
Описание услуги по ремонту двигателя Aaglander Duke 2.0 (2003–2012). Диагностика, оценка состояния, измерения, демонтаж, разборка, дефектовка, восстановление узлов.
Назначение документа
Документ предназначен для регламентации технологических операций при ремонте двигателя Aaglander Duke 2.0 бензин, выпуска 2003–2012 годов. Описание охватывает последовательность диагностических и восстановительных процедур, требования к измерениям, методики снятия и разборки агрегата, критерии дефектовки и инженерные допуски. Указаны виды работ: измерение компрессии, измерение давления масла, шлифовка коленвала, расточка блока, замена поршней, замена вкладышей и поршневых колец, ремонт головки блока цилиндров, обкатка и настройка после сборки. Содержание предназначено для использования в производственной документации сервисного отдела, как основание для формирования нарядов-автовыполнений, калькуляции затрат и контроля качества. Условия применения распространяются на двигатели указанной модели с сохранением заводских размеров или допускаемых ремонтных параметров.
Общие сведения о двигателе Aaglander Duke 2.0 (2003–2012)
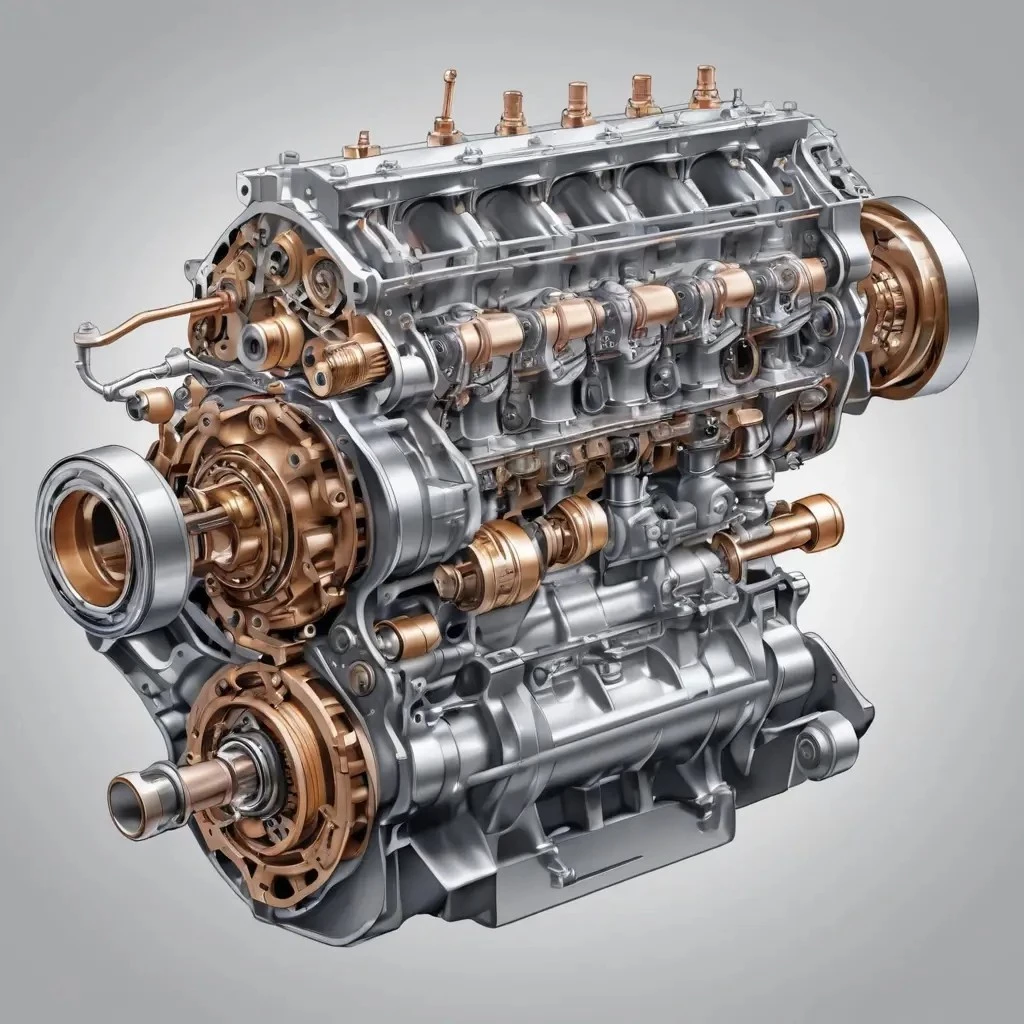
Конструкция: рядный четырехцилиндровый бензиновый агрегат. Объём 2.0 л. Привод ГРМ ременной. Система впрыска электронная. Охлаждение жидкостное.
Конструктивные особенности
Описание корпуса цилиндров: чугунный блок с четырьмя цилиндрами, свечные колодцы расположены сверху, форкамеры отсутствуют; оптимизация геометрии каналов охлаждения для равномерного теплоотвода. Установлены распорки головки для обеспечения плоскостности при нагреве. Коленчатый вал выполнен с тремя опорами; подшипники скользящие. Газораспределительный механизм цепной, натяжитель гидравлический, размеры звездочек задокументированы в сервисной документации.
Система смазки: масляный насос шестеренного типа, подача масляного потока через распределительный канал в блоке. Маховик воспринимает крутящий момент через демпфер. Поршневая группа с цельными поршнями, канавки колец унифицированы по профилю. Клапанные направляющие запрессованы; седла выполнены из твердого сплава. Электрооборудование интегрировано в лоскутный жгут с диагностическим разъёмом.
Перечень оказываемых услуг
Перечисление услуг: диагностика двигателя, измерение компрессии и давления масла, демонтаж, разборка, дефектовка, восстановление узлов и приведение в норму.
Полный список операций
Перечень включённых в услугу процедур сформирован по этапам. Диагностика двигателя с электронной и механической проверкой сигналов. Оценка состояния узлов по результатам измерений и визуального осмотра. Измерение компрессии цилиндров с фиксацией величин и сравнением с нормативом. Измерение давления масла в рабочем режиме и при холодном пуске с записью кривых. Снятие двигателя с маркировкой коммуникаций и фиксацией положения кронштейнов. Разборка агрегата с учётом технологической последовательности и упаковкой демонтированных компонентов. Дефектовка деталей с протоколированием дефектов и вынесением решения о ремонте либо замене. Шлифовка коленвала с контролем биения и шершавости. Расточка цилиндров с протоколом допусков и шлифовкой гильз при необходимости. Подбор поршней по диаметру и монтажным размерам. Замена вкладышей коленвала и шатунных изделий с контролем зазоров. Установка новых поршневых колец с проверкой зазоров. Работы по головке блока: снятие, контроль плоскостей, ремонт седел клапанов и шлифовка направляющих. Сборка двигателя с контролем моментных характеристик болтов и динамометрией. Установка агрегата в автомобиль с совмещением фланцев и заполнением рабочих жидкостей. Обкатка двигателя по регламенту с записью параметров работы и измерением дымности. Настройка топливной и зажигания систем, регулировка холостого хода и контроль стабильности. Документирование всех этапов с оформлением актов выполненных работ и перечнем заменённых деталей.
Подготовка рабочего места и инструментов
Освободить зону от посторонних предметов. Разметка места для двигателя. Инструменты промаркированы. Защита поверхностей установлена. Освещение проверено.
Оборудование и измерительные приборы
Перечень инструментов и приборов, применяемых при работах с двигателем Aaglander Duke 2.0. Станок для расточки блока цилиндров с цифровой индикацией. Станок для шлифовки коленвала с микрометрической настройкой. Пресс гидравлический для сборки шатунов и запрессовки вкладышей. Балансировочный стенд для вала и поршневой группы. Компрессометр с набором адаптеров для свечных и форкамерных отверстий. Манометр для измерения давления масла с диапазоном до 10 бар и фильтрующим патрубком. Толщиномеры плоскостей и щупы для контроля зазоров. Индикатор часового типа и магнитная база для контроля биений. Смотровая оптика и освещение высокой яркости. Стенд для испытаний системы смазки с регулируемой подачей. Штангенциркули электронные и нутромеры для контроля диаметров. Набор съемников и маркировочных инструментов. Контрольные шаблоны и калибры резьб. Стандартные и специальные ключи с динамометрическими головками. Запись результатов производится в журнале с указанием калибровки приборов.

Приём автомобиля в сервис
Фиксация данных автомобиля и владельца. Регистрация заявленных неисправностей. Назначение первичной диагностики. Оформление наряда-замены на ремонт двигателя.
Регистрация дефектов и оформительские процедуры
Фиксация обнаруженных повреждений производится в акте приёма. В акте указывается VIN, пробег, наружная коррозия, механические следы, утечки рабочих жидкостей. Описание состояний уплотнений, упруго-эластичных элементов, посадочных поверхностей вносится отдельно. Фотофиксация прилагается к документу с датой и штампом. Перечень операций для расчёта стоимости составляется на основании дефектного листа. Оценка ремонтопригодности отражается в заключении с указанием допустимых износов и требуемых операций. Нарушения герметичности фиксируются давлением и измерениями. Отметки о снятии агрегатов включаются в ведомость. Расходные материалы и запасные части регистрируются с артикулами и количеством. Подпись уполномоченного лица проставляется при передаче наряда-наряда после согласования сметы.
Диагностика двигателя
Диагностика производится по этапам: визуальный осмотр, снятие параметров работы, измерение компрессии и давления масла, фиксирование неисправностей.
Порядок выполнения диагностических процедур
Осмотр визуальный агрегата с фиксированием внешних повреждений и течей выполняется в начале. Фиксация кодов ошибок производится считыванием ЭБУ диагностическим сканером с сохранением логов. Рабочие параметры измеряются на прогретом моторе в режимах холостого хода и нагрузочного разгона. Измерение компрессии проводится с отключёнными системами впрыска и зажигания с использованием манометра и записью показаний по каждому цилиндру. Измерение давления масла проводится при рабочих оборотах и фиксируется по датчику-манометру. Контроль утечек выполняется методом дымогенерации и/или индикаторной жидкостью. Тестирование форсунок и катушек выполняется посредством импульсного анализа и осциллографии. Все результаты вносятся в протокол с указанием предельных значений.
Оценка технического состояния агрегата
Оценка проводится по измерениям компрессии и давления масла. Фиксация износа цилиндров и вкладышей. Протокол составляется с указанием допусков.
Критерии оценки износа и пригодности к ремонту
Оценка износа цилиндров производится по измерению внутреннего диаметра и овальности, сопоставление с заводскими допусками. Замер компрессии проводится для определения герметичности камеры сгорания. Давление масла измеряется в рабочей точке для определения состояния масляной системы и износа вкладышей.
Износ коленчатого вала фиксируется по величине радиального биения и задиров на шейках. Блок цилиндров оценивается по плоскостности поверхности и наличию трещин. Поршни осматриваются на задиры и деформацию; если размеры превышают ремонтные размеры, производится подбор ремонтного комплекта.
Головка блока подвергается проверке плоскостности и состояния седел клапанов. Износ распределительного вала определяется по профилю и зазорам. Вкладыши признаются негодными при превышении допустимого люфта и наличии задиров. При совокупности критических отклонений от нормативов на восстановление узлов производится решение о капитальном ремонте или замене агрегата.
Измерение компрессии
Измерение компрессии производится по цилиндрам с применением манометра. Результаты фиксируются. Контрольные значения сравнению подвергаются по таблице.
Методика и контрольные значения
Измерение компрессии выполняется стендовым манометром при оборотах стартером. Замер проводится по цилиндрам при открытом дросселе и отключённых системах зажигания. Контрольное давление для холодного двигателя установлено 11,0-13,5 бар. Разность между цилиндрами не должна превышать 0,7 бар. При отклонении проводится дальнейшая дефектовка.
Измерение давления масла осуществляется при рабочем температурном режиме в точке давления на масляном фильтре. Контрольное значение холостого хода составляет 1,5-2,5 бар. При повышенных оборотах давление находится в пределах 3,5-4,5 бар. Допустимая просадка при переключении режимов не должна превышать 0,5 бар.
Протоколы замеров оформляются с указанием приборов, температуры и серийных номеров измерений.

Измерение давления масла
Измерение давления масла производится манометром через штуцер масляной магистрали. Контрольные значения сопоставляются с заводскими нормами при прогреве.
Методика и установление соответствия нормам
Определение давления масла производится манометрической процедурой с подключением к масляной магистрали через адаптер штатного датчика. Испытание проводится на прогретом двигателе при температуре масла 80±5 °C и стабильных оборотах холостого хода. Измерение фиксируется по каждой точке замера: холостой ход, 2000 об/мин, 3000 об/мин. Сравнение результатов производится с нормативными значениями производителя. В случае отклонения более 15% от нормы производится анализ причин: износ масляного насоса, нарушение зазоров вкладышей, загрязнение каналов. Документация замеров оформляется с указанием серийных номеров датчиков и калибровочных сертификатов.
Подготовка к снятию двигателя
Отключение аккумуляторной батареи выполнено. Слив жидкостей произведён. Маркировка проводки и шлангов обеспечена. Подъёмное устройство подготовлено.
Отсоединение коммуникаций и маркировка узлов
Электропитание отключено. Силовые клеммы заизолированы. Топливная магистраль разгружена и заперта. Охлаждающая система опорожнена в ёмкость с мерной шкалой. Масляная система объединена в контур с сохранением масла для анализа. Воздушные шланги демонтированы по очереди. Сливные пробки закрыты после слива. Разъёмы электрооборудования отсоединены по группам. Соединения систем управления отмечены цветовой маркировкой и нанесением индивидуальных кодов. Метки нанесены на трубопроводы и проводку. Болтовые соединения промаркированы номерными ярлыками. Коннекторы закреплены в поддоны для исключения смешения. Датчики сохранены в антистатической упаковке с отметкой позиции. Состояние уплотнений зафиксировано в протоколе.
Снятие и извлечение двигателя
Отсоединение коммуникаций производится по фиксированной схеме. Подвеска двигателя обеспечивается траверсой. Извлечение выполняется по этапам с маркировкой.
Последовательность действий при демонтаже
Операция демонтажа двигателя начинается с отключения электрических соединений и изъятия аккумуляторной батареи. Дальнейшие шаги предусматривают слив охлаждающей жидкости и моторного масла с последующей утилизацией отработанных сред. Отсоединение топливных магистралей производится с применением предохранительных заглушек для исключения утечек. Снятие воздухопритока и выпускной системы выполняется по очереди для освобождения доступа к креплениям агрегата. Трубопроводы системы охлаждения и масляные каналы маркируются для исключения путаницы при сборке. Подвес двигателя разгрузочный закрепляется подрамником или краном в соответствии с грузоподъёмностью. Крепёжные болты трансмиссии и моторных опор откручиваются в установленной последовательности для предотвращения деформации. Соединения рулевого управления и подвески временно отсоединяются при необходимости перемещения двигателя. Снятие коробки передач производится совместно с двигателем при отсутствии разъединителя. Фиксация и укладка снятого агрегата на приспособления для транспортировки производится с использованием ремней и подкладок, исключающих контакт металлоконструкций. Запись выполненных операций в журнале работ осуществляется с указанием номеров крепёжных элементов и отметок о маркировке шлангов.
Разборка двигателя
Демонтаж компонентов выполняется по этапам. Снятие узлов производится с маркировкой. Фиксация деталей и упаковка выполняются для учета и сохранности.
Дислокация и учёт снятых деталей
Фиксация места хранения каждой детали производится при разборке двигателя. Маркировка выполняется на каждом компоненте с указанием позиции в сборке и номера цилиндра при наличии взаимосвязи с поршнем. Пломбирование контейнеров применяется для сохранения комплектности и предотвращения смешивания узлов. Регистрация элементов выполняется в журнале с указанием наименования, кода детали, состояния поверхности и размеров, измеренных до дефектовки. Отметки о сортах металла и температурных следах вносились в карточку.
Определение принадлежности выполняется по позиционным меткам и шаблонам. Упаковка производится в индивидуальные пакеты с указателем обработки и назначением на восстановление или замену. Хранение допускается на стеллажах с разделением по группам: крепёж, подвижные части, корпуса, крышки. Перед перемещением проводилась термообработка контроля состояния, после чего в карточке проставлялся штамп о готовности к следующему этапу работ.

Дефектовка деталей
Проверка размеров, дефектов и трещин выполняется по методикам. Снятые компоненты маркируются. Испытания проводится с документированием результатов.
Определение пригодности блоков и кривошипа
Осмотр поверхности блока цилиндров выполнен с целью обнаружения трещин, коррозии и износа от контакта с поршневыми кольцами. Измерение цилиндров произведено микрометром и нутромером по длине и диаметру. Допуски сопоставлены с паспортными величинами производителя. Контроль плоскостности блока произведён поверочной плитой и щупом; зазоры, превышающие 0.05 мм, зафиксированы. Визуальная оценка шейки коленчатого вала выполнена с применением лупы и магнитного дефектоскопа. Радиальные биения определены индикатором часового типа. Измерение овальности и конусности цилиндров проведено в трёх точках; превышение 0.03 мм отмечено как критическое. Замеры диаметра шеек коленвала выполнены микрометром; износ свыше предела износа классифицирован как пригодность к восстановлению только после шлифовки. Балансировка кривошипа проверена стендовым методом; несоответствие массы на шейке зафиксировано для дальнейшей обработки. Документирование результатов выполнено в форме протокола дефектовки с указанием величин и предложенных операций.
Шлифовка коленвала и расточка блока
Шлифовка коренных и шатунных шеек выполнена с допуском, расточка цилиндров проведена по размерным классам, балансировка вала подтверждена протоколом.
Технические параметры обработки
Определение размеров и допусков на шлифовку коленвала производится согласно заводским стандартам двигателя Aaglander Duke 2.0 (2003–2012). Контроль диаметра шеек коленвала выполняется микрометром и нутромером с точностью до 0,01 мм. Обработка поверхностей шеек допускается при износе, превышающем 0,05 мм относительно номинала. Число ремонтных размеров указывается в паспорте узла. Шероховатость после шлифовки должна соответствовать Rz 10–20 мкм, Ra 0,8–1,6 мкм.
Расточка блока цилиндров производится по цилиндрам с допусками на конусность не более 0,03 мм на длину рабочего хода. Отклонение круговой овальности допускается до 0,02 мм. Поверхность обработанной гильзы должна иметь микропрофиль, обеспечивающий масляную пленку. Контроль диаметра поршневых каналов осуществляется калибрами и микрометрами.
Точность биения распределительного вала после обработки допустима до 0,05 мм. Балансировка коленчатого вала и комбинированная балансировка шатуно-поршневой группы выполняются с учетом массовой неравномерности, ограниченной 1–3 г·см. Монтажные зазоры вкладышей большого подшипника устанавливаются в пределах 0,02–0,06 мм для номинального размера; при применении ремонтных вкладышей добавочный зазор уточняется по таблице размеров. Контрольная проверка давления масла проводится после сборки при прогретом двигателе; минимальное значение давления на холостом ходу указывается в рабочей документации.
Подбор и замена поршней
Подбор поршней по диаметру и компрессионным каналам. Измерение посадочных зазоров. Замена выполняеться с контролем ориентации и моментных характеристик крепежа.
Подбор диаметра, зазор и монтажные операции
Подбор поршней производится по замеру рабочей поверхности цилиндров после расточки. Диаметры фиксируются микрометром; допуск указывается в спецификации двигателя. Зазор поршневых колец определяется измерением внутреннего диаметра гильзы и наружного диаметра поршня с дальнейшим вычитанием; измерение выполняется щупом и микрометром. Монтажные зазоры вкладышей коленвала устанавливаются при помощи пластинного щупа и измерительной головки; величины сверяются с рекомендациями завода изготовителя. Установочный зазор шатунных шеек определяется после запрессовки вкладышей в крышки. Смещение поршня относительно бобышек контролируется индикатором; допуск фиксируется в акте работ. Сборка компонентов производится с использованием чистых инструментов и заменяемых уплотнений; торцевые моменты затяжки болтов фиксируются динамометрическим ключом согласно карточке регулировок.
Замена вкладышей и колец
Замена вкладышей и колец производится после дефектовки; измерения радиальных зазоров; подбор по посадочным размерам; монтаж с контролем зазоров и натягов.
Контроль допусков и последовательность сборки
Контроль размеров деталей производится по спецификации завода-изготовителя; Измерение диаметра цилиндров, шатунных шеек, коленвала и посадочных поверхностей осуществляется нутромером, микрометром и индикатором часового типа. Зазоры поршень-поршневой палец, поршневой палец-шатун и масляные зазоры вкладышей фиксируются в протоколе. Допуски коленвала и блока сверяются с таблицей ремонтных размеров. Допуск биения посадочной поверхности плоскости ГБЦ указывается в нормативной документации.
Сборка производится по этапам. Установление коленвала выполняется с использованием новых вкладышей и контролем момента затяжки крышек в последовательности, указанной в спецификации. Поршни монтируются с указанными ориентацией и зазором. ГБЦ устанавливается с новой прокладкой и момент-контролем болтов по температурному графику. Масляная система заполняется до контрольного уровня перед обкаткой. Протоколы измерений и акты приемки прилагаются к наряду-замене.
Работы по головке блока цилиндров (ГБЦ)
Снятие ГБЦ производится по маркировке. Плоскости проверяются поверочным устройством. Ремонт седел и направляющих выполняется согласно допускам. Контроль герметичности проводится.
Снятие, проверка плоскостей и ремонт седел клапанов
Снятие головки блока цилиндров производится после отсоединения коммуникаций, маркировки компонентов и слива рабочих жидкостей. Фиксация узлов обеспечивается штатными крепежными деталями. Проверка плоскостей выполняется измерением плоскостности поверхности ГБЦ и блока с применением щупа и индикаторного оборудования. Контрольная величина плоскостности задаётся изготовителем двигателя. Ремонт седел клапанов проводится путём растачивания, притирки и наплавки износившихся поверхностей. Восстановление седел выполняется с применением соответствующих фрез и оправок. Обеспечение герметичности достигается контрольной притиркой клапанов с применением составов для посадки. Испытание герметичности производится давлением масла или воздухом при заданных параметрах. Запись результатов измерений в технический журнал обязательна.
Сборка двигателя
Сборка производится по контрольным крутящим моментам. Шаги документированы: установка коленвала, вкладышей, поршней, ГБЦ, натяжение цепи, проверка проворота.
Контроль моментных характеристик и последовательность
Определение моментных характеристик производится при сборке для обеспечения заданных соединений и нагрузки. Контроль крутящих моментов болтов выполняется в последовательности, установленной заводской документацией; Для основных крепежных элементов применяются динамометрические ключи с поверенными шкалами. Приложение момента к штифтам и шпилькам осуществляется через рабочие удлинители. Заполнение таблицы значений производится для каждой операции. Регистрация отклонений от номиналов выполняется с указанием величины в Н·м и стадии сборки. При выявлении превышения или недостатка момента проводится анализ причин, задокументированное решение и корректирующая операция. Применение смазочных материалов на резьбы и поверхности влияет на итоговые значения; применение фиксированных коэффициентов фрикции отражается в расчетах. Заводские инструкции соблюдаются для последовательности.
Установка двигателя на автомобиль
Совмещение креплений производится по меткам. Подключение коммуникаций выполняется по схеме. Заполнение систем производится до контрольного уровня масла.
Совмещение соединений и заполнение рабочих жидкостей
Совмещение фланцевых и резьбовых соединений проводится по геометрическим меткам. Совмещение шкивов и шестерен производится по заводским меткам коленвала и распределительного вала. Силиконовые и резиновые прокладки подбираются по толщине и материалу, герметичность достигается равномерным моментом затяжки. Подводящие и возвратные трубопроводы закрепляются в штатных местах с использованием оригинальных хомутов. Соединительные элементы с уплотнениями заменяются при обнаружении деформации.
Заливка масла в картер производится через заливную горловину до контрольного уровня на щупе. Промывочной жидкости заливать в случае обнаружения продуктов износа. Антифриз заполняется в систему охлаждения до метки расширительного бака. Вакуумирование системы охлаждения выполняется для удаления воздушных пробок. Воздух в топливной системе удаляется путем многократного прокачивания топливного насоса, контроль давления проводится манометром.
Режимы обкатки и контроль параметров
Обкатка двигателя после ремонта выполняется по регламенту, разделённому на этапы по времени и нагрузке. Первичный запуск производится на холостых оборотах до стабилизации рабочих параметров. Наращивание нагрузки производится плавно в заданных пределах оборотов для прогрева компонентов и адаптации прирабатывающихся пар. Контроль давления масла осуществляеться непрерывно в процессе прогрева и нагрузочных циклов с фиксацией показаний в журнале. Измерение температуры охладителя и масла производится через штатные датчики и диагностический интерфейс. Регистрация вибраций и шумов производится при каждой ступени нагрузки. Промежуточная остановка для визуального осмотра и контроля герметичности производится после первых полчаса работы. Завершающий этап включает испытание на устойчивость холостого хода, повторную проверку давления масла и сравнение с эталонными значениями, внесение корректировок в систему зажигания и топливоподачи при расхождении параметров. Документирование результатов обкатки производится в форме акта с указанием режимов, показаний приборов и выявленных отклонений.
Настройка и финальная проверка работоспособности
Настройка системы впрыска и зажигания производится. Обкатка двигателя выполняется под контролем температуры и давления. Запись параметров в акт.
Параметры холостого хода, топливной системы и дымности
Определение параметров холостого хода производится после сборки и первичной обкатки двигателя. Частота холостого хода указывается в об/мин, допускается отклонение в пределах заводских допусков. Система впрыска проверяется на герметичность, равномерность подачи и время включения форсунок. Давление топлива контролируется манометром на линии подачи, допустимый диапазон фиксируется в технической документации производителя. Измерение состава отработавших газов проводится газоанализатором с определением CO, HC и O2. Показатели дымности регистрируются оптическим методом и сравнением с нормативами. Регулировка управлением осуществляется через параметры угла опережения зажигания и коррекции подачи топлива; корректировка производится электронным блоком управления или механическими элементами системы. Протокол испытаний оформляется с указанием контрольных значений, результатов измерений и выводов по соответствию нормам.
Документирование выполненных работ и гарантии
Акты выполненных работ сформированы. Перечень заменённых деталей, измерений и контрольных значений внесён. Гарантийные сроки проставлены в документации.
Оформление актов, гарантийные условия и рекомендации по эксплуатации
Акты выполненных работ оформляются в бумажной и электронно-цифровой форме с указанием перечня операций, серийных номеров заменённых комплектующих и применённых материалов. Гарантийный срок установлен на выполненные работы и использованные детали с указанием исключений в гарантийном обслуживании. Условия гарантийного обслуживания включают порядок предъявления претензий, обязательность предоставления акта и диагностической карты, а также случаи аннулирования гарантии при нарушении технологической последовательности. Рекомендации по эксплуатации оформляются отдельным документом, содержащим режимы обкатки, интервалы замены рабочих жидкостей, предельные нагрузки и требования к топливу. Записи о пробеге и контрольных измерениях вносится в акт; периодические осмотры фиксируются в сервисной книге.