
Оказание услуги по ремонту двигателя предусмотрено: диагностика‚ оценка состояния‚ измерение компрессии и давления масла‚ демонтаж и разборка.
Область применения и лимиты ответственности
Услуга ремонта двигателя Laraki Epitome 7.0 V8 Twin Turbo 1750 л.с. предоставляется для автомобилей‚ зарегистрированных с 2007 года по настоящее время. Объем оказываемых работ ограничен перечнем‚ включающим диагностику‚ оценку состояния‚ измерение компрессии и давления масла‚ демонтаж‚ разборку‚ дефектовку‚ шлифовку‚ расточку‚ замену поршней‚ колец‚ вкладышей и головок блока цилиндров‚ обкатку и настройку систем. Ответственность за скрытые повреждения и прежнюю модификацию конструкции устанавливается на основании результатов дефектовки. Гарантия распространяется только на выполненные операции и заменённые детали при соблюдении регламента обкатки. Ущерб‚ связанный с коррозией или эксплуатацией вне регламента‚ исключается из обязательств.
Технические характеристики двигателя
Указаны параметры: объем 7.0 л‚ V8‚ турбонаддув twin turbo‚ расчетная мощность 1750 л.с.‚ год выпуска 2007–настоящее время.
Ключевые параметры: объем‚ конфигурация‚ наддув‚ мощность
Объем двигателя зафиксирован в 7.0 л. Конфигурация ⎯ V8 с поперечным расположением цилиндров. Наддув обеспечивается двумя турбокомпрессорами‚ включенными в систему двойного наддува. Номинальная мощность объявлена как 1750 л.с. при определенных режимах работы. Частота вращения коленчатого вала и режимы пиковых нагрузок подлежат подтверждению испытаниями на стенде. Массово-габаритные параметры двигателя учитывать при подготовке к демонтажу. Материал блока цилиндров и степень легирования указывать в технической документации поставщика. Степень сжатия контролировать перед демонтажем.
Подготовка к диагностике
Подготовка включает инвентаризацию инструментов‚ калибровку манометров и композитных датчиков‚ обеспечение доступа к электросети и гидропитанию.
Необходимое оборудование и средства измерений
Перечень оборудования для выполнения диагностических и ремонтных операций по двигателю составлен с указанием назначений и метрологических характеристик. Измерительный стенд для давления масла с диапазоном до 10 бар и точностью 0‚01 бар. Анализатор компрессии цилиндров с адаптерами для многоклапанных головок и точностью 1 кПа. Набор динамометрических ключей с диапазоном моментов до 500 Н·м и поверкой по эталону. Стенд для балансировки роторов турбокомпрессоров. Микрометры‚ нутромеры и щупы для контроля зазоров с точностью 0‚01 мм. Планшет для неразрушающего контроля поверхностей и дефектоскоп ультразвуковой. Подъемное устройство грузоподъемностью от 1500 кг. Оборудование для маркировки и стабилизации деталей при транспортировке. Оборудование для промывки масляных каналов с фильтрацией. Инструментальные комплекты для разборки и сборки с ключами‚ съемниками и фиксаторами валов. Запас комплекта фильтров и уплотнений для технологических операций.

Проведение полной диагностической процедуры
Последовательность тестов включает визуальный осмотр‚ измерение компрессии и давления масла‚ анализ кодов‚ функциональную проверку датчиков.
Последовательность диагностических тестов
Визуальный осмотр узлов и системы на предмет течей‚ трещин и ослаблений. Фиксация обнаруженных дефектов в журнале с указанием места и степени повреждения. Электрическая проверка цепей управления и питания; замеры сопротивлений и напряжений производятся специализированными приборами. Снятие кодов ошибок и их расшифровка в соответствии с заводскими картами. Измерение компрессии проводится по цилиндрам с использованием калиброванного манометра. Измерение давления масла выполняется на холостых и рабочих оборотах. Диагностические данные сводятся в протокол для принятия решений о дальнейшем вмешательстве.
Оценка состояния двигателя по результатам диагностики
Оценка производится по протоколам измерений: компрессия‚ давление масла‚ утечки‚ вибрация. Решение о ремонте формируется на основании данных.
Критерии оценки износа и пригодности к ремонту
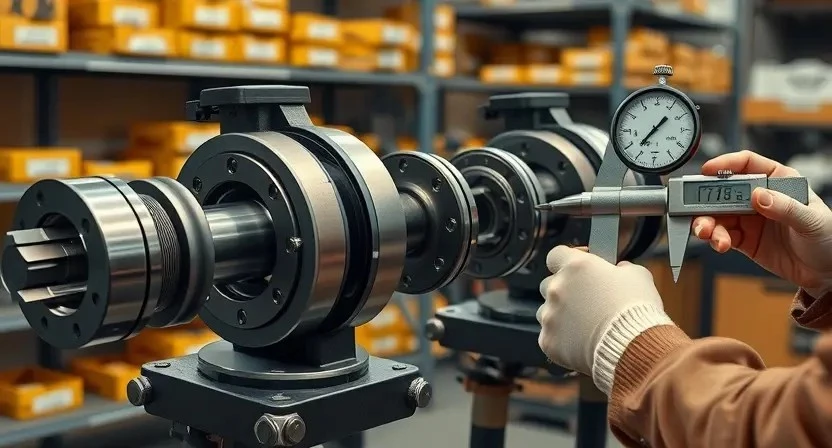
Оценка состояния двигателя производится по документированной методике. Измерение компрессии оформляется протоколом с указанием цилиндра и величины в бар. Давление масла фиксируется при холодном и рабочем режимах‚ отклонения сопоставляются с паспортными данными. Измерение люфтов шатунов и коренных подшипников проводится микрометром и нутромером с протоколированием. Геометрия блока и плоскостность ГБЦ определяется индикатором и шаблоном. Износ цилиндров определяется по проточке и конусу‚ допустимые пределы указываются в технической документации. Признак необходимости капитального ремонта ⎼ превышение допустимых размеров‚ трещины‚ значительная деформация или повреждение рабочих поверхностей. Результаты оформляются актом с перечнем мероприятий по ремонту или утилизации агрегата.
Измерение компрессии
Измерение компрессии производится цилиндрически; применение манометра с калибровкой; фиксирование значений по каждому цилиндру и занесение в протокол.
Методика измерений и допустимые значения
Измерение компрессии производится при прогретом до рабочей температуры двигателе с отключенным зажиганием и снятыми катушками. В каждый цилиндр вводится манометр через свечное отверстие. Прокрутка коленвала выполняется стартером до стабилизации показаний. За допустимое значение принимается минимум 12‚5 бар при перепаде между цилиндрами не более 1‚0 бар. Фиксация результатов в журнале обязательна.
Измерение давления масла производится при рабочем режиме на холостых и нагрузочных оборотах с подключенным манометром к штатному штуцеру. Контрольные значения: холостой ход 0‚8-1‚2 бар‚ 3000 об/мин 3‚0-4‚5 бар. Отклонения документируются для последующей дефектовки.
Измерение давления масла
Измерение давления масла производится манометром высокого давления через штатный штуцер. Результаты фиксируются в протоколе диагностики.
Порядок измерений и анализ полученных данных
Подготовка оборудования проводится согласно заводским инструкциям: подключение манометра к масляной магистрали и адаптеров для уплотнения. Прогрев двигателя до рабочей температуры выполняется для стабилизации вязкости масла и тепловых зазоров. Серия измерений проводится при разных режимах работы: ХХ‚ средняя нагрузка‚ повышенная нагрузка; фиксирование пиковых и средних значений. Параметры фиксируются в протоколе с указанием момента измерения‚ режима и температуры. Сопоставление результатов производится с эталонными кривыми и техническими спецификациями. Отклонения анализируются по диапазонам: допустимые‚ предельные‚ критические. Документация оформляется с указанием рекомендаций по дальнейшим диагностическим операциям.

Решение о целесообразности демонтажа двигателя
Принятие решения производится на основе диагностики: компрессия‚ давление масла‚ визуальная дефектовка‚ допустимые повреждения указаны в протоколе.
Критерии для принятия решения о снятии агрегата
Принятие решения о демонтаже двигателя основывается на документированных параметрах‚ полученных при диагностике. Низкие значения компрессии по цилиндрам при сравнении с нормативом считаются основанием для демонтажа в целях дефектовки. Давление масла‚ зафиксированное ниже минимального значения при рабочем режиме‚ рассматривается как причина для извлечения агрегата для определения износа масляных каналов и насосов. Существенные температурные перегревы‚ сопровождающиеся деформацией компонентов‚ фиксируются как критерий для снятия. Превышение допустимых механических люфтов в шатуне или коленвале‚ выявленных при обследовании‚ рассматривается как основание для проведения разборки. Наличие металлических частиц в масле‚ выявленных анализом‚ трактуется как показатель критического износа и основание для извлечения узла. Сочетание нескольких перечисленных признаков повышает приоритет на демонтаж и последующую капитальную обработку.

Снятие двигателя с автомобиля
Фиксация двигателя на подъёмнике. Отсоединение коммуникаций. Маркировка жгутов и трубопроводов; Демонтаж навесного оборудования. Изъятие агрегата.
Фиксация‚ маркировка и транспортировка узла
Фиксация двигателя производится на подъёмном оборудовании с применением грузовых стропов и опорных балок. Маркировка сопряжённых узлов выполняется с помощью штрих-кодов и пронумерованных ярлыков для сохранения очередности сборки. Протоколирование состояния производится с фотографированием контрольных точек и занесением данных в бланк приёмки. Упаковка осуществляется в антикоррозионную плёнку и амортизирующие прокладки. Транспортировка предусматривает закрепление на палетах и крепёжных рейках для исключения смещений. Ответственность за груз фиксируется сопроводительным актом.
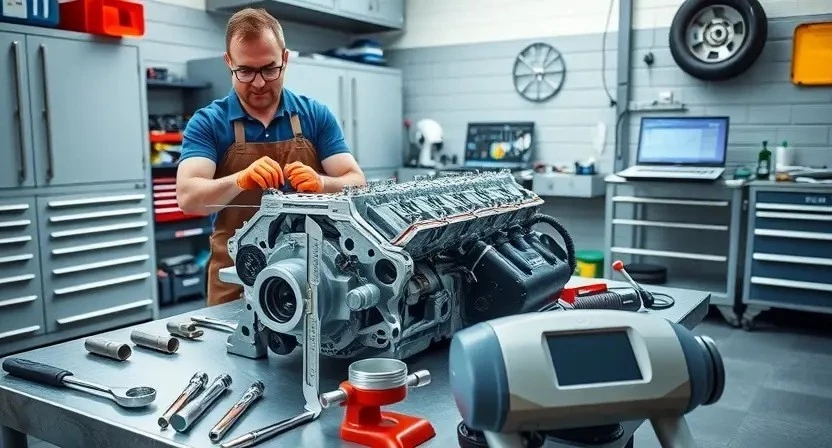
Разборка двигателя
Демонтаж узлов производится по порядку. Маркировка деталей выполняется. Болты и соединения группируются. Детали упаковываются для дефектовки.
Последовательность разборочных операций и учет деталей
Фиксация состояния двигателя производится перед началом разборки. Маркировка узлов и соединений выполняется для сохранения последовательности сборки. Электрические разъемы и трубопроводы отсоединяются и помечаются. Жгуты проводки укладываются в тару с идентификацией. Слив агрегатных жидкостей выполняется в предусмотренную емкость с промаркировкой типа. Крепежные элементы группируются по узлам на поддонах с номерами. Снятие навесного оборудования проводится по очередности‚ указанной в технологической карте. Блок цилиндров фиксируется на стапеле для предотвращения перекосов. Поршневые группы извлекаются с записью положения каждого компонента. Вкладыши сохраняются в индивидуальной упаковке с указанием шейки и посадочного места. Все детали подлежат документированию в журнале дефектовки.
Дефектовка компонентов
Осмотр компонентов производится по регламенту. Фиксация повреждений‚ измерение износа‚ фотофиксация‚ акт дефектовки с указанием ремонтопригодности.
Методика выявления и документирования повреждений
Визуальный осмотр выполняется при чистом разборочном состоянии узла с освещением не менее 1000 люкс. Поверхности цилиндров оцениваются на задиры‚ трещины и коррозию; дефекты фиксируются фотографированием с указанием масштаба. Наверхность ГБЦ проверяется на плоскостность микрометром и щупом; результаты записываються в таблицу с указанием допусков. Соединения и резьбы проверяются на износ путем калиброванных образцов; изношенные элементы помечаются и вносятся в акт дефектовки. Клапаны исследуются методом седеления и испытания под давлением; протечки фиксируются протоколом. Дополнительные испытания с применением УЗК и магнитопорошковой дефектоскопии выполняются для выявления скрытой трещиноватости. Документация включает фотоотчёт‚ измерительные журналы и список деталей для восстановления или замены.
Шлифовка коленчатого вала и прилегающих поверхностей
Шлифование вала выполняется с контролем биения и шероховатости. Замеры после обработки фиксируются в протоколе качества детали.
Технологические допуски и контроль после обработки
Заданные размеры и предельные отклонения для коленчатого вала‚ шейки и посадочных мест головок зафиксированы в технологической карте. Контроль проводится измерением микрометром‚ индикаторной стойкой и кольцом-щупом. Допуски на биение и конусность указываются в миллиметрах. После шлифовки поверхности шейки подвергаются хонингованию для обеспечения протяжки посадки вкладыша. Контроль радиального зазора выполняется при помощи индикатора с базированием на опоре коленвала. Обработка соединительных поверхностей сопровождается контрольной проточкой и измерением круглости. Протоколы измерений хранятся в деле на период гарантии.
Расточка блоков цилиндров
Расточка блоков выполняется по черновому и чистовому циклам. Контроль геометрии производится измерениями овальности и конусности цилиндров.
Параметры расточки и контроль геометрии
Задача расточки цилиндров подразумевает достижение заданного диаметра с обеспечением цилиндричности и соосности. Параметры выставляются согласно заводской спецификации двигателя: диаметр после обработки должен соответствовать номиналу или ремонтной группе с допуском ±0‚02 мм. Процесс обработки предусматривает чередование грубой и чистовой операции с оборотами и подачей‚ обеспечивающими шероховатость Ra не более 0‚8 мкм. Контроль геометрии производится измерением биения и конусности по всей длине втулки с применением индикатора‚ телескопического микрометра и внутреннего калибра. Допуск конусности ограничен 0‚03 мм на длине рабочей поверхности. Соосность между блоком и направляющими клапанов проверяется измерением смещения центральных осей; допустимое смещение не более 0‚05 мм. Контроль бокового люфта поршневой группы выполняется по диаметру и износу канавок‚ при превышении допусков производится повторная обработка или замена компонента. Документирование результатов производится с указанием инструментов‚ серийных номеров калибров и окончательных замеров.
Замена поршней и поршневых колец
Подбор новых поршней по размеру цилиндров. Установка колец с заданной ориентацией. Контроль зазоров и маркировка деталей при сборке.
Подбор деталей и порядок установки
Выбор компонентов производится по заводским номерам и техническим картам двигателя Laraki Epitome 7.0 V8 Twin Turbo 1750 л.с. Категорией подбора являются поршни‚ поршневые кольца‚ вкладыши коренные и шатунные‚ направляющие и седла клапанов‚ прокладки и болтовая продукция с указанными классами прочности.
Порядок установки предусматривает последовательность операций: установка вкладышей в крышки и блок‚ контроль зазоров микрометром и щупом‚ посадка поршней с кольцами в цилиндры через оправку‚ установка шатунных крышек с моментами затяжки по регламенту производителя‚ монтаж прокладок и ГБЦ с проверкой плоскостности.
Замена вкладышей коренных и шатунных
Замена вкладышей выполнена по результатам дефектовки. Промеры зазоров произведены. Подбор размеров по каталогу. Установка с контролем зазора.
Контроль за размерами и зазорами после установки
Измерение зазоров и размеров производится после установки вкладышей и поршневых групп. Измерения выполняются прибором с калиброванной шкалой. Результаты фиксируются в протоколе с указанием места измерения‚ номинала и фактической величины. Контроль радиальных и осевых зазоров осуществляется по каждому коренному и шатунному месту. Записи о допусках сопоставляются с заводскими таблицами. На основании сравнительного анализа принимается решение о допуске к сборке. Корректировка размеров выполняется посредством замены комплектующих или шлифовки. Допускаемые величины указываются в протоколе; превышение считается дефектом‚ документируется.

Ремонт или замена головок блока цилиндров (ГБЦ)
Проверка плоскостности и трещин. Реставрация седел клапанов и направляющих. Замена при критических дефектах. Протокол выдан.
Проверка плоскостности‚ замена направляющих и седел клапанов
Проверка плоскостности головки блока цилиндров производится на плитах с поверочной линейкой и индикатором. Замер производится в нескольких контрольных точках вдоль поверхности. Допуск плоскостности установлен производителем двигателя и фиксируется в техническом журнале. При превышении допуска планирование выполняется на циклоидном станке с удалением минимального слоя металла. Замена направляющих клапанов производится при износе отверстий или обнаружении задиров. Направляющие подбираются по внутреннему диаметру с допуском‚ указанным в спецификации. Седла клапанов оцениваются по износу кольцевого контакта. Резьбовые соединения‚ уплотнения и направляющие подлежат маркировке и учету в ведомости. После установки проведена предварительная сборка для контроля зазоров и герметичности.
Сборка двигателя и контрольная проверка узлов
Сборка производится по спецификации: затяжные моменты‚ последовательность узлов‚ контроль зазоров и совпадение меток; протокол составлен.
Торцевые моменты‚ последовательность сборочных операций
Определение моментов затяжки производится по спецификации изготовителя. Указанные значения болтов головки‚ шатунных и коренных креплений должны быть соблюдены. Последовательность затяжки включает начальную посадочную очередность‚ предварительную финишную стадию и контрольный проход с указанным моментом. Применение динамометрического ключа с калибровкой не ниже заводской допуска обязательно. Промежуточные значения усилия фиксируются в протоколе. Контроль углов вращения проводится при требовании к пластической деформации резьбовых соединений.

Обкатка двигателя после капитального ремонта
Проведение обкатки предусматривает прогрев‚ поэтапное увеличение нагрузки‚ фиксацию параметров‚ запись измерений‚ контроль утечек и давления масла.
Режимы обкатки и регламентные проверки в процессе
Обкатка проводится в несколько этапов с контролем температурного режима и давлений. Нагрузки на коленчатый вал и систему смазки увеличиваются постепенно при фиксированных интервалах времени. Скоростной режим задается для прогрева и выхода на эксплуатационные значения‚ затем нагрузочные циклы выполняются с фиксацией показаний.
Регламентные проверки включают замеры давления масла‚ анализа состава отработавшего масла‚ контроля компрессии после прогрева‚ измерения утечек в системе наддува. Промежуточные записи параметров в протокол. Отклонения от пределов фиксируются. Корректировка производится на основании протокола и калибровки датчиков.
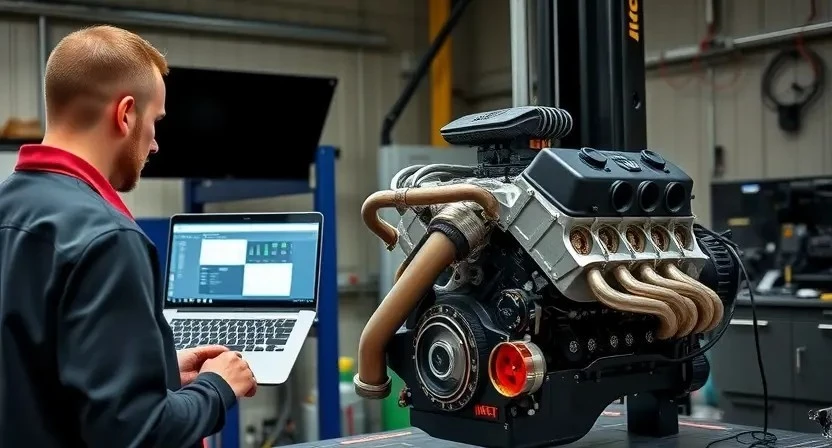
Настройка систем управления и наддува
Настройка параметров ЭБУ и турбин производится: калибровка датчиков‚ регулировка давления наддува‚ адаптация ПО управляющего блока.
Калибровка датчиков‚ регулировка турбонаддува и топливной системы
Калибровка датчиков давления наддува‚ температуры воздуха и положения коленвала производится с применением поверенных эталонов и диагностического стенда. Сигналы датчиков сравниваются с эталонными кривыми‚ отклонения фиксируются в протоколе. Регулировка давления наддува выполняется путем изменения давления перепускного клапана турбины и программной коррекции в блоке управления; этапы регулировки задокументированы. Настройка топливной системы производится по картам впрыска и параметрам обратной связи лямбда-зонда‚ суммарный расход топлива регистрируется. Калибровочные значения вносятся в сервисную документацию и архивируются.
Финальная проверка работоспособности и выдача отчета
Функциональные испытания проведены. Протокол измерений оформлен. Гарантийные условия и рекомендации по эксплуатации указаны в отчёте.
Протоколы измерений‚ гарантийные условия и рекомендации по эксплуатации
Фиксация результатов измерений выполняется в формализованном протоколе. В протокол вносится дата‚ идентификационный номер двигателя‚ спектр проведённых измерений и полученные числовые значения. Включение данных о компрессии и давлении масла производится в отдельные разделы. Указание допусков и отклонений должно соответствовать заводским спецификациям. Гарантийное оформление оформляется на выполненные работы и установленные детали с указанием срока и объёма покрытия. Включение условий исключений производится в приложение к соглашению. Эксплуатационные рекомендации содержат режимы обкатки и интервалы технического обслуживания.