отчёте. Шкала износа и предельные размеры приводятся в технической карте автомобиля.
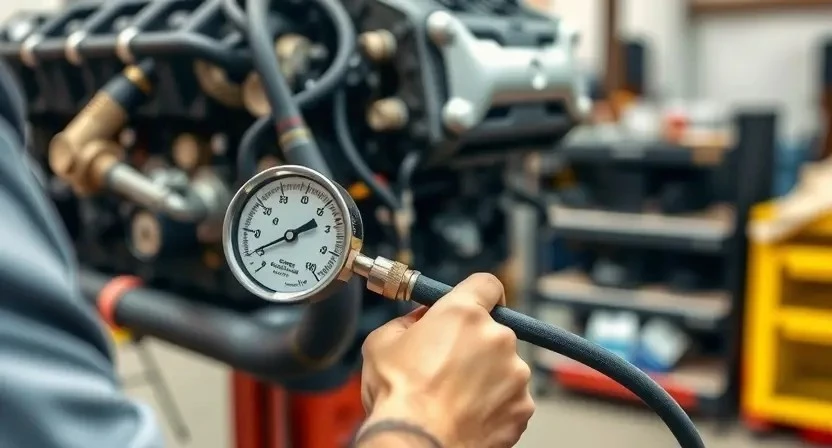
Измерение компрессии
Измерение компрессии производится манометром через свечной колпачок. Регистрация показаний по цилиндрам. Сопоставление с нормативными значениями для оценки состояния.
Методика и контрольные параметры
Измерение компрессии производится манометрическим прибором при выключенной системе зажигания и полном открытии дроссельной заслонки. Показания фиксируются для каждого цилиндра. Контрольный предел равен 11‚0 бар для двигателя 2.5 Skyactiv G при условии равномерности по всем цилиндрам в рамках 0‚5 бар. Допустимая разница между цилиндрами установлена в 0‚8 бар. Процедура измерения давления масла выполняется манометром на масляном штуцере; рабочее давление холостого хода 1‚0–1‚8 бар‚ под нагрузкой 3‚0–5‚0 бар при температуре масла 80 °C. Измерения температуры и давления фиксируются. Отклонения регистрируются в протокол.
Измерение давления масла
Измерение давления масла производится манометром на холодном и горячем двигателе. Полученные величины сравниваются с заводскими значениями для оценки состояния.
Порядок измерений и критерии оценки
Проведение измерений давления масла предполагает подготовку стенда и подключение манометра к масляной магистрали через штатный штуцер. Измерения выполняются при прогретом двигателе при двух режимах: холостой ход и повышенные обороты. За контрольный параметр принимается значение‚ зарегистрированное на 3000 об/мин. Критерий годности установлен исходя из технической документации производителя: давление масла должно соответствовать паспортным значениям с допустимыми отклонениями. Визуализация результатов производится на графике с фиксацией погрешности. При несоответствии параметров производится анализ причин по гидравлической схеме и проверка масляного насоса‚ фильтра и каналов. Измерение компрессии выполняется через свечные каналы с применением компрессометра‚ фиксация производится для каждого цилиндра. Контрольный порог компрессии согласуется с эталоном производителя и учитывает допустимый разброс между цилиндрами. При превышении допустимого расхождения выполняется оценка состояния клапанов‚ поршневой группы и уплотнений. Результаты измерений документируются с указанием температуры масла и режимов работы‚ а также используемого оборудования.
Решение о демонтаже двигателя
Переход к снятию двигателя производится при выявлении критических отклонений: компрессия ниже нормативов‚ давление масла за пределами допуска‚ обнаружены трещины или задиры блок и ГБЦ.
Критерии перехода к снятию агрегата
Переход к снятию двигателя устанавливается при выявлении значимых отклонений от паспортных параметров в ходе диагностики. При компрессии цилиндров ниже 9 бар фиксируется необходимость разборки для выявления причин. При давлении масла ниже 1‚0 бар на холостых оборотах регламентируется демонтаж для проверки масляной системы и подшипников. При признаках металлической крошки в масле назначается детальная дефектовка с последующим снятием агрегата. При износе вкладышей за пределами допуска производится демонтаж для замены и шлифовки вала. При прогибе или трещинах ГБЦ устанавливается переборка или замена после снятия. При нестабильной работе топлива-воздушной смеси и отсутствии исправлений электроники принимается решение о вскрытии. По результатам инструментальных измерений фиксируются протоколы и определяются операции по снятию агрегата.
Снятие двигателя
Демонтаж двигателя производится по этапам: отсоединение коммуникаций‚ слив жидкостей‚ маркировка разъёмов. Подготовка поддомкрачивания и закрепление двигателя выполняется краном.
Последовательность работ при демонтаже
Демонтаж двигателя Mazda CX-5 2.5 Skyactiv G 194 л.с. производится поэтапно. Снятие аккумулятора и отключение электроцепей. Слив охлаждающей жидкости и моторного масла. Отсоединение впускной и выпускной систем. Демонтаж воздушного фильтра и корпуса. Отсоединение топливных магистралей с применением пробоотборников. Снятие навесного оборудования: генератор‚ компрессор кондиционирования‚ насосы. Отсоединение трубопроводов гидравлики рулевого механизма при необходимости. Снятие выхлопной коллекции указанным способом. Освобождение электропроводки от фиксаторов и маркировка разъёмов. Демонтаж коробки передач при совместном снятии узла. Фиксация двигателя на грузовом стропе через штатные точки. Подъём агрегата до разобщения с опорами рамы. Перемещение агрегата в зону разборки с применением крановой оснастки и тележки.

Разборка двигателя
Демонтаж узлов выполнен по этапам. Снятие крышек‚ коллектора‚ ГБЦ‚ шатуны и поршни произведены с маркировкой и промывкой деталей для дефектовки.
Разделение узлов и маркировка деталей
Демонтаж коробки‚ навесных агрегатов и вспомогательных систем выполняется с последовательной фиксацией этапов. Разделение узлов производится по функциональным группам: впускная система‚ выпускная система‚ система смазки‚ система охлаждения‚ система газораспределения‚ блок цилиндров с поршневой группой. Каждой детали присваивается уникальный код. Маркировка наносится на поверхность‚ допускаемая для дальнейшей эксплуатации и ремонтных операций. Упаковка деталей производится с учётом защиты от коррозии и механических повреждений. Протокол расстановки компонентов формируется в электронном и бумажном вариантах. Инструментальная карта содержит ссылку на коды‚ последовательность и место хранения узлов.
Дефектовка деталей
Разборка узлов выполнена. Оценка износа по замерам произведена. Выявление трещин‚ задиров и пластических деформаций оформлено актом и протоколом.
Определение износа и повреждений
Визуальный и инструментальный осмотр узлов двигателя проводится с фиксацией дефектов. Замеры геометрии деталей выполняются нутромером‚ микрометром‚ индикатором и штангенциркулем. Измерение задиров выполняется магнитной или оптической дефектоскопией. Проверка крышек коренных и шатунных вкладышей производится на биение и износ. Оценка состояния поверхности шатунных шеек и кривошипа производится по параметрам шероховатости и радиальным зазорам. Износ цилиндров определяется по замерам овальности и конусности. Диагностика поршневых колец включает измерение зазора в канавке и рабочего зазора в поршневой головке. Результаты оформляются протоколом с указанием допусков и предельных значений для дальнейших решений.
Шлифовка коленчатого вала
Шлифовка выполняется по замерам биения и овальности. Обработка производится с допуском по шейкам‚ чистота поверхности контролируется по параметрам.
Параметры обработки и допуски
Шлифовка коленчатого вала производится по законченным размерам коленчатого подшипника; допуск на диаметр шейки после обточки указан в технической документации производителя двигателя. Расточка блока цилиндров выполняется до размеров‚ соответствующих стандартным ремонтным классам; отклонения от цилиндрической геометрии допускаются в пределах‚ установленных нормами на износ. Замер биения коленчатого вала осуществляется после шлифовки с применением индикатора часового типа; предельные значения биения регламентируются. Контроль радиального зазора вкладышей выполняется при температуре‚ близкой к рабочей; величины зазора фиксируются в протоколе. Поверхности уплотнения головки блока подвергаются контролю плоскостности с применением щупов и линейки; величина прогиба не должна превышать норматив. При выборе поршней и колец опираться на каталожные коды и допуски на диаметр поршневой группы. Сборочные моменты крепёжных элементов соответствуют регламенту; значения свидетельствуются в акте выполненных работ.
Расточка блока цилиндров
Расточка блока производится с выдержкой геометрии цилиндров. Заданные диаметры и допуски соблюдаются. Контроль шероховатости выполняется после обработки.
Точность обработки и проверка геометрии
Контроль геометрии блока цилиндров осуществляется после расточки. Измерение цилиндрических допуска проводится с применением микрометра‚ внутреннего микрометра и индикатора часового типа. Параметры обрабатываемых поверхностей фиксируются в протоколе. Допуски на овальность и конусность сопоставляются с заводскими эталонами. Шероховатость поверхностей регистрируется по профилометру. Параллельность плоскостей корпуса сопоставляется с шаблоном или столом со сведёнными показаниями. Соосность посадочных мест под коренные опоры контролируется индикатором и оправками. При расхождении с нормативами указывается необходимость дополнительной обработки. Запись результатов производится в специализированный бланк.
Замена поршней и колец
Снятие поршневой группы производится после дефектовки. Подбор комплектов выполняется по размерным классам. Установка колец и поршней производится с измерением зазоров.
Выбор деталей и технология установки
Подбор деталей производится по идентификационным параметрам двигателя и по оригинальным каталожным номерам производителя. При подборе поршней учитывается диаметр посадочных мест после расточки блока и допуски по массе и геометрии. Подбор колец осуществляется по внутреннему диаметру цилиндра‚ толщине канавок и изготовителю с допуском к взаимозаменяемости. Выбор вкладышей основывается на размерной группе коленвала и на номинальных диаметрах шатунных шеек. При замене головки блока цилиндров применяются прокладки с заданной толщиной и материалом‚ соответствующим температурным и нагрузочным режимам.
Технология установки включает последовательность операций‚ в которой контроль чистоты и смазки производится до установки деталей. Монтаж поршней сопровождается измерением зазоров поршневых колец и контролем взаимного расположения меток. Вкладыши устанавливаются с контролем осевого положения и заложенных масляных канавок. Болты ГБЦ заменяются на новые при первом демонтаже и затягиваются с контролируемым моментом в несколько этапов по заданной схеме. Контрольный измерительный протокол создаётся после сборки для подтверждения соответствия параметров паспортным значениям.
Замена вкладышей
Замена вкладышей производится после дефектовки коленвала и измерений зазоров. Подбор комплектов производится по номинальным и ремонтным размерам. Монтаж выполняется с контролем зазора.
Контроль за зазором и установочные операции
Измерение зазоров вкладышей выполняется микрометром и щупом. Зазор сопоставляется с нормативными таблицами для двигателя 2.5 Skyactiv G 194 л.с. Значения вне допусков фиксируются в отчёте. Подбор вкладышей производится по маркировочным номерам и табличным диаметрам коленвала. Монтаж вкладышей осуществляется со смазкой фрикционных поверхностей моторным маслом заданной вязкости. Контроль осевого люфта коленчатого вала производится индикатором часового типа. Вкладыши подшипников распределительного вала подбираются по толщине и маркировке. Установочные поверхности очищаются от загрязнений и продуктов коррозии. Усилие затяжки крышек шатунов измеряется динамометрическим ключом по шагам и моментам‚ указанным в технической документации. Превышение предела допуска приводит к замене деталей.
Ремонт или замена головки блока цилиндров
Головка демонтируется для проверки плоскостности. Плоскостность измеряется микрометром. Ремонт проводится шлифовкой; замена при трещинах и деформациях.
Проверка плоскостности‚ переборка и замена компонентов
Проверка плоскостности головки блока цилиндров производится на плитах с пределом 0.05 мм по длине измерения. Замер выполняется по направляющим‚ с применением щупов и индикаторных устройств. При выявлении дефекта‚ превышающего допустимый прогиб‚ головка подлежит шлифовке с указанием снятия металла в мм и контролем параллельности. Переборка включает разборку навесных узлов‚ дефектовку седел клапанов‚ направляющих и клапанных пружин. Замена компонентов производится при износе за пределами допусков: направляющих‚ седел‚ клапанов‚ сальников и прокладок. Контроль герметичности обеспечивается опрессовкой. Фиксация параметров выполняется в отчётной документации.
Сборка двигателя
Сборка производится по рабочим картам. Установление деталей выполняется с заданными моментами‚ применением калиброванных инструментов и контролем взаимного расположения компонентов.
Последовательность сборочных операций и контроль моментов
Сборка двигателя производится в порядке обратном демонтажу с учётом последовательности установки компонентов и контроля прилагаемых параметров. Установке подлежат подшипники коленвала с применением монтажных направляющих. Шатунные крышки монтируются по маркировке на корпусе и крышках. Притирка и посадка вкладышей осуществляется под заданный натяг. Крепления коренных подшипников затяжке подвергаются по моментам‚ заданным заводской картой. Прокладки головки блока устанавливаются новой деталью. Головка блока устанавливается по меткам‚ болты затягиваются в несколько этапов с контролем углов поворота при окончательной операции. Распределительные валы размещаются в пазах при зацеплении с цепью привода. Шатунные болты заменяются новыми при наличии заводской рекомендации. Момент затяжки масляного насоса и крышек распределительного устройства фиксируется протоколом. Вал коленчатый проверке на осевой люфт подвергается после окончательной сборки. Обороты холостого хода регулируются при тестовом запуске. Испытание под нагрузкой выполняется по регламенту завода изготовителя.
Обкатка и настройка после ремонта
Обкатка производится поэтапно: холостой ход‚ нагрузочные циклы‚ контроль параметров. Настройка электронной системы выполняется по эталонам производителя.
Режимы обкатки‚ контроль параметров и финальная проверка
Обкатка двигателя проводится по поэтапной схеме с фиксированной продолжительностью каждого этапа. Начальный этап выполняется на холостом ходу при прогретом моторе до рабочей температуры в пределах‚ установленный заводом-изготовителем. Последующие этапы включают переменную нагрузку при увеличенных оборотах до ограничений‚ указанных в технической карте. Контроль параметров производится по давлению масла‚ температуре охлаждающей жидкости‚ оборотам коленчатого вала и показателям смеси. Записи параметров ведутся через диагностический интерфейс с протоколированием. После завершения обкатки выполняется финальная проверка герметичности‚ контроль компрессии и визуальный осмотр узлов. Протокол испытаний прилагается к наряду.