

Описание услуги: ремонт двигателя Citroën C5 Aircross 1․6 Turbo 180 л․с․ (2017–н․в․)․ Диагностика и комплекс работ․
Область применения услуги
Применение услуги направлено на силовые установки Citroën C5 Aircross 1․6 Turbo 180 л․с․ выпуска с 2017 года по настоящее время․ Диагностирование и оценка состояния мотора при признаках потери мощности, повышенного расхода масла, неустойчивой работы на холостом ходу, появления дымности и шумов․ Выполнение измерений компрессии и давления масла при подготовке к демонтажу․ Проведение полного цикла ремонтных операций при установленных дефектах: разборка, дефектовка, шлифовка, расточка, подбор и установка деталей ремонтных размеров․ Обкатка и настройка систем после сборки; Контроль параметров производится в соответствии с регламентом производителя․

Технические характеристики двигателя
Объем цилиндров 1․6 л․ Мощность 180 л․с․ Турбонаддув․ Материал блока алюминиевый․ Число клапанов 16․
Общие параметры
Указаны базовые технические величины двигателя Citroën C5 Aircross 1․6 Turbo 180 л․с․ (2017–н․в․)․ Рабочий объем 1598 см3․ Максимальная мощность 132 кВт при заданных оборотах․ Крутящий момент 250 Н·м в установленном диапазоне․ Степень сжатия по конструкции цилиндровая․ Система наддува турбированная с промежуточным охладителем․ Топливная система с непосредственным впрыском высокого давления․ Максимальное давление в системе топлива определено спецификацией производителя․
Масляный бак и система смазки рассчитаны на эксплуатационные режимы с рабочим давлением в норме․ Допустимые допуски по диаметрам цилиндров и коленвалу регламентированы․ Параметры свечей зажигания и форсунок заданы в технической карте․
Ключевые узлы и материалы
Перечень узлов для ремонта двигателя Citroën C5 Aircross 1․6 Turbo 180 л․с․ включает блок цилиндров, головку блока, коленчатый вал, шатуны, поршни, поршневые кольца, коренные и шатунные вкладыши, масляный насос, масляный фильтр, турбокомпрессор и вспомогательные агрегаты․ Материалы: ремонтные поршни и кольца по размерному ряду, ремонтные вкладыши стандартных и ремонтных размеров, сальники и прокладки оригинального исполнения или эквивалент качества, болты крепления головки с контролем растяжения․ Спецификации: допуски на износ и предельные размеры для восстановления указывать по каталогу производителя․ Инструменты: наборы для измерений, шлифовочные и расточные приспособления, стенд для проверки масляного давления, прессы и приспособления для запрессовки вкладышей․ Испытания материалов проводиться по стандартным методикам․
Предварительная информация и документация
Наличие сервисной книги и отчётов диагностики․ Предоставление схем и электрических таблиц․ Архив данных подготовлен․
История обслуживания
Фиксация ранее выполненных работ проводится в стандартном формате․ Ведомость указывает даты техобслуживания, заменённые узлы, использованные марки расходных материалов и пробег при операциях․ Регистрационные записи по ремонту турбонаддува, топливной аппаратуры и системы охлаждения вводятся отдельно․ Протоколы диагностики двигателя сохранены в электронной базе․ Архивные данные о ремонте головки блока и коленчатого вала доступны по номеру кузова․ История ДТП и вмешательств в конструкцию зафиксирована в отчёте о внешних повреждениях․ Подтверждающие документы приложены․
Техническая документация и вспомогательные схемы
Предоставление полного комплекта каталогов узлов и электрических схем․ Включение паспорта двигателя и спецификаций на крепежные моменты․ Выдача схем системы охлаждения и масляной магистрали․ Указание пронумерованных рисунков сборки для блоков цилиндров и головки․ Проставление размеров ремонтных втулок и допусков поверхности․ Включение таблиц допусков посадки вкладышей и поршневых колец․ Приложение протоколов заводских испытаний и эталонных измерений для параметризации стендовых проверок․
Подготовка рабочего места и инструментов
Рабочее место очистка․ Инструменты подготовка к ремонту двигателя; стенд для сборки, набор динамометрических ключей, подъемник․
Контрольно-измерительное оборудование
Перечень приборов для диагностики двигателя Citroën C5 Aircross 1․6 Turbo 180 л․с․ (2017–н․в․)․ Измерение компрессии производится компрессометром с манометром до 30 бар, с регулятором давления и обратным клапаном․ Измерение давления масла выполняется манометром с адаптером для масляного канала и калиброванным датчиком․ Для контроля утечек используется вакуумный насос с манометром․ Для проверки электроники применяется мультиметр с функцией измерения частоты и логикой, а также сканер протокола OBD-II с возможностью записи параметров․ Для контроля геометрии деталей применяются индикаторы часового типа, нутромеры и микрометры с поверкой․ Для анализа состояния поверхности цилиндров и коленвала применяются профильный сканер и измеритель шероховатости․
Специальные инструменты и приспособления
Перечень оборудования для выполнения работ по двигателю Citroën C5 Aircross 1․6 Turbo 180 л․с․ (2017–н․в․)․ Применение монтажных плит и страховочных стоек при снятии агрегата․ Применение гидравлического подъемника с регулировкой высоты․ Применение торсионных ключей с динамометрической шкалой для контроля моментов затяжки․ Применение фланцевых съемников для шкивов и ременных шкивов․ Применение установочных фиксирующих приспособлений для распредвалов․ Применение направляющих для установки втулок и вкладышей․ Применение стенда балансировки коленчатого вала․ Применение центровочных оправок для расточки блока․ Применение шаблонов контроля при проверке ГБЦ․ Применение арматуры для запрессовки поршневых пальцев․ Применение комплекта манометров для измерения давления масла и компрессии․
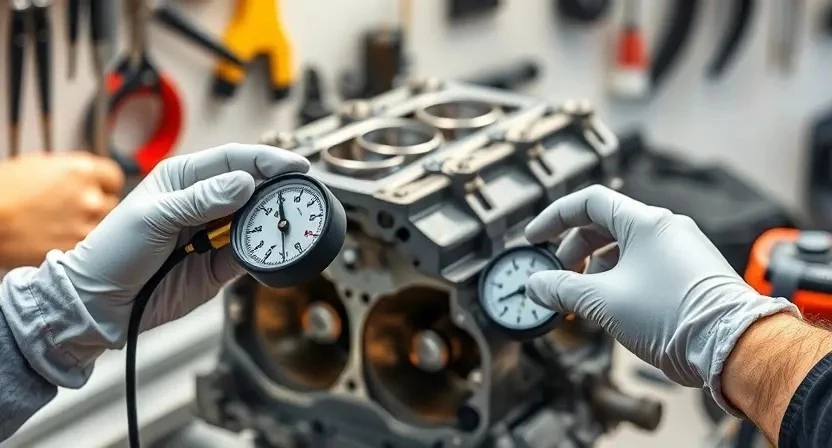
Диагностика перед разборкой
Визуальный осмотр и замеры проводятся: компрессия, давление масла, утечки, шумы․ Фиксация параметров в протоколе․
Визуальный осмотр и оценка состояния
Визуальный осмотр производится по этапам: корпус двигателя, навесное оборудование, соединения и отверстия для технического обслуживания․ Осмотр цилиндровой головки выполняется с акцентом на трещины, деформации и коррозию․ Картер проверяется на повреждения, следы ударов и течи․ Ремни, шланги и прокладки оцениваются по целостности и уплотняющим свойствам․ Электрические разъемы осматриваются на наличие окисления и нарушений контактов․ Крепеж проверяется на целостность резьбы и соответствие моментам затяжки․ Результаты фиксируются в протоколе с фотографиями и измерениями․
Электронная диагностика и чтение кодов
Подключение диагностического сканера к разъему OBD-II производится при зафиксированной температуре двигателя и отключенных вторичных потребителях․ Считывание кодов неисправностей выполняется в режиме полного доступа к ЭБУ․ Полученные коды декодируются по официальной таблице производителя․ История ошибок сохраняется в отчётном файле․ Состояние датчиков давления наддува и положения заслонок анализируется по динамическим параметрам․ Лог-файлы экспортируются в формате, допускаемом производителем․ При наличии кодов, указывающих на механические повреждения, назначается визуальная проверка узлов․
Измерение компрессии
Измерение компрессии производится по цилиндрам с использованием манометра высокого давления․ Подготовка: снять свечи, обеспечить отключение подачи топлива и зажигания․
Порядок выполнения измерений
Подготовка: установка двигателя в рабочее положение на стенде; устранение утечек топлива и масла; отключение электрических цепей управления зажиганием и форсунками․ Компрессия измеряется при выключенном искрообразовании и полностью открытой дроссельной заслонке; последовательность цилиндров фиксируется по маркировке; каждый цилиндр продувается перед снятием показателя․ Давление масла измеряется на холодном и прогретом двигателе через штатный штуцер масляного канала; показания фиксируются после стабилизации оборотов․ Обработка результатов производится с привязкой к нормативам производителя; отклонения документируются; составление акта измерений и занесение данных в карту ремонта․
Критерии оценки результата
Контрольные параметры выставлены для оценки качества ремонта․ Компрессия по цилиндрам должна укладываться в заданные заводские допуски и разброс между цилиндрами не должен превышать установленного значения․ Давление масла при рабочем режиме должно соответствовать паспорту двигателя и характеризоваться стабильностью без скачков․ Шумовые характеристики на холостом ходу и под нагрузкой должны находиться в пределах типовых значений для данной модели․ Герметичность соединений и уплотнений оценивается по отсутствию течи при статическом и динамическом тестировании․ Измеренные размеры поршней, шатунных и коренных вкладышей должны соответствовать выбранным ремонтным номерам; Совместимость деталей по посадочным поверхностям подтверждается визуальным контролем и измерениями․ Рабочие параметры после обкатки фиксируются в протоколе испытаний․
Измерение давления масла
Место измерения ౼ отверстие датчика давления․ Подключение манометра через переходник․ Снятие показаний при холодном и прогретом двигателе․
Место измерения и методика
Измерение давления масла производится на магистрали высокого давления, на штуцере масляного фильтра или на выходе масляного насоса в соответствии с конструктивными особенностями двигателя․ Присоединение манометра выполняется через резьбовое соединение с применением переходника соответствующего размера․ Заполнение манометра маслом исключается․ Измерения проводятся при прогретом до рабочей температуры двигателе, при оборотах холостого хода и при заданных оборотах за счет дублированных замеров․ Фиксация показаний производится после стабилизации индикаторов, запись выполняется в протокол․
Интерпретация показаний
Фиксация давления масла производится на рабочем стенде с подключенным манометром класса точности не ниже 1,6․ Снятые показания сопоставляются с нормативными значениями для двигателя 1․6 Turbo 180 л․с․ (2017–н․в․)․ Отклонение величины давления менее допустимого запаса фиксируется как снижение эффективности смазочной системы․ Резкие колебания давления при прогреве воспринимаются как признак износа масляного насоса или нарушения проходимости масляных каналов․ Снижение компрессии по цилиндрам документируется с указанием разницы между цилиндрами․ Разница более 15 процентов считается превышением допустимого разброса․ Сопоставление компрессии и давления масла выполняется для определения приоритетного узла для ремонта․ В протоколе отражается степень риска дальнейших повреждений и предлагается дальнейшая диагностическая операция с указанием требуемых измерений и заменяемых деталей․

Решение о демонтаже двигателя
Критерии демонтажа: компрессия ниже рабочего диапазона, давление масла вне нормы, наличие механического повреждения блока или ГБЦ․
Критерии принятия решения
Решение о демонтаже двигателя принимается на основании результатов диагностики, измерений компрессии и давления масла, а также данных дефектовки․ При выявлении снижения компрессии более чем на 20% по сравнению с нормативом или наличия перепадов по цилиндрам производится рекомендация на капитальный ремонт․ При давлении масла ниже паспортного минимума при рабочих оборотах и при наличии признаков механического износа коренных вкладышей или масляных каналов производится предложение по восстановлению маслоснабжения․ Наличие трещин в блоке или головке, деформаций посадочных поверхностей, стойких повреждений шатунов является критерием для замены соответствующих узлов․ Оценка ресурса поршней и колец производится по замерам износа канавок и отражается в акте дефектовки․ Ремонт считается экономически целесообразным при совокупном объёме работ, стоимости деталей и прогнозируемом ресурсе после восстановления, превышающем 50% от цены нового агрегата․
Снятие двигателя и агрегатов
Строповка двигателя производится согласно схеме․ Демонтаж навесного оборудования выполняется по очередности, маркировка деталей․
Последовательность демонтажа
Операция снятия двигателя производится по заранее оформленной схеме․ Отсоединение аккумуляторной батареи и разрядка систем электропитания выполняется первой․ Слив топливных средств и охлаждающей жидкости производится специализированной тарой․ Снятие воздуховодов и элементов впуска проводится поочередно․ Отсоединение топливных магистралей и трубок вакуума оформляется с маркировкой․ Демонтаж навесных агрегатов выполняется по очередности: генератор, компрессор кондиционирования, насосы; Снятие коробки передач производится после фиксации двигателя на траверсе․ Обозначение точек крепления и маркировка проводки производится при каждом этапе․ Фиксация снятых узлов на стенде хранения производится с упаковкой и нанесением идентификаторов․
Маркировка и хранение деталей
Маркировка выполняется на стадии демонтажа для обеспечения сопоставимости компонентов с местом установки․ Каждой детали присваивается уникальный код, отражающий позицию, сторону и фазу разборки․ Маркировка наносится несмываемыми метками на невысыхающих поверхностях, сопровождается фотографией и записью в журнале работ․ Хранение организуется по группам: ответственные узлы, крепежные элементы, уплотнения, расходные материалы․ Для тяжелых деталей предусматривается поддон с фиксированием и защитной упаковкой от коррозии․ Влажность воздуха контролируется․ Температурный режим поддерживается постоянным․ Чередование компонентов исключается․ Подписанные контейнеры используются для мелких элементов․ Информация обращается в систему учета․
Разборка двигателя
Демонтаж узлов выполнен по регламенту․ Снятие головки, поршней и коллектора произведено․ Маркировка деталей выполнена․
Порядок разборки блока и головки
Подготовка: отключение питания, слив охлаждающей жидкости и масла, маркировка наружных коммуникаций․ Снятие периферийных узлов выполняется последовательно для освобождения доступа к головке․ Демонтаж газораспределительного механизма производится после фиксации распределительных валов и установки меток․ Снятие крышек коренных и шатунных цепей проводится с применением моментных ключей по заданным моментам․ Головка отделяется от блока после отворачивания болтов в предусмотренной очередности и с контролем углов поворота․ Блок очищается от остатков прокладки и герметика специализированными материалами․ Храниение компонентов производится в индивидуальной упаковке с маркировкой позиции и состояния․
Дефектовка деталей
Оценка износа производится измерениями․ Измерение микрометровое, проверка трещин методом контролирования, документация результатов․
Методы контроля износа
Визуальный контроль поверхностей осуществляется при освещении не менее 1000 люкс․ Оценка задиров и трещин производится при увеличении 10x․ Измерение износа канавок поршневых проводится щупом и микрометром с точностью 0,01 мм․ Измерение диаметра цилиндра выполняется внутренним микрометром по трем уровням: верх, середина, низ․ Отклонение по конусу и овальности фиксируется как разность максимального и минимального значения․ Контроль коленвала производится индикатором часового типа при вращении на оправке․ Проверка вкладышей осуществляется по замеру масляного зазора щупом в посадочных пятнах․ Измерение толщины прокладки и деформации ГБЦ производится толщиномером; критические значения указаны в регламенте․ Испытание на герметичность камер сгорания выполняется компрессометром и методом вакуумирования шлангов․ Контроль клапанных направляющих производится микрометром и индикатором, люфт фиксируется по классу износа․
Критические размеры и пределы восстановления
Описываются допустимые размеры и износные пределы для цилиндров, поршней, коленвала, вкладышей и ГБЦ․ Для цилиндров указываются заводские диаметры и ремонтные расточки +0,25 мм, +0,50 мм и +0,75 мм․ Под поршни указываются соответствующие ремонтные группы по диаметру․ Вкладыши коленвала классифицируются по толщине со слишком малым зазором, при котором восстановление исключается․ Коленвал допускается шлифовать до ремонтных замеров согласно техкарте производителя․ Головка блока оценивается по плоскостности: предел плоскостности 0,10 мм; при превышении выполняется проточка․ Допускаемые овальность и конусность цилиндров указаны в техдокументации, при превышении ౼ расточка блока․
Шлифовка коленвала и расточка блока цилиндров
Шлифовка коленвала производится по измеренным биениям․ Расточка блока выполняется с контролем круглости и соосности отверстий․
Технические требования к поверхности
Контроль шероховатости поверхности выполняется для посадочных поверхностей блока и головки․ Шероховатость Rа указана в проектной документации и принимается в диапазоне 0,4–1,6 мкм для сопрягаемых фланцевых поверхностей․ Плоскостность измеряеться индикатором часового типа и составляет не более 0,05 мм на длине контрольной линейки 300 мм․ Допуск на следы от проточки и канавок ограничен отсутствием концентрации напряжений вдоль контактной зоны․ Допускается микронеровность после шлифовки, обеспечивающая равномерное прилегание прокладки․ Поверхности подвергаются обезжириванию растворителем перед сборкой․
Замена поршней, колец и вкладышей
Замена поршней производится по результатам дефектовки․ Подбор размеров по допускам․ Установка с контролем зазорных параметров․
Подбор ремонтных размеров
Определение ремонтных размеров производится на основании замеров внутреннего диаметра цилиндров, диаметра шеек коленвала и посадочных мест вкладышей․ Измерение выполняется микрометром, нутромером и калиброванными щупами․ Сопоставление полученных величин с заводскими допусками выполняется по справочной документации на двигатель 1․6 Turbo 180 л․с․ Выполнение расчётов ремонтного диаметра поршней и толщины колец производится с учётом межосевого зазора и допустимого натяга; Подбор вкладышей осуществляется по классу расточки и посадочного ряда․ Присутствие коррозии или износа на опорных поверхностях влияет на выбор ремонтного размера․ Оформление результатов измерений производится в протоколе с указанием исходных данных, применённых инструментов и рекомендаций по допустимым ремонтным операциям․
Технология установки и сборки
Подготовка к сборке производится очисткой и контролем сопрягаемых поверхностей․ Уплотнительные поверхности обезжириваются․ Новые резиновые и металлические прокладки подготавливаются по каталожным номерам․ Наполнение каналов смазкой обеспечивается специальными составами, совместимыми с моторным маслом․ Шпильки и болтовые соединения смазываются антифрикционными составами, указаны моменты затяжки․ Вкладыши посадочного типа устанавливаются с учётом меток․ Поршни монтируются с ориентацией, указанной в маркировке․ Кольца развертываются по окружности для исключения совмещения замков․ Вал коленчатый позиционируется по рискам․ Сборка головки блока производится с контролем зазора клапанов и величины свободного хода․ Моменты окончательной затяжки фиксируются протоколом․ Скрутка шлангов и проводки выполняется по трассам, указанным в схеме․ Испытание на холостом ходу и проверка герметичности проводятся после установки агрегата в раму автомобиля․

Работы с головкой блока цилиндров
Демонтаж ГБЦ выполнен․ Притирка седел клапанов, проверка плоскостности, шлифовка посадочных, замена направляющих․
Ремонт или замена ГБЦ
Осмотр головки блока цилиндров выполняется на предмет трещин, деформаций и эрозии каналов охлаждения․ Контроль геометрии производится методом измерения плоскостности посадочной поверхности с использованием щупов и индикатора; критический предел сортировки указан в технической документации производителя․ Испытание герметичности камер сгорания выполняется методом давления с фиксацией падения давления за установленный интервал․ При обнаружении трещин применяется сварка по технологии, допускаемой для алюминиевых сплавов, или производится замена детали․ Направление работ определяется протоколом дефектовки․
Контроль посадочных поверхностей и клапанов
Осмотр поверхность седел клапанов производится в условиях контроля геометрии․ Замер биения посадочных колец выполняеться индикатором с точностью до 0,01 мм․ Оценка состояния направляющих производится измерением люфта специализированным щупом; зазор сопоставляется с заводскими допусками․ Поверхности седел исследуются на трещины и выкрашивание методом визуального и капиллярного контроля․ Испытание седел на герметичность выполняется с опрессовкой камер охлаждения и подачей сжатого воздуха под заданным давлением; фиксация утечки производится манометром․
Контроль клапанных седел включает измерение глубины запрессовки кольца и контроль соосности․ Клапаны подвергаются измерению биения по стержню и проверке на прогиб․ Измерения фиксируются в отчете с указанием предельных размеров и рекомендаций по восстановлению․
Сборка двигателя
Сборка производится по калибровочным размерам․ Уплотнения заменяются․ Моменты затяжки соблюдаются по таблице производителя․
Соблюдение моментов затяжки и очередности
Определение момента затяжки болтов производится согласно заводской таблице крутящего момента для двигателя 1․6 Turbo 180 л․с․ Значения моментных усилий указываются в Н·м․ Применение динамометрического ключа обязательно для точного контроля усилий․ Очередность затяжки головки и крышек распределительного вала устанавливается по схеме, указанной производителем; Фиксация промежуточных значений допускается с шагом, установленным в инструкции на двигатель․ Допуск на остаточное отклонение моментного значения не должен превышать 5% от номинала․ Контроль состояния резьбы и посадочных поверхностей выполняется перед окончательной сборкой․ Документирование каждого этапа затяжки производится в акте выполненных работ с указанием даты, применяемых инструментов и измеренных значений․
Обкатка и проверка после сборки
Обкатка производится на стенде по регламенту: прогрев до рабочей температуры, нагрузочные циклы, контроль давления масла и утечек․
Режимы обкатки и контроль параметров
Обкатка производится в несколько этапов с фиксированными режимами нагрузки и оборотов․ Первый этап ― холостой ход в течение 20 минут для установления давления масла и контроля утечек․ Второй этап ౼ переменные обороты до 3000 об/мин с интервалами разгона и сброса нагрузки в диапазоне 10 минут на цикл․ Третий этап ౼ нагрузочная имитация при 50-70% от номинальной мощности в течение 30 минут․ Регистрация параметров должна вестись непрерывно․ Контроль показателей включает давление масла, температуру охлаждающей жидкости, температуру масла, вакуум во впуске, расход топлива и наличие ошибок ЭБУ․ Допустимые отклонения и интервалы измерений фиксируются в протоколе․ Стендовые испытания разрешается проводить по завершении обкатки․

Настройка систем и адаптация ЭБУ
Настройка ЭБУ производится через сервисный интерфейс․ Адаптация датчиков выполняется по последовательности шагов, зафиксированных в протоколе․

Окончательная проверка качества
Контрольные измерения выполнены․ Испытание на стенде проведено․ Регистрация параметров давления, компрессии и утечек произведена․
Контрольные измерения и испытания на стенде
Определение работоспособности двигателя выполняется посредством стендовых испытаний с имитацией эксплуатационных режимов․ Испытания включают измерение крутящего момента, мощности и вибрации при заданных нагрузках; Обеспечение герметичности систем и контроль утечек топлива и охлаждающей жидкости проводятся перед нагружением․ Регулируемые параметры регистрируются по временным графикам для сравнения с эталонными значениями․ Система смазки контролируется по давлению и температуре в рабочей зоне․ Дополнительное измерение акустических параметров выполняется для выявления детонации и посторонних шумов․ Результаты фиксируются в протоколе с указанием серийных номеров стендового оборудования и метрологического контроля․
Отчетность и гарантийные условия
Выдача акта выполненных работ и дефектной ведомости․ Гарантийный срок на заменённые узлы указан в договоре обслуживания․