

Вhведение
Оказание услуги по ремонту двигателя Aston Martin DB9 GT 5.9 L V12 540 л.с. (2013–2016). Описание объема работ и условий приема автомобиля.
Назначение документа
Документ предназначен для регламентации проведения работ по ремонту двигателя Aston Martin DB9 GT 5.9 L V12 540 л.с. (2013–2016). Описываются цели контроля качества‚ последовательность операций приемки и обработки технической информации. Устанавливается перечень обязательных диагностических мероприятий‚ измерений и оформляемых показателей при вводе агрегата в ремонт. Определяются критерии приемлемости исходных параметров и условия перехода к восстановительным операциям. Задачей является обеспечить единообразие процедур‚ фиксирование результатов и возможность последующей верификации выполненных операций.
Объект работ
Агрегат: двигатель Aston Martin DB9 GT 5.9 L V12 540 л.с. Модели 2013–2016. Обслуживание моторного блока‚ навесных узлов и систем.
Идентификация автомобиля и двигателя
Операция идентификации включена в приемочный протокол. Номер VIN вносится в форму. Номер двигателя фиксируется отдельно для сопоставления с каталогами запчастей. Модельный индекс‚ год выпуска и комплектация указываются в карточке техники. Серийные и партийные номера компонентов регистрируются на фотографиях и в базе данных. Стандартизованная запись конфигурации двигательной установки производится для корректного подбора инструментов и приспособлений. Привязка технической документации осуществляется по комбинации VIN и номера мотора. История ремонтов импортируется в карточку при наличии архивных данных. Этикетирование агрегата выполняется в зоне приемки до размещения в цехе.
Перечень оказываемых услуг
Диагностика двигателя‚ оценка состояния‚ измерение компрессии и давления масла‚ снятие‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена узлов.
Комплекс выполняемых операций
Диагностика выполняется посредством визуального осмотра и инструментальных замеров. Измерение компрессии производится поршневыми камерами по цилиндрам с фиксированием показаний. Измерение давления масла выполняется под рабочими и холостыми режимами с записью динамики. Снятие двигателя производится по технологической карте с маркировкой коммуникаций и фиксацией положения агрегатов. Разборка блока и навесных узлов осуществляется по этапам с нумерацией деталей. Дефектовка компонентов проводится с применением измерительных приборов и фотопротоколом. Шлифовка коленчатого вала и расточка блока выполняются с контролем радиальных биений и шероховатости. Подбор поршней производится по стандартам производителя с указанием допусков. Установка вкладышей и замена колец выполняются с операторской записью размеров зазоров. Ремонт головок блока включает шлифовку седел клапанов и притирку с протоколом давления в системе охлаждения. Сборка двигателя производится с применением динамометрических ключей и фиксацией моментных характеристик. Установка агрегата на автомобиль выполняется с подключением систем и проверкой уплотнений. Обкатка проводится по режимам с контролем температуры и давления‚ настройка систем зажигания и впрыска осуществляется после стабилизации параметров.
Входная диагностика
Визуальный осмотр состояния двигателя производится при приеме. Фиксация повреждений‚ утечек‚ внешних дефектов в акте приемки.
Порядок визуального осмотра
Осмотр производится до начала разборки. Внешние поверхности двигателя осматриваются на наличие трещин‚ коррозии и масляных подтеков. Крепежные элементы проверяются на целостность и наличие деформаций. Состояние шлангов и электрических соединений фиксируется с указанием мест повреждений. Уровни эксплуатационных жидкостей сверяются с измерительными метками. Корпусные соединения оцениваются на герметичность по следам масла. Ремни и цепи приводов осматриваются на износ и натяжение. Впускная и выпускная системы обследуются на механические повреждения. Клапанные крышки снимаются при необходимости для визуального контроля состояния масляного слоя и износа привода. Состояние топливной аппаратуры фиксируется отдельной записью. Результаты вносятся в акт входного контроля с фотографиями и примечаниями о дальнейших инструментальных исследованиях.
Инструментальная диагностика
Применение диагностического оборудования для получения параметров работы двигателя. Снятие данных выполняется по установленной методике.
Оборудование и приборы для диагностики
Перечень средств для проведения диагностических операций составлен с указанием функционального назначения и метрологических характеристик. Для измерения компрессии применяются манометры с пределом измерений до 3000 кПа и погрешностью не более 1‚5%. Для измерения давления масла используются датчики давления с калибровкой по нормам производителя и адаптеры для подключения к магистралям высокого давления. Для сканирования электронных блоков управления предусмотрены диагностические сканеры с поддержкой протоколов CAN и K-Line‚ возможность чтения ошибок и записи параметров.
Для инструментальной диагностики силовой части задействованы осциллографы с частотным диапазоном от 1 МГц‚ тестеры утечек давления‚ измерительные щупы и микрометры для контроля геометрии деталей. Для контроля компрессии и герметичности головок блока предусмотрены опрессовочные стенды и манометры низкого давления. Калибровка приборов производится в соответствии с внутренним регламентом и сопровождается протоколом измерений.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с использованием манометра высокого давления. Результаты фиксируются в отчете.
Методика выполнения замеров
Подготовка двигателя к измерениям производится на холодном и прогретом состоянии для получения сравнительных данных. Снятие свечей и установка адаптера компрессометра выполняется при положении поршня ВМТ для каждого цилиндра по очереди. Прокрутка коленвала стартером с выключенным питанием подачи топлива и зажигания обеспечивает одинаковые условия. Фиксация показаний производится в килопаскалях или барах‚ с регистрацией времени достижения максимального значения. При измерении компрессии учитывать утечки через клапаны и системы вентиляции картера. При необходимости выполнять измерения с маслосмазыванием цилиндров для определения износа поршневой группы. Результаты фиксируются в протокол с указанием температуры‚ оборотов и величин по каждому цилиндру.

Измерение давления масла
Фиксация давления масла производится манометром. Снятие показаний выполняется при холодном и рабочем режимах. Результаты заносятся в протокол.
Последовательность снятия показаний
Подготовка измерительного оборудования производится по калибровочной карте. Подключение манометра давления масла выполняется через предусмотренное место измерения на масляной магистрали; подача питания двигателя производится от внешнего источника при выключенных нагрузках. Снятие показаний компрессии производится при отключенных системах впрыска и зажигания‚ каждый цилиндр прогревается до рабочей температуры перед замером. Фиксация результатов осуществляется в протоколе с указанием температуры‚ частоты вращения и использованного инструмента. Показания снимаются по очереди с интервалом между замерами для стабилизации давления. Обработка данных производится с применением контрольных таблиц.
Оценка состояния по результатам измерений
Анализ показателей компрессии и давления масла выполнен. Отклонения зафиксированы. Решение о дальнейшем вмешательстве основано на результатах.
Критерии оценки износа и дефектов
Оценка состояния компонентов двигателя выполняется по измеренным параметрам и визуальным признакам. Компрессия между цилиндрами сравниваеться с нормативными величинами завода-изготовителя; отклонение свыше 10% от среднего значения цилиндров трактуется как износ поршневой группы или утечка через клапаны. Давление масла сопоставляется с паспортными данными при рабочей температуре и оборотах холостого хода; пониженное значение указывает на износ масляного насоса‚ рабочего зазора вкладышей или засорение маслопроводов. Измеренные зазоры вкладышей сопоставляются с табличными допусками; превышение верхнего предела является основанием для замены вкладышей или шлифовки коленвала; Геометрические параметры цилиндров и посадочных мест оцениваются по отклонениям круглости и конусности; превышение допусков влечет расточку с подбором ремонтного диаметра. Износ канавок поршневых колец определяется измерением зазора в замках и степенью приработки к зеркалу цилиндра; зазор более ремонтного значения требует замены колец. Состояние ГБЦ оценивается по плоскостности и трещинообразованию; деформация свыше заводских пределов предполагает правку или замену. Износ распредвалов и толкателей оценивается по профилю кулачков и люфтам; отклонения от чертежных размеров фиксируются как дефект. Состояние системы охлаждения анализируется по наличию коррозии и проницаемости каналов; повышение температуры эксплуатации учитывается при оценке. Рекомендуется документирование всех измерений и фотофиксация дефектов для дальнейшей дефектовки и принятия решения о перечне ремонтных операций.
Принятие решения о демонтаже
Анализ диагностических данных выполнен. Пороговые значения компрессии и давления масла сопоставлены с нормативами. Решение о демонтаже обосновано.
Основания для перехода к снятию двигателя
Фиксация показаний компрессии одновременно в нескольких цилиндрах с отклонением более 20% от среднего значения. Регистрация давления масла на холостом ходу ниже нормативного порога‚ подтвержденная приборными замерами. Обнаружение металлической стружки в масле при визуальном осмотре масляного фильтра или магнитного пробки. Фиксация неисправности газораспределительного механизма с повреждением направляющих или коромысел‚ исключающая локальный ремонт. Установление трещин в блоке цилиндров или ГБЦ по визуальному или инструментальному контролю. Подтверждение перекоса коленчатого вала при контроле биения. Наличие масляного питания шатунов с критическим износом вкладышей по измерениям. Документирование значительного износа цилиндров и поршней‚ превышающего восстановительные допуски. Регистрация неоднократных перегревов двигателя с деформацией головки блока по геометрии; Принятие решения о снятии двигателя оформляется протоколом с перечисленными дефектами и показателями замеров.
Снятие двигателя с автомобиля
Демонтаж двигателя производится последовательным отсоединением коммуникаций‚ снятием навесных узлов и креплений. Подъем осуществляется краном.
Технологическая последовательность работ
Определение объема работ производится на основании входной диагностики и документации автомобиля. Демонтаж двигателя выполняется по этапам: отключение электрических разъемов и топливных магистралей‚ слив рабочих жидкостей‚ закрепление агрегата на подъемнике. Снятие осуществляется с применением специальных крепежных приспособлений. Разборка производится на стационарной опорной поверхности. Сборка модулей ведется после дефектовки и обработки деталей. Контрольные измерения выполняются на каждом критическом этапе. Маркировка и упаковка составных частей обеспечиваются для сохранения соответствия при последующей сборке. Записи о произведенных операциях вносятся в исполнительную документацию.
Разборка агрегатов
Разборка агрегатов произведена с фиксацией маркировки и положения деталей. Снятие навесных устройств выполнено по технологической последовательности‚ детали промаркированы.
Разборка блока цилиндров и навесных узлов
Демонтаж навесных агрегатов произведен с применением маркированных креплений и фиксации магистралей. Снятие ГБЦ выполняется поэтапно с последовательностью ослабления болтов согласно спецификации производителя. Подготовка места разборки включает удаление загрязнений и маркировку сопряжений. Слив охлаждающей жидкости и масла выполнен в подготовленную тару. Система впуска отсоединена от блока с промаркированными соединениями. Электропроводка и датчики отключены с применением средств защиты контактов. Топливная система демонтирована с запиранием линии давления. Коленчатый вал оголен после снятия поддона и масляного насоса. Поршневые группы извлечены с применением оправок для предотвращения деформации канавок колец. Коренные и шатунные крышки демонтированы по меткам расположения. Блок очищен от нагара и герметиков перед дефектовкой.
Дефектовка компонентов
Проведение дефектовки производится после разборки. Осмотр поверхности блока‚ коленвала‚ поршней‚ шатунов‚ валов и ГБЦ. Фиксация повреждений и размеров.
Методика выявления и фиксации дефектов
Проведение дефектовки производится по этапам‚ каждый этап фиксируется в журнале работ. Визуальная оценка элементов корпуса‚ опор и навесного оборудования проводится с применением увеличительных приборов и освещения. Измерение геометрии выполняется индикатором часового типа и штангенциркулем с фиксацией значений в контрольной карте. Контроль поверхностей трения и износа производится микрометром и нутромером. Оценка состояния резьб и фланцев производится калиброванными шаблонами.
Твердость проверяется портативным твердомером с протоколом замеров. Наличие трещин выявляется магнитопорошковым и кракелюрным методами‚ записями о локализации дефектов. Утечки фиксируются путем нанесения индикаторных составов и испытаний под давлением‚ с занесением показаний манометра в акт. Электропровода и разъемы подвергаются прозвонке и заносятся в ведомость неисправностей. По результатам составляется перечень деталей под замену и перечень работ для последующей стадии ремонта.
Шлифовка коленчатого вала и расточка блока
Шлифовка выполняется с контролем биения и шероховатости. Расточка блока производится по размерным рядам. Применение допусков строго.
Технические параметры обработки
Установлены допуски и режимы обработки для шлифовки коленчатого вала и расточки блока цилиндров двигателя Aston Martin DB9 GT 5.9 L V12 540 л.с. (2013–2016). Контроль геометрии выполняется в три этапа: первичная проверка на вибростенде‚ межоперационный замер на координатно-измерительном аппарате‚ итоговая проверка после чистовой обработки. Для коленчатого вала определены допуски круглости 0‚005 мм‚ биения шейки относительно посадочной поверхности 0‚01 мм‚ шероховатость Ra не более 0‚4 мкм. Для цилиндров задана конусность не более 0‚015 мм на длину‚ овальность не более 0‚01 мм‚ цилиндричность 0‚02 мм. Обрабатывающие станки должны обеспечивать подачу с шагом 0‚02 мм и частоту резания‚ согласованную с типом абразива. Охлаждение и смазка применяются в соответствии с технологическими картами. Контроль температуры заготовок проводится непрерывно. Применение ремонтных классных размеров фиксируется в сопровождающей документации.
Подбор и установка поршней
Подбор поршней по диаметру и компрессии. Контроль вылета замером. Установление зазоров посадки и торцевых зазоров. Фиксация в документах.
Критерии подбора и допуски посадки
Подбор поршней производится по диаметру расточки цилиндров с учетом износа и допустимой ремонтной группы. Контроль наружного диаметра поршня и внутреннего диаметра цилиндра документируется; Подбор вкладышей осуществляется по диаметру шейки коленвала и номиналу расточки корпуса; величина радиального зазора фиксируется в протоколе. Кольца подбираются по высоте канавки и внутреннему диаметру поршня. Посадки шатуна и коленвала указываются по классу точности; контроль производится микрометром и щупом. Применение кольцевых зазоров и интервалов обработки приводится в таблицах.
Замена вкладышей коленвала
Демонтаж коленвала производится для замены вкладышей. Измерение диаметров и зазоров выполняется до установки. Контроль натяга крышек оформляется отчетом.
Параметры зазоров и последовательность установки
Установлены допустимые зазоры вкладышей коленвала: шатунные 0‚020–0‚040 мм при статическом измерении; коренные 0‚015–0‚035 мм после обточки коленвала с допуском на восстановление. Зазор поршневых колец в канавках цилиндра установлен 0‚20–0‚40 мм для верхнего компенсационного кольца и 0‚30–0‚60 мм для компрессионного в зависимости от диаметра гильзы. Монтаж выполняется в следующей последовательности: установка вкладышей коренных с нанесением смазки‚ монтаж коленчатого вала‚ проверка радиального биения‚ установка шатунных вкладышей и поршней с кольцами‚ предварительное затягивание шатунных болтов по заданной схеме и моментам‚ окончательная контрольная проверка зазоров и крутящего момента маховика выполнена.
Замена поршневых колец
Демонтаж колец производится после дефектовки поршней. Подбор новых изделий по диаметру и зазорам. Установка выполняется с контролем биения.
Порядок установки и проверка зазоров
Установка поршней выполняется по маркировке и по этапам: посадка поршня в цилиндр производится с использованием оправки‚ при этом кольца расположены согласно монтажной схеме. Вкладыши коленвала укладываются в подшипниковые гнезда с контролем ориентации маслосъемных канавок. Крышки коренных и шатунных подшипников затягиваются моментами‚ указанными в технической карте. Контроль бокового зазора колец производится щупом в канавке при установленном поршне на ВМТ нижней мертвой точки. Радикальная проверка осевого люфта коленвала выполняется индикатором на передней поверхности маховика. Зазоры вкладышей измеряются микрометром и микрометрическим щупом по паспортным допускам производителя.
Работы с головками блока цилиндров (ГБЦ)
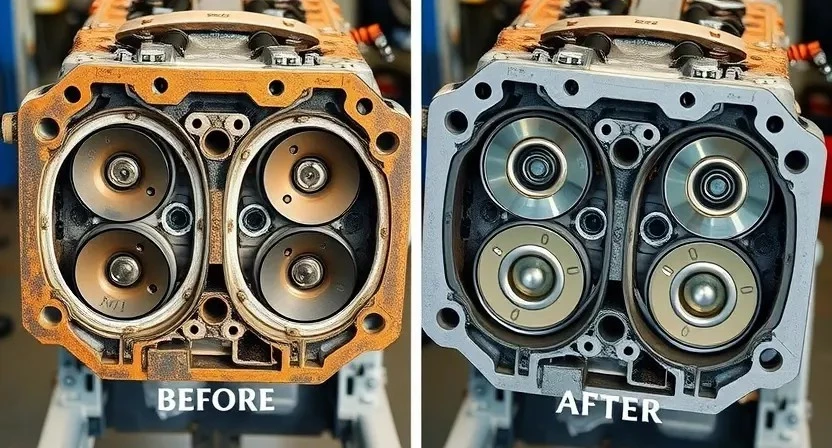
Демонтаж ГБЦ выполнен. Шлифовка торцов и проверка плоскостности произведены. Замена седел клапанов и направляющих задокументирована.
Ремонт‚ шлифовка и замена седел клапанов
Демонтаж головки блока цилиндров производится с маркировкой и хранением крепежных деталей в индивидуальных пакетах. Снятые компоненты подвергаются визуальной и инструментальной оценке на истирание‚ задиры‚ трещины и прилегание поверхностей. Подготовка включает промывку растворителем и сушка в контролируемой камере. Контроль геометрии седла проводится микрометром и профильным шаблоном. При износе свыше допустимого значения выполняется наплавка или замена седла с последующей расточкой посадочной поверхности.
Шлифовка рабочей фаски проводится с применением сегментных фрез и абразивов по спецификации производителя. Проведение притирки клапанов выполняется пастой с градуированной зернистостью до достижения заданного класса герметичности. Замена седла фиксируется протоколом с указанием исходных параметров и итоговых размеров.
Сборка двигателя
Сборка выполнена по регламенту производителя. Притирка клапанов проведена. Установлены поршни‚ вкладыши и кольца с контролем зазоров.
Контрольные операции при сборке
Фиксация паспортных данных деталей и протоколирование размеров. Контроль чистоты рабочих поверхностей и отсутствие посторонних включений. Контроль угловых взаимосвязей коленчатого вала и шатуна производится при помощи индикатора часового типа. Контроль зазоров между шейками и вкладышами выполняется измерением пластмассовой щуп-ленты и микрометрией. Контроль натяга поршневых колец и их раскрытия осуществляется в калиброванной гильзе. Контроль герметичности камер сгорания производится методом дымовой продувки или манометра. Контроль усилий затяжки болтов головки блока и крышек коренных подшипников осуществляется динамометрическим ключом с фиксацией момента и углового поворота. Контроль фаз газораспределения осуществляется по меткам и индикаторам положения распредвалов. Контроль развала и схождения коленвала при окончательной сборке фиксируется в акте.
Установка двигателя на автомобиль
Монтаж двигателя выполняется с применением подъемного оборудования. Подключение систем производится по заводской схеме. Контроль креплений выполнен.
Технология монтажа и подключение систем
Монтаж двигателя производится в соответствии с регламентом производителя. Крепежные поверхности очищаются от загрязнений и старого герметика. Установочные болты закручиваются в последовательности‚ указанной в технической документации‚ с предварительной протяжкой и последующим контролем момента затяжки динамометрическим ключом. Соединения масляной магистрали выполняются с применением новых уплотнений. Электрические разъёмы подключаются по маркировке‚ с контролем контактов на наличие коррозии. Шланги охлаждения и отопления подсоединяются с применением хомутов требуемого типа. Система выпуска закрепляется в штатных опорах. Подключение топливных магистралей предусматривает промывку линий перед запуском. Вакуумные магистрали и датчики устанавливаются по позициям карт технической схемы. Контроль герметичности проводится испытанием под давлением. Соосность привода проверяется индикатором часового типа. Контроль работы электросистемы производится сканером после подключения. Запуск двигателя выполняется с мониторингом давления масла‚ температуры и оборотов. Фиксация параметров осуществляется в отчете о монтаже.

Обкатка и первичная эксплуатация
Обкатка производится на оптимизированных режимах холостого и рабочей нагрузки. Контроль давления масла и температуры выполняется по регламенту производителя.
Режимы обкатки и контроль параметров
Обкатка двигателя производится в несколько этапов с регламентированными режимами оборотов и нагрузок. Первичный прогрев выполняется до рабочей температуры при минимальных оборотах холостого хода. Переходный этап предусматривает плавное увеличение нагрузки до 50% номинальной мощности при удержании температуры в диапазоне 80–95 °C. Длительность каждого этапа фиксируется в журнале работ.
Контроль параметров осуществляется через диагностическое оборудование и приборы. Измерение давления масла выполняется на холодном и прогретом агрегате. Фиксирование компрессии производится после стабилизации температурных режимов. Регистрация вибраций и звуковой картины производится с использованием специализированных датчиков. Уровень охлаждающей жидкости и состояние масляной системы проверяются в момент остановки. Корректировка регулировок систем выполняется по записи фактических данных.

Настройка и окончательная проверка
Настройка систем зажигания и впрыска производится. Контроль холостого хода и параметров выполняется. Испытание на стенде и дорожное тестирование.
Настройка системы зажигания‚ впрыска и холостого хода
Настройка произведена для обеспечения оптимальной работы двигателя Aston Martin DB9 GT 5.9 L V12 540 л.с. (2013–2016). Выравнивание фаз газораспределения и синхронизация датчиков выполнены по заводским параметрам. Регулировка угла опережения зажигания производится с использованием диагностического сканера и осциллографа для фиксирования сигнала с датчика положения коленчатого вала и датчиков распредвалов. Калибровка форсунок проводится через эмулятор топливной системы с контролем расхода и времени впрыска. Холостой ход стабилизируется путем программной коррекции подачи топлива и управляющих сигналов шагового привода ХХ‚ при необходимости адаптация значения массового расхода воздуха осуществляеться по эталонным графикам. Параметры записаны в сервисную карту с указанием измеренных величин и допусков.
Документация и гарантийные условия
Оформление актов выполненных работ производится. Гарантийный регламент указан в документе. Сроки и условия ремонта зафиксированы в акте.
Оформление актов выполненных работ и гарантийный регламент
Фиксация перечня выполненных операций производится в акте выполненных работ с указанием даты‚ номера заказа-наряда и кода автомобиля. Описание работ включает наименование операции‚ примененные запчасти с артикулами‚ объемы расходных материалов и затраченное рабочее время. Результаты входной и итоговой диагностики приводятся в виде таблицы с исходными и окончательными параметрами. Протокол измерений компрессии и давления масла прилагается в качестве приложения. Гарантийный регламент оформляется отдельным документом с указанием срока гарантии по каждому виду работ и по установленным деталям. Условия гарантийного обслуживания регламентируют случаи утраты гарантии: эксплуатация с использованием топлива или масел‚ не соответствующих спецификациям производителя; механические повреждения‚ возникшие в результате внешнего воздействия; неправильная установка компонентов посторонними организациями. Порядок обращения по гарантийному случаю фиксируется в сервисной книжке и в электронном журнале. Регистрация гарантийной заявки производится через номер заказа-наряда с присвоением уникального кода‚ прилагается фотофиксация дефекта и копии документов на установленные детали. Выплата гарантийных обязательств производится согласно внутреннему регламенту с указанием формы компенсации: ремонт‚ замена детали или частичная компенсация стоимости работ.