
Вhведение
Описание услуги по ремонту двигателя Chrysler 300 SRT8 6․4 V8 HEMI 485 л․с․ включено: диагностика, оценка состояния, измерение компрессии․
Цель и область применения документа
Определение объема работ по восстановлению двигателя Chrysler 300 SRT8 6․4 V8 HEMI 485 л․с․ 2012–2014 годов производства․ Документ предназначен для регламентации процедур диагностики, оценки состояния и испытаний агрегата перед разборкой․ Описание включает методики измерения компрессии цилиндров и давления масла, критерии оценки полученных величин и допуски для принятия решения о дальнейшем вмешательстве․ Приведены условия для перехода к демонтажу и последующей дефектовке, а также перечень операций, подлежащих исполнению в ходе капитального ремонта․ Область применения охватывает двигатели указанной модели при наличии эксплуатационных или конструктивных неисправностей, проявляющихся снижением технических показателей, появлением утечек рабочих жидкостей, повышенным износом компонентов․ Параметры документа соответствуют применяемым техническим регламентам․

Общие сведения о двигателе
Описание двигателя 6․4 V8 HEMI 485 л․с․ 2012–2014․ Конструкция V8, цепной привод ГРМ, система впрыска и характерные рабочие параметры указаны․
Технические характеристики модели 6․4 V8 HEMI 485 л․с․
Рабочий объём двигателя 6․4 л․ Конфигурация V8․ Мощность по стандарту SAE 485 л․с․ при 6000 об/мин․ Крутящий момент 644 Н·м при 4100 об/мин․ Диаметр цилиндра 103 мм․ Ход поршня 92 мм․ Степень сжатия 10,2:1․ Система впрыска топлива электронная распределённая․ Система газораспределения OHV с двумя клапанами на цилиндр․ Масляный насос шестерённый․ Расход масла нормируется производителем и зависит от условий эксплуатации․ Ёмкость системы смазки с фильтром 8,5 л․ Охлаждающая жидкость циркулирует через алюминиевый радиатор․ Рабочая температура охлаждающей жидкости 90–105 °C․ Система зажигания цифровая катушечного типа․
Предварительная подготовка рабочего места
Освободить зону от посторонних деталей․ Инструменты подготовлены․ Оснастка размещена по порядку․ Поверхности обезжирены․ Защита установленa․
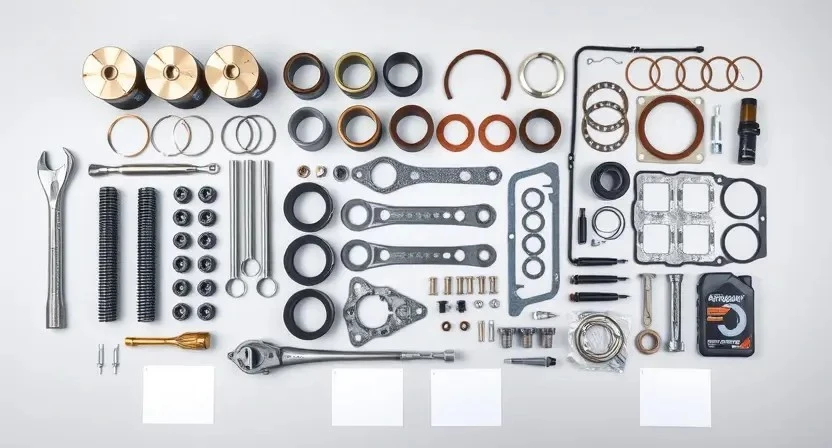
Инструменты, оснастка и расходные материалы
Перечень инструментов и материалов представлен для выполнения комплексных работ по двигателю Chrysler 300 SRT8 6․4 V8 HEMI 485 л․с․ Оборудование диагностическое: сканер протоколов CAN и OBD-II с возможностью работы с расширенными параметрами, манометр для измерения давления масла с адаптером под маслопровод, компрессометр цилиндров с набором удлинителей и переходников․ Оснастка монтажная: подъемник с усилием, соответствующим массе агрегата, моторная траверса с защитой от вибрации, съемники шкивов и направляющих, фиксаторы распредвалов․ Инструмент измерительный: микрометры, индикаторы часового типа, нутромеры, щупы․ Слесарный набор: динамометрический ключ с градуировкой под момент затяжки до указанных значений, набор головок и воротков, торцевые ключи․ Абразивный инструмент и станочная оснастка: шлифовальные круги для коленвала, расточные оправки, фрезы для обработки посадочных поверхностей, балансировочный стенд․ Расходные материалы: моторные масла с допусками производителя, герметики указанных марок, антифрикционные смазки, новые уплотнения и сальники, комплект поршневых колец по спецификации, комплект вкладышей коренных и шатунных, прокладки ГБЦ и коллектора․ Контрольные приспособления: калибры для проверки палец-поршень, набор шаблонов зазоров, плоскопараллельные щупы․ Упаковочные материалы: маркеры для маркировки деталей, контейнеры для мелких крепежных элементов, бирки с кодами․ Обеспечение хранения: чистые поддоны, защитная пленка для обработанных поверхностей, средство для предотвращения коррозии временного действия․ Стандарты и документы: карты допусков, технологические карты на операции, паспорта на измерительные приборы․

Приём автомобиля и регистрация дефекта
Фиксация внешних повреждений, занесение данных в наряд-наряд, регистрация жалоб, фотографирование узлов, присвоение идентификаторов работ․
Оформление наряда-наряда и фиксация жалоб
Оформление наряда-наряда производится при приёме автомобиля․ В поле работ указывается перечень выполняемых операций: диагностика электронных систем, измерение компрессии цилиндров, измерение давления масла, демонтаж силового агрегата, разборка, дефектовка компонентов, шлифовка коленвала, расточка блока, подбор поршней и колец, замена вкладышей, ремонт или замена головок блока, промежуточная сборка, обкатка и настройка․ Фиксация жалоб выполняется в виде отдельного раздела с указанием симптомов: потеря мощности, повышенный расход масла, стуки, утечки․ Для каждого замечания указывается время проявления, режим работы двигателя и условия эксплуатации при обнаружении․ Протокол приёма включает данные автомобиля: VIN, модельный год, пробег и идентификационные номера агрегатов․ В диагностическом разделе указывается предыстория ремонтов и использованные ранее запчасти․ Сопроводительная документация должна содержать согласованный перечень разрешённых работ и ориентировочную стоимость по позициям․ При несоответствии фактического состояния и заявленного выполняется перерасчёт наряда с указанием дополнительных позиций и сроков выполнения․ Подписи ответственных лиц и штампы отдела приёма проставляются в завершающей части документа․
Диагностика электронной части и систем двигателя
Считывание кодов неисправностей и запись параметров․ Анализ сигналов датчиков, тестирование исполнительных механизмов, документирование результатов измерений․
Считывание кодов неисправностей и анализ параметров
Подключение диагностического оборудования к разъему OBD-II․ Считывание сохранённых и текущих кодов неисправностей в память блока управления двигателем․ Получение данных потоковых параметров: частота вращения вала, угол опережения зажигания, температура охлаждающей жидкости, давление топлива, расход воздуха, положение дроссельной заслонки, коррекции топливоподачи․
Фиксация кодов в отчётной форме․ Сопоставление кодов с таблицей OEM-ошибок․ Анализ временных рядов параметров для выявления аномалий работы последовательных датчиков․ Оценка соответствия показаний эталонным значениям при холостом ходе и нагрузке․ Выявление промежуточных и затухающих ошибок․
Составление рекомендации по дальнейшей диагностике: гидравлическая проверка топливной магистрали, проверка целостности проводки и контактов, тест исполнительных механизмов через диагностический интерфейс, повторное считывание после действий․
Визуальная инспекция и оценка состояния узлов
Осмотр двигателя произведён: состояние крепежа, прокладок, магистралей зафиксировано․ Утечки, трещины, коррозия зарегистрированы и документированы․
Осмотр на предмет утечек, трещин и дефектов монтажа
Визуальный осмотр поверхности двигателя произведён с целью выявления мест вытекания жидкости и масляных следов․ Швы и соединения проверены на наличие следов просачивания․ Состояние уплотнений оценено по признакам деформации, растрескивания и отслоения материала․ Болтовые соединения осмотрены на предмет ослабления и выпадения крепежа․ Поддон картера и масляные каналы обследованы для обнаружения микротрещин и коррозионных участков․ Магистрали охлаждения и маслопроводы просвечены для локализации трещин․ Электрические разъёмы и датчики осмотрены на герметичность и качество контактов․ Крепления навесного оборудования проверены на правильность установки и соответствие заводской схеме․ Геометрия фланцев и сателлитных поверхностей измерена для выявления перекосов․ Результаты осмотра занесены в протокол дефектов с указанием приоритетов ремонта и предполагаемых методов восстановления․
Измерение компрессии цилиндров
Проведение измерения компрессии производится последовательным запуском стартера с отключённой системой впрыска․ Результаты фиксируются в протоколе․
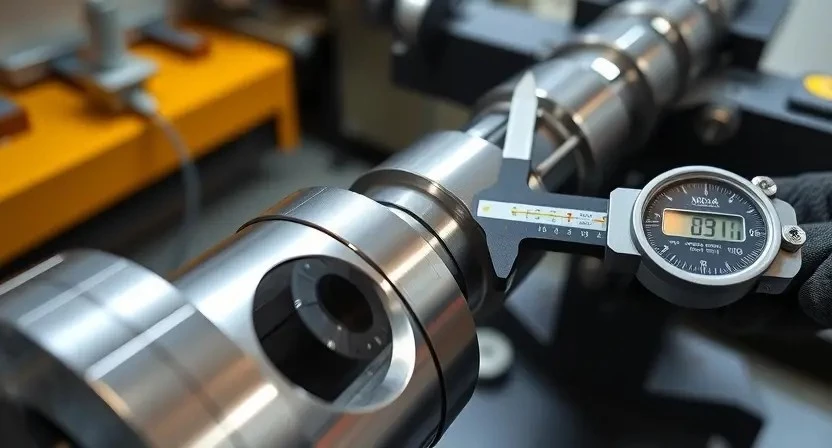
Методика проведения и интерпретация результатов
Подготовка стенда и инструмента выполнена по регламенту․ Применение манометра и компрессометра обеспечено калибровкой перед снятием показаний․ Для измерения компрессии цилиндров будет выполнено отключение топливной системы и снятие катушек зажигания․ Стартер будет прокручен до установления стабилизации показаний․ Фиксация значений выполняется в протоколе по каждому цилиндру с указанием давления в бар и времени нарастания․ Снижение давления более чем на 15% относительно максимального значения рассматривается как признак износа поршневой группы или дефекта ГБЦ․ Для измерения давления масла применяется прецизионный манометр на масляной магистрали при прогретом моторе и фиксированном холостом ходе․ Отклонение показателя от нормативного диапазона производителем трактуется как повреждение масляного насоса, износ вкладышей или нарушение герметичности системы․ Интерференция результатов компрессии и давления масла учитывается при формировании заключения о вероятных механизмах повреждения․
Контролируемые точки и нормативы давления
Регистрации подлежат значения давления масла на холодном и рабочем режимах двигателя 6․4 V8 HEMI 485 л․с․ Измерение выполняется на масляном штуцере блока и на выходе масляного фильтра․ При работающем двигателе на холостом ходу фиксируется минимум 45 кПа․ При повышенных оборотах 3000 об/мин давление должно составлять не менее 300 кПа․ Падение давления между точками допускается до 20 кПа при рабочей температуре․ Давление на подшипниках коленвала контролируется через технологические отверстия после демонтажа крышек․ Для гидроподъемников опорное давление проверяется при холодном состоянии и после прогрева; норматив 120–200 кПа․ Отсутствие резких скачков давления фиксируется как критерий работоспособности системы․ Запись результатов производится в диагностическую карту․

Принятие решения о демонтаже двигателя
Оценка параметров компрессии и давления масла выполнена․ Принятие решения о демонтаже производится на основании измеренных отклонений и визуальных дефектов․
Критерии перехода к капитальному ремонту
Определение перехода к капитальному ремонту производится на основании измерений и дефектовки․ Измерения компрессии цилиндров зафиксированы ниже нормативного значения с разбросом более 15% между максимальным и минимальным показателем․ Давление масла зафиксировано ниже паспортного значения при рабочей температуре․ Износ шийок коленчатого вала превышен более чем на допустимый ремонтный предел․ Контрольная дефектовка выявила трещины в блоке цилиндров и деформацию посадочных поверхностей․ Гидрокомпенсаторы и направляющие клапанов признаны изношенными выше предела восстановления․ Наличие задиров и задиров на стенках цилиндров превышает предельное значение․ Протечка масляных каналов и нарушение герметичности головки блока выявлены при испытании на давление․ Совокупность перечисленных признаков считается основанием для выполнения капитального ремонта с полным демонтажем, расточкой и заменой изношенных деталей․
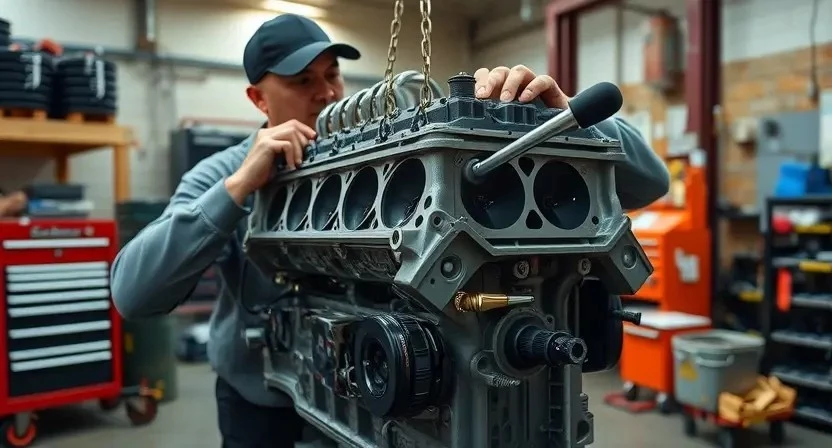
Снятие двигателя и его маркировка
Снятие выполнено с применением подъемного оборудования․ Маркировка нанесена на кронштейны, фланцы и электрокоммутацию для последующей сборки․
Последовательность демонтажных операций и учёт деталей
Фиксация начальных параметров производится записью серийных номеров, пробега и визуальной отметкой повреждений․ Система питания отключается поэтапно с отсосом топлива из магистрали и блокировкой подачи электроэнергии на форсунки․ Снятие воздуховодов и впускного коллектора выполняется с промаркировкой трубопроводов и крепёжных элементов․ Съем топливной рампы производится с маркировкой орingов и уплотнений для последующей замены․ Демонтаж выпускной системы и каталитических элементов производится с фиксацией состояния фланцев․ Отъединение проводки и разъёмов сопровождается маркировкой согласно схеме․ Снятие ГБЦ и коленвала выполняется по этапам, каждый болт маркируется и помещается в пронумерованную тару․ Упомянутое хранение деталей предусматривает защиту от коррозии и попадания загрязнений․ Учёт ресурсов ведётся путём составления ведомости с указанием дефектов и пригодности к восстановлению․

Разборка агрегата и группировка компонентов
Демонтаж элементов выполнен․ Компоненты маркированы, упакованы по группам․ Составлена ведомость деталей․ Пометки о повреждениях нанесены на бирки․
Разборочные этапы и методы защиты элементов
Предварительная маркировка узлов должна производиться для сохранения очередности сборки и сопоставления сопряжённых деталей․ Фиксация маркировки выполняется несмываемыми метками и фотопротоколом․ Демонтаж навесных агрегатов осуществляется по очередности: снятие впускной системы, выпускной коллектора, трубопроводов и электропроводки․ Слив рабочих сред проводится в закрытую тару, промаркированную по типу содержимого․ Крепёжные элементы систем подлежать сортировке по размерам и классам прочности․ При отсоединении датчиков применяется защита электрических разъёмов заглушками․ Рабочие поверхности покрываются антикоррозийной плёнкой при длительном хранении․ Контактные поверхности оберегаются от механических повреждений упаковочным материалом с липким слоем, исключающим скольжение․ Инструментальная оснастка подвергается калибровке перед операциями, обеспечивается применение воротков и моментных ключей для удержания нормативных моментов затяжки․
Дефектовка блоков и деталей
Проведение дефектовки блоков и деталей включает измерение износа, поиск трещин, оценка коррозии, фиксация размеров и документирование несоответствий․
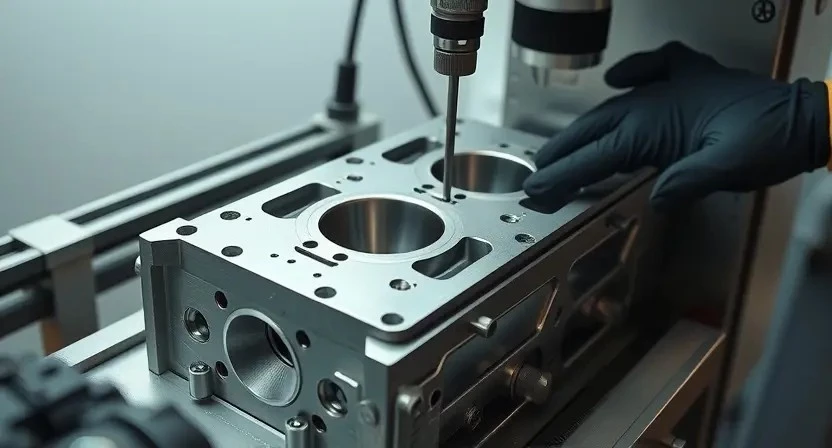
Контроль размеров, износа и наличия дефектов
Определение геометрических параметров деталей производится с применением калиброванных инструментов и измерительных машин․ Измерения цилиндрических и плоских поверхностей выполняются микрометром, штангенциркулем и индикатором часового типа․ Контроль посадочных мест для вкладышей и шеек коленчатого вала проводится по диаметру и биению․ Оценка износа поршней и канавок производится замером диаметра и ширины канавки․ Проверка цилиндров на овальность и конусность производится по топливной оси․ Анализ поверхностей на трещины и задиры производится визуально и с применением красителя контроля․ Результаты фиксируются в отчётной ведомости, отклонения сопоставляются с заводскими параметрами и заносятся в карточку дефектов․
Шлифовка коленчатого вала и обработка посадочных поверхностей
Шлифовка выполняется на вальцовых станках․ Контроль биения проводится измерительной головкой․ Допуск посадочных поверхностей восстановлен по чертежу․
Нормы после шлифовки и допуски по посадочным местам
После шлифовки коленчатого вала и обработки шейк устанавливаются окончательные диаметры шейки, указанные в сервисной документации․ Измерение производится микрометром и индикатором, фиксация заносится в акт․ Допуск радиальной биения шейки после обработки ограничен 0,01 мм․ Контроль масляных канавок выполняется на отсутствие задиров и смещений․ Для опорных поверхностей крышек коренных подшипников задан зазор посадки 0,02-0,05 мм по диаметру после установки вкладышей стандартного размера․ Для шатунной шейки допускается зазор 0,015-0,04 мм при использовании стандартных вкладышей․ Допуск овальности после шлифовки не должен превышать 0,01 мм․ Поверхности посадочных мест ГБЦ и блока испытываются на плоскостность; допустимое отклонение 0,05 мм на длину контрольного пролёта 300 мм․ Примечание: изменения параметров документируются и прилагаются к наряду․
Расточка блока цилиндров и подготовка гильз
Расточка блока выполняется по чертежным размерам с контролем круглости и конусности․ Подготовка гильз включает проточку под посадку, хонингование и обезжиривание поверхности․
Технологические параметры и допустимые отклонения
Значения обработанных поверхностей и геометрических параметров двигателя 6․4 V8 HEMI подлежат строгому контролю․ Диаметр цилиндра после расточки указывается 101,6 мм ±0,02 мм․ Радиальное биение шеек коленвала допускается до 0,03 мм․ Соосность блока цилиндров относительно постелей коленвала допускается отклонение 0,05 мм․ Толщина рабочей поверхности поршня указывается по спецификации производителя; при замене применяются комплектующие с допусками по размеру․ Зазор между поршневым пальцем и шейкой поршня допускается 0,01–0,03 мм․ Масляные каналы проверяются на проходимость; давление масла в рабочем режиме на стенде нормируется 2,0–4,5 бар при 2000 об/мин и температуре масла 90 °C․ Неровности седел клапанов после обработки не должны превышать 0,02 мм․ Допуск на радиальное биение направляющих клапанов не более 0,05 мм․ Контроль торцов коленчатого вала после шлифовки предусматривает плоскостность 0,01 мм․ Параметры резьбовых соединений после восстановления соответствуют классу прочности, указанному в нормативной документации; применяются новые крепёжные элементы при износе резьбы․ Степень износа вкладышей оценивается по зазору масла между шатуном и вкладышем; допустимый люфт 0,02–0,05 мм в сборе․ Значения натяга колец при измерении по окружности сопоставляются с табличными данными производителя для каждой ремонтной размерности․
Подбор и установка поршней, колец и вкладышей
Подбор деталей выполняется по номерам и размерам․ Установка производится с контролем зазоров и центровки․ Контроль крутильных люфтов фиксируется протоколом․
Допуски посадки и методы контроля зазоров
Значения зазоров для шатунно-поршневой группы и вкладышей установлены заводскими техническими документами․ Контроль радиального зазора вкладыша производится посредством щупа и микрометра; фиксация измерений выполняется в протоколе․ Зазор поршень-цилиндр определяется по разности диаметров поршня и цилиндра после расточки; измерение производится цилиндрометром и нутромером; Кольцевые зазоры определяются при установке компрессионного кольца в калиброванную гильзу; замер производится щупом в зазоровом зазоре․ Вал коленчатый после шлифовки контролируется расточными предельными размерами; применение торцевых индикаторов допускается для проверки биений․ Значения, выходящие за пределы, подлежат документированию и принятию решения по замене или доводке деталей․
Ремонт или замена головок блока цилиндров (ГБЦ)
Осмотр ГБЦ выполнен: выявлены трещины и износ седел․ Шлифование поверхностей и замена направляющих при применении заводских допусков предусмотрены․
Шлифовка седел, проверка направляющих и герметичности
Шлифовка седел производится по технологической операции с применением специализированного оборудования для восстановления радиуса и углов посадочных кромок․ Контроль геометрии седла проводится измерением профильного угла и посадочной ширины․ При несоответствии параметров выполняется доводка до номинального размера с документированием изменений․ Направляющие клапанов подлежат измерению внутреннего диаметра и биения; при превышении износа производится замена направляющих․ Герметичность проверки выполняется методом гидростатического и пневматического контроля изоляции камеры сжатия․ Давление испытания фиксируется протоколом․ Прилегающие поверхности цилиндра подлежат очистке и обезжириванию перед сборкой․ Контроль совпадения маркировок и нанесение смазки перед установкой клапанов фиксируется в акте․
Промежуточная сборка и проверка взаимных зазоров
Сборка узлов проводится с контролем зазоров клапанов, шатунных и коренных вкладышей․ Регистрация измерений․ Протяжка по моментам выполняется․
Контроль фаз газораспределения и моментов затяжки
Настройка фаз газораспределения производится на стенде с применением меток и фиксаторов распредвалов․ Фиксация положения распредвалов обеспечивается соответствующим инструментом․ Временные метки сопоставляются с маркировкой шкивов и корпуса․ Процедура включает измерение осевого и углового смещения валов․ Регулировка фаз выполняется посредством перемещения шестерён и натяжения цепей согласно технической карте․ Затяжка крепёжных элементов головки блока и распределительного вала выполняется по ступенчатой схеме с контролем момента․ Моменты затяжки заданы в спецификации и фиксируются в протоколе․ Контроль остаточной деформации выполняется по измеренным промежуткам времени охлаждения․ Регистрация результатов обязательна в отчётной документации․
Финальная сборка двигателя и подготовка к установке
Сборка завершена․ Контроль моментов затяжки выполнен по спецификации․ Установлены уплотнения․ Прокладки смонтированы․ Подготовка к монтажу завершена․
Соблюдение технологической последовательности и применения герметиков
Определение этапов сборки произведено с целью исключения перекосов и ослабления креплений․ Очередность операций включает подготовку поверхностей, нанесение уплотняющих составов и сборку узлов в заданной последовательности․ Применение герметика ограничено контактными зонами, обозначенными в технологической карте․ Нанесение производится равномерными полосами или точечными участками в соответствии с инструкцией производителя расходного материала․ Величина слоя контролируется измерительными средствами․ Времена отверждения учитываются при планировании промежуточных операций․ Контроль стыков выполняется методом визуальной инспекции и испытания на герметичность․ Испытание проводится давлением и температурой, указанными в нормативной документации․ Документирование результатов испытаний включаеться в акт выполненных работ․
Установка двигателя и подсоединение систем
Установка производится на штатные крепления․ Подключение коммуникаций по маркировке․ Контроль герметичности соединений и правильности укладки магистралей․
Оборудование крепления и подключение коммуникаций
Опорные устройства для установки двигателя подготавливаются в соответствии с массогабаритными параметрами агрегата․ Крепёжные точки рамы и подрамника маркируются и фиксируются при помощи шпилек и стяжных элементов с контролем осевого смещения․ Подъёмное устройство подбирается с расчётом центра тяжести двигателя; центровка выполняется для устранения боковых нагрузок на кронштейны․ Подключение топливных магистралей производится через высокопрочные фитинги с применением уплотнителей из стойкого материала․ Электропроводка прокладывается по защищённым каналам, контакты герметизируются․ Сливные и возвратные маслопроводы подключаются к предусмотренным разъёмам с моментом затяжки, соответствующим спецификации․ Вакуумные и охлаждающие шланги устанавливаются с учётом минимального радиуса изгиба; хомуты выбираются по классу коррозионной стойкости․ Контроль герметичности выполняется давлением, установленным технологией; результаты документируются․ Испытание электросистемы производится на стенде с имитацией рабочих нагрузок; фиксирование параметров производится средствами измерительной техники с поверенными датчиками․
Обкатка двигателя и контроль рабочих параметров
Обкатка производится на холостом ходу и при нагрузке․ Контроль температуры, давления масла и оборотов․ Регистрация параметров в протоколе обкатки․
Режимы обкатки, контроль температуры и давления
Обкатка двигателя производится по этапам с контролем рабочих параметров․ Первичный прогрев проводится на холостом ходу до установления рабочей температуры охлаждающей жидкости 80-95 °C․ Переход к нагрузочному режиму производится при стабильной температуре и нормальном давлении масла․ Временные интервалы режимов фиксируются журналом работ․ Измерение давления масла выполняется в горячем состоянии через штатный порт манометра; допустимые значения для модели 6․4 V8 HEMI 485 л․с․ при холостых оборотах 0,8-1,5 бар, при 2500 об/мин 2,5-4,5 бар․ Фиксация температуры масла производится датчиком с записью кривых․ Контроль перегрева осуществляется по датчику охлаждающей жидкости и термостату; при превышении 105 °C продолжение обкатки исключено․ Плавное увеличение нагрузки производится в два этапа с интервалами по времени и по оборотам․ Запись параметров выполняется в диагностическую карту․ Завершающий этап обкатки предусматривает проверку герметичности системы смазки и отсутствие посторонних шумов при рабочих температурах;
Настройка и окончательная проверка работоспособности
Настройка ECU производится по заводским картам․ Калибровка холостого хода и синхронизация фаз выполняются после обкатки․ Контроль давлений и температур проводится․
Калибровка систем управления и проверка на стенде
Настройка электронных блоков управления производится после окончательной сборки двигателя․ Подключение диагностического оборудования выполняется к штатным разъёмам․ Считывание параметров в реальном времени проводится для контроля фаз газораспределения, положения коленчатого вала, опережения зажигания и регулирования подачи топлива․ Калибровка дроссельной заслонки и адаптация датчиков выполняются через специализированное ПО․ Проверка холостого хода и нагрузочных режимов проводится на моторном стенде при заданных оборотах и температуре теплоносителя․ Испытания на утечки выполняются при статическом давлении системы․ Регистрация параметров включает частоту вращения, давление масла, температуру масла, температуру охлаждающей жидкости, углы фаз распределения и ошибки ЭБУ․ Согласование результатов с эталонными картами МТС производится автоматизированно․ Коррекции карт управления вносатся через прошивку с сохранением контрольной копии․ Отчёт о калибровке формируется в электронном виде с указанием исходных и итоговых параметров, перечнем внесённых корректировок и датой выполнения работ․