

Оказание услуг по диагностике и восстановлению силового агрегата Ferrari F50 4․7 V12 520 л․с․; перечень операций указан в документации․
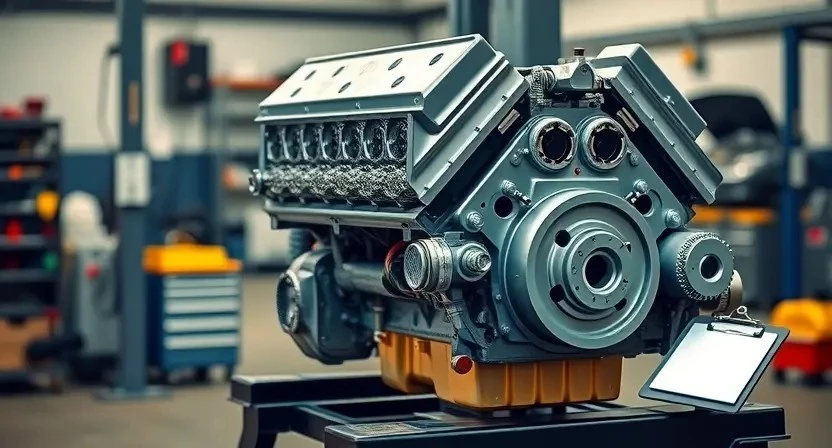
Общие сведения о двигателе Ferrari F50 4․7 V12 520 л․с․ (1995–1997)
Описаны конструктивные параметры V12, рабочий объём 4․7 л, максимальная мощность 520 л․с․, ряд применяемых материалов и компоновка․
Технические характеристики и конструктивные особенности
Описание двигателя представлено как V12, рабочий объем 4․7 л, максимальная мощность 520 л․с․ при установленной частоте вращения․ Система питания карбюраторного типа заменена на электронную впрысковую систему․ Блок цилиндров выполнен из алюминиевого сплава с гильзами из закаленной стали․ Коленчатый вал кованый․ Газораспределительный механизм DOHC на каждую цилиндровую группу․ Система смазки с мокрым картером и масляным насосом шестеренного типа․ Система охлаждения с распределительным радиатором и насосом высокой пропускной способности․ Конструкция требует точного соблюдения моментных характеристик при сборке․
Подготовка рабочего места и документации
Освободить зону работ․ Инструменты расположены по каталогу․ Документы регистрации и технические карты подготовлены и присоединены к заявке․
Комплект инструментов, приспособлений и материалов
Перечень инструментов для выполнения полного цикла работ с двигателем Ferrari F50 4․7 V12 520 л․с․ приведён ниже․ Выполнение измерений, демонтажа, разборки и сборки предусматривается специализированным оборудованием․
Обеспечение диагностики предполагает наличие сканера с поддержкой протоколов системы управления двигателем и адаптеров для автомобильной электроники․ Измерение компрессии и давления масла обеспечивается манометрами и адаптерами по посадочным местам․ Для демонтажа и крепления агрегата требуются автоподъёмник и траверса с грузоподъёмностью, соответствующей массе двигателя․
Разборка блока цилиндров предусматривает использование комплектов динамометрических ключей, пресса для выпрессовки вкладышей и направляющих, наборов съёмников, головок и воротков, наборов для фиксации коленвала и распредвалов․ Шлифовка и расточка предусматривает наличие токарного и фрезерного оборудования, плоскопараллельных столов и измерительной базы․ Материалы включают поршни оригинальной калибровки или аналог, поршневые кольца комплектных размеров, коренные и шатунные вкладыши по калибровочным таблицам, прокладки головки и блока оригинального исполнения, сальники и маслосъёмные уплотнения․ Применение абразивных кругов и паст для доводки допускается при соответствии технологическим картам․ Для зачистки и обезжиривания допускается использование спирто-нефтяных смесей, растворителей, не повреждающих алюминиевые поверхности․ Запас крепёжных элементов и шпилек подлежит замене при наличии деформации или следов коррозии․ Для контроля размеров и допусков обязательны микрометры, индикаторы часового типа, щупы толщиномеры и набор шаблонов посадочных мест․ Контроль чистоты поверхности предусматривается применение карты дефектов и визуального контроля при увеличении не менее 10×․ Транспортировка узлов внутри цеха предусматривает применение тележек с фиксацией․ Хранение комплектующих допускается в защитной упаковке с влагопоглотителем․ Сведения по калибровкам и моментам затяжки предоставляются в прилагаемой технической документации․
Приемка автомобиля и регистрация заявки
Фиксация данных автомобиля и заявки произведена в журнале․ Описание жалоб внесено․ Приложение фото и пробег сохранены в карточке․
Фиксация эксплуатационных данных и истории обслуживания
Регистрация сведений по идентификационным номерам и пробегу выполняеться в формализованной карточке работ․ Внесение записей о предыдущих ремонтах, заменах и модификациях производится на основании представленной сервисной документации и счетов․ Фиксация наблюдений по шумам, вибрациям, утечкам и расходу масла осуществляется в разделе дефектных признаков с указанием места обнаружения․ Данные о предыдущих измерениях компрессии и давления масла сверяются с текущими показаниями и сопоставляются по цилиндрам․ Протокол осмотра двигателя хранится в архиве сервисной базы данных вместе с фотографиями и измерительными журналами;

Диагностические мероприятия до демонтажа
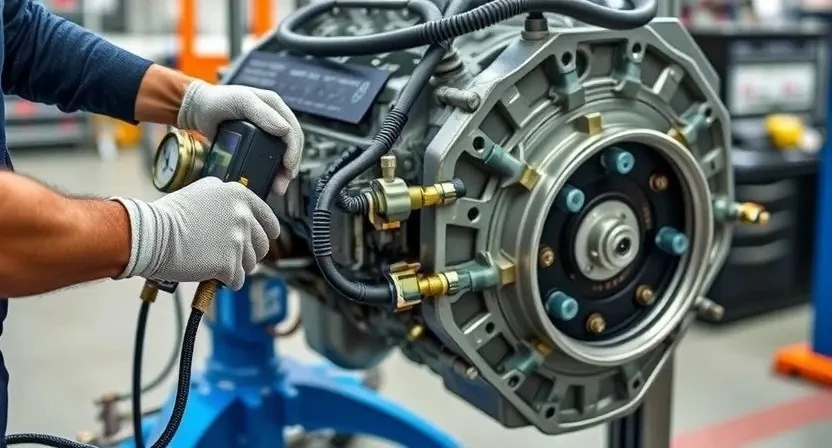
Электронная и визуальная диагностика двигателя выполнена; измерение компрессии и давления масла запланировано; журнал работ заведён․
Электронная диагностика систем управления двигателем
Электронная диагностика производится с применением специализированного диагностического оборудования, совместимого с электроникой Ferrari F50 4․7 V12 520 л․с․ Автоматизированное считывание кодов ошибок выполняется для выявления неисправностей ЭБУ, датчиков положения коленвала и распредвала, датчиков давления и температуры․
Снятие параметров реального времени производится через диагностический интерфейс․ Фиксация параметров выполняется для последующего анализа: обороты холостого хода, время впрыска, угол опережения зажигания, коррекции топливоподачи, давление топлива, параметры лямбда-зондов․
Активация исполнительных механизмов обеспечивается для проверки работы катушек зажигания, форсунок и электромагнитных клапанов․ Логирование диагностики проводится в электронном отчете․ Ошибки классифицируются по признаку критичности и по влиянию на работоспособность агрегата․

Визуальный осмотр и оценка состояния наружных компонентов
Осмотр корпуса двигателя, навесного оборудования и патрубков; фиксирование трещин, коррозии, течей и повреждений в отчётной форме․
Оценка состояния систем впуска, выпуска и охлаждения
Диагностирование системы впуска производится по параметрам целостности патрубков, соединений и состояния фильтрующего элемента․ Замеры перепадов давления в коллекторах и на впускных каналах фиксируются с применением манометров и вакуумметров․ Осмотр дроссельного узла и датчиков положения регистрируется в отчете․ Проверка выпускной системы включает визуальную оценку коллектора, каталитического блока и глушителей на наличие трещин, коррозии и ослаблений креплений․ Контроль герметичности осуществляется методом создания избыточного давления и обнаружения утечек по звуковым и визуальным признакам․ Оценка системы охлаждения проводится по целостности радиатора, патрубков и термостата, по состоянию помпы и уплотнений․ Замер температуры по каналам охлаждения производится тепловизором или датчиками температуры в точках входа и выхода․ Фиксация результатов оформляется в виде протокола с указанием измеренных величин и выявленных дефектов․
Измерение компрессии цилиндров
Измерение компрессии производится манометрическим способом; фиксация показаний по каждому цилиндру; протоколируются значения и расшифровываются отклонения․
Методика проведения измерений и критерии оценки
Подготовка включает выдержку двигателя в рабочем температурном диапазоне, отключение систем зажигания и подачи топлива, удаление свечей․ Измерение компрессии проводится манометром с резьбовым адаптером; заводские значения фиксируются в технической документации․ Контроль осуществляется при проворачивании коленвала стартером до стабильного показания․ Расхождение между цилиндрами оценивается по разности абсолютных величин․ Измерение давления масла проводится на штекерном выводе или вместо датчика с манометром с высокой точностью․ Давление регистрируется при холостом ходе, при 3000 об/мин и при нагрузочном прогоне․ Критерии оценки включают соответствие нормативам по абсолютным значениям и динамическим изменениям; фиксирование отклонений производится в отчетной форме․ Допускам соответствие сопоставляется с таблицами производителя, при превышении пределов составляется заключение о необходимости ремонта компонентов масляной магистрали и двигателя․
Измерение давления масла в системе
Измерение производить манометром на холодном и прогретом двигателе; фиксирование значений по оборотам; сравнение с нормативом; запись результатов․
Последовательность измерений и нормативные значения
Подготовка оборудования и инструментов должна быть оформлена в журнале работ; Применение калиброванных манометров и компрессометра․ Прогрев агрегата до рабочей температуры 80–90°C с фиксированием параметров․ Снятие свечей зажигания и блокировка впрыска топлива через систему управления․ Установка компрессометрического адаптера и выполнение пяти измерений на каждом цилиндре с записью минимального показателя․ Сравнение полученных значений с нормативом 11,5–12,5 бар для рабочего цилиндра․ Выполнение измерения давления масла манометром, подключаемым в масляный канал или вместо датчика давления․ Фиксация давления масла на ХХ и при 3000 об/мин; нормативы 0,8–1,2 бар на ХХ и 3,5–4,5 бар при 3000 об/мин․ Оценка дисперсии показателей между цилиндрами; отклонение более 10% считается критерием для дальнейшей дефектовки․
Принятие решения о демонтаже двигателя
Оценка результатов диагностики произведена; критерии повреждений сопоставлены с нормативами; решение о демонтаже оформлено в заявке․
Критерии перехода к снятию силового агрегата
Измерение компрессии цилиндров выполнено с фиксированными величинами ниже нормативов производителя․ Давление масла зарегистрировано ниже допустимого диапазона при рабочем температурном режиме․ Электронная диагностика выявила постоянные коды неисправностей, касающиеся управления фазами газораспределения и датчиков давления масла․ Визуальная оценка подтвердила наличие значительных масляных и охлаждающих протечек, коррозионных повреждений и трещин в местах крепления․ Звуковая диагностика выявила посторонние металлические шумы, указывающие на износ вкладышей или шатунов․ Принятие решения о демонтаже производится при сочетании двух и более перечисленных параметров․
Снятие двигателя с опоры и подготовка к разборке
Обеспечение доступа к моторам․ Демонтаж навесных агрегатов․ Маркировка проводки и трубопроводов․ Фиксация положения двигателя и опор․
Маркировка, консервирование и транспортировка узлов
Маркировка выполняется для обеспечения однозначной идентификации агрегатов и компонентов при демонтаже двигателя Ferrari F50 4․7 V12․ Нанесение кодов производится на корпусные поверхности стойкими метками и бирками с указанием позиции, направления установки и порядка сборки․ Консервация производится после дефектовки для защиты деталей от коррозии и загрязнений: применение антикоррозионных составов, герметизационных материалов и укрытий из влагонепроницаемой пленки․ Транспортировка узлов осуществляется в специализированной таре с амортизацией, фиксацией положений и защитой от ударов и атмосферного воздействия․ Маркировочные ведомости формируются в электронном и бумажном вариантах с присвоением уникальных идентификаторов․ Фиксация веса и габаритов узлов в сопроводительной документации обеспечивает правильный выбор транспортной единицы․ Оценка упаковки производится по критериям сохранности геометрии и целостности поверхностей․ При транспортировке легкосъемные элементы упаковываются отдельно в индивидуальные контейнеры․ Сопроводительная документация содержит записи по примененным консервантам и срокам их действия․
Разборка блока цилиндров и сопутствующих элементов
Демонтаж блока цилиндров производится с маркировкой узлов․ Разборка поршневой группы выполняется по этапам․ Детали консервируются․
Порядок демонтажа поршневой группы, коленвала и ГБЦ
Подготовка места работ и фиксация положения агрегата производится перед началом демонтажа․ Электросеть и топливные контуры отключаются; слив масляной и охлаждающей жидкостей выполняется по регламенту․ Снятие навесных агрегатов и коммуникаций выполняется по схеме, указанной в паспортной документации; Сборочные узлы маркируются․ Фиксация поршневой группы осуществляется по порядковой нумерации цилиндров․ Съем поршней производится после демонтажа шатунных крышек; болтовые соединения раскручиваться по диаграмме последовательности․ Коленвал извлекается после удаления коренных крышек и распределенных грузов; применение траверсы и поддерживающих стоек допускается для стабилизации․ ГБЦ демонтируются после отсоединения газораспределительного механизма и систем охлаждения; болты ГБЦ раскручиваются по шагам с контролем момента․ Консервация рабочих поверхностей и маркировка деталей выполняются немедленно․ Транспортировка узлов к посту дефектовки производится на поддонах с защитой от механических повреждений и загрязнений․
Дефектовка деталей и составление ведомости ремонта
Дефектовка проведена по каталогу․ Составление ведомости выполнено․ Изношенные и повреждённые узлы обозначены для восстановления и замены․
Категоризация изношенных и поврежденных узлов
Определение категории выполняется на основании измерений, визуальной оценки и сопоставления с нормативными допусками․ Классификация проводится по трем уровням: восстановлению на месте, восстановлению с применением механической обработки, замене․ Для деталей с износом поверхности цилиндров и поршней обозначение ౼ восстановление с расточкой и подбором комплекта поршней по размеру․ Для вкладышей коленвала при наличии задиров и выработки обозначение ౼ замена комплектом с подбором размера․ Для головок блока при деформации плоскости и повреждении седел клапанов обозначение ⎻ шлифовка поверхности и ремонт седел или замена головки при превышении допустимых деформаций․ Для коленвала при проточке канавок или износе шейки обозначение ⎻ шлифовка с последующим подбором вкладышей по размеру или замена коленвала при нарушении геометрии․ Для распределительного вала при износе кулачков и подшипников обозначение ⎻ восстановление путем шлифовки и хонингования втулок либо замена детали․ Для масляного насоса при износе рабочих колес и корпуса обозначение ⎻ замена узла․ Для системы впуска и выхлопа при коррозии или трещинах обозначение ౼ замена соответствующих элементов․ Составление ведомости производится с указанием кода детали, уровня дефекта и рекомендуемой операции․ Контроль качества классификации производится замером после очистки и дегазации поверхностей․
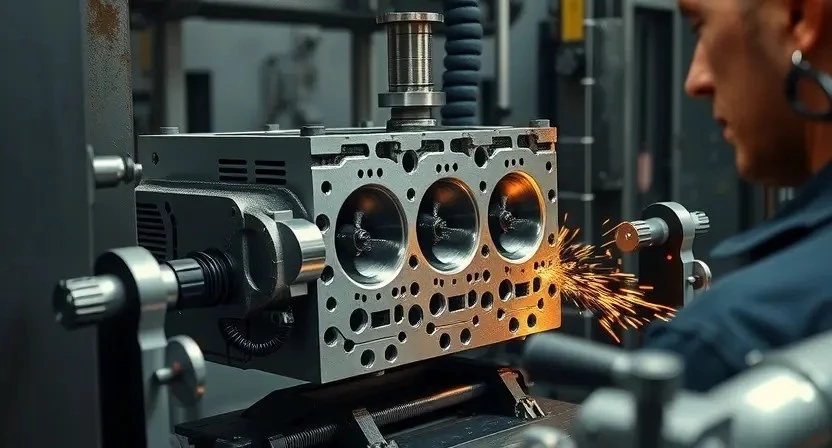
Шлифовка и расточка коленвала, блока и гильз
Проведение шлифовальных и расточных операций на коленвале, блоке и гильзах; указание допусков и этапов контроля размерных параметров после обработки․
Технологические допуски и контроль после обработки
Указаны допуски для коленвала, блока и гильз согласно заводским таблицам․ Измерения диаметров шеек и посадочных мест выполняются микрометром и нутромером с точностью до 0․01 мм․ Контроль концентричности и биения производится индикатором с фиксацией предельных величин․ Обработка поверхности плоскостей головок и блока производится с заданной шероховатостью Ra; контроль шероховатости производится профилометром․ После шлифовки выполняется проверка соосности опор и посадочных мест․ Балансировка коленчатого вала выполняется динамическая, балансировочные веса фиксируются в акте․ Контроль зазоров вкладышей осуществляется щупом по номинальным значениям; допуск на зазор указан в ведомости․ Испытание на герметичность камер сгорания производится методом под давлением с фиксацией утечек․ Протяжка болтовных соединений производится в несколько этапов с применением динамометра и приведена в журнале операций․

Замена поршней, поршневых колец и вкладышей коренных и шатунных
Замена поршней и колец производится с подбором размеров․ Вкладыши подбираются по микрометрам․ Контроль зазоров осуществляется измерениями․
Подбор размеров и порядок установки новых деталей
Подбор размеров осуществляется по измерениям, полученным при дефектовке․ Измерение диаметра цилиндров, замер посадочных гильз и контроль биения производится специализированными калибрами и микрометрами․ Подбор вкладышей производится по размерной группе, указанной в заводской таблице․ Подбор поршней и колец производится с учетом расточки и допусков посадочных мест․ Установка новых вкладышей выполняется с применением оправок и оправдочного инструмента․ Моменты затяжки болтов коренных подшипников определяются по технической карте․ Установка поршней производится по меткам ориентации․ Нанесение смазки на контактные поверхности производится моторным маслом спецификации․ Контроль совмещения производится измерением осевого люфта и радиального зазора․ Запечатление сопряжений выполняется новыми прокладками и герметиком по каталогу․

Ремонт или замена головок блока цилиндров (ГБЦ)
Демонтаж головок выполнен․ Шлифовка плоскостей и притирка седел выполняются по технологической карте для F50 V12․
Шлифовка плоскости, проверка седел клапанов и регулировка
Плоскость ГБЦ подготовить к обработке․ Контроль деформации поверхности выполняется измерительным прибором с точностью до 0,05 мм; При выявлении износа и коррозии производится шлифовка на специализированном станке с применением абразивных кругов с зернистостью, обеспечивающей сохранение геометрии․ Срез обрабатываемой зоны ограничивается технологической картой․ После шлифовки проверка плоскостности повторяется․
Седла клапанов подвергнуть визуальной инспекции и измерениям геометрии посадочных поясков․ Замер углов седла и профиля производится шаблонами и микрометром․ При выявлении признаков выработки предусмотрена проточка с последующей притиркой․ Регулировка зазоров осуществляется подбором толкателей и направляющих с фиксацией результатов в акте․ Испытание герметичности производится давлением с фиксированием утечек в протоколе․
Сборка двигателя с контролем совмещения и моментов затяжки
Сборка производится по чертежам․ Контроль совмещения компонентов выполняется инструментом․ Моменты затяжки фиксируются в акте․
Контрольные размеры и порядок последовательной сборки
Контроль параметров при сборке двигателя F50 выполнять в соответствии с технологической карте․ Измерение осевых и радиальных зазоров вкладышей производится микрометром и щупом; допуски по коренным и шатунным шеям соответствуют заводским спецификациям․ Контроль конусности и биения коленвала производится на пластинчатом приборе; допустимые отклонения фиксируются в журнале․ Установочные поверхности блока и ГБЦ предварительно очищаются и проверяются на плоскостность методом щупа и индикаторного измерения․ Порядок установки поршневой группы предусматривает монтаж стопорных колец, уплотнений и ограничительных шайб в заданной последовательности․ Накладки вкладышей подбираются по замерам внутреннего диаметра; зазор между шатуном и шейкой определяется согласно таблице с допусками․ Моменты затяжки крышек коренных и шатунных болтов задаются в два этапа: предварительная затяжка по номиналу с последующим контролем угла поворота и окончательная затяжка с указанием момента․ Сальники и прокладки заменяются на новые с указанием материала и маркировки․ Контроль коленчатого вала после окончательной сборки производится на холостых оборотах на стенде для определения равномерности вращения и наличия посторонних шумов․
Установка двигателя на автомобиль и подключение систем
Установка силового агрегата выполняется на подрамник․ Подключение коммуникаций производится последовательно․ Проверка герметичности после монтажа․
Проверка герметичности, прокладок и соединений
Осуществление визуального контроля фланцевых и резьбовых соединений перед пуском․ Применение индикаторов протечек и окрашенных реагентов для локализации утечек жидкости․ Контроль состояния прокладок головки блока, коллектора впуска и выпускного коллектора выполнен с измерением толщины и видимой деформации․ Давление в системе охлаждения создаётся избыточным, фиксация падения давления производится в течение установленного времени․ Испытание масляной системы включает подачу давления от внешнего манометра, регистрация показаний и выдержка по времени для выявления снижения․ Проводится оценка состояния уплотнений распределительных валов и маслосъёмных колпачков с применением эндоскопии в каналах․ Соединения топливной магистрали испытываются давлением, превышающим рабочее, с контролем допускаемой утечки․ Электрические разъёмы осматриваются на предмет коррозии и плотности контакта, измеряется сопротивление и фиксация результатов в протоколе․ Прокладки поддона и масляного фильтра подлежат осмотру на наличие смещений и выдавливания материала при статической нагрузке․ В случае выявления дефекта производится маркировка элемента, занесение в ведомость и планирование замены или реставрации․
Обкатка двигателя и регулировка параметров работы
Обкатка проводится поэтапно: холостой ход, нагрузочные циклы, прогрев до рабочей температуры․ Настройка ECU производится по заводским картам․
Этапы обкатки, проверка компрессии и давления масла после сборки
Обкатка проводится в контролируемых условиях в два этапа: горячая и холодная․ Первичный пуск производится на стенде при отключённых нагрузочных контурах для подтверждения герметичности и отсутствия утечек․ На первом этапе выполняется прогрев до рабочей температуры с фиксированием давления масла по каналу подачи и температурных параметров․ На втором этапе последовательное увеличение оборотов производится в пределах установленных технологических интервалов с регистрацией динамики показателей․
Измерение компрессии выполняется после стабилизации температурных параметров с использованием поверенного компрессометра; значения сопоставляются с нормативными таблицами․ Давление масла замеряется при холодном и горячем состояниях на нескольких режимах: холостой ход, повышенные обороты, рабочая нагрузка․ Полученные данные вносятся в отчётную документацию и сравниваются с эталонными величинами для принятия решения о допустимости эксплуатации․
Контроль качества и выдача отчетной документации
Контроль завершён: проведена проверка параметров, оформлена ведомость работ, выдан акт выполненных операций и гарантийный талон․
Составление итогового акта выполненных работ и гарантийные условия
Составление итогового акта производится на основании протоколов диагностики и дефектовки․ В акт вносится перечень выполненных операций, заменённых позиций и измеренных параметров․ Указывается соответствие контрольных размеров и допусков после обработки․ Фиксация серийных номеров деталей и марок применённых материалов обязательна․ Приложением к акту прилагаются протоколы измерений компрессии и давления масла․ Отметка о проведённой обкатке и регулировках включается в раздел технических действий․ Гарантийные условия формулируются через период и ограничения по обслуживанию, а также через исключения по эксплуатации и вмешательствам сторонних организаций․