
Предоставление услуги ремонта двигателя Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Описание объема работ‚ последовательность и контроль качества.
Цель документа
Определение объема и границ выполняемых работ по ремонту двигателя Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Описание процедур‚ критериев приёмки и измерений‚ контрольных точек и требований к качеству выполняемых операций. Установление последовательности диагностических и восстановительных мероприятий: считывание ошибок‚ анализ параметров‚ измерение компрессии‚ измерение давления масла‚ подготовка к демонтажу‚ снятие агрегата‚ разборка‚ дефектовка‚ шлифовка коленчатого вала‚ расточка блока‚ замена поршней‚ вкладышей и колец‚ ремонт ГБЦ‚ окончательная сборка‚ обкатка и настройка. Обозначение ответственности за оформление отчётной документации и запись параметров после каждого этапа.

Область применения
Применение услуги ограничено двигателями Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Выполнение полного капитального ремонта и восстановительных процедур.
Модель и период выпуска
Идентификация двигателя производится по маркировке: Ginetta Akula 6.0 V8‚ мощность 600 л.с.‚ год начала выпуска 2019‚ период выпуска — настоящее время. Модельный индекс и VIN-данные фиксируются в документации сервиса для корректного подбора запасных частей и контрольных значений. Серийный номер двигателя подлежит сверке с базой производителя. Версии программного обеспечения управления двигателем учитываются при диагностике. Конструктивные особенности блока цилиндров‚ распределительного вала и системы смазки перечисляются в ведомости спецификаций‚ применяемой при планировании работ. Нормы допусков и применимые процедуры привязаны к годовому диапазону выпуска.
Объем работ
Перечисление операций: диагностика‚ измерения компрессии и давления масла‚ снятие‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена деталей‚ сборка и обкатка.
Перечень выполняемых процедур
Диагностика электронных систем управления двигателя Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Считывание кодов ошибок и регистрация параметров рабочего цикла производится с использованием специализированного диагностического оборудования.
Оценка состояния силового агрегата выполняется визуальным осмотром внешних поверхностей‚ контрольным измерением зазоров в клапанном механизме и проверкой состояния навесных агрегатов.
Измерение компрессии производится по цилиндрам с использованием манометра‚ результаты фиксируются в протоколе‚ сравниваются с нормативными значениями.
Измерение давления масла производится при прогретом двигателе с подключением датчика давления в штатную точку замера‚ значения сопоставляются с паспортными данными.
Снятие двигателя выполняется по технологической карте с маркировкой элементов‚ отключением всех коммуникаций и сливом рабочих жидкостей.
Разборка агрегата проводится на стенде с последовательным демонтажем блок-картера‚ поршневой группы и головок цилиндров; элементы маркируются и направляются на дефектовку.
Дефектовка включает измерение геометрии шатунов‚ поршней и коленчатого вала‚ контроль износа опор и шлифовочных размеров.
Шлифовка выполняется на строгальном оборудовании по установленным допускам‚ замеры выполняются после обработки.
Расточка блока цилиндров производится с использованием расточного станка с обеспечением соосности и контроля круглости цилиндров.
Замена поршней‚ колец и вкладышей производится с подбором по размерам и допускам‚ контроль зазоров выполняется до окончательной сборки.
Головки блока цилиндров подвергаются восстановлению седел клапанов‚ шлифовке плоскости и сборке с новым комплектом уплотнений.
Сборка двигателя проводится по регламенту с контролем моментов затяжки и проверкой фаз газораспределения до установки на автомобиль.
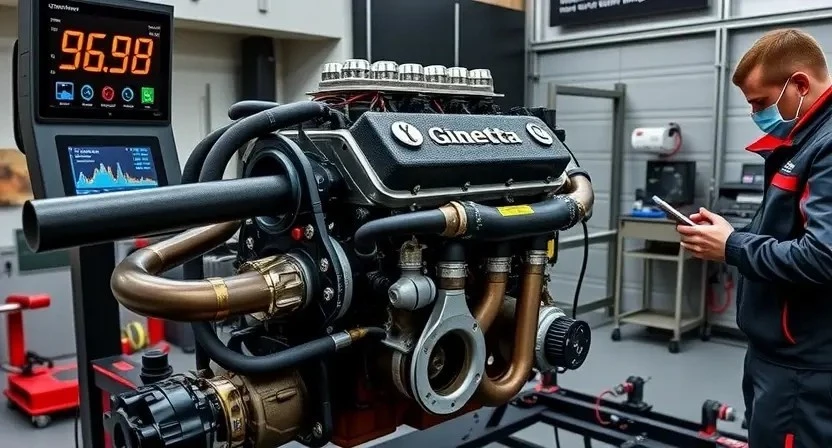
Обкатка и настройка после ремонта включают программу прогрева‚ контроль рабочих параметров и окончательную диагностику систем управления.
Требования к помещению и оборудованию
Площадь рабочего места 25 м². Организация вытяжки и освещения. Присутствие подъемника‚ стенда балансировки‚ компрессора и испытательного стенда двигателя.
Инструмент и стенды
Набор специализированного инструмента предназначен для обслуживания двигателя Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Применение торцевых головок с удлинителями‚ динамометрического ключа с цифровой индикацией‚ съемников для маховика и шкивов допускается. Применование наборов резервуарных ключей исключается. Для демонтажа и установки агрегата предусмотреть подъемник с грузоподъемностью не менее 1000 кг и траверсу с регулировкой точки подвеса. Для разборки блока применить прессы гидравлические с контролем усилия и набор оправок. Шлифовальные работы выполняться на токарно-шлифовальных станках с частотным регулированием. Для балансировки коленвала применять балансировочные стенды с датчиками вибрации и возможностью записи данных. Для измерений геометрии использовать цифровые индикаторы‚ микрометры и нутромеры класса точности не ниже 0‚01 мм. Для контроля герметичности головки блока предусмотреть опрессовочный стенд с регулировкой давления и функцией записи пиковых утечек. Электронная диагностика выполняться с использованием специализированного адаптера и программного обеспечения‚ совместимого с протоколами производителя. Хранение и учет инструмента организовать в стойках с маркировкой и документированием калибровок.

Требования к расходным материалам
Запас фильтров‚ прокладок‚ болтов и шайб для Ginetta Akula 6.0 V8; масла и герметики по спецификации; запасные поршни‚ кольца‚ вкладыши в комплекте.
Спецификации масел и герметиков
Указание на моторное масло: синтетическое API SN Plus или выше‚ вязкость SAE 5W-40 по условиям эксплуатации‚ допуск производителя по допускам ACEA A3/B4. Заменяемое масло должно быть новым‚ упакованным‚ с подтверждающей документацией производителя. Масляный фильтр подлежит замене на оригинальный или эквивалентный по фильтрующей способности и резьбовому соединению. Тормозные и гидравлические жидкости к описанию не относятся.
Герметизация узлов: применять однокомпонентные силиконовые герметики класса выдержки температур до 200°C для стыков ГБЦ и крышек. Прокладки блок-картера должны устанавливаться новые‚ материалы ― композиционные или картонные с металлической прослойкой в соответствии с заказной спецификацией. Уплотнения коленвала подлежать замене при демонтаже‚ требуется применение маслостойких материалов.
Контроль герметичности производится после сборки при давлении масла 3–4 бар на холостом ходу и при статическом замыкании магистралей. Заправка маслом производится в соответствии с литражом‚ предписанным для модели.
Подготовка автомобиля
Слив топливной и охлаждающей систем. Маркировка штекеров и шлангов. Фиксация автомобиля на подъёмнике. Снятие декоративных крышек и доступ к мотору.
Фиксация и снятие навесного оборудования
Фиксация двигателя производится на подрамник с гидравлической фиксацией для ограничения перемещений при выполнении снятия. Демонтаж навесных агрегатов выполняется поочередно‚ начиная с трубопроводов охлаждения и масляных магистралей‚ с маркировкой всех разъемов и шлангов. Электрические разъемы отсоединяются после снятия питающих предохранителей и блоков распределения питания‚ с использованием маркировочных бирок и фотографической фиксации расположения. Стартер и генератор извлекаются совместно с крепежными элементами‚ болты укладываются по посадочным местам. Впускной коллектор отсоединяется от головки в условиях поддерживаемой чистоты для предотвращения попадания загрязнений. Системы трубопроводов кондиционирования и топливные магистрали опорожняются через специализированные емкости‚ с последующей герметизацией открытых торцов. Шкивы коленчатого вала и приводные ремни демонтируются после установки фазировочных меток‚ с фиксацией положения распредвалов. Крепежи навесного оборудования маркируются и упаковываются по группам для обеспечения обратной сборки без пересортировки.
Диагностика системы управления двигателем
Считывание кодов неисправностей производится через диагностический разъем. Анализ параметров в реальном времени. Протоколирование результатов испытаний.
Считывание кодов и анализ параметров
Подключение диагностического интерфейса к OBD-разъему выполняется с применением совместимого адаптера и фирменного ПО. Считывание сохранённых и активных кодов неисправностей производится до запуска двигателя; сохранённые коды фиксируются в отчёте. Снятие данных реального времени производится при прогретом моторе на холостом ходу и при повышенных оборотах. Параметры давления топлива‚ температуры охлаждающей жидкости‚ температуры масла и положения дроссельной заслонки регистрируются в таблице. Анализ соответствия сигналов фаз газораспределения и показаний датчика давления масла производится по установленным заводским допускам. Сравнение значений компрессии‚ потребления топлива и расхода воздуха выполняется с опорными графиками. Ошибки CAN-шины и обрыв связи фиксируются отдельно. Протокол с результатами сохраняеться в базе данных.
Оценка состояния силового агрегата
Визуальный осмотр блока‚ ГБЦ и навесных элементов. Замер зазоров выпускной системы и клапанов. Фиксация дефектов и составление перечня ремонта.
Визуальный осмотр и контроль зазоров
Визуальный осмотр выполняется для выявления внешних дефектов компонентов двигателя Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Осмотр производится при чистой поверхности деталей‚ освещение устанавливается не менее 1000 люкс. Коррозия‚ трещины‚ задиры‚ отпадание покрытия фиксируются в дефектной ведомости. Контакты‚ уплотнения и посадочные поверхности проверяются на соответствие геометрии. Контроль зазоров клапанов выполняется микрометром и щупами по заводским допускам. Придаточные элементы газораспределения проверяются на люфты и биения. Зазоры в шатунных и коренных подшипниках измеряются индикатором часового типа. Измерения фиксируются протоколом с указанием места и величины отклонения. При превышении пределов указываются операции по дальнейшей разборке и дефектовке.
Измерение компрессии
Подготовка цилиндров к замеру. Отсоединение высоковольтных проводов. Вращение коленвала стартером до стабильного показания. Регистрация давления в барах.
Порядок подключения и методика замеров
Подготовка стенда и измерительного оборудования. Подключение манометра к точке давления масла производится через штатное резьбовое отверстие или адаптер‚ при этом гидравлическая линия отсоединяется от контрольного канала. Подключение компрессометра выполняется к свечному отверстию после демонтажа свечи и удаления остатков топлива в цилиндре. Параметры измерений фиксируются при холодном и горячем состоянии двигателя. Стартовый оборот устанавливается электрическим стартером при отключенной системе зажигания. Снятую величину давления регистрировать на частоте холостого хода и под нагрузкой. Для компрессии применяется метод с прокрутом стартером до стабилизации показаний‚ при этом вентиляция картера перекрывается. Результаты сверяются с заводскими паспортными допусками. Протокол замеров оформляется с указанием серийного номера датчика и температуры масла.
Измерение давления масла
Подключение манометра выполняется к штатной точке измерения. Замеры проводятся при холодном и рабочем прогреваемом состоянии‚ фиксируются кратные обороты и давления.
Точка подключения и допустимые значения
Определение точки подключения датчика давления масла производится к штатному штуцеру на блоке цилиндров с резьбой 1/8 NPT. Для получения показаний используется манометр с рабочим диапазоном 0–10 бар и классом точности не хуже 1‚6. Подключение производится через жесткое соединение с набором удлинителей и уплотнительной прокладки. Регистрация измерений выполняется при прогретом двигателе с температурой масла 90–110 °C. Для холостого хода допустимое давление составляет 0‚6–1‚2 бар. При 3000 об/мин давление должно находиться в пределах 3‚5–5‚0 бар. Давление после выключения двигателя не должно оставаться выше 0‚2 бар более 10 с.
Подготовка к снятию двигателя
Слив технических жидкостей выполнен. Маркировка разъёмов и трубопроводов произведена. Электропроводка отсоединена. Опоры и крепления демонтированы.
Слив технических жидкостей и маркировка соединений
Слив моторного масла производится через штатный сливной патрубок с установкой сбросного контейнера подходящего объема. Отработанная жидкость подается на хранение в емкости с пломбировкой марки и даты. Слив охлаждающей жидкости выполняется через сливной кран радиатора и блок-картера с последовательной промывкой контура малым объемом деминерализованной воды. Тормозная и гидравлическая жидкость удаляется отдельно в герметичные сосуды‚ с указанием типа и точки отбора. Маркировка соединений выполняется с помощью стойких бирок по номерам и цветовым кодам. Каждое соединение фиксируется в журнале с указанием номера‚ назначения и координат расположения. Электрические разъемы идентифицируются нанесением печатного кода и защитной термоусадкой. Шланги и трубопроводы маркируются с указанием направления потока и давления. Уплотнения и прокладки маркируются комплектом позиции и диаметром для последующей компоновки при сборке. Регистрация операций производится в отчете с подписью ответственного специалиста и датой.
Снятие двигателя
Демонтаж производственен с маркировкой и отключением систем. Слив жидкостей выполнен. Крепления ослаблены по фазам. Подъём до снятия завершён.
Крепления и последовательность операций
Фиксация двигателя выполняется на подрамник с усилием‚ указанным в нормативной документации. Крепежные болты обезжириваются перед установкой. Слив жидкости осуществляется в герметичные емкости. Электрические разъемы маркируются и фиксируются в упаковке. Тросы и гидравлические линии отсоединяются последовательно‚ чтобы избежать напряжений на магистралях. Подвеска двигателя закрепляется к подъемному устройству через штатные точки. Съем коробки передач производится после фиксации трансмиссии на отдельной траверсе. Резьбовые соединения промаркированы для сохранения очередности при сборке. Точки опоры двигателя проверяются на отсутствие деформаций. Визуальная оценка крепежа и монтажных элементов проводится до начала демонтажа. Гарантированный запас высоты подъемника устанавливается для безопасного вывода агрегата из моторного отсека.
Разборка агрегата
Демонтаж узлов выполняется по очередности. Компоненты маркируются. Снятие навесного оборудования выполняется при сохранённой чистоте рабочего места.
Разборка блок-картера и демонтаж ГБЦ
Подготовка агрегата к демонтажу производится в чистой зоне с подъемным оборудованием‚ фиксировать двигатель на траверсе. Слив масляной и охлаждающей системы выполняется через отмеченные сливы с утилизацией отработанных жидкостей. Электрические и топливные разъемы маркируются‚ трубопроводы и шланги промаркированы для последующей сборки. Снятие навесных агрегатов производится по очередности‚ обеспечивающей доступ к креплениям ГБЦ. Крепежные элементы откручиваются по установленной схеме‚ момент затяжки не применяется при демонтаже. Головки блока освобождаются по очередности от краев к центру‚ шпильки извлекаются из резьбы без ударов. Прокладки удаляются‚ поверхности защищаются от механических повреждений. Блок-картер отделяется от картера сцепления с применением съёмников и направляющих. Масляный насос вынимается и маркируется. Дефектовочная маркировка деталей выполняется с указанием номера цилиндра и положения поршня. Размеры и состояние резьб проверяются измерительными приборами‚ зазоры фиксируются в протоколе. Поверхности уплотнений очищаются растворителями и обезжиривателями‚ остатки герметиков удаляются пластиковыми скребками. Хранение снятых узлов производится на подложках с защитой от коррозии и попадания абразива.
Дефектовка деталей
Оценка износа проводится измерениями. Контроль микротрещин‚ биений‚ овальности. Протоколирование выявленных дефектов для последующей обработки.
Контроль износа и дефектовка коленчатого вала
Визуальный осмотр поверхности шеек и проточек производится под увеличением для выявления задиров‚ раковин‚ трещин и коррозии. Измерение биения коленвала выполняется на специальном индикаторном стенде; фиксация показаний производится по каждому шейке с шагом‚ установленным заводской документацией. Контроль диаметров шеек проводится микрометром и нутромером; сопоставление с заводскими допусками выполняется по паспорту двигателя. Замеры конусности и овальности записываются отдельно для каждого рабочего участка. Проверка на наличие поверхностных усталостных трещин осуществляется магнитопорошковым или ультразвуковым методом‚ выбор метода основан на материале и доступности поверхности. Определение износа шеек по шлифовке и остаточной толщине металла регистрируется в протоколе дефектовки. Измерение посадочных поверхностей под коренные и шатунные подшипники выполняется с применением калиброванных втулок; зазоры рассчитываются и сопоставляются с допустимыми величинами. Результаты дефектовки оформляются актом с рекомендациями по ремонту‚ включая шлифовку‚ восстановление наплавкой или замену коленвала.
Шлифовка коленчатого вала
Шлифовка выполняется на специализированном станке. Контроль биения и овальности. Шероховатость восстанавливается до заводских параметров.
Параметры обработки и допуски
Определение параметров шлифовки коленчатого вала выполнено на основании чертежей производителя и технических требований к двигателю Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Установлены предельные диаметры шеек после шлифовки: основная шейка 66‚00–66‚03 мм при ремонте первого сорта; ремонтный вариант +0‚25 мм от номинала и +0‚50 мм при повторной обработке при условии допустимого износа подшипников. Допуск биения шейки относительно оси вала установлен 0‚01 мм. Шероховатость обработанной поверхности Ra не более 0‚4 мкм. Контроль выполняется микрометром и индикатором поручней. Нарушение допусков фиксируется в акте дефектовки. Допускаемые зазоры под вкладыши: масляный зазор 0‚020–0‚045 мм; радиальный люфт вкладыша после установки не более 0‚05 мм. Монтажный размер поршневого пальца соответствует спецификации; предельное отверстие по шатунам 22‚00–22‚03 мм. Точность соосности измеряется расточным приспособлением; отклонение от геометрии блока не более 0‚05 мм на длине цилиндра.
Расточка блока цилиндров
Расточка блока выполняется по размерам после дефектовки. Контроль цилиндров производится измерением биения и конусности. Допуск обрабатываемых поверхностей указан.
Методика и контроль геометрии
Определение геометрии блока выполняется перед расточкой. Замеры производится на эталонных поверхностях с применением микрометра и индикатора часового типа. Измерение цилиндров ведется по диаметру и конусу в трех уровнях по высоте. Отклонения фиксируются в протоколе. Допуск износа указывается в спецификации двигателя. При превышении допуска выполняется расточка с последующей установкой ремонтного размера поршней.
Плоскостность поверхности блока проверяется длинной линейкой и щупом. Неровности подлежат шлифованию до нормативного предела. Контроль цилиндров выполняется после обработки вновь. Геометрия коленвала контролируется на планшайбе с опорами в измерительных точках. Допуски радиального биения вносились в документ контроля. Очистка поверхностей проводится перед каждой операцией измерения.
Замена поршней и колец
Замена поршней проводится по результатам дефектовки. Подбор размеров выполняется по диаметру гильз. Монтаж колец и установка поршней производится с контролем зазоров.
Подбор размеров и монтажные зазоры
Подбор поршней по наружному диаметру выполняется с ориентиром на итоговую расточку цилиндров и допуски изготовителя. Подбор вкладышей осуществляется по внутреннему диаметру шатунной шейки с учётом ремонтного размера коленчатого вала. Монтажные зазоры поршневых колец определяются по зазору в канавке и зазору стыка при установке в цилиндрический калибр; допуск устанавливается согласно технической документации двигателя. Натяг шатунных и коренных подшипников контролируется по толщине прокладки и по замеру осевого люфта. Для поршневых пальцев подбирается диаметр с обеспечением масляной плёнки и допусков по подшипниковому зазору. Установочные фаски и торцевые поверхности протираются и проверяются на отсутствие наростов. Величины зазоров фиксируются в акте замены деталей. Испытание при сборке проводится на стенде для подтверждения отсутствия клина и повышения ресурса агрегата.
Последовательность установки и проверка натяга
Монтаж поршней с кольцами производится в цилиндровом блоке в соответствии с посадочными размерами и технологическими метками. Установочные зазоры шатуна и коренных вкладышей подбираются по таблице допусков‚ маркировка частей сопоставляется с посадочными местами. Шатунные болты подлежат замене при истирании резьбы или пройденном ресурсе; затяжка выполняется в несколько этапов по моментам‚ указанным в технической документации производителя; Натяг цепей или ремней привода газораспределения измеряется динамометрическим методом; показания фиксируются в акте приемо-сдаточных работ. Регистрация результатов натяжения производится с указанием температуры окружающей среды и марки используемой смазки. Величины допусков и методика измерения прилагаются в контрольном листе. При отклонениях от значений допуска производится повторная сборка с заменой изношенных компонентов.
Ремонт или замена головки блока цилиндров (ГБЦ)
Демонтаж ГБЦ производится. Шлифовка плоскости по заданной плоскостности. Замена седел и направляющих при износе. Сборка с указанными моментами.
Шлифовка‚ проверка седел клапанов и сборка
Шлифовка поверхности ГБЦ выполняется на плоскошлифовальном станке с контролем толщины подачи и удаления металла. Контроль производится по технической карте с допуском на финишную обработку. Снятие дефектов выполняется абразивными кругами с заданной зернистостью. После шлифовки поверхность очищается от остатков абразива и масла с использованием обезжиривающих средств.
Проверка седел клапанов производится на стационарном опрессовочном устройстве с фиксацией утечек по давлению и времени. Контроль углов и глубины посадки выполняется шаблонами и микрометром. Запасные седла подлежат замене при износе вне допуска.
Сборка головки производится с использованием новых направляющих втулок и направляющих клапанов при обнаружении люфта. Уплотнение клапанов обеспечивается применением запатентованных составов в соответствии со спецификацией. Контрольная проверка гидроподъемников и регулировка зазоров фиксируются в отчете о сборке.

Сборка двигателя и установка на автомобиль
Сборка выполняется по номинальным моментам затяжки. Маркировка фаз ГРМ восстановлена. Монтаж на раму производится через траверсу с контролем центровки.
Контроль моментов затяжки и маркировка фаз ГРМ
Определение последовательности контроля моментов затяжки производиться на основании сервисной документации двигателя Ginetta Akula 6.0 V8 600 л.с. 2019–н.в. Значения моментов указаны для основных крепежных элементов: головка блока цилиндров‚ шатунные крышки‚ коренные подшипники‚ корпус масляного насоса. Допуск на отклонение моментных значений установлен в интервале ±5% от номинала. Фиксация моментов производится динамометрическим ключом с поверкой на калибровочном стенде перед применением. Послойная затяжка болтов головки осуществляется по схеме‚ указанной в руководстве по ремонту. Нанесение маркировки фаз газораспределения выполняться при выставлении меток распредвалов и коленчатого вала; маркировка должна оставаться видимой после сборки для последующего контроля. Контроль угловой установки распределительных валов и проверки фаз ГРМ производится с помощью индикаторов угла поворота и фиксационных приспособлений‚ применяемых в OEM-практике. Запрещение повторной эксплуатации крепежа с деформацией или нарушенной резьбой. Документирование результатов измерений и крепежных моментов в отчётной ведомости.
Обкатка и настройка после ремонта
Обкатка двигателя проводится по этапам: прогрев‚ режимы нагрузки‚ измерение параметров. Настройка управлением двигателем выполняется по картам и логам.
Программа обкатки и контроль рабочих параметров
Проведение обкатки производится после сборки и установки двигателя Ginetta Akula 6.0 V8 600 л.с. Цель процедуры — обеспечивать приработку пар трения и стабилизацию рабочих характеристик. Обкатка выполняется в несколько этапов с постепенным увеличением нагрузки и оборотов. На первом этапе выполняется запуск и прогрев до рабочей температуры при минимальных оборотах; контроль температуры охлаждающей жидкости и давления масла ведётся непрерывно. На втором этапе задаётся переменный режим работы в пределах 1500–3500 об/мин при частых переходах нагрузки; регистрируются параметры топливной смеси‚ детонации и расхода топлива. На третьем этапе допускается кратковременное увеличение оборотов до 4500 об/мин с интервалами‚ предназначенными для притирки клапанов и кольцевых сопряжений; продолжительность этапа определяется по динамике давления в масляной системе и значению компрессии. Контроль параметров производится при помощи диагностического оборудования с записью логов. Регистрирование показателей обеспечивает анализ стабильности давления масла‚ температуры‚ угла опережения зажигания и состава отработавших газов. При выявлении отклонений выполняется останов двигателя и проводится дополнительная диагностика. Завершение обкатки производится после достижения стабильных параметров в течение заданного интервала времени и фиксации измерений в отчётной документации.