
Описание услуги по ремонту двигателя BMW E38 2.8 L 193 л.с.: диагностика, измерения, снятие, разборка, дефектовка, ремонт, сборка, обкатка.
Цель и область применения документа
Документ предназначен для регламентации процессов ремонта двигателя BMW 7er E38 2.8 L 193 л.с. период выпуска 1994–2001. Описание охватывает этапы диагностики, измерения компрессии и давления масла, а также последовательность операций по снятию, разборке, дефектовке, шлифовке и расточке деталей. Включены требования к подбору поршней, колец и вкладышей по размерам и допускам. Предусмотрено описание работ с головкой блока цилиндров, порядок сборки и затяжки, методы герметизации. Отдельно регламентируется обкатка и настройка системы управления после сборки; Применение документа ограничено указанной моделью и модификацией двигателя, эксплуатационные параметры устанавливаются на этапе приёмки.
Общие сведения о двигателе
Двигатель M52B28, рядный шестицилиндровый, объём 2.8 л, мощность 193 л.с., алюминиевый блок, гидрокомпенсаторы, распределённый впрыск топлива.
Технические характеристики двигателя M52B28 (2.8 L, 193 л.с.)
Тип двигателя: рядный шестицилиндровый, с распределённым впрыском топлива, алюминиевый блок цилиндров с латунными гильзами. Рабочий объём: 2793 см3. Мощность: 142 кВт при 5800 об/мин. Крутящий момент: 245 Н·м при 3900 об/мин. Степень сжатия: 10,0. Диаметр цилиндра: 84,0 мм. Ход поршня: 84,0 мм. Система газораспределения: DOHC, 4 клапана на цилиндр, гидрокомпенсаторы. Система смазки: сухой картер отсутствует, насос масляный шестерёнчатый. Рабочие допуски: боковой люфт шатунных вкладышей 0,02–0,04 мм; диаметр цилиндра ремонтный +0,5 мм. Сопряжение коленвала по посадочным шейкам согласно каталогу производителя.

Приёмка автомобиля
Регистрация обращения выполнена; рабочий наряд оформлен. Фиксация VIN, пробега, повреждений кузова и отметок в сервисной книге произведена.
Регистрация обращения и оформление рабочего наряда
Фиксация данных автомобиля производится в журнале приёмки: VIN, модель, год выпуска, пробег, выявленные признаки неисправности. Описание услуги отражается в поле «работа»: диагностика двигателя, измерение компрессии, измерение давления масла, снятие агрегата, разборка, дефектовка, шлифовка коленвала, расточка блока, подбор поршней, замена вкладышей и колец, ремонт ГБЦ, сборка, обкатка, настройка системы управления.
Оформление рабочего наряда включает дату приёма, срок выполнения работ, список расходных материалов и запасных частей с артикулами, смету затрат труда по нормо-часам, оценку трудоёмкости каждого этапа. Контрольные точки указываются отдельно: диагностические замеры до разборки, проверочные измерения после сборки. Подписи ответственных лиц фиксируются в наряде для подтверждения передачи ответственности за этап.
Начальная визуальная оценка
Осмотр моторного отсека выполнен: выявлены следы масла, коррозия креплений, состояние пыльников зафиксировано. Фотоархив приложен.
Осмотр моторного отсека и сопряжённых узлов
Визуальный осмотр моторного отсека выполнен с целью выявления внешних повреждений и утечек. Кузовные крепления агрегатов осмотрены на предмет деформаций и ослабления болтовых соединений. Вакуумные магистрали проверены на трещины и разрывы. Электрические разъёмы осмотрены на коррозию и ослабление контактов. Уровень и состояние моторного масла зафиксированы по щупу и по цвету. Состояние охлаждающей системы зафиксировано по наличию следов охлаждающей жидкости и состоянию шлангов. Система впуска оценена по наличию повреждений и нарушению целостности трубопроводов. ГРМ осмотрен визуально; ремень и ролики проверены на износ и натяжение. Топливная система осмотрена на утечки в местах соединений. Состояние аккумулятора и креплений зафиксировано. Система выпуска оценена по наличию механических повреждений и коррозии.
Диагностика системы управления двигателем
Считывание кодов ошибок производится через диагностический разъём. Анализ параметров в реальном времени. Фиксация данных в отчёте.
Считывание кодов ошибок и анализ параметров в рабочем окне
Подключение диагностического адаптера к разъему OBD-II выполняется для получения памяти неисправностей. Считывание сохраняемых кодов производится в режиме чтения. Занос кодов в протокол выполняется с указанием статуса: активный, сохраняемый, исторический. Расшифровка кодов выполняется по официальной документации производителя и по таблицам соответствий ECU.
Снятие показателей в рабочем окне производится при запущенном двигателе и при имитированных режимах нагрузки. Фиксация параметров производится с частотой, обеспечивающей стабильность данных. Анализ концентрации смеси, угла опережения впрыска, частоты вращения холостого хода, положения дросселя, температуры охлаждающей жидкости и давления топлива осуществляется путем сравнения с эталонными характеристиками для M52B28.
Запись логов выполняется для последующей постобработки. Ошибки управления топливной системой и системы зажигания выделяются в отдельный список. Отчет формируется с указанием кодов, текущих значений параметров и рекомендаций по дальнейшей диагностике узлов.
Оценка состояния системы смазки
Замер давления масла производится на холодном и прогретом двигателе. Оценка фильтра, маслоподачи и наличия течей выполняется по факту.
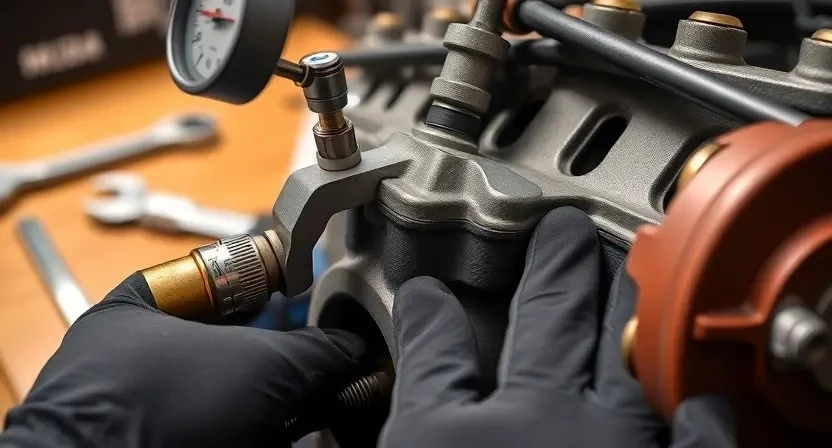
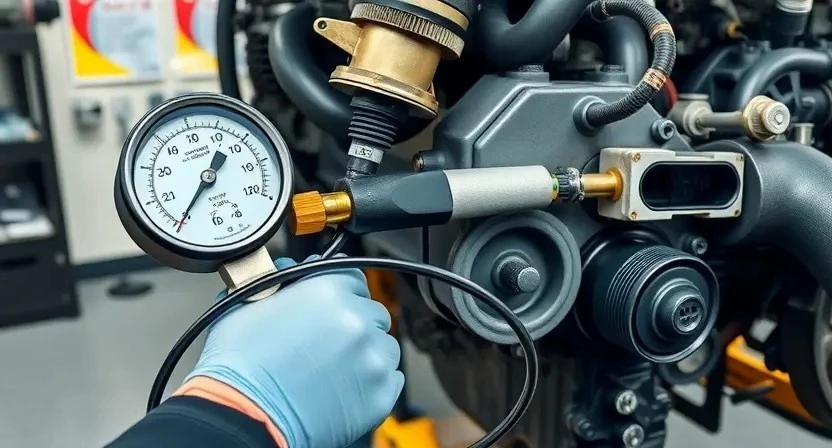
Замер давления масла и анализ результатов
Подготовка стенда: подключение манометра к масляной магистрали производится через штатное отверстие датчика давления. Для исключения искажений применяются манометры с классом точности не ниже 1,6. Измерения выполняются при прогретом двигателе до рабочей температуры 90°С, при частоте вращения холостого хода и при 3000 об/мин; Регистрация показаний осуществляется в течение не менее 30 с для каждого режима. Обнаруженные отклонения фиксируются с указанием режима и времени замера.
Интерпретация: при холостом ходе допускается давление 0,9–1,5 бар. При 3000 об/мин давление должно находиться в пределах 3,0–4,5 бар. Показания ниже нормы указывают на износ насосной части, снижение вязкости или внутренние протечки. Пульсации давления трактуются как признак дефектов в приводе масляного насоса или наличия воздушной засечки в системе; Оформление результатов производится в дефектном акте с указанием выявленных значений и рекомендованных действий по восстановлению параметров.
Оценка состояния цилиндропоршневой группы
Измерение компрессии производится в цилиндрах. Снятие поршней выполняется при маркировке. Замер износа канавок и шатунов фиксируется в отчёте.
Измерение компрессии и интерпретация показаний
Подготовка двигателя к измерениям включает снятие свечей зажигания, отключение системы впрыска топлива и обеспечение свободного проворота коленвала. Применение манометра высокого давления с адаптером для свечного отверстия. Проворачивание коленвала стартером до стабильных показаний при обрыве подачи топлива.
Фиксация результатов по каждому цилиндру в таблице. Сравнение показаний с эталонным значением 11,0-12,5 бар. Разница между цилиндрами не должна превышать 1,0 бар. Показания ниже нормы указывают на износ поршневой группы, неплотность клапанов или повреждение ГБЦ. Проведение теста с компрессией с добавлением масла в цилиндр для дифференциации износа колец и цилиндра.
Определение объёма работ
Составление дефектного отчёта производится по результатам диагностики. Перечень работ включает измерения, демонтаж, дефектовку, восстановление и сборку.
Составление дефектного отчёта и расчёт сметы
Подготовка рабочего места и инструментов
Организация места: выделение зоны, очистка пола, маркировка участков. Подготовка инструментов: набор ключей, динамометр, траверса.
Организация инструментов, спецоборудования и расходных материалов
Перечень инструментов формируется по видам операций: демонтаж, разборка, дефектовка, шлифование, расточка, сборка, обкатка. Для снятия двигателя предусмотрены тележка-краны, траверсы, подставки и набор крепежа с маркировкой. Для разборки подготовляются наборы головок, динамометрический ключ с поверкой, съемники, фиксаторы. Для дефектовки подготовляются микрометры, щупы, нутромеры, индикаторы, приборы для контроля радиальных биений.
Шлифовальные работы выполняются на стационарных станках с контролем допусков, для расточки блоков применяется расточный станок с цифровым индикатором. Запас расходных изделий включает поршни по размерам, кольца, вкладыши коренные и шатунные, сальники, прокладки комплектами по каталогу. Смазочные материалы и герметики запасаются по техническим спецификациям производителя двигателя.
Маркировка деталей производиться перед упаковкой в контейнеры с пломбами, выдача инструмента производится по ведомости, хранение материалов организовано на стеллажах с учётом срока годности.
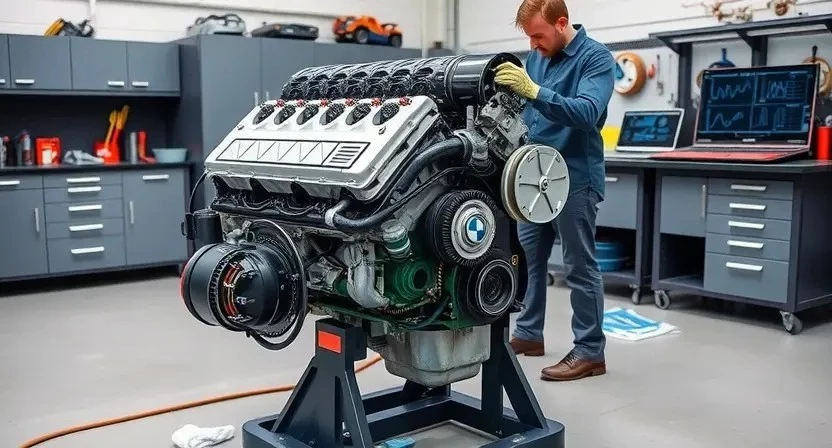
Снятие двигателя с автомобиля
Отключение аккумулятора, слив жидкостей, отсоединение коммуникаций и агрегатов. Крепления двигателя размонтированы, подъем проводится с применением траверсы.
Последовательность отсоединения агрегатов и вывешивания двигателя
Снятие навесного оборудования выполняется в последовательности: аккумуляторная клемма отключается, воздушная система демонтируется, система охлаждения разомкнута, топливная магистраль отсоединена и герметизирована.
Электропроводка маркируется и отсоединяется по разъёмам. Тросы управления и вакуумные линии отсоединяются с пометкой места подключения. Ремонтные опоры двигателя устанавливаются под лонжероны для распределения нагрузки.
Подвес креплений двигателя ослабляется по очереди. Опоры силового агрегата демонтируются после вывешивания несущим оборудованием. Трансмиссия отделяется от маховика посредством вывернутых фланцевых болтов.
Вывешивание производится под подъёмным мостом с обязательной фиксацией кронштейнов. Перемещение двигателя проводится на тележке; фиксация осуществляется клиновыми упорами.
Демонтаж и разборка агрегата
Снятие двигателя производится с маркировкой коммуникаций. Разборка выполняется по очередности, детали промаркированы, крепления учтены, узлы упакованы.
Последовательная разборка узлов и маркировка деталей
Операции по разборке двигателя выполняются по этапам, начиная с внешних агрегатов и завершая картером. Отсоединение электрических разъёмов, топливных магистралей и систем охлаждения производится аккуратно. Болтовые соединения снимаются в порядке очередности с фиксацией момента ослабления. Узлы, подлежащие повторной установке, маркируются маркировочным кодом и нумеруются. Элементы, подлежащие утилизации, выделяются в отдельную тару. Для каждого компонента фиксируется исходное положение и сопряжённость с соседними деталями.
Для шатуно-поршневой группы применяется поцифровая маркировка поршней и шатунов. Места установки вкладышей отмечаются цветовой меткой. Клапанный механизм разбирается с сохранением последовательности посадочных мест. Болты и шайбы группируются и укладываются в пронумерованные лотки. Маркировка наносится устойчивыми красками и дублируется на упаковке.
Промежуточная документация заполняется после каждой операции разборки. Протокол содержит наименование узла, серийный номер детали, замечания по дефектам и фотофиксацию. При обнаружении трещин или критического износа производится отбор деталей на дефектовку.
Мойка и предварительная очистка деталей
Детали обезжирены растворителем. Промывание в мойке под давлением выполнено. Засоры удалены. Сушка проведена перед дефектовкой.
Процедуры обезжиривания и промывки блоков и головок
Подготовка поверхности к дефектовке производится последовательной очисткой. Снятие крупных загрязнений выполняется механическим способом с применением неагрессивных инструментов. Обезжиривание производится растворителями, совместимыми с алюминиевыми и чугунными сплавами, с последующей нейтрализацией остатков. Промывка каналов выполняется струей горячей воды с добавлением нейтрального моющего средства при давлении, согласованном с технической картой. Очистка масляных и водяных каналов выполняется щетками и продувкой сжатым воздухом при контролируемом давлении. Сушка производится пролётом горячим воздухом до устранения влаги. Контроль чистоты ведётся визуально и инструментально.
Визуальный, метрологический и приборный осмотр компонентов
Визуальный осмотр выполняется для выявления трещин, коррозии, деформаций и следов перегрева на блоке, головке, коленвале, шатунах и поршнях. Поверхности фотографируются для отчётности. Метрологическая проверка производится с применением микрометра, индикатора часового типа и калиброванных щупов для оценки износа цилиндров, шеек коленвала и шатунных посадочных мест. Измерения фиксируются в таблице с указанием предельных величин и фактических значений. Приборное тестирование предполагает замер сопротивления обмоток датчиков, герметичности камер сгорания с помощью компрессометра и анализ углов зажигания на диагностическом сканере.
Шлифовка коленчатого вала
Контроль биения коленвала производится. Снятие дефектов закоксовки и коррозии. Шлифовальные допуски соблюдены, подготовка под вкладыши выполнена.
Оценка коленвала, шлифовальные допуски и подготовка к установке вкладышей
Визуальный осмотр коленвала выполнен для выявления задиров, трещин и износа шеек. Магнитопорошковая или красочная дефектоскопия применена для обнаружения поверхностных дефектов. Геометрия шеек измерена микрометром и индикатором часового типа по оси вращения. Бесцентровая проверка биения произведена для контроля овальности. Замер диаметра выполнен в нескольких плоскостях с фиксацией результатов в протоколе.
Шлифовальные допуски определены согласно заводским параметрам для M52B28. Выбранный ремонтный размер указан в протоколе. Подготовка к установке вкладышей включает финишную доводку шеек до размера под новые вкладыши, контроль шероховатости и радиального биения. Смещение подшипников вне допусков зафиксировано и приведены рекомендации по замене коленвала или выполнению восстановительных работ.

Расточка блока цилиндров
Проверка цилиндров производится на износ. Измерение борозд и овальности. Выбор размера расточки по допускам. Обеспылить чистоту рабочей поверхности.
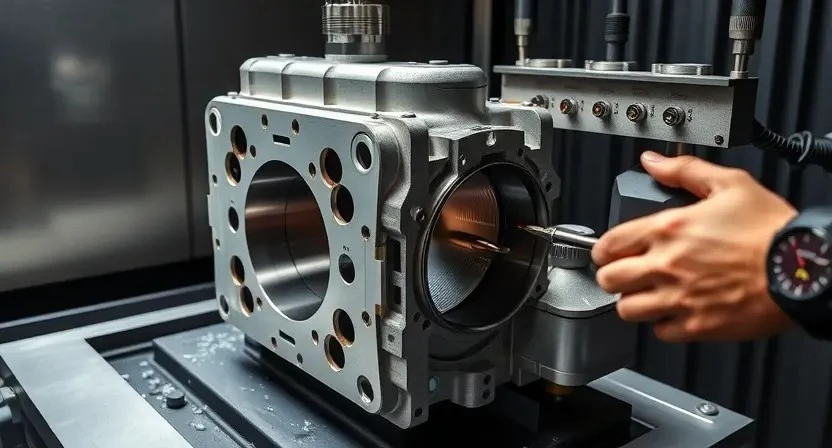
Проверка цилиндров, допустимые износы и методика расточки
Измерение цилиндров выполняется прибором с индикатором и микрометром. Применение щупов исключено. Диаметр каждого цилиндра замеряется в трёх плоскостях: у верхней кромки, по середине и у нижней кромки гильзы. Заданные допуски для двигателя M52B28 по износу цилиндра обозначены в технической карте; отклонение более 0,15 мм считается критическим. Отклонение цилиндров по овальности и конусности определяется как разница между максимальным и минимальным диаметром, предел 0,06 мм.
Расточка выполняется на станке с цифровым управлением с применением оправок и притирочных инструментов. Выбор размера расточки производится по измеренным диаметрам и номинальным размерам поршней. Контроль чистоты внутренней поверхности производится индикатором шероховатости; предел Rz указывается в спецификации. Образмеривание проводится по этапам: черновая расточка, замер, чистовая расточка, окончательная калибровка. После расточки производится промывка маслопроводов блока и снятие задиров с фаски.
Подбор и установка поршней и колец
Подбор по диаметру и массе производится с учётом расточки. Установка колец выполняется по натягу и фазировке, зазоры измеряются щупом.
Критерии подбора поршней, зазоры и посадка колец
Выбор поршней выполняется на основании измерений цилиндров после расточки и хонингования. Измерение диаметра цилиндра производится в трёх зонах по двум диаметральным направлениям. Определение размера поршня производится по итоговому наибольшему размеру цилиндра с учётом припуска на гильзование или подбор ремонтного комплекта.
Зазор между поршнем и стенкой цилиндра устанавливается из расчёта теплового расширения алюминиевого поршня и стального блока. Номинальный радиальный зазор задаётся в спецификации двигателя и фиксируется в документации к детали.
Посадка колец производится с учётом торцевого зазора в замке и радиального натяга в канавке. Замер торцевого зазора осуществляется при установке кольца в цилиндр с применением щупа; полученные значения сверяются с допустимыми пределами и фиксируются в акте дефектовки.
Замена шатунных и коренных вкладышей
Выбор вкладышей по заводским номерам. Замер осевого люфта и масляного зазора. Установка с моментами затяжки и контроль натяга.
Выбор вкладышей по размерам, контроль зазоров при сборке
Подбор вкладышей производится по посадочным размерам коленчатого вала и фертификату допустимых допусков производителя. Измерение диаметров шейки осуществляется микрометром и нутромером. Определение разбега производится расчетом разницы между пазами коленвала и наружным диаметром вкладыша. Классификация вкладышей по стандартным величинам A, B, C выполняется на основании измерений. Контроль радиального зазора вкладышей при сборке осуществляется щупом вдоль окружности шейки при установленной крышке. Протяженность щупа измеряется для оценки равномерности зазора по окружности. Регистрация результатов производится в дефектной ведомости с указанием серийных номеров компонентов, применённых номеров вкладышей и зазоров в миллиметрах. При несоответствии допустимым значениям производится подбор другого класса вкладышей или шлифовка шейки с последующим подбором размера. Испытание при рабочем вращении выполняется с контролем давления масла и температурного режима для подтверждения стабильности зазора.
Работа с головкой блока цилиндров
Шлифовка плоскости головки выполнена. Состояние седел клапанов оценено. Замена направляющих и клапанов произведена при износе. Контроль герметичности проведён.
Шлифовка ГБЦ, проверка плоскости и состояние седел клапанов
Подготовка головки блока к шлифованию производится демонтажем навесных узлов и промывкой поверхности. Контроль плоскости осуществляется обточным правилом и щупом; фиксирование прогиба в миллиметрах. При выявлении насечек и коррозии поверхность подлежит шлифованию с допуском микрон, соответствующим заводским параметрам. Шлифовочные операции выполняются с применением абразивных кругов и охлаждающей смазки. После шлифования проводится окончательный контроль плоскости правилом и индикатором.
Осмотр седел клапанов производится визуально и приборно. Измерение посадочных углов выполняется нутромером и калиброванными шаблонами. Выявленные выкрашивания, трещины, выгорание поверхности подлежат регенерации наплавкой или расточкой с последующей перешлифовкой. Реставрация седел предусматривает выдержку параметров по глубине и ширине кольца в пределах установленных допусков. Завершающая очистка и проверка герметичности производятся давлением.
Сборка двигателя
Сборка производится поэтапно: установка коленвала, вкладышей, шатунов, поршней, кольцевых наборов, ГБЦ, приведение в соответствие моментам затяжки.
Соблюдение моментов затяжки, порядок сборки и применение герметиков
Последовательность сборки двигателя описана с фокусом на последовательные операции и контрольные значения. Болты крепления головки цилиндров затягиваются по этапам: первый этап ⎯ равномерная затяжка с малым моментом для центровки; второй этап ⎯ предварительный момент для выравнивания прижатия; третий этап ⎯ окончательный момент указанный изготовителем, с применением угловой доборки при наличии инструкции производителя. Моменты головок шатунов и шатуно-коленчатых соединений приведены в рабочей документации. Применение герметиков ограничено областями, указанными в каталоге заменяемых уплотнений: при установке масляных сальников и промывочных каналов использовать однокомпонентные герметики, допускаемые к контактам алюминий-сталь. Нанесение герметика производится тонким слоем на очищенную и обезжиренную поверхность. Временные выдержки для схватывания герметика указываются техническим паспортом изделия. Моменты шпилек и креплений навесного оборудования выполнены в соответствии с сервисными картами. Зафиксированы требования к последовательности затяжки крышек распредвалов и коренных крышек: сначала центральные элементы, затем периферийные, с контролем осевого совмещения. Применение чистых инструментов и калиброванных ключей предусматривается для исключения перекрутки. Регистрация каждого этапа затяжки производится в технологической карте с указанием идентификаторов болтов и применённых значений момента.
Установка двигателя на автомобиль
Выравнивание двигателя производится на подрамнике. Крепление выполняется в четыре точки. Подключение коммуникаций производится после закрепления. Проверка креплений.
Выравнивание, крепление и подключение коммуникаций
Выравнивание производится по осевым и опорным базам моторного отсека. Центровка шасси и опорных площадок выполняется до установки силового агрегата. Крепёжные отверстия контролируются по совмещению с кронштейнами, зазорные величины фиксируются в протоколе. Применение шпилек и болтов с моментом затяжки по регламенту обеспечивается. Подвод масляных и охлаждающих магистралей оформляется с учётом направления потока и рабочего давления. Электрические разъёмы подсоединяются с проверкой контактов и фиксацией клипс.
Герметизация уплотнений производится при установке труб и шлангов. Маркировка коммуникаций в документации вносится. Испытание на герметичность проводится под давлением, давление и время испытания фиксируются в отчёте. Подключение проводки к ЭБУ и датчикам производится согласно схеме, параметры коммутации заносятся в журнал.
Обкатка и контрольные проверки после сборки
Обкатка двигателя выполнена поэтапно. Фиксация давления масла, температуры и компрессии произведена. Записи измерений внесены в акт.
Процедуры прогрева, фиксация параметров давления масла и компрессии
Прогрев двигателя производится до рабочей температуры охлаждающей жидкости 90–100°C с контролем ступенчатого повышения оборотов холостого хода для нормализации рабочих зазоров. Измерение давления масла выполняется манометром на магистрали давления с фиксацией показаний при холодном и прогретом состоянии, а также при повышенных оборотах 2000 об/мин. Измерение компрессии производится компрессометром на каждом цилиндре после удаления свечей и привода топливной системы, с фиксацией показаний по циклам. Полученные данные заносятся в протокол с указанием температуры, оборотов и времени измерения. Отклонения от эталонных значений оформляются как дефект.
Настройка системы управления и холостого хода
Калибровка датчиков выполняется при рабочей температуре. Адаптация ECU производится через диагностический интерфейс. Параметры холостого хода фиксируются.
Калибровка датчиков, адаптация ECU и проверка рабочих режимов
Калибровка датчиков проводится после сборки и установки двигателя на автомобиль. Калибровке подлежат датчики положения распредвала, коленвала, массового расхода воздуха, температуры охлаждающей жидкости и давления масла. Выполнение калибровки производится с применением заводского диагностического сканера и эталонных значений. Адаптация ECU выполняется последовательным внесением корректировок в таблицы подачи топлива и угла опережения зажигания на основании данных живых параметров. Этапы адаптации фиксируются в протоколе.
Проверка рабочих режимов производится при прогреве до установленной рабочей температуры. Контроль оборотов холостого хода, реакции на изменение нагрузки и удержания октан-коррекции выполняется через диагностический интерфейс. Регистрация параметров осуществляется для анализа отклонений. Ошибочные коды удаляются после подтверждения устранения причин. Завершающая запись в журнале содержит результаты калибровки, адаптации и проверок.
Оформление отчётной документации и передача автомобиля
Заполнение акта выполненных работ производится с указанием перечня работ, заменённых деталей, измерений компрессии и давления масла, гарантийных обязательств.
Заполнение актов выполненных работ, гарантийные условия и рекомендации по эксплуатации
Заполнение актов выполненных работ производится по стандартизированной форме с указанием перечня выполненных операций: диагностика, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей, колец и головки блока, сборка, обкатка, настройка. В акт вносится список применённых деталей с заводскими артикулами и серийными номерами, указание использованных расходных материалов и смазочных составов, результаты контрольных замеров. Гарантийные условия оформляются документально с указанием гарантийного срока на выполненные работы и установленные детали. Условия гарантийного обслуживания включают перечень гарантийных обязательств при выявлении производственного брака и порядок предъявления рекламации. Передача акта производится вместе с отчётом о контрольной обкатке и протоколом измерений. Рекомендации по эксплуатации содержат регламент первых 1000 км обкатки, предельные интервалы замены масла и контроль компрессии через обозначенный пробег.